ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к атомной энергетике, а именно к конструкции и изготовлению тепловыделяющих сборок (ТВС) ядерных реакторов типа ВВЭР (ВВЭР-440, ВВЭР-1000, ВВЭР-1200 и т.п.), содержащих свежее или облученное ядерное топливо.
УРОВЕНЬ ТЕХНИКИ
Известны конструкции ТВС ядерных реакторов ВВЭР-440, ВВЭР-1000. ТВС ВВЭР-440 первого и второго поколения имеют шестигранный чехол, соединяющий головку и хвостовик, в котором с помощью дистанционирующих решеток (ДР), закрепленных на центральной трубе (ЦТ) и несущей решетке по правильной треугольной сетке расположены тепловыделяющие элементы (твэлы) (Кириллов П.Л. и др. Справочник по теплогидравлическим расчетам (ядерные реакторы, теплообменники, парогенераторы). М.: Энергоатомиздат, 1990., рис. П. 8.1, П. 8.3 и П. 8.5, с. 317-319).
Известна конструкция стержневого твэла, которая содержит оболочку в виде трубы из циркониевого сплава Э-110, топливный столб в виде таблеток и таблетки - бланкета (при наличии), заглушку и наконечник для герметизации твэла сварными соединениями, выполняемые контактно-стыковой сваркой, и пружинного фиксатора для фиксации таблеток от осевого перемещения, располагаемого в компенсационном объеме. (Кириллов П.Л. и др. Справочник по теплогидравлическим расчетам (ядерные реакторы, теплообменники, парогенераторы). М.: Энергоатомиздат, 1990., рис. П 8.6., стр. 319).
Известна конструкция ДР ТВС ВВЭР, которая состоит из фигурных ячеек в виде отрезков труб (фиг. 5), сваренных точечной сваркой (Дементьев Б.А. Ядерные энергетические реакторы, II издание. М.; Энергоатомиздат, 1990., с. 44).
Недостатком такой ДР является трудоемкость в изготовлении, а также то, что ячейки имеют высокую жесткость, что затрудняет сборку пучка твэлов. Для снижения усилия проталкивания и уменьшения повреждения оболочек твэлов в процессе сборки пучка используется дополнительная операция по покрытию наружной поверхности твэлов специальным водорастворимым лаком. Данная операция занимает большое время, т.к. нанесенный лак перед сборкой должен высохнуть, а после сборки требуется значительное время для транспортировки пучка твэлов в специальную установку, отмывки в ней лака и последующей сушки для проведения дальнейших технологических операций, например, проверки герметичности, что существенно влияет на производительность автоматизированной линии изготовления ТВС. При этом необходимо наличие соответствующего оборудования и его обслуживание, что при наличии топлива, содержащего облученные компоненты, затруднительно. После отмывки лака образуются радиоактивные отходы, требующие спецобработки и длительного хранения.
Известны тепловыделяющая сборка ядерного реактора, содержащая твэлы с ядерным топливом, часть которых может иметь выгорающий поглотитель, каждый из которых имеет оболочку из циркониевого сплава, герметизированную контактно-стыковой сваркой с помощью заглушки и цангового наконечника, располагаемого в отверстии нижней решетки, и способ ее изготовления, который включает изготовление твэлов, подготовку поверхности твэлов и установку их в каркас. Подготовка поверхности твэлов к установке производится путем нанесения на нее тонкого слоя хрома после герметизации твэла (RU 2647127 опуб. 14.03.2018).
Недостатком данного способа изготовления ТВС является то, что его применение трудно реализуемо для топливной композиции с делящимися материалами в облученном состоянии, например, для смешанного уран-плутониевого топлива. Покрытие хромом готового твэла, имеющего высокую радиоактивность, затруднительно.
Наиболее близким аналогом изобретения является ТВС, в которой дистанционирующая решетка ядерного реактора содержит группы взаимно пересекающихся параллельных пластин, расположенных в один ярус и образующих шестиугольные ячейки для размещения твэлов, расположенные по правильной треугольной сетке, и треугольные ячейки, расположенные между шестиугольными. Шестиугольные ячейки имеют три стороны одной длины и расположенные между ними три стороны другой длины, причем более длинные стороны предназначены для контакта с оболочками твэлов, при этом шаг сетки выбран с обеспечением возможности установки в шестиугольных ячейках твэлов одного диаметра и в треугольных ячейках - твэлов другого диаметра («Дистанционирующая решетка тепловыделяющей сборки ядерного реактора (варианты)», RU 2518058, опуб. 10.06.2014).
Пластины соединены между собой пазами и сварены с ободом по концам. Для изготовления пластин из листа используется лазерная резка, что повышает точность и снижает трудоемкость изготовления ДР. При этом за счет резки в инертной атмосфере обеспечивается коррозионная стойкость пластин в условиях эксплуатации.
Недостатком данной конструкции дистанционирующей решетки является отсутствие отверстий для установки направляющих каналов, что исключает ее использование в перспективных ТВС типа ВВЭР, содержащих свежее или облученное ядерное топливо.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является обеспечение автоматизированного изготовления и повышение надежности перспективных тепловыделяющих сборок типа ВВЭР, содержащих делящиеся материалы в облученном состоянии, для достижения замкнутого ядерного топливного цикла, а также тепловыделяющих сборок типа ВВЭР, содержащих свежее ядерное топливо.
Техническим результатом изобретения является снижение усилий при сборке пучка твэлов и изготовление тепловыделяющих сборок типа ВВЭР, содержащих свежее или облученное ядерное топливо, на автоматизированных линиях, а также снижение уровня термомеханического взаимодействия элементов тепловыделяющей сборки в процессе эксплуатации за счет усовершенствования конструкции пластинчатой дистанционирующей решетки, что повышает надежность тепловыделяющих сборок.
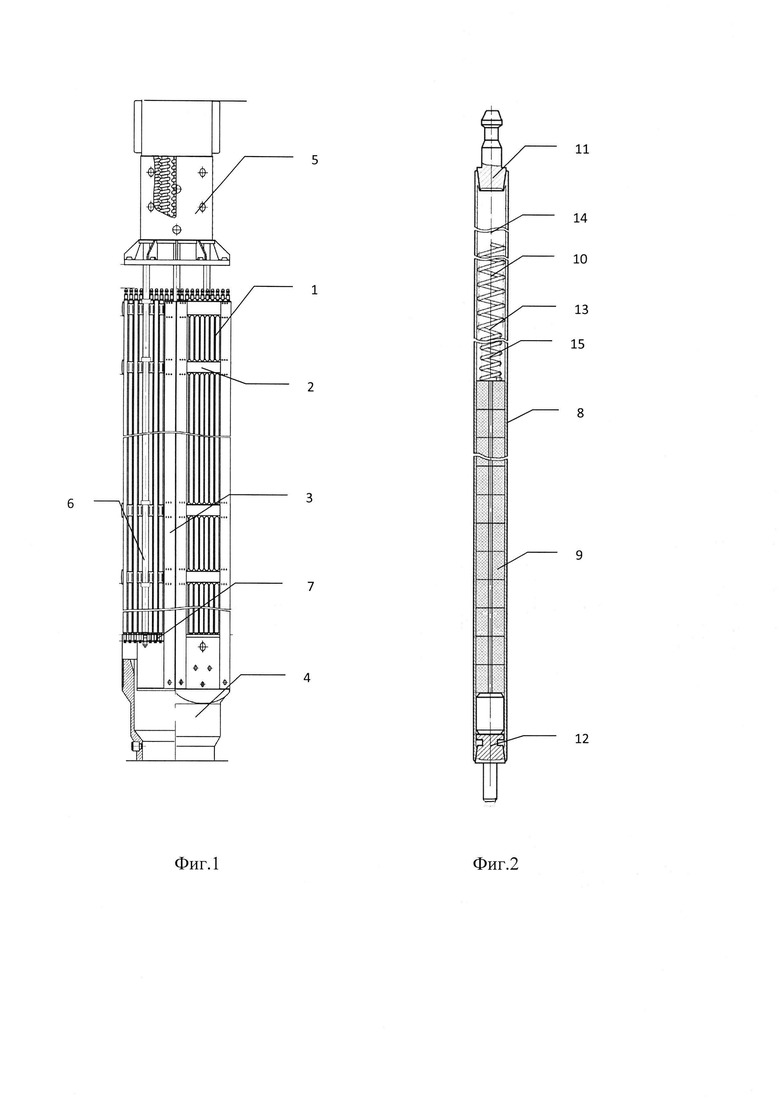
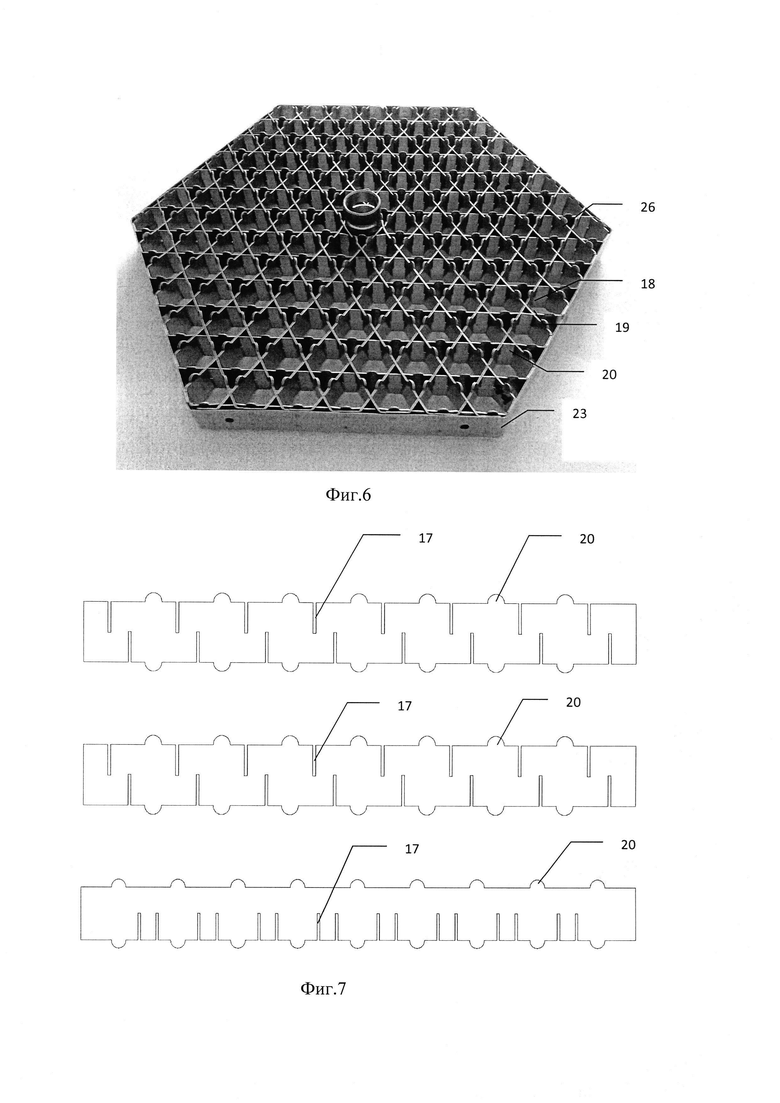
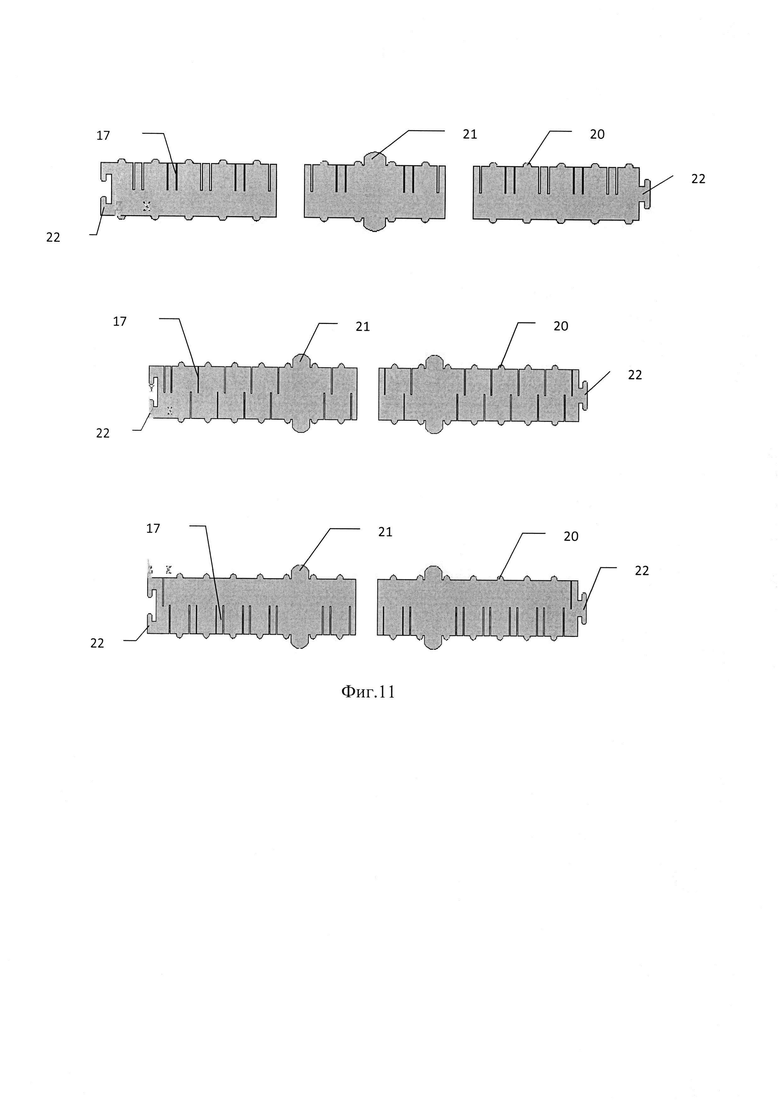
Технический результат достигается тем, что предлагаемая тепловыделяющая сборка ядерного реактора включает головку 5, хвостовик с фильтром 4, пучок тепловыделяющих элементов 1, содержащих ядерное топливо в свежем или облученном состоянии, установленных по правильной треугольной сетке в каркас, содержащий несущую решётку 7, центральную трубу, направляющие каналы 6, уголки 3 (при наличии, см.фиг.1) , закреплённые в нем дистанционирующие решётки 2, состоящие из нескольких групп разрезанных в области направляющих каналов прямолинейных пластин 16, расположенных в один ярус и соединенных между собой посредством поперечных пазов 17, образующих ячейки в форме выпуклых шестигранников с равными углами.
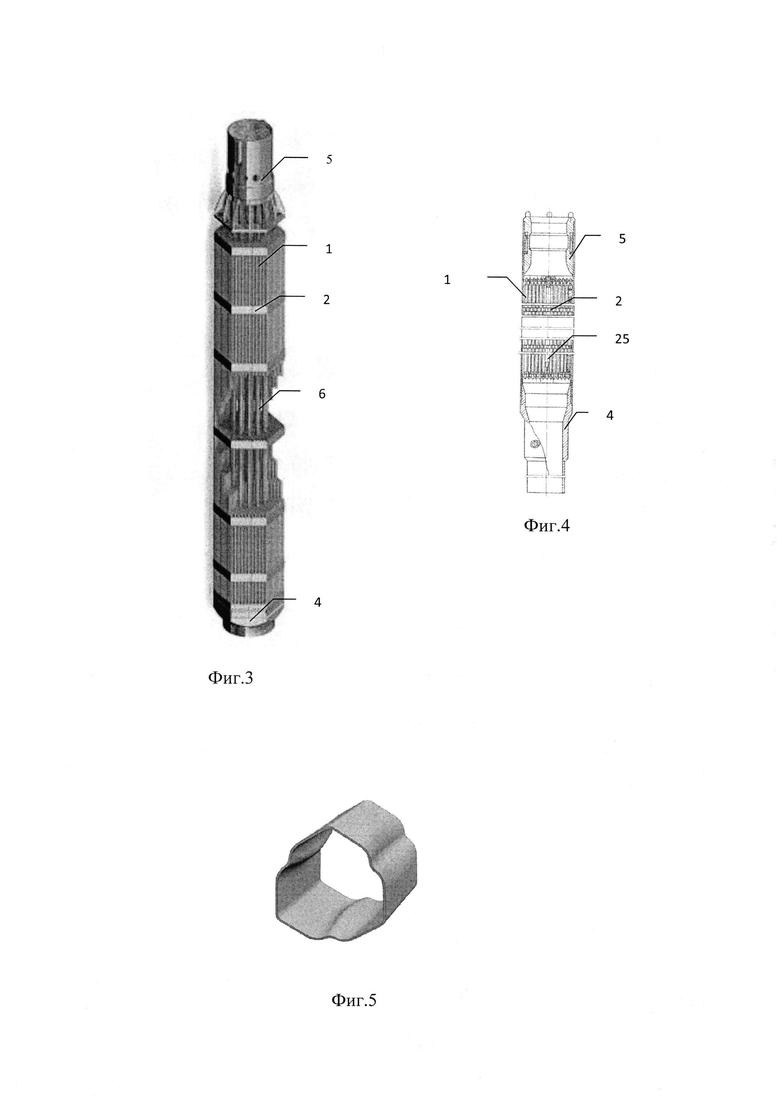
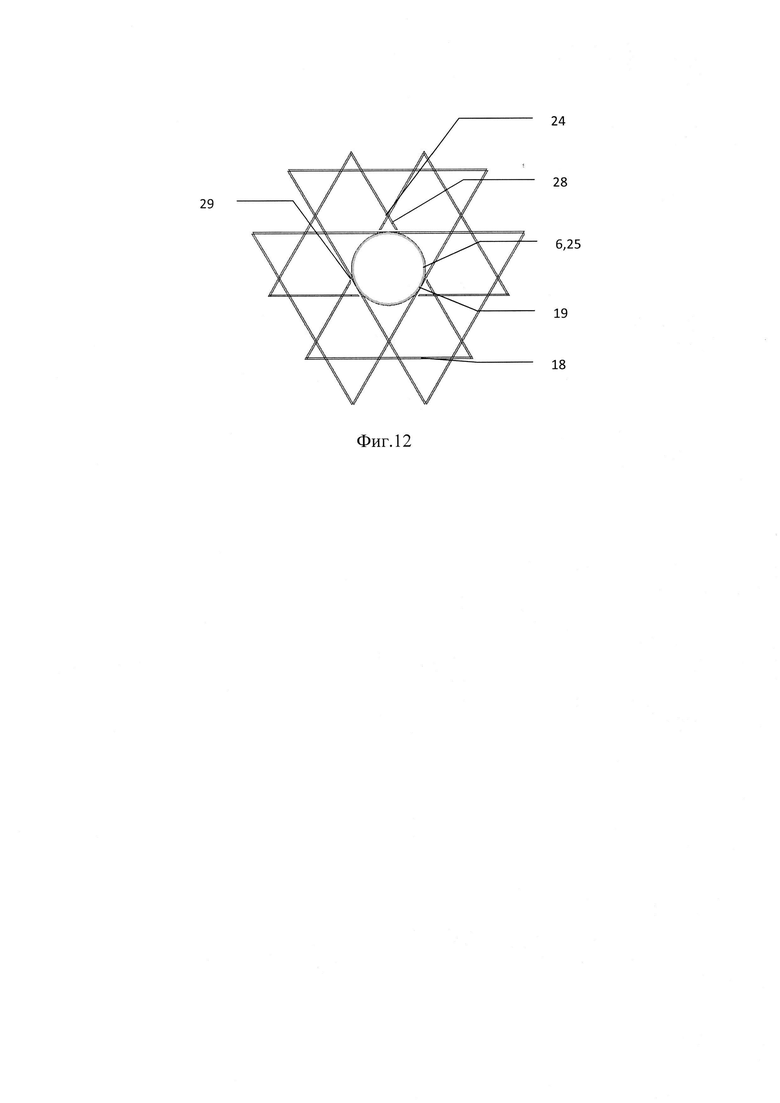
Шестигранные ячейки ДР 26 имеют по три равных грани 18 и 19, чередующиеся по их периметру, длинные грани 18 из которых соприкасаются с оболочками тепловыделяющих элементов, а на обеих кромках этих граней в местах касания имеются небольшие выступы 20 для сборки и удержания тепловыделяющих элементов, отогнутые на небольшой угол (например, 1...2 градуса) от оси тепловыделяющего элемента, при этом в ячейках дистанционирующих решеток 27, где располагаются направляющие каналы и центральная труба, для обеспечения установки этих элементов в каркас длинные грани 18 удалены и в пространстве, ограниченном образовавшимися концами пластин 28, опираясь на оставшиеся грани ячеек 19, расположены направляющие каналы 6 или центральная труба 25, при этом в местах контакта остальных граней 19 этих ячеек с направляющими каналами и центральной трубой на кромках этих граней пластины имеют локальные расширения 21 для соединения с этими конструктивными элементами, причем пластины дистанционирующих решеток по концам попарно соединяются замковыми соединениями 22, а затем привариваются к ободу 23.
Ядерное топливо в тепловыделяющих элементах предлагаемой ТВС выполнено в виде топливных таблеток 9, а фиксация топливных таблеток в тепловыделяющих элементах в осевом направлении выполнена с помощью, расположенного в компенсационном объеме 14 фиксатора 13 в виде 2-х ступенчатой пружины, имеющей фиксирующую 10 и компенсирующую 15 части, опирающуюся фиксирующейся частью на оболочку твэла 8.
Несущая решетка 7 ТВС жестко соединена с хвостовиком 4.
Способ изготовления предлагаемой тепловыделяющей сборки включает изготовление комплектующих деталей (головки, хвостовика с фильтром, центральной трубы), тепловыделяющих элементов, содержащих ядерное топливо в свежем или облученном состоянии, направляющих каналов, уголков (при наличии), дистанционирующих решёток, сборку каркаса с последующей установкой в него тепловыделяющих элементов, установку хвостовика с фильтром, проверку герметичности и упаковку.
При изготовлении дистанционирующих решеток 2 пластины 16 с пазами 17, выступами 20, расширениями 21 и замками 22 изготавливаются из листа с помощью лазерной резки в защитной среде аргона, а готовые к эксплуатации тепловыделяющие элементы в автоматическом режиме устанавливаются в каркас путем вталкивания их со стороны головки 5 в ячейки пластинчатых дистанционирующих решёток до упора в несущую решетку 7 без промежуточных технологических операций.
Оболочки 8, заглушки 11,12 тепловыделяющих элементов и пластины дистанционирующих решёток 16 изготавливаются из циркониевого сплава Э- 110, фиксатор топливных таблеток 13 в тепловыделяющих элементах изготавливается предпочтительно из нержавеющей стали типа 12Х18Н10Т, головка 5 и хвостовик с фильтром 4 изготавливаются из нержавеющей стали типа Х18Н10Т.
Обод дистанционирующей решетки 23 изготавливается из циркониевого сплава Э-110 или Э-635.
При изготовлении тепловыделяющих элементов, содержащих облученное топливо, сборка их в пучок производится в камере, имеющей защиту от облучения персонала.
Соединения "паз в паз", по крайней мере типа 24, свободных концов пластин 28 в области расположения направляющих каналов и центральной трубы, могут быть усилены электронно-лучевой или иной сваркой по верхней и нижней поверхностям пластин.
Свободные концы пластин 28 выполнены с зазором 29 относительно соседних пластин для обеспечения возможности упругого деформирования граней 19 в местах контакта с НК или ЦТ.
Расширения 21 пластин в области НК и ЦТ в ТВС-2М необходимы для сварки их с ДР в каркас, а в ТВСА служат для улучшения проскальзывания НК и ЦТ и увеличения локальной жесткости ДР в этих местах, влияющей на поперечную жесткость ТВС в целом.
Вся совокупность существенных признаков обеспечивает решение поставленной задачи изобретения и получение технического результата.
ПЕРЕЧЕНЬ ЧЕРТЕЖЕЙ
На фиг. 1 изображена предлагаемая ТВСА для реактора ВВЭР-1000.
На фиг. 2 изображен тепловыделяющий элемент предлагаемой ТВС.
На фиг. 3 изображена предлагаемая ТВС-2М для реактора ВВЭР-1000.
На фиг. 4 изображена ТВС второго поколения для реактора ВВЭР-440.
На фиг. 5 изображена ячейка известной ДР.
На фиг. 6 изображена фотография пластинчатой ДР ТВС для реактора ВВЭР-440.
На фиг. 7 изображены группы пластинчатой ДР ТВС для реактора ВВЭР-440.
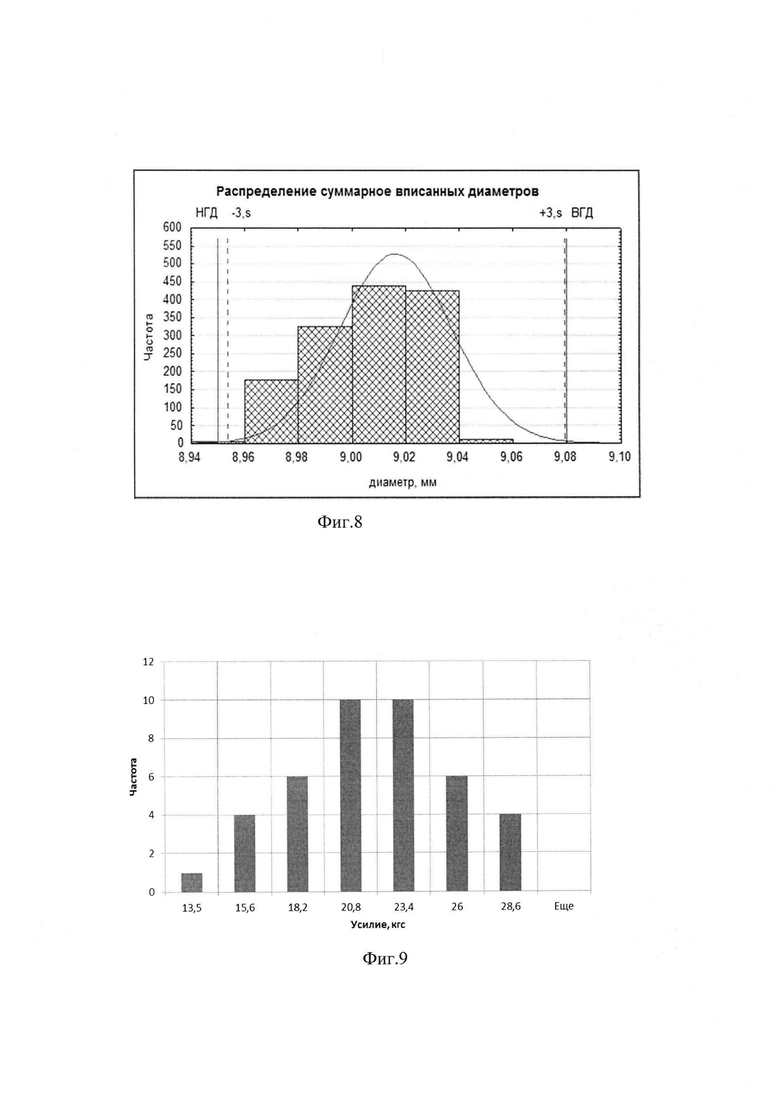
На фиг. 8 приведено распределение вписанных диаметров ячеек пластинчатых ДР для макета ТВС ВВЭР-440.
На фиг. 9 приведено распределение усилий установки твэла без лакопокраски в макет с пластинчатыми ДР ТВС ВВЭР-440.
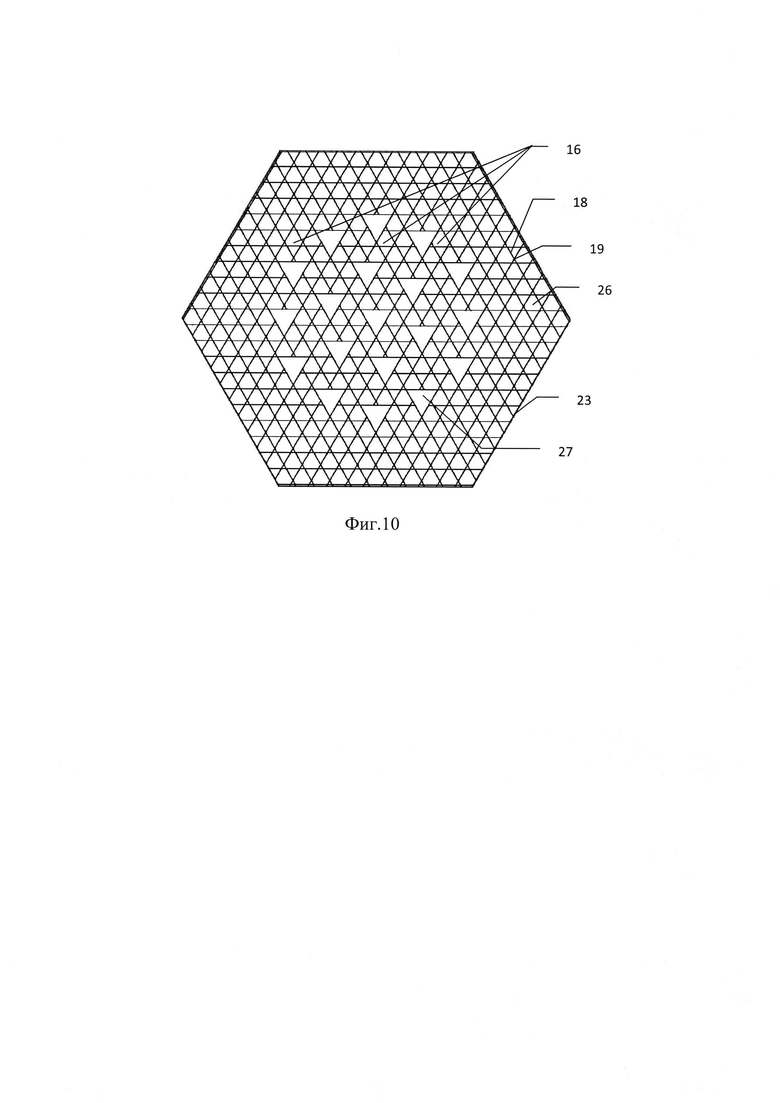
На фиг. 10 изображена пластинчатая ДР предлагаемой ТВС для реактора ВВЭР-1000.
На фиг. 11 изображены группы пластинчатой ДР ТВС для реактора ВВЭР-1000.
На фиг. 12 изображена ячейка пластинчатой ДР для НК или ЦТ предлагаемой ТВС для реактора ВВЭР-1000.
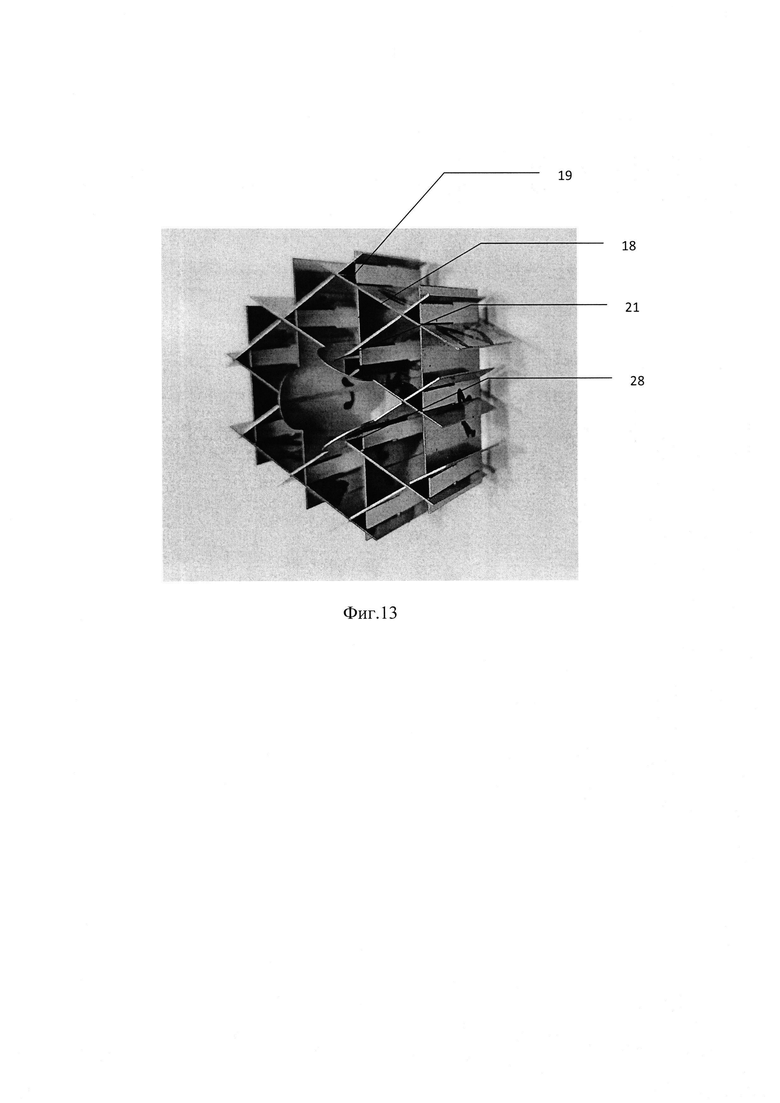
На фиг. 13 изображена фотография ячейки пластинчатой ДР для НК или ЦТ предлагаемой ТВС для реактора ВВЭР-1000.
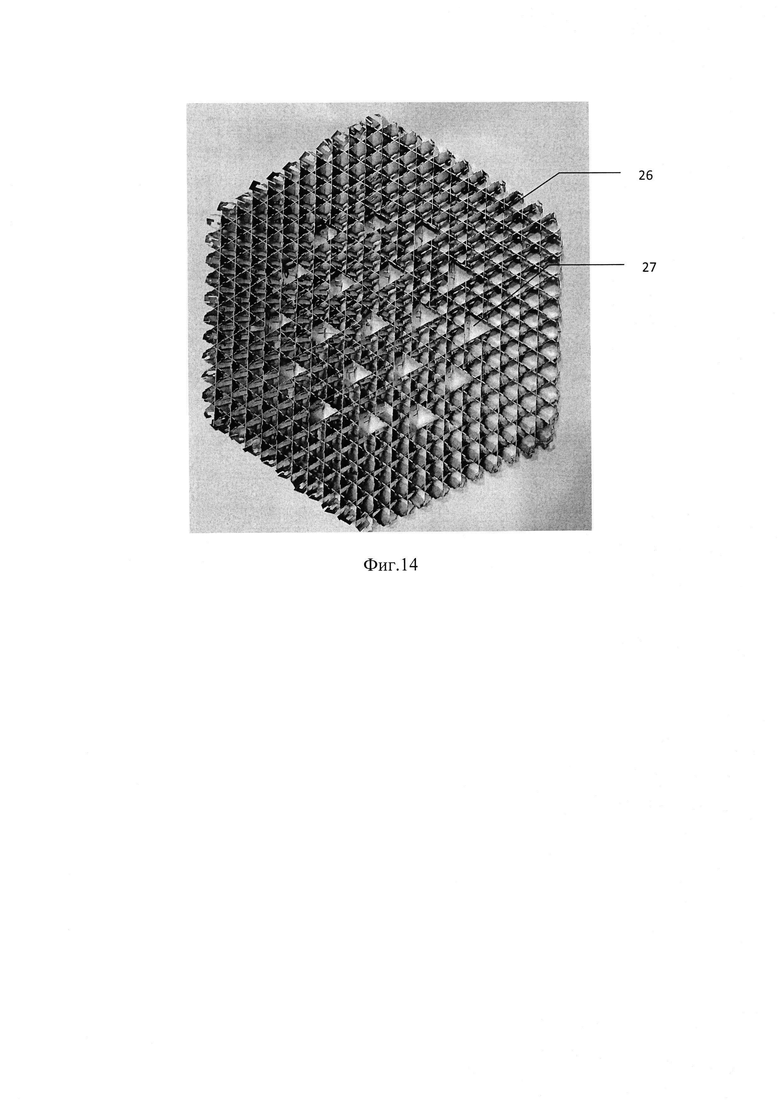
На фиг. 14 изображена фотография опытной пластинчатой ДР предлагаемой ТВС для реактора ВВЭР-1000.
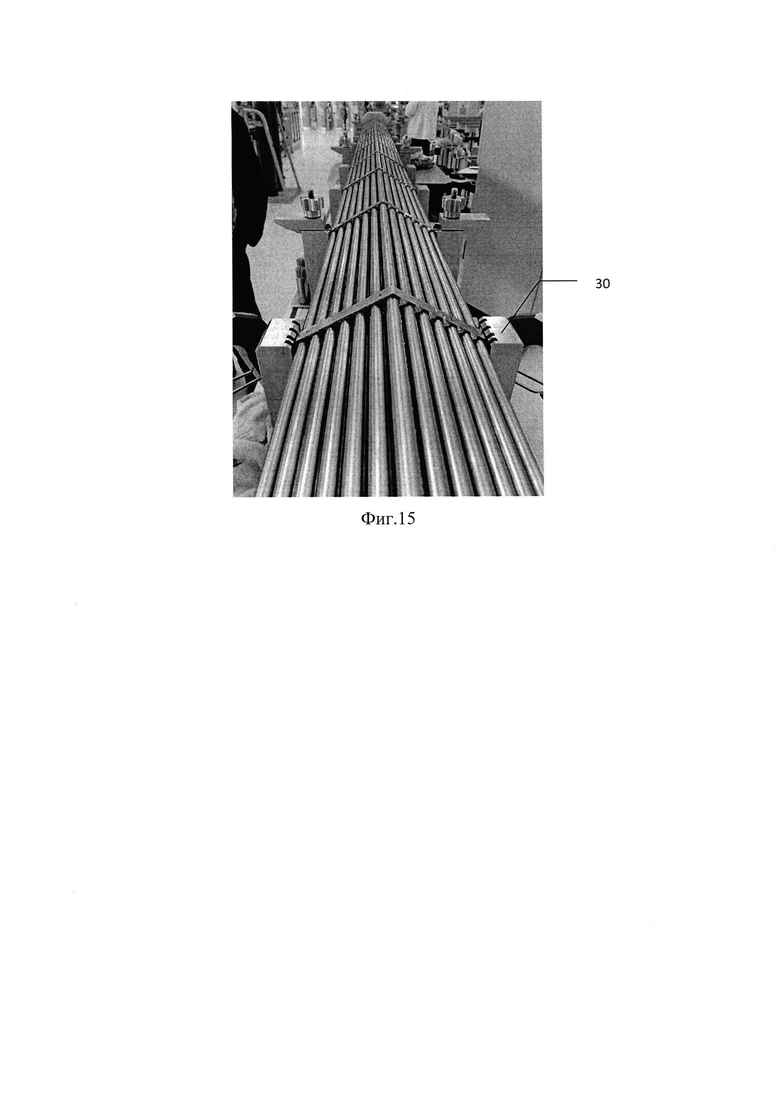
На фиг. 15 изображен общий вид пучка ТВС реактора ВВЭР-440, собранного без применения лакопокраски.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Для осуществления изобретения и проведения исследований характеристик была выбрана ДР ТВС второго поколения реактора ВВЭР-440, имеющая шаг решетки расположения твэлов 12,3 мм и вписанный диаметр ячеек 9 мм под тепловыделяющий элемент, диаметром 9,1 мм, высотой 10 мм с толщиной пластин 0,3 мм из циркониевого сплава Э-110 (фиг. 6).
Пластины, состоящие из трех групп, расположенных в один ярус (фиг. 7), изготавливались лазерной резкой в защитной среде аргона.
Проведенные исследования характеристик данной пластинчатой ДР опубликованы на 9-й МНТК "Обеспечение безопасности АЭС с ВВЭР" (см. "Расчетно-экспериментальное исследование характеристик дистанционирующей решетки пластинчатой конструкции для ТВС АЭС ВВЭР". Сборник тезисов докладов, с. 72. Подольск, АО ОКБ Гидропресс, 19-22 мая 2015 г).
Предлагаемая конструкция ДР имеет следующий положительный эффект при изготовлении ДР:
- исключение производства высокоточных труб для изготовления ячеек;
- исключение токарной резки труб для заготовок ячеек;
- исключение операций штамповки ячеек с применением прессового оборудования и оснастки, смазки и отмывки ячеек;
- значительное уменьшение количества выполняемых сварных точек в предлагаемой ДР (приварка идет только к ободу, НК и ЦТ);
- возможное исключение термообработки ДР за счет исключения точечной сварки в поле ДР и разгрузки сварных соединений пластин и обода ДР замковыми соединениями.
Проведенные исследования изготовленных образцов показали существенное лучшие характеристики пластинчатых ДР по сравнению с ячеистыми штатными ДР:
- повышение точности изготовления и стабильности геометрии ДР, т.к. используется лазерная резка прямолинейных пластин с высокой точностью (±5 мкм). Высокая точность изготовления позволяет выдерживать основные параметры ДР до сотых долей миллиметра, что дает возможность сокращения объема их контроля;
- существенное снижение (в ~2 раза) и обеспечение стабильности усилий проталкивания твэлов через ячейки ДР при сборке пучка за счет повышения эластичности, увеличения изгибной жесткости ДР (в ~2 раза), точности вписанных диаметров ячеек и улучшения трибологических характеристик при переходе от контакта выпуклостей в штатной к контакту выпуклость - плоскость в предлагаемой ДР;
- исключение распухания ДР при сборке пучка за счет отсутствия накопления деформаций при наполнении ДР твэлами, т.е. стабильность наружного размера ТВС «под ключ».
Для подтверждения полученных положительных результатов исследований единичной ДР пластинчатой конструкции в реальных условиях сборки пучка в АО «МСЗ» был изготовлен полномасштабный макет ТВС ВВЭР-440, состоящий из 11 ДР (включая верхнюю решетку), с замером параметров пластинчатых ДР и усилий сборки пучка твэлов.
Результаты изготовления опубликованы на 10-й МНТК "Обеспечение безопасности АЭС с ВВЭР" (см. "Исследование характеристик дистанционирующих решеток пластинчатой конструкции при сборке ТВС типа ВВЭР". Сборник тезисов докладов, с.94. Подольск, АО ОКБ Гидропресс, 16-19 мая 2017г).
Результаты статистической обработки вписанных диаметров ячеек и пластинчатых ДР и усилий установки твэлов приведены на фиг.8,9.
На фиг. 15 приведена фотография пучка твэлов ТВС ВВЭР-440 с пластинчатыми ДР на сборочном стапеле 30.
На основании результатов проведенных исследований и сборки макета разработана конструкция пластинчатой ДР для ТВС реактора ВВЭР-1000 с направляющими каналами (фиг. 10-12).
Фотография изготовленного фрагмента ячейки ДР данной конструкции для расположения НК или ЦТ приведена на фиг. 13.
На фиг. 14 приведена фотография изготовленной полномасштабной ДР данной конструкции имеющая шаг решетки расположения твэлов 12, 75 мм и вписанный диаметр ячеек 9 мм под тепловыделяющий элемент, диаметром 9,1 мм, высоту 20 мм с толщиной пластин 0,3 мм из циркониевого сплава Э-110.
Соотношение d>t/√3, где d - диаметр твэла, a t - шаг решетки расположения твэлов выполняется, т.е. твэлы в предлагаемой ДР располагаются в выпуклых шестигранниках, форма которых соответствует предлагаемой конструкции ТВС.
Предлагаемая конструкция ТВС с пластинчатыми ДР дает существенный эффект при эксплуатации на АЭС:
- увеличение жесткости каркаса и снижение искривления ТВС за счет увеличения изгибной жесткости ДР;
- снижение уровня термо-механического взаимодействия конструктивных элементов ТВС за счет снижения усилия проскальзывания твэлов в ДР;
- повышение сейсмостойкости ТВС за счет увеличения несущей способности ДР;
- повышение надежности и уменьшения отказов твэлов за счет снижения повреждения оболочек твэлов при сборке пучков и существенного снижения усилий проталкивания твэлов через каркасы ДР пластинчатой и штатной конструкции;
- снижение усилия выдергивания отказавших твэлов и повышение вероятности их извлечения при ремонте ТВС, которая в настоящее время составляет ~50%.
По сравнению с известными ТВС, предлагаемая конструкция ТВС способна обеспечить автоматизацию изготовления и высокую надежность топлива для реакторов типа ВВЭР как в свежем, так и в облученном состоянии без операции лакопокраски твэлов при сборке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2540981C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2014 |
|
RU2566674C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2012 |
|
RU2510538C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ И ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1999 |
|
RU2175456C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2012 |
|
RU2518058C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2197021C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2317600C1 |
| Тепловыделяющая сборка ядерного реактора (варианты) | 2022 |
|
RU2806814C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2163036C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1995 |
|
RU2079170C1 |
Изобретение относится к конструкции и изготовлению тепловыделяющих сборок реакторов типа ВВЭР. Сборка содержит головку, хвостовик с фильтром, пучок тепловыделяющих элементов, содержащих ядерное топливо, установленных по правильной треугольной сетке в каркас. Каркас содержит несущую решетку, центральную трубу, направляющие каналы и закрепленные в нем дистанционирующие решетки, состоящие из нескольких групп разрезанных в районе направляющих каналов прямолинейных пластин, расположенных в один ярус и соединенных между собой посредством поперечных пазов, образующих ячейки. Шестигранные ячейки имеют по три равные грани, чередующиеся по их периметру, длинные грани из которых соприкасаются с оболочками тепловыделяющих элементов, а на обеих кромках этих граней в местах касания имеются выступы для сборки и удержания тепловыделяющих элементов, отогнутые на угол 1…2 градуса от оси тепловыделяющего элемента. Причем в ячейках, где располагаются направляющие каналы и центральная труба, для возможности установки этих элементов в каркас длинные грани удалены. В местах контакта оставшихся граней ячеек с направляющими каналами и центральной трубой на кромках этих граней пластины имеют локальные расширения. В способе изготовления сборки дистанционирующие решетки изготавливают из листа с помощью лазерной резки, а готовые тепловыделяющие элементы в автоматическом режиме устанавливаются в каркас путем вталкивания их со стороны головки в ячейки пластинчатых дистанционирующих решеток до упора в несущую решетку. Техническим результатом является повышение надежности сборок для реакторов типа ВВЭР за счет снижения термомеханических нагрузок на элементы сборок при изготовлении и эксплуатации сборок. 2 н. и 11 з.п. ф-лы, 15 ил.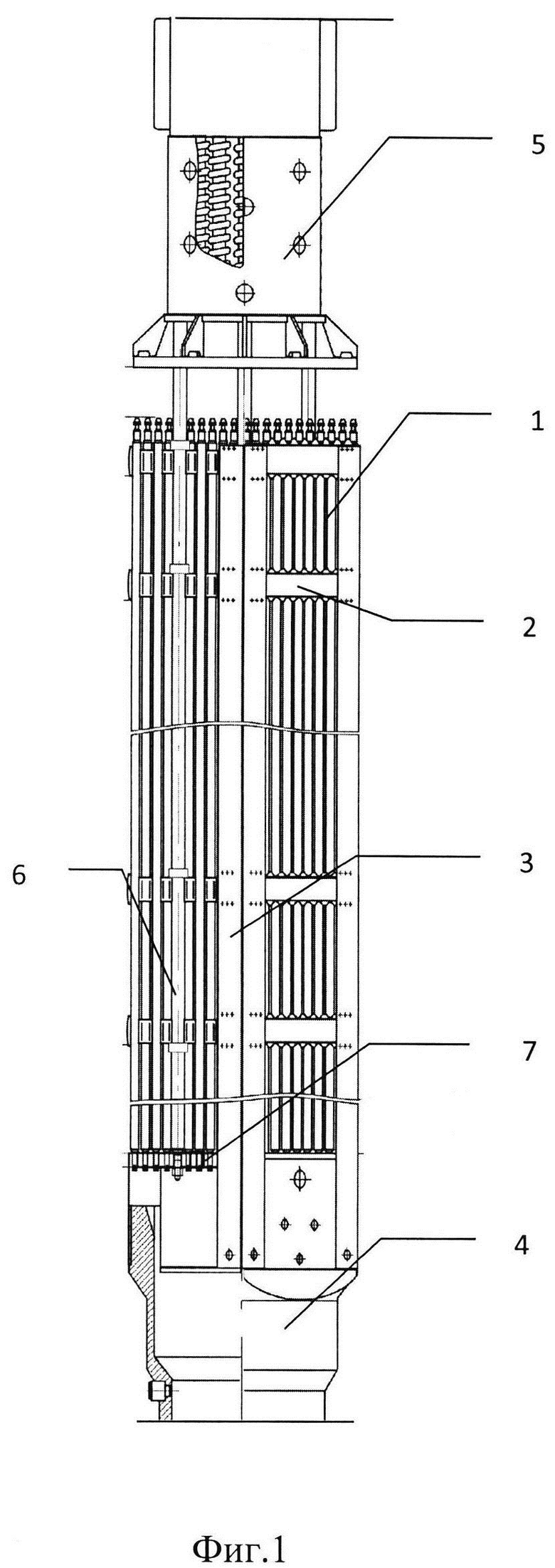
1. Тепловыделяющая сборка ядерного реактора, включающая головку, хвостовик с фильтром, пучок тепловыделяющих элементов, содержащих ядерное топливо в свежем или облученном состоянии, установленных по правильной треугольной сетке в каркас, содержащий несущую решетку, центральную трубу, направляющие каналы и закрепленные в нем дистанционирующие решетки, состоящие из нескольких групп разрезанных в области направляющих каналов прямолинейных пластин, расположенных в один ярус и соединенных между собой посредством поперечных пазов, образующих ячейки в форме выпуклых шестигранников с равными углами, отличающаяся тем, что шестигранные ячейки имеют по три равные грани, чередующиеся по их периметру, длинные грани из которых соприкасаются с оболочками тепловыделяющих элементов, а на обеих кромках этих граней в местах касания имеются выступы для сборки и удержания тепловыделяющих элементов, отогнутые на угол 1…2 градуса от оси тепловыделяющего элемента, при этом в ячейках дистанционирующих решеток, где располагаются направляющие каналы и центральная труба, для обеспечения установки этих элементов в каркас длинные грани удалены и в пространстве, ограниченном образовавшимися концами пластин, опираясь на оставшиеся грани ячеек, расположены направляющие каналы или центральная труба, при этом в местах контакта оставшихся граней ячеек с направляющими каналами и центральной трубой на кромках этих граней пластины имеют локальные расширения для соединения с этими конструктивными элементами, причем пластины дистанционирующих решеток по концам попарно соединяются замковыми соединениями, а затем привариваются к ободу.
2. Тепловыделяющая сборка ядерного реактора по п. 1, отличающаяся тем, что несущая решетка жестко соединена с хвостовиком.
3. Тепловыделяющая сборка ядерного реактора по п. 1, отличающаяся тем, что ядерное топливо в тепловыделяющих элементах выполнено в виде топливных таблеток.
4. Тепловыделяющая сборка ядерного реактора по п. 1, отличающаяся тем, что фиксация топливных таблеток в тепловыделяющих элементах в осевом направлении выполнена с помощью фиксатора в виде 2-ступенчатой пружины, опирающейся на его оболочку.
5. Способ изготовления тепловыделяющей сборки, включающий изготовление головки, хвостовика с фильтром, тепловыделяющих элементов, содержащих ядерное топливо в свежем или облученном состоянии, направляющих каналов, центральной трубы, несущей решетки, дистанционирующих решеток, сборку каркаса с последующей установкой в него тепловыделяющих элементов, установку хвостовика с фильтром, проверку герметичности и упаковку, отличающийся тем, что при изготовлении дистанционирующих решеток пластины с пазами, выступами, расширениями и замками изготавливаются из листа с помощью лазерной резки в защитной среде, а готовые к эксплуатации тепловыделяющие элементы в автоматическом режиме устанавливаются в каркас путем вталкивания их со стороны головки в ячейки пластинчатых дистанционирующих решеток до упора в несущую решетку без промежуточных технологических операций.
6. Способ изготовления тепловыделяющей сборки по п. 5, отличающийся тем, что оболочки, заглушки тепловыделяющих элементов и пластины дистанционирующих решеток изготавливаются из циркониевого сплава Э-110.
7. Способ изготовления тепловыделяющей сборки по п. 5, отличающийся тем, что направляющие каналы изготавливаются из циркониевого сплава Э-635.
8. Способ изготовления тепловыделяющей сборки по п. 5, отличающийся тем, что фиксатор топливных таблеток в тепловыделяющих элементах изготавливается предпочтительно из нержавеющей стали типа 12Х18Н10Т.
9. Способ изготовления тепловыделяющей сборки по п. 5, отличающийся тем, что изготовление тепловыделяющих элементов, содержащих облученное топливо, и сборка их в пучок производится в камере, имеющей защиту от облучения персонала.
10. Способ изготовления тепловыделяющей сборки по п. 5, отличающийся тем, что головка и хвостовик с фильтром изготавливаются из нержавеющей стали типа Х18Н10Т.
11. Способ изготовления тепловыделяющей сборки по п. 5, отличающийся тем, что обод дистанционирующей решетки изготавливается из циркониевых сплавов Э-110 или Э-635.
12. Способ изготовления тепловыделяющей сборки по п. 5, отличающийся тем, что соединения "паз в паз", по крайней мере свободных концов пластин в области направляющих каналов и центральной трубы, усилены сваркой по верхней и нижней поверхностям пластин.
13. Способ изготовления тепловыделяющей сборки по п. 5, отличающийся тем, что лазерная резка пластин производится в защитной среде аргона.
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2012 |
|
RU2518058C1 |
| Тепловыделяющая сборка ядерного реактора и способ ее изготовления | 2017 |
|
RU2647127C1 |
| ОБОЛОЧКА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА, ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ И ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА | 2013 |
|
RU2551432C1 |
| Ленточный конвейер | 1982 |
|
SU1050996A1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2534391C2 |
| US 8675809 B2, 18.03.2014 | |||
| Сортировочный аппарат для сортирования древесной массы целлюлозы для обратного получения ценных твердых частиц из суспендированных в жидкости смесей | 1932 |
|
SU42938A1 |
| Способ изготовления тепловыделяющей сборки ядерного реактора | 2019 |
|
RU2806658C2 |
| Тепловыделяющая сборка ядерного реактора | 2018 |
|
RU2765655C1 |
| Тепловыделяющая сборка активной зоны ядерного реактора | 2021 |
|
RU2755683C1 |
| Дементьев Б.А | |||
| Ядерные энергетические реакторы, II издание | |||
| М.; Энергоатомиздат, | |||

