Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки (ТВС) для энергетических ядерных реакторов типа ВВЭР-1000.
Известна ТВС ядерного реактора, включающая пучок тепловыделяющих элементов (ТВЭЛов), установленных вертикально в каркасе, собранном из дистанционирующих решеток, закрепленных на трубчатых каналах, хвостовик и съемную головку (см. патент США №4687619, кл. G21C 19/20, 1987 г.). Недостатком известной ТВС является низкий уровень технологичности конструкции ее головки, характеризующийся повышенной трудоемкостью операций сборки и ремонта пучка ТВЭЛов, монтажа-демонтажа самой головки.
Известна ТВС ядерного реактора, включающая пучок ТВЭЛов, установленных в каркасе, собранном из дистанционирующих решеток, закрепленных на трубчатых каналах, хвостовик и съемную головку (см. заявку Германии №2845515, кл. G21С 3/04, 1979 г.). Недостатком известной ТВС являются низкий уровень технологичности конструкции головки и невысокая надежность соединения, обеспечивающего ее съемность.
Известна ТВС ядерного реактора ВВЭР-1000, включающая пучок ТВЭЛов, установленных в каркасе из дистанционирующих решеток, закрепленных на трубчатых каналах, хвостовик и съемную головку, где каждая дистанционирующая решетка собрана из отдельных фигурных ячеек, сваренных между собой в точках и скрепленных снаружи ободом, каждая ячейка снабжена внутренними выступами, прочно с натягом фиксирующими пропущенные через ячейки ТВЭЛы и образующие каналы для прохождения теплоносителя между ТВЭЛами и стенками ячеек, между ячейками и между периферийными ячейками и ободом (см. книгу Б.А.Дементьев. Ядерные энергетические реакторы. М., Энергоатомиздат, 1990 г., стр.44, рис.2.13 - ТВС реактора ВВЭР-1000). Недостатком известной ТВС являются те же недостатки, что и для ТВС по патенту США №4687619 и заявке Германии №2845515.
Известна ТВС ядерного реактора, включающая пучок ТВЭЛов, установленных вертикально в каркасе из дистанционирующих решеток, закрепленных на трубчатых каналах, хвостовик и съемную головку, где каждая дистанционирующая решетка собрана из отдельных фигурных ячеек, сваренных между собой в точках и скрепленных снаружи ободом, каждая ячейка снабжена внутренними выступами, прочно с натягом фиксирующими пропущенные через ячейки ТВЭЛы и образующие каналы для прохождения теплоносителя между ТВЭЛами и стенками ячеек, между ячейками и между периферийными ячейками и ободом (см. патент RU №2124238 Российской Федерации по заявке №97108408, кл. 6 G21С 3/30, 3/34, от 20.05.97 г.).
ТВС по патенту №2124238 Российской Федерации устраняет недостатки известных ТВС, но вместе с тем ТВС по патенту №2124238 и известным ТВС присущи недостатки по неравномерному теплосъему в ядерном реакторе и ненадежности конструкции обода дистанционирующих решеток.
Известно, что в настоящее время идет широкое внедрение дистанционирующих решеток из циркониевых сплавов, перспективных по механическим свойствам, радиационному росту и релаксационным характеристикам для повышения выработки энергии (см. Атомная техника за рубежом, 1990 г., №4, стр.3-5), в процессе изготовления которых осуществляют набор и точечную сварку фигурных ячеек из сплава циркония между собой с образованием поля фигурных ячеек, ввод набранного шестигранного поля фигурных ячеек в шестигранный обод из сплава циркония и закрепления в нем (см. Разработка, производство и эксплуатация ТВЭЛ энергетических реакторов. Книга 1, под ред. Ф.Г.Решетникова, Энергоатомиздат, 1995 г., стр.187).
Изготовление шестигранного обода из сплава циркония осуществляют по известной технологии из составных частей путем их аргонодуговой сварки в контролируемой среде аргона в камере, прошедшей предварительное вакуумирование для предупреждения окисления циркония во время сварки.
Согласно требованиям, предъявляемым к ТВС по геометрическим размерам, дистанционирующая решетка должна быть выполнена строго под ключ (см. Разработка, производство и эксплуатация ТВЭЛ энергетических реакторов. Книга 1, под ред. Ф.Г.Решетникова, Энергоатомиздат, 1995 г. стр.154), однако из-за сварных швов аргонодуговой сварки составных частей обода дистанционирующая решетка после сварки этим требованиям не удовлетворяет и требуется зачистка сварных швов до уровня граней обода. Механическая зачистка сварных швов обода дистанционирующей решетки приведет к истиранию циркониевого сплава обода, возникновению разъедающей коррозии, появляющейся в результате истирания даже при отсутствии коррозионной среды (см. Металлургия циркония. Перевод с английского, под ред. Меерсона Г.А. и Гагаринского Ю.В. М., Издательство иностранной литературы, 1959 г., стр.298), что не исключает разрушения обода, соответственно дистанционирующей решетки ТВС в целом в ядерном реакторе. Испытания, проведенные в условиях, аналогичных условиям ядерного реактора, показали наличие следов разъедающей коррозии в области сварных швов обода дистанционирующей решетки.
Каналы для протока теплоносителя в ядерном реакторе, образованные внутренними выступами между стенкой ячейки и ТВЭЛом, между соседними ячейками и между периферийными ячейками и ободом, параллельны друг другу и оси ТВС и создают ламинарный поток теплоносителя как в зоне интенсивного тепловыделения, так и в зоне меньшего тепловыделения, что не способствует равномерному теплосъему, так как плотность нейтронного потока в реакторе максимальна в центре и спадает к периферии. Поскольку энерговыделение обусловлено расщеплением ядер топливного вещества в нейтронном поле, то и тепловыделение в центре выше и спадает к периферии (см. А.С.Займовский, В.В.Калашников, И.С.Головнин. Тепловыделяющие элементы атомных реакторов. М., Госатомиздат, 1962 г., стр.337). Соответственно можно рассматривать и единичную ТВС, у которой интенсивное тепловыделение в центре и спадает к периферии. Естественно, что и теплосъем у ТВС также не равномерен.
Энерговыделение в центре примерно в три раза выше, чем в среднем по активной зоне. В таком же соотношении находится и удельные тепловые нагрузки. Любое выравнивание теплосъема, даже неполное, дает существенный экономический эффект по снятию большей мощности с реактора при прочих равных условиях, что особенно важно для энергетических реакторов (см. Б.А.Дементьев. Ядерные энергетические реакторы, М., Энергоатомиздат, 1990 г., стр.147).
Наиболее близким техническим решением по технической сущности и достигаемому эффекту является тепловыделяющая сборка ядерного водо-водяного энергетического реактора - прототип, включающая пучок тепловыделяющих элементов, установленных вертикально в каркасе из дистанционирующих решеток, закрепленных на трубчатых каналах, хвостовик и съемную головку, где каждая дистанционирующая решетка собрана из отдельных фигурных ячеек, сваренных между собой в точках, скрепленных снаружи изготовленным из составных частей ободом, и образующих каналы для прохождения теплоносителя между тепловыделяющими элементами и стенками ячеек, между ячейками и между периферийными ячейками и ободом, где у каждого из составных частей обода один конец снабжен порогом с высотой, равной толщине обода, в нем внахлестку размещен и закреплен точечной сваркой другой конец составной части обода, место стыковки составных частей обода по ширине выполнено меньше ширины канала между периферийными ячейками и ободом и своим порогом размещено в одном из них, а каждая грань обода в верхней и нижней части снабжена по всей длине отбойниками теплоносителя от периферии к центру в виде лепестков под углом 15-30°, размещенных между ТВЭЛами по периферийному ряду (см. патент Российской Федерации RU 2163036 по заявке 99107684/06 от 05.04.99 г., опубл. 10.02.2001 г. «Тепловыделяющая сборка ядерного реактора»).
Закрепление между собой составных частей обода дистанционирующей решетки путем выполнения на каждой из составных частей порога с высотой, равной толщине обода, с размещением в нем внахлестку и закреплением точечной сваркой другого конца составной части обода, выполнение места стыковки составных частей обода шириной, меньше ширины канала между периферийными ячейками и ободом, и размещение места стыковки своим порогом в одном из них позволит повысить надежность крепления составных частей обода между собой, соответственно дистанционирующей решетки и в целом тепловыделяющей сборки за счет исключения аргонодуговой сварки в контролируемой среде аргона в камере с предварительным вакуумированием последней, исключить механическую зачистку сварных швов аргонодуговой сварки до уровня граней обода и соответственно исключить возникновение язвенной коррозии в местах аргонодуговой сварки составных частей обода из сплава циркония, получить обод под ключ без какой-либо механической обработки за счет размещения места стыка своим порогом в канале, образованном периферийными ячейками и ободом. Выполнение на каждой грани обода верхней и нижней части отбойников в виде лепестков с размещением между тепловыделяющими элементами по периферийному ряду под углом 15-30° от периферии к центру позволит повысить эффективность работы реактора за счет выравнивания теплосъема теплоносителем, где с помощью лепестков-отбойников будет изменять ламинарный поток на турбулентный с направлением от периферии к центру и наоборот, при постоянном восходящем потоке.
Выполнение обода в дистанционирующих решетках с отбойниками с наклоном от периферии к центру позволит исключить повреждения тепловыделяющих сборок во время перегрузки в реакторе за счет исключения зацепления ободами дистанционирующих решеток ТВС друг о друга, отбойники при этом выполняют роль своеобразных фасок на ободах дистанционирующих решеток и служат своеобразной фаской на гранях ободов дистанционирующих решеток, исключающих зацепление и повреждение ТВС во время их загрузки, перегрузки, выгрузки из активной зоны ядерного реактора.
Недостатками прототипа являются уменьшение сечения для прохождения теплоносителя и отсутствие отбойников в местах соединения частей обода, возможность повреждения ячеек при сборке сваренного поля ячеек с ободом и, как следствие, искажение формы дистанционирующей решетки, неточность ее геометрических размеров, а также сложность изготовления ТВС из-за необходимости проведения гибочных операций для формирования порогов и сварки частей обода дистанционирующей решетки между собой.
Технической задачей изобретения является исключение локальных мест перегрева в ТВС за счет исключения перекрытий течения теплоносителя, усиление эффекта перемешивания теплоносителя за счет отбойников в местах соединения частей обода, исключение возможности повреждения ячеек при сборке сваренного поля ячеек с ободом, искажения формы дистанционирующей решетки, увеличение точности ее геометрических размеров, а также упрощение изготовления ТВС за счет исключения гибочных операций для формирования порогов и сварки частей обода дистанционирующей решетки между собой.
Эта техническая задача решается тем, что в тепловыделяющей сборке ядерного водо-водяного энергетического реактора, включающей пучок тепловыделяющих элементов, установленных в каркасе из дистанционирующих решеток, закрепленных на трубчатых каналах, хвостовик и съемную головку, где каждая дистанционирующая решетка собрана из отдельных фигурных ячеек, сваренных между собой в точках, скрепленных снаружи изготовленным из составных частей ободом, грани которого снабжены по всей длине отбойниками теплоносителя от периферии к центру под углом 15-30°, и образующих каналы для прохождения теплоносителя между тепловыделяющими элементами и стенками ячеек, между ячейками и между периферийными ячейками и ободом, согласно изобретению у каждой из составных частей обода дистанционирующей решетки один конец имеет фигурные пазы и выступы, а другой соответствующие выступы и пазы, образующие при сварке с периферийными ячейками соединение «в замок», при этом выступы выполнены площадью, достаточной для фиксации на ячейках точечной сваркой.
Сущность изобретения поясняется чертежами.
На чертежах представлены:
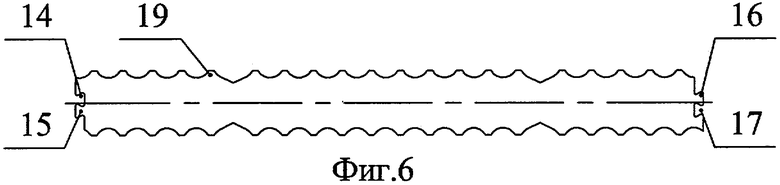
На фиг.1 - ТВС ядерного реактора;
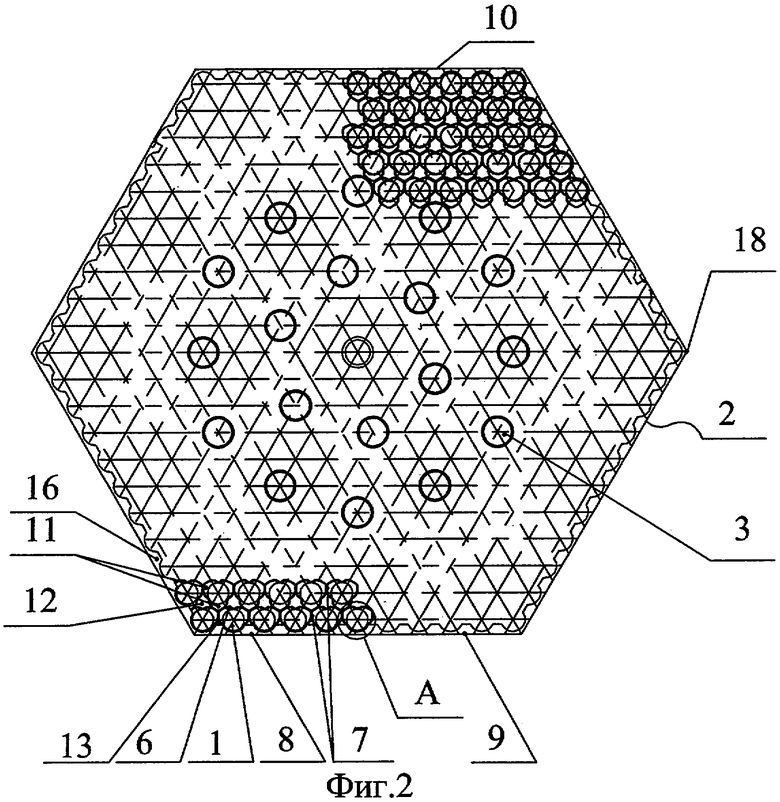
На фиг.2 - дистанционирующая решетка, вид сверху;
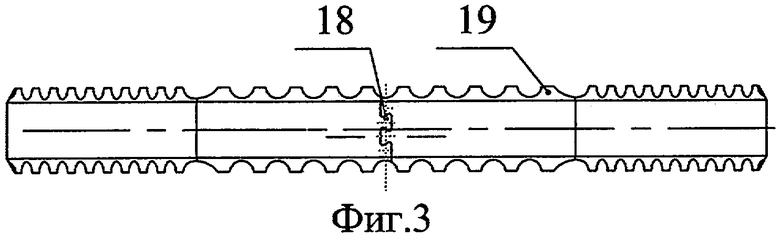
На фиг.3 - дистанционирующая решетка, вид сбоку;
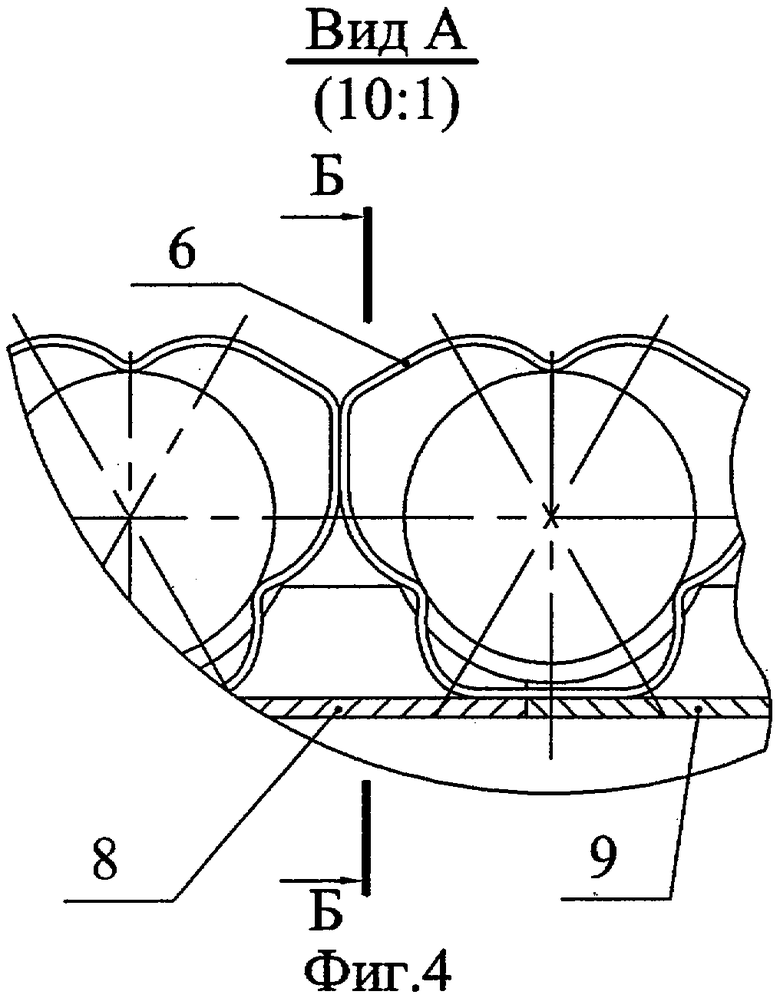
На фиг.4 - вид А, стыковка обода;
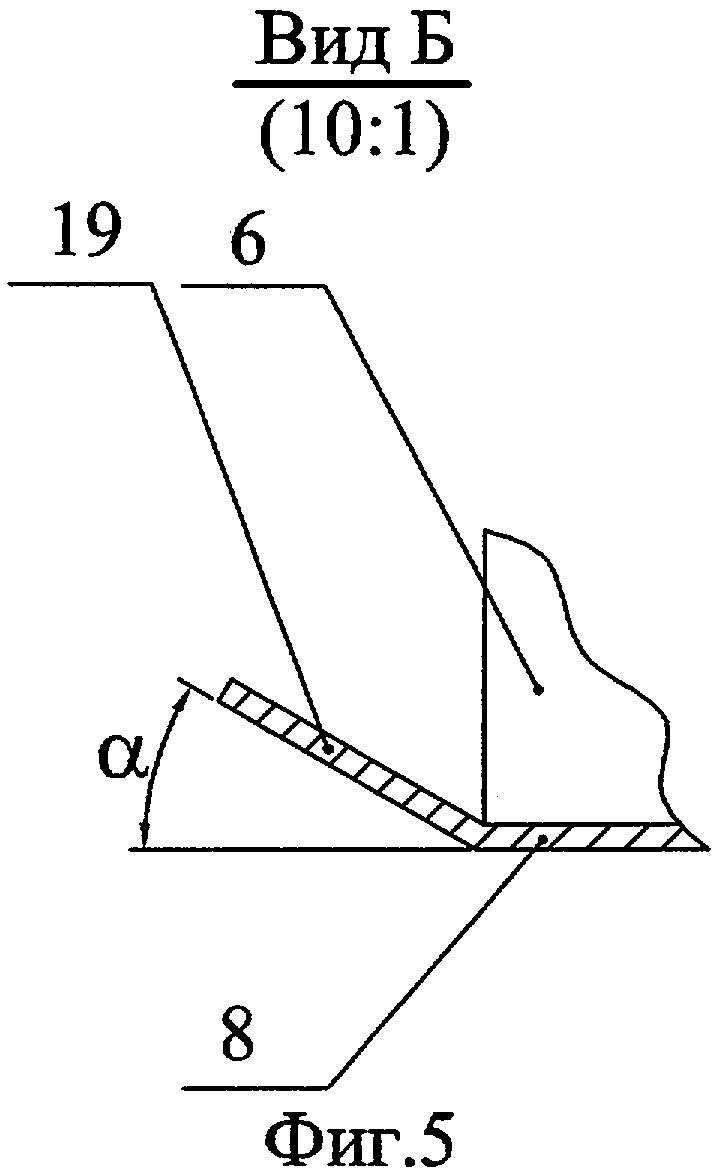
На фиг.5 - разрез Б-Б, отбойник теплоносителя;
На фиг.6 - развертка части обода с фигурными пазами и выступами.
Тепловыделяющая сборка ядерного водо-водяного энергетического реактора включает пучок тепловыделяющих элементов (ТВЭЛ) 1, установленных вертикально в каркасе из дистанционирующих решеток 2, закрепленных на трубчатых каналах 3, хвостовик 4 и съемную головку 5. Каждая дистанционирующая решетка 2 собрана из отдельных фигурных ячеек 6, сваренных между собой в точках 7 точечной сваркой, скрепленных снаружи изготовленным из составных частей 8, 9, 10 ободом и образующих каналы 11, 12, 13 для прохождения теплоносителя (показано стрелкой) между ТВЭЛами 1 и стенками ячеек 6, между ячейками 6 и между ячейками 6 и ободом из составных частей 8, 9, 10 без перекрытия площади сечения канала для прохождения теплоносителя.
У каждой из составных частей 8, 9, 10 обода один конец имеет фигурные пазы 14 и выступы 15, а другой соответствующие выступы 16 и пазы 17, образующие при сварке с ячейками 6 соединение в замок 18, при этом выступы 15 и 16 выполнены площадью, достаточной для фиксации на ячейках 6 точечной сваркой.
Каждая грань составных частей 8, 9, 10 обода в верхней и нижней частях снабжена по всей длине и в местах соединения частей обода отбойниками теплоносителя 19 от периферии к центру под углом α=15-30°. Отбойники выполнены в виде лепестков 19 и размещены между ТВЭЛами 1 по периферийному ряду.
Дистанционирующую решетку 2 к тепловыделяющей сборке изготавливают следующим образом. Составные части 8, 9, 10 обода дистанционирующей решетки изготавливают штамповкой одновременно с лепестками-отбойниками 19 и с одной стороны части обода - фигурными пазами 14 и выступами 15, а с другой - одновременно с соответствующими выступами 16 и пазами 17.
Осуществляют набор и точечную сварку 7 ячеек 6 между собой с образованием поля фигурных ячеек 6 и каналов 12 между ячейками для теплоносителя, размещают конец составной части 9 в пазах 14 и выступах 15, соответствующие выступы 16 и пазы 17 составной части 8 и конец составной части 8 в пазах 14 и выступах 15, соответствующие выступы 16 и пазы 17 составной части 10 и конец составной части 10 в пазах 14 и выступах 15, соответствующие выступы 16 и пазы 17 составной части составной части 9, осуществляют точечную сварку составных частей 8, 9, 10, проставляя сварные точки на выступы 15 и 16 и соединяя их с плоской гранью периферийной ячейки 6.
Тепловыделяющую сборку изготавливают следующим образом. В фигурные ячейки 6 дистанционирующих решеток 2, закрепленных на трубчатых каналах 3 каркаса, вводят пучок ТВЭЛ 1, которые прочно с натягом фиксируются в ячейках 6 с образованием каналов 11 между ТВЭЛами 1 и стенками фигурных ячеек 6 для протока теплоносителя в ядерном реакторе, и закрепляют головку 5 и хвостовик 4.
Благодаря тому, что лепестки-отбойники 16 имеют угол наклона 15-30° от периферии к центру, в том числе и в местах соединения частей ободов 8, 9, 10, поток теплоносителя приобретает турбулентное движение в ядерном реакторе, способствующее лучшему теплосьему, а выполнение предложенного крепежа составных частей обода исключит локальные места перекрытия потока теплоносителя, предотвратит возможный, в результате неэффективного теплосьема, перегрев ТВЭЛов и позволит увеличить длительность кампании тепловыделяющих сборок в ядерном реакторе. Исключение возможности повреждения ячеек при сборке сваренного поля ячеек с ободом, искажения формы дистанционирующей решетки, увеличение точности ее геометрических размеров, а также упрощение изготовления ТВС за счет исключения гибочных операций для формирования порогов и сварки частей обода дистанционирующей решетки между собой делает технологический процесс изготовления ТВС более эффективным.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2163036C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2223557C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2540981C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2248052C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2012 |
|
RU2510538C1 |
| Тепловыделяющая сборка ядерного реактора и способ ее изготовления | 2024 |
|
RU2829499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2450374C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2011 |
|
RU2477537C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2012 |
|
RU2506657C1 |
Изобретение относится к атомной энергетике. Тепловыделяющая сборка ядерного преимущественно водо-водяного энергетического реактора содержит пучок тепловыделяющих элементов, установленных в каркасе из дистанционирующих решеток, закрепленных на трубчатых каналах, хвостовик и съемную головку, где каждая дистанционирующая решетка собрана из отдельных фигурных ячеек, сваренных между собой в точках, скрепленных снаружи изготовленным из составных частей ободом, грани которого снабжены по всей длине отбойниками теплоносителя от периферии к центру под углом 15-30°, и образующих каналы для прохождения теплоносителя между тепловыделяющими элементами и стенками ячеек, между ячейками и между периферийными ячейками и ободом. На концах каждой из составных частей обода дистанционирующей решетки выполнены фигурные паз и выступ, расположенные ответно выступу и пазу, выполненным на конце соседней составной части обода, с возможностью образования при сварке с периферийными ячейками соединения «в замок». Площадь выступов имеет размеры, достаточные для выполнения точечной сварки. 6 ил.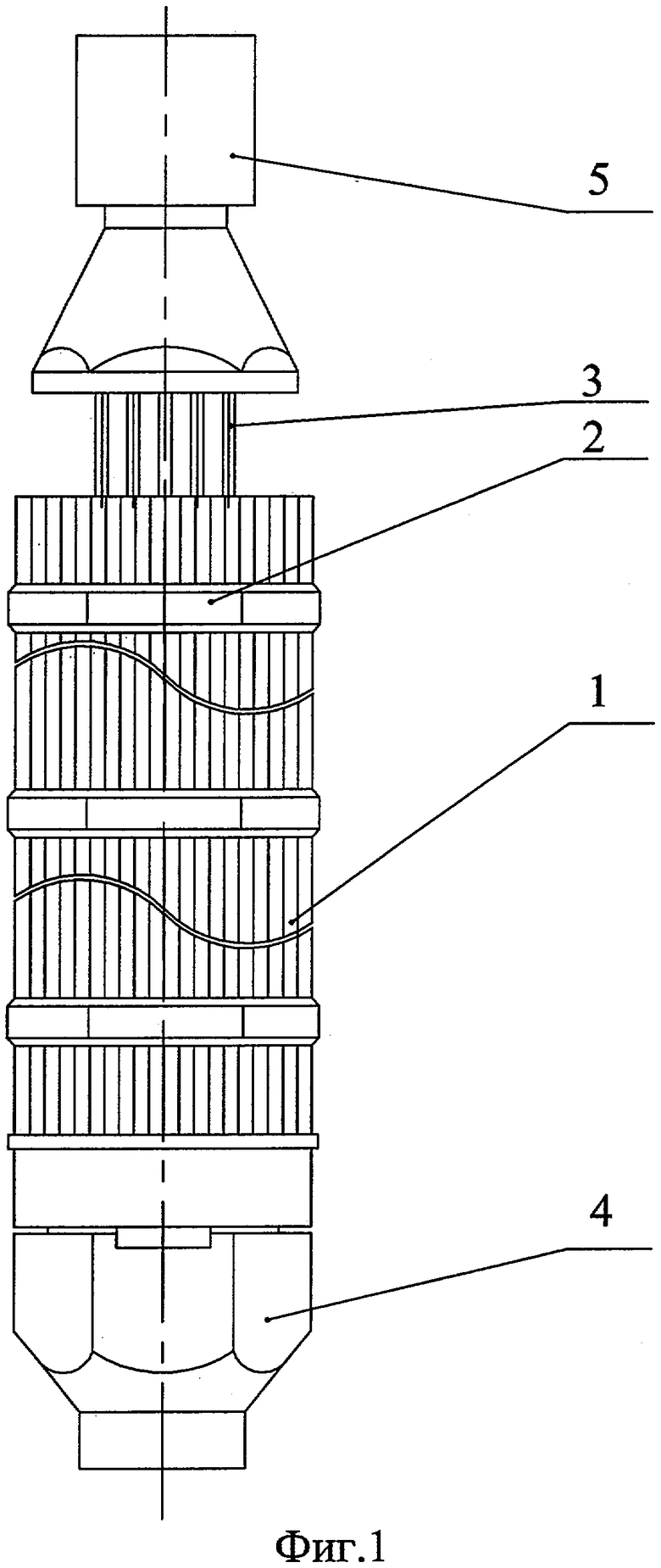
Тепловыделяющая сборка ядерного преимущественно водо-водяного энергетического реактора, включающая пучок тепловыделяющих элементов, установленных в каркасе из дистанционирующих решеток, закрепленных на трубчатых каналах, хвостовик и съемную головку, где каждая дистанционирующая решетка собрана из отдельных фигурных ячеек, сваренных между собой в точках, скрепленных снаружи изготовленным из составных частей ободом, грани которого снабжены по всей длине отбойниками теплоносителя от периферии к центру под углом 15-30°, и образующих каналы для прохождения теплоносителя между тепловыделяющими элементами и стенками ячеек, между ячейками и между периферийными ячейками и ободом, отличающаяся тем, что на концах каждой из составных частей обода дистанционирующей решетки выполнены фигурные паз и выступ, расположенные ответно выступу и пазу, выполненным на конце соседней составной части обода, с возможностью образования при сварке с периферийными ячейками соединения «в замок», при этом площадь выступов имеет размеры, достаточные для выполнения точечной сварки.
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2163036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2265900C2 |
| US 4687619 C2, 18.08.1987 | |||
| DE 2845515 A1, 19.10.1978 | |||
| ТРАНСПОРТЕР ДЛЯ ФОРМИРОВАНИЯ СТРУЖЕЧНЫХКОВРОВ | 0 |
|
SU243824A1 |
| US 5390222 A, 14.02.1995 | |||
| US 3886038 A, 27.05.1975. | |||

