Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки (ТВС) для энергетических ядерных реакторов.
Известен способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора ВВЭР-1000, включающий набор поля фигурных ячеек для размещения в них тепловыделяющих элементов (ТВЭЛ) и закрепления набранного поля ячеек в шестигранном ободе точечной сваркой к ободу дистанционирующей решетки (см. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. под ред. Ф.Г.Решетникова, кн.1 М: Энергоатомиздат, 1995 г., табл.7.1, стр.184 и стр.187)
Известно, что фигурные ячейки из сплава циркония, изготавливаемые из тонкостенных трубок, имеют колебания по толщине стенок. Это приводит к тому, что набранное поле фигурных ячеек с допуском на изготовление - два допуска по толщине стенки на каждую ячейку, входит в обод либо с прослаблением, либо с натягом, но в том и в другом случае такие колебания отрицательно сказываются на качестве дистанционирующей решетки и производительности по причине дополнительных трудозатрат.
В случае ввода набранного поля ячеек с прослаблением требуется перед точечной сваркой обода к периферийным ячейкам осуществлять поджатие обода к периферийным ячейкам, что приводит к деформации средней части граней обода/ тогда как в углах обода зазоры остаются, а увеличенный зазор между ободом и полем фигурных ячеек приводит к прожогу периферийных ячеек при точечной сварке и к браку. В случае ввода набранного поля ячеек с натягом происходит деформация периферийных фигурных ячеек, потеря установленного шага между фигурными ячейками, ведущая к непроходимости отверстий фигурных ячеек для тепловыделяющих элементов во время сборки тепловыделяющей сборки.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающий изготовление из тонкостенных трубок из сплава циркония, набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным ячейкам набранного поля.(см. Патент RU №2155998, МПК 7 G 21 С 3/34, заявка 98115170/06 от 04.08.1998 г., опубл.10.09.2000). Выполнение обода составным из трех частей позволит устранить недостатки известного способа изготовления дистанционирующей решетки и позволит исключить брак по точечной сварке составных частей обода к периферийным фигурным ячейкам набранного поля при его превышении или уменьшении, т.е. при этом не потребуется поджимать составные части обода к периферийным ячейкам и наоборот, что имело место ранее в известном способе. Однако, как указывалось выше, фигурные ячейки, изготавливаемые из тонкостенных трубок, имеют колебания по толщине стенок, что ведет к вводу набранного поля ячеек в шестигранный обод либо с прослаблением, либо с натягом, а с применением обода из составных частей устраняется брак по сварке их к периферийным ячейкам, но не устраняется превышение размера поля ячеек и наоборот, т.е. этот недостаток остается, что отражается на качестве сборки тепловыделяющей сборки. При прослабленной сборке тепловыделяющих элементов в ячейки дистанционирующей решетки из-за «фреттинг» коррозии в ядерном реакторе возможно саморазрушение оболочки тепловыделяющего элемента, а при сборке с усиленным натягом тепловыделяющих элементов в ячейки дистанционирующей решетки возможно повреждение оболочки из циркониевого сплава при сборке, что вызовет в месте повреждения язвенную коррозию и разгерметизацию тепловыделяющего элемента.
Способ-прототип по патенту №2155998 не решает задачи по повышению качества формы и внешнего вида ячеек, точности их геометрических размеров и дистанционирующей решетки в сборе, минимизации напряжений при сборке ТВС, собираемости тепловыделяющей сборки, определения массы дистанционирующих решеток в активной зоне, определения массового расхода дорогостоящего реакторного материала, необходимого для изготовления дистанционирующих решеток, определения количества материала и их учет, эффективного планирования и отчетности и экономии сплава циркония.
У изготовленных ячеек качество, форма, внешний вид, точность их геометрических размеров и дистанционирующих решеток в сборе зависит от толщены стенки тонкостенной трубки, которую можно замерить только по торцам, однако этот замер не показателен, поскольку торцы тонкостенных трубок после их изготовления имеют иной размер, чем в середине тонкостенной трубки, из-за пресс-утяжки.
Отсутствие подбора пресс-инструмента по толщине стенки тонкостенной трубки из-за колебаний по толщине вызовет повышение напряжения в готовой ячейке и ее возможную деформацию, что соответственно отразится при сборе ТВЭЛ в ТВС и ее собираемости. Без определения массового расхода дорогостоящего реакторного материала, необходимого для изготовления дистанционирующих решеток, учет количества отходов, эффективное планирование и отчетность по расходу сплава циркония не возможны.
Технической задачей изобретения является повышение качества, формы и внешнего вида фигурных ячеек, точности их геометрических размеров и дистанционирующей решетки в сборе, минимизации напряжений при сборке ТВС, собираемости тепловыделяющей сборки, определение массы дистанционирующих решеток в активной зоне, определение массового расхода дорогостоящего реакторного материала, необходимого для изготовления дистанционирующих решеток, определение количества отходов материала и их учет, эффективное планирование, отчетность и экономия сплава циркония.
Эта техническая задача решается тем, что в способе изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающем изготовление из тонкостенных трубок из сплава циркония, набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным фигурным ячейкам набранного поля, согласно изобретению предварительно перед запуском тонкостенных трубок из сплава циркония на изготовление фигурных ячеек циркониевые тонкостенные трубки каждой конкретной плавки-партии подвергают взвешиванию, замеру суммарной длины и фактического наружного диаметра, по этим данным определяют фактическое значение средней расчетной толщины стенки тонкостенной трубки конкретной плавки-партии по формуле:

Sp -средняя расчетная толщина стенки тонкостенной трубки конкретной плавки-партии, мм;
Дф - фактический наружный диаметр тонкостенной трубки, определяемый при входном контроле, мм;
Wт - вес тонкостенных трубок конкретной плавки-партии, кг;
ρ - удельный вес циркониевого сплава Э-110 = 6,5г/см3 (0,0065г/мм3);
π - постоянная величина, равная 3,14;
L - суммарная длина тонкостенных трубок в конкретной плавке-партии, мм,
по средней расчетной толщине стенки тонкостенной трубки конкретной плавки-партии осуществляют подбор инструмента прессования по формуле:

Sм - ключ матрицы инструмента прессования, мм;
k - коэффициент, учитывающий пружинение материала при штамповке;
Sяч - ключ фигурной ячейки, мм;
Sp - средняя расчетная толщина стенки тонкостенной трубки конкретной плавки-партии, мм,
проводят штамповку фигурных ячеек для дистанционирующей решетки, при этом количество дистанционирующих решеток, изготавливаемых из тонкостенных трубок конкретной плавки-партии определяют по формуле:

N - количество дистанционирующих решеток, изготавливаемых из тонкостенных трубок конкретной плавки-партии, шт.;
L - суммарная длина тонкостенных трубок в конкретной плавке-партии, мм,
n - количество тонкостенных трубок в конкретной плавке-партии, шт.;
М - величина остатка тонкостенной трубки при обработке на токарном автомате, мм;
Нз - длина заготовки с припуском на отрезку, мм;
K1 - количество ячеек, необходимых для изготовления одной дистанционирующей решетки, шт.
Предложенный способ позволяет повысить качество, форму и внешний вид фигурных ячеек, точность их геометрических размеров и дистанционирующей решетки в сборе, минимизировать напряжения при сборке ТВС, улучшить собираемость тепловыделяющей сборки, определять массу дистанционирующих решеток в активной зоне, массовый расход дорогостоящего реакторного материала, необходимого для изготовления дистанционирующей решетки, количество отходов материала и проводить их учет, эффективно планировать и вести отчетность, что приводит к экономии сплава циркония.
Сущность изобретения поясняется чертежами.
на чертежах представлены:
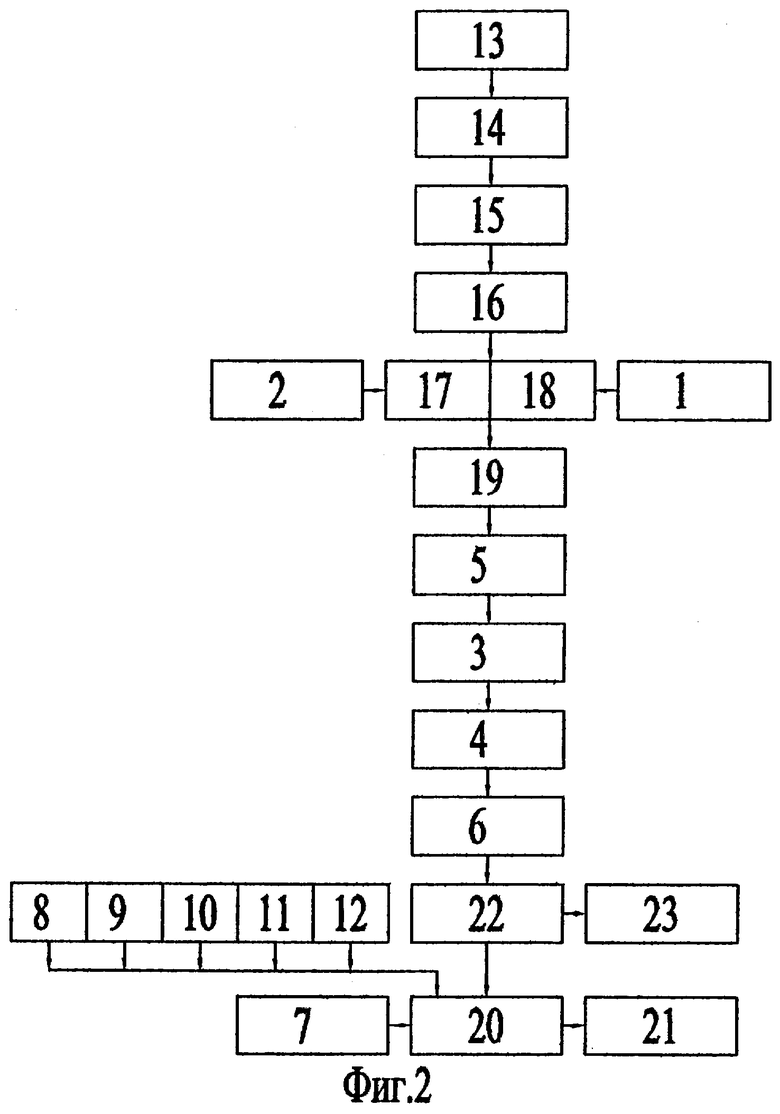
На фиг.1 - дистанционирующая решетка тепловыделяющей сборки;
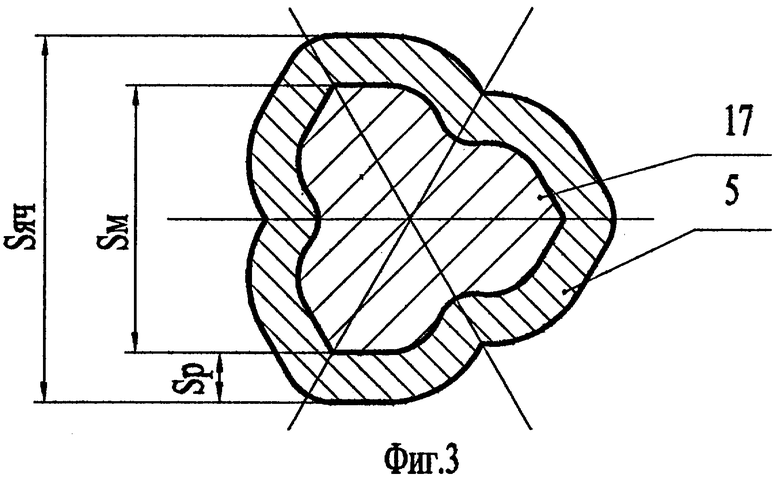
на Фиг.2 - схема операции изготовления дистанционирующей решетки;
на Фиг.3 - инструмент прессования.
Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора осуществляется следующим образом и включает операции: изготовление 1 из тонкостенных трубок 2 из сплава циркония, набор 3 и точечную сварку 4 фигурных ячеек 5 между собой с образованием поля 6 фигурных ячеек 5 для прохождения через них тепловыделяющих элементов 7, изготовление 8 составных частей 9, 10, 11 шестигранного обода дистанционирующей решетки и закрепление 12 их точечной сваркой к периферийным фигурным ячейкам набранного поля 6 фигурных ячеек 5, взвешивание 13 каждой конкретной плавки-партии, замере 14 суммарной длины L и фактического наружного диаметра Дф, определение 15 по этим данным значения средней расчетной толщины Sp стенки тонкостенной трубки 2 конкретной плавки-партии по формуле (I):

Sp - средняя расчетная толщина стенки тонкостенной трубки конкретной
плавки-партии, мм;
Дф - фактический наружный диаметр тонкостенной трубки, определяемый при входном контроле, мм;
Wт - вес тонкостенных трубок конкретной плавки-партии, кг;
ρ - удельный вес циркониевого сплава Э-110 = 6,5г/см3 (0,0065г/мм3);
π - постоянная величина, равная 3,14;
L - суммарная длина тонкостенных трубок в конкретной плавке-партии, мм,
осуществление подбора 16 пресс-инструмента 17 по средней расчетной толщине Sp стенки тонкостенной трубки 2 конкретной плавки-партии по формуле (2):
Sм - ключ матрицы 18 инструмента прессования 17,мм;
k - коэффициент, учитывающий пружинение материала при штамповке;
Sяч - ключ фигурной ячейки 5, мм;
Sp - средняя расчетная толщина стенки тонкостенной трубки конкретной плавки - партии, мм,
изготовление 1 штамповкой 19 фигурных ячеек 5 для дистанционирующей решетки 20, определение 21 по формуле (3) количества дистанционирующих решеток 20, изготавливаемых из тонкостенных трубок 2 конкретной плавки-партии:
N - количество дистанционирующих решеток 20, изготавливаемых из тонкостенных трубок 2 конкретной плавки-партии, шт.;
L - суммарная длина тонкостенных трубок 2 в конкретной плавке-партии, мм,
n - количество тонкостенных трубок 2 в конкретной плавке-партии, шт.;
М - величина остатка тонкостенной трубки 2 при обработке на токарном автомате, мм (не показан);
Нз - длина заготовки с припуском на отрезку, мм;
K1 - количество ячеек, необходимых для изготовления одной дистанционирующей решетки, шт.
Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора осуществляют следующим образом.
Предварительно перед запуском тонкостенных трубок 2 из сплава циркония на изготовление 1 фигурных ячеек 5 циркониевые тонкостенные трубки 2 каждой конкретной плавки-партии подвергают взвешиванию 13, замеру 14 суммарной длины L и фактического наружного диаметра Дф, по этим данным определяют 15 фактическое значение средней расчетной толщины Sp стенки тонкостенной трубки 2 конкретной плавки-партии по формуле (1). По средней расчетной толщине стенки трубки 2 конкретной плавки-партии осуществляют подбор 16 пресс-инструмента 17 с матрицей 18 по формуле (2) и осуществляют штамповку 19 фигурных ячеек 5 для дистанционирующей решетки 20. Количество дистанционирующих решеток 20, изготавливаемых из трубок 2 конкретной плавки-партии, определяется по формуле (3). После штамповки фигурные ячейки 5 набирают 3 в поле 6 фигурных ячеек 5 с точечной сваркой 4 между собой для прохождения через них тепловыделяющих элементов при сборке ТВС. Изготавливают 8 составные части 9, 10, 11, образующие шестигранный обод. Все результаты сведены в таблицу №1. Предложенный способ позволяет повысить качество, форму и внешний вид фигурных ячеек, точность их геометрических размеров и дистанционирующей решетки в сборе, минимизировать напряжения, улучшить собираемость ТВС, определять массу дистанционирующих решеток в активной зоне ядерного реактора, массовый расход дорогостоящего реакторного материала, необходимого для изготовления дистанционирующей решетки, количество отходов материала и проводить их учет, эффективно планировать и вести отчетность, что приводит к экономии сплава циркония.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2351027C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2450374C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2255383C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2155998C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2003 |
|
RU2244348C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ЯЧЕЕК К НЕЙ | 2003 |
|
RU2256244C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2322709C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2163036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2246769C2 |
Изобретение относится к атомной энергетике, в частности, к области изготовления тепловыделяющих сборок энергетических ядерных реакторов. Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора включает изготовление из тонкостенных трубок из сплава циркония, набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным фигурным ячейкам набранного поля, при этом предварительно перед запуском тонкостенных трубок из сплава циркония на изготовление фигурных ячеек циркониевые тонкостенные трубки каждой конкретной плавки-партии подвергают взвешиванию, замеру суммарной длины и фактического наружного диаметра, по этим данным определяют фактическое значение средней расчетной толщины стенки тонкостенной трубки конкретной плавки-партии, осуществляют подбор ключа матрицы инструмента прессования, определяют количество дистанционирующих решеток, изготавливаемых из тонкостенных трубок конкретной плавки-партии. Изобретение позволяет повысить качество изготовления ячеек дистанционирующих решеток. 3 ил.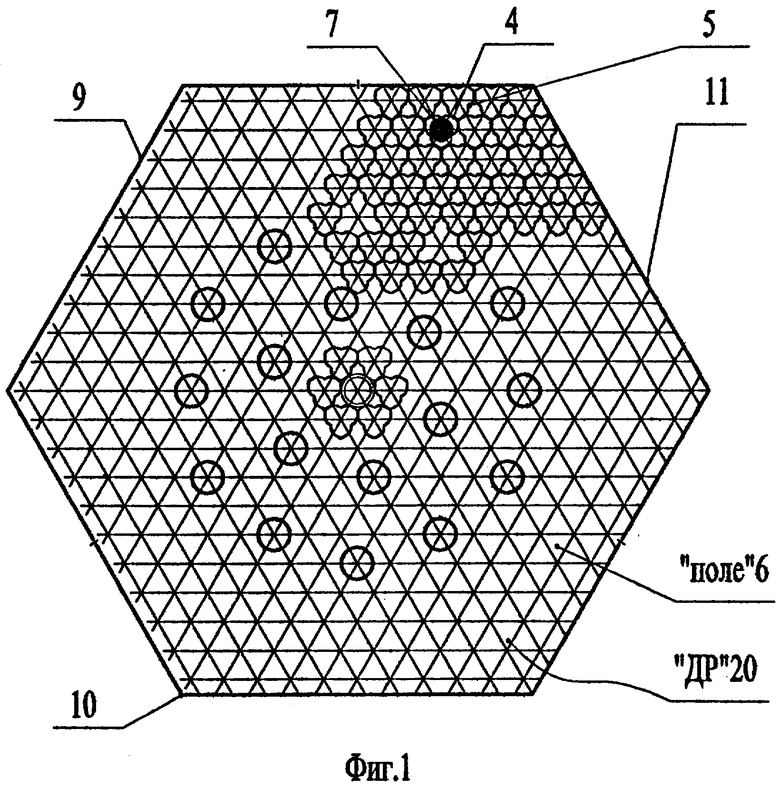
Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающий изготовление из тонкостенных трубок из сплава циркония, набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным фигурным ячейкам набранного поля, отличающийся тем, что предварительно перед запуском тонкостенных трубок из сплава циркония на изготовление фигурных ячеек циркониевые тонкостенные трубки каждой конкретной плавки-партии подвергают взвешиванию, замеру суммарной длины и фактического наружного диаметра, по этим данным определяют фактическое значение средней расчетной толщины стенки тонкостенной трубки конкретной плавки-партии по формуле
Sp=(Дф-(Дф 2-4·Wт/ρ·¶·L)0,5)/2, (1)
где Sp - средняя расчетная толщина стенки тонкостенной трубки конкретной плавки - партии, мм;
Дф - фактический наружный диаметр тонкостенной трубки, определяемый при входном контроле, мм;
Wт - вес тонкостенных трубок конкретной плавки-партии, кг;
ρ - удельный вес циркониевого сплава Э-110=6,5 г/см3 (0,0065 г/мм3),
¶ - постоянная величина, равная 3,14;
L - суммарная длина тонкостенных трубок в конкретной плавке-партии, мм,
по средней расчетной толщине стенки тонкостенной трубки конкретной плавки-партии осуществляют подбор инструмента прессования по формуле
Sм=k·(Sяч-2·Sp), (2)
где Sм - ключ матрицы, инструмента прессования, мм;
k - коэффициент, учитывающий пружинение материала при штамповке;
Sяч - ключ фигурной ячейки, мм;
Sp - средняя расчетная толщина стенки тонкостенной трубки конкретной плавки-партии,
проводят штамповку фигурных ячеек для дистанционирующей решетки, при этом количество дистанционирующих решеток, изготавливаемых из тонкостенных трубок конкретной плавки-партии, определяют по формуле
N=(L-n·М)/Нз·K1, (3)
где N - количество дистанционирующих решеток, изготавливаемых из тонкостенных трубок конкретной плавки-партии, шт.;
L - суммарная длина тонкостенных трубок в конкретной плавке-партии, мм;
n - количество тонкостенных трубок в конкретной плавке-партии, шт.;
М - величина остатка тонкостенной трубки при обработке на токарном автомате, мм;
Нз - длина заготовки с припуском на отрезку, мм;
K1 - количество ячеек, необходимых для изготовления одной дистанционирующей решетки, шт.
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2155998C2 |

