Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки (ТВС) для энергетических ядерных реакторов.
Известна тепловыделяющая сборка ядерного реактора (см. RU №2093906, кл. G21C 3/30, 3/06, заявка 95105630/25 от 12.04.1995., опубл. 20.10.1997), содержащая гексагональный пучок тепловыделяющих элементов (твэлов), размещенный в расположенных по высоте сборки дистанционирующих решетках, головную и хвостовую части, соединенные опорными элементами, размещенными в углах сборки и выполненными в виде установленных по ее высоте от хвостовой части до верхней дистанционирующей решетки штампованных угловых пластин из циркониевого сплава, соединенных сваркой с дистанционирующими решетками и винтами с хвостовой частью.
В ТВС такой конструкции повышается безопасность ядерного реактора путем обеспечения жесткости тепловыделяющей сборки при сохранении экономичности, уменьшенной неравномерности энерговыделения по ТВС и уменьшенной величины линейной нагрузки твэлов. Недостатком является возможность прогиба решетки вследствие термомеханических нагрузок в соединении ячейка-твэл. Твэл должен иметь возможность перемещаться вверх-вниз, осуществляя при этом свободное скольжение по стенкам ячеек нескольких последовательно размещенных по высоте ТВС дистанционирующих решеток. В то же время излишне свободное размещение твэла в ячейках дистанционирующих решеток недопустимо, так как может возникнуть вибрация трубы в потоке охлаждающей воды, приводящая, в свою очередь, к фреттинговой коррозии и даже разрушению твэла. Для обеспечения минимального гарантированного натяга в соединении ячейка-твэл необходимо изготавливать дистанционирующие решетки с ячейками повышенной точности.
Кроме того, возможность прогиба решетки вследствие термомеханических нагрузок в соединении ячейка-твэл предъявляет повышенные требования к сварным соединениям в дистанционирующей решетке.
Существенным препятствием к повышению точности выполнения ячеек и дистанционирующей решетки в целом являются колебания толщины стенки тонкостенных циркониевых труб, из которых изготовлены ячейки. К тому же этот фактор усложняет подбор сварочного режима и негативно отражается на качестве сварки дистанционирующей решетки, так как сварка деталей неравной толщины выполняется в большинстве случаев на режимах, отличных от режимов сварки деталей равной толщины (см. П.Л.Чулочников «Точечная и роликовая электросварка легированных сталей и сплавов». - М.: Машиностроение, 1968 г. стр.90).
При изготовлении ячеек действуют 2 источника вариаций толщины:
- вариация средней толщины стенки от одной партии труб к другой;
- вариация средней толщины стенки от трубы к трубе внутри одной партии.
Вариация толщины стенки труб приводит к нестабильности геометрических размеров сформованных из трубчатых заготовок ячеек. Чем больше колебания толщины, тем сложнее удерживать в управляемом и стабильном состоянии основные геометрические параметры ячейки: вписанный диаметр под твэл; размер «под ключ». На финишных операциях возрастает объем слесарной доработки решеток, выполняемой для попадания размеров в допуски, при этом часто искажается форма ячеек, особенно при сжатии для уменьшения посадочного диаметра ячеек.
Известен способ изготовления дистанционирующей решетки тепловыделяющей сборки с формовкой ячеек на штампе (см. патент RU №2291015, МПК 7 B21D 22/02, заявка 2004129713 от 13.10.2004 г., опубл. 10.01.2006). Особенностью способа штамповки является раздельная настройка размеров вписанного диаметра ячейки под твэл и «ключа» ячейки; кроме того, применяются несколько исполнений матриц на различную толщину стенки.
Недостатком этого способа является большой разброс размеров вписанного диаметра ячейки под твэл и «ключа» ячейки при штамповке ячеек из заготовок одной партии, а также сложность определения нужного исполнения матрицы.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления дистанционирующей решетки ТВС ядерного реактора (см. патент RU №2265900, МПК 7 G21C 3/34, заявка 2002119965 от 22.07.2002 г., опубл. 10.12.2005) - прототип, включающий определение средней толщины стенки тонкостенной трубы из сплава циркония по формуле:

где S - толщина стенки тонкостенной трубы, мм;
Дф - фактический наружный диаметр тонкостенной трубы, мм;
W - вес тонкостенной трубы, г;
ρ - удельный вес циркониевого сплава Э-110, равный 0,0065 г/мм3;
π - постоянная величина, равная 3,14;
L - длина тонкостенной трубы, мм,
резку тонкостенных труб на мерные заготовки, штамповку, набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным фигурным ячейкам набранного поля.
Способ-прототип позволяет устранить вариацию средней толщины стенки тонкостенной трубы от одной партии труб к другой, позволяет подобрать матрицу для средней толщины стенки трубы в партии, однако он не решает задачу уменьшения влияния толщин стенок труб внутри партии на стабильность геометрических размеров ячеек дистанционирующей решетки.
Технической задачей изобретения является уменьшение влияния толщин стенок тонкостенных труб внутри партии на стабильность геометрических размеров ячеек дистанционирующей решетки, возможность изготовления дистанционирующих решеток с ячейками повышенной точности, повышение качества сварки.
Эта задача решается тем, что в способе изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающем определение средней толщины стенки тонкостенных труб из сплава циркония по формуле

где S - толщина стенки тонкостенной трубы, мм;
Дф - фактический наружный диаметр тонкостенной трубы, мм;
W - вес тонкостенной трубы, г;
ρ - удельный вес циркониевого сплава Э-110, равный 0,0065 г/мм3;
π - постоянная величина, равная 3,14;
L - длина тонкостенной трубы, мм,
резку тонкостенных труб на мерные заготовки, штамповку, набор и точечную сварку фигурных ячеек между собой с образованием поля ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным фигурным ячейкам набранного поля, согласно изобретению, расчет средней толщины стенки тонкостенной трубы проводят отдельно для каждой трубы из партии, далее тонкостенные трубы объединяют в группы по толщине стенки с присвоение группе номера, каждую группу распускают на мерные заготовки, корзины с заготовками передают на штамповку с сохранением номеров групп, проводят настройку штампа на каждую группу заготовок отдельно, а сборку поля ячеек перед сваркой проводят из ячеек одной группы.
Предложенный способ позволяет устранить влияние вариации средней толщины стенки внутри партии на геометрические размеры ячеек дистанционирующей решетки, повысить точность изготовления дистанционирующих решеток, оптимизировать натяг соединения ячейка-твэл в ТВС, уменьшить усилия осевого перемещения твэла в ячейках при сохранении контакта в соединении при работе ТВС в реакторе, установить оптимальный сварочный режим, повысить качество сварки.
Сущность изобретения поясняется чертежами.
На чертежах представлены:
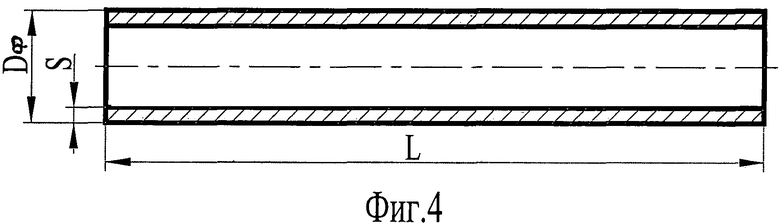
фиг.1 - дистанционирующая решетка тепловыделяющей сборки ядерного реактора, общий вид;
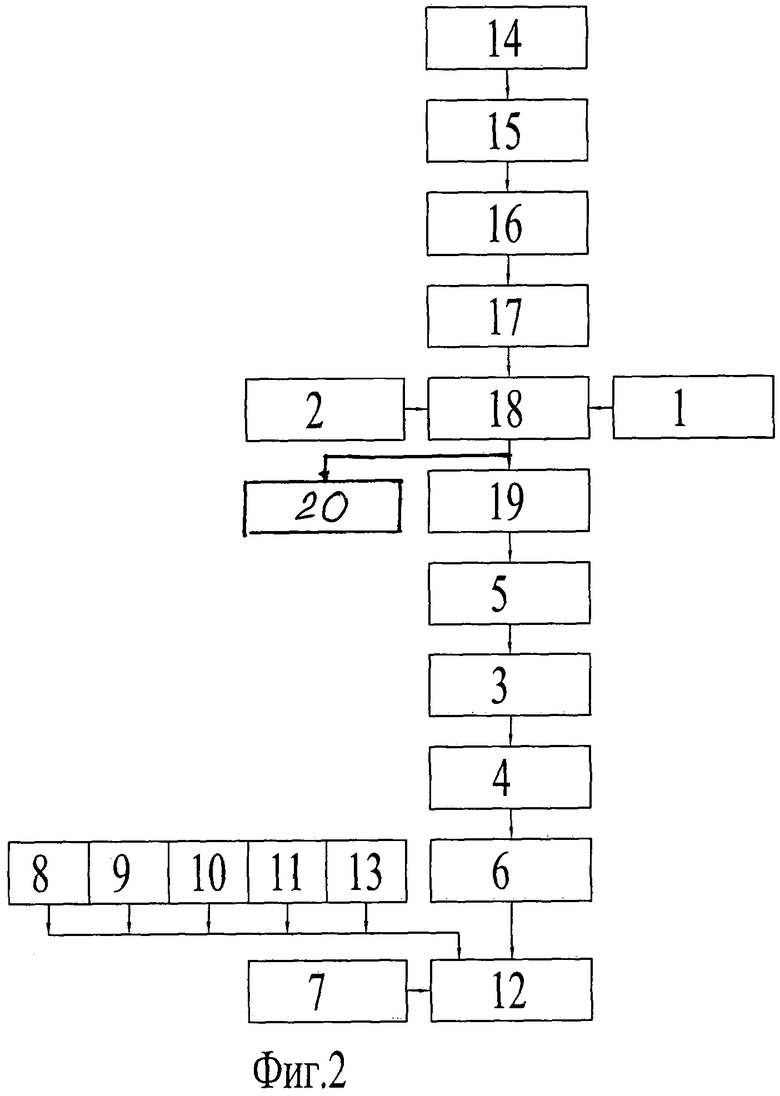
фиг.2 - схема изготовления дистанционирующей решетки;
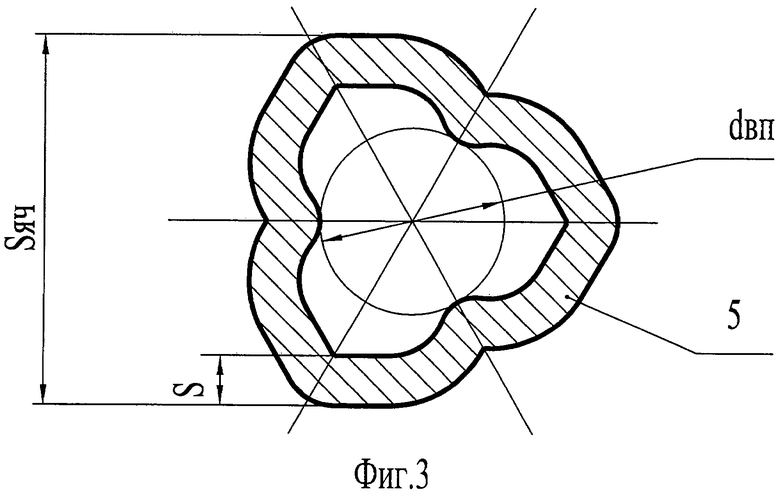
фиг.3 - ячейка дистанционирующей решетки;
фиг.4 - тонкостенная труба.
Схема (фиг.2) изготовления дистанционирующей решетки ТВС ядерного реактора включает операции:
изготовления 1 из тонкостенных трубок 2 из сплава циркония, набора 3 и точечной сварки 4 фигурных ячеек 5 между собой с образованием поля 6 фигурных ячеек 5 для прохождения через них тепловыделяющих элементов 7, изготовления 8 составных частей 9, 10, 11 шестигранного обода дистанционирующей решетки 12 и закрепления 13 их точечной сваркой к периферийным фигурным ячейкам набранного поля 6 фигурных ячеек 5, взвешивания 14 каждой трубы, замера 15 длины L и фактического наружного диаметра Дф каждой трубы, определения 16 по этим данным значения средней толщины S стенки тонкостенной трубы 2 по формуле

где S - толщина стенки тонкостенной трубы, мм;
Дф - фактический наружный диаметр тонкостенной трубы, мм;
W - вес тонкостенной трубы, г;
ρ - удельный вес циркониевого сплава Э-110, равный 0,0065 г/мм3;
π - постоянная величина, равная 3,14;
L - длина тонкостенной трубы, мм,
расчета средней толщины стенки отдельно для каждой трубы 2 из партии, объединения в группы 17 с присвоением группе номера труб 2 по толщине стенки S, роспуска на мерные заготовки 18 каждой группы 17, штамповки 19 ячеек 5 с сохранением номеров групп 17, с настройкой штампа 20 на каждую группу 17 заготовок 18, сборки поля 6 ячеек 5 перед сваркой 4 из ячеек 5 одной группы 17.
Способ изготовления дистанционирующей решетки 12 тепловыделяющей сборки ядерного реактора осуществляют следующим образом.
Предварительно перед запуском тонкостенных труб 2 из сплава циркония на изготовление 1 фигурных ячеек 5 каждую трубку 2 подвергают взвешиванию 14, замеру 15 длины L и фактического наружного диаметра Дф, по этим данным определяют 16 фактическое значение средней толщины S тонкостенной трубки 2 по формуле (1). По средней толщине стенки S трубки 2 объединяют в группы 17, присваивая каждой группе номер, распускают на мерные заготовки 18, проводят настройку штампа 20 на каждую группу 17 заготовок 18, штампуют 19 ячейки 5 с сохранением номеров групп 17, собирают поле 6 из ячеек 5, проводят сварку 4 поля 6 из ячеек 5 одной группы 17.
Результаты группировки труб для 3-х партий труб с проведенными замерами и расчетными толщинами стенок сведены в таблицу 1.
Результаты группирования труб для партии «3» приведены в таблице 2.
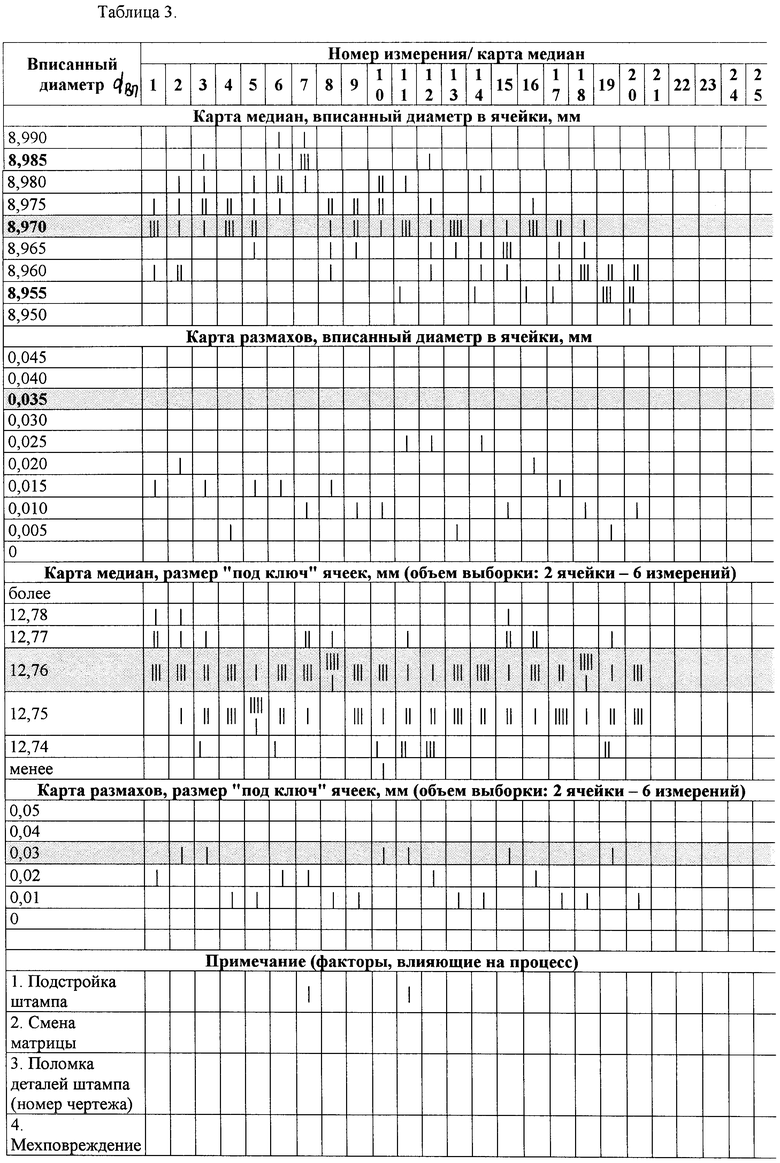
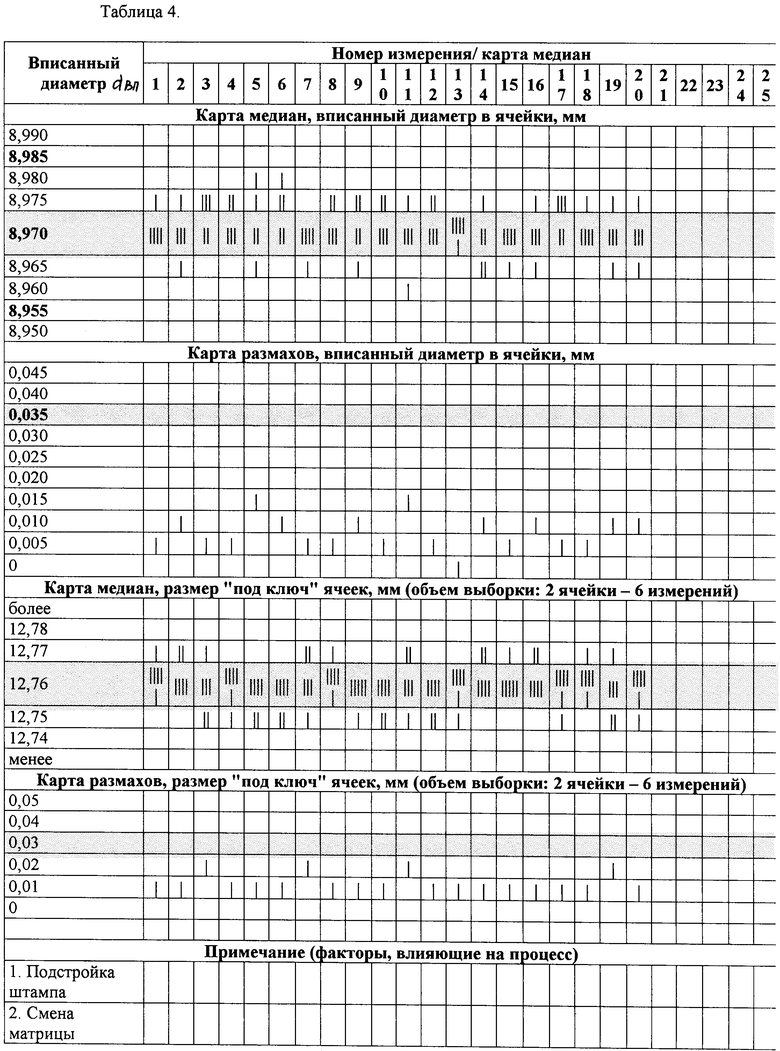
Результат внедрения способа иллюстрируют контрольные карты Шухарта по ГОСТ, применяемые при штамповке ячеек, до применения способа (таблица 3) и после его использования (таблица 4). Из них видно, что уменьшился разброс значений вписанного диаметра и размера «под ключ» ячейки.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2351027C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2265900C2 |
| Способ изготовления дистанционирующих решеток для тепловыделяющей сборки ядерного реактора | 2019 |
|
RU2726936C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2163036C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2317600C1 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2554719C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2012 |
|
RU2518058C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЁТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2002 |
|
RU2223558C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ И ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1999 |
|
RU2175456C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2255383C2 |
Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки (ТВС) для энергетических ядерных реакторов. Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора включает определение средней толщины стенки тонкостенных труб из сплава циркония, резку тонкостенных труб на мерные заготовки, штамповку, набор и точечную сварку фигурных ячеек между собой с образованием поля ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным фигурным ячейкам набранного поля. Расчет средней толщины стенки тонкостенной трубы проводят отдельно для каждой трубы из партии, далее тонкостенные трубы объединяют в группы по толщине стенки с присвоением группе номера. Каждую группу распускают на мерные заготовки, корзины с заготовками передают на штамповку с сохранением номеров групп, проводят настройку штампа на каждую группу заготовок отдельно, а сборку поля ячеек перед сваркой проводят из ячеек одной группы. Технический результат - повышение точности изготовления решетки, оптимизация натяга соединения ячейка-твэл в тепловыделяющей сборке, уменьшение усилия осевого перемещения твэла в ячейках, повышение качества сварки. 4 ил., 4 табл.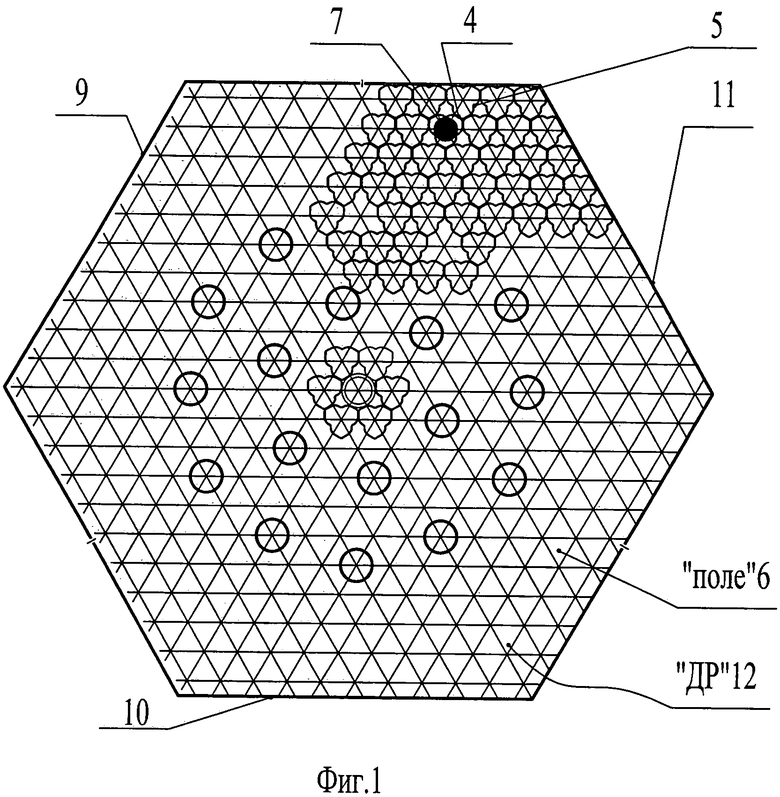
Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающий определение средней толщины стенки тонкостенных труб из сплава циркония по формуле
 ,
,
где S - толщина стенки тонкостенной трубы, мм;
Дф - фактический наружный диаметр тонкостенной трубы, мм;
W - вес тонкостенной трубы, г;
ρ - удельный вес циркониевого сплава Э-110, равный 0,0065 г/мм3;
π - постоянная величина, равная 3,14;
L - длина тонкостенной трубы, мм,
резку труб на мерные заготовки, штамповку, набор и точечную сварку фигурных ячеек между собой с образованием поля ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным фигурным ячейкам набранного поля, отличающийся тем, что проводят расчет средней толщины стенки тонкостенной трубы отдельно для каждой трубы из партии, по результатам расчета объединяют тонкостенные трубы в группы по толщине стенки с присвоением каждой группе номера, распускают тонкостенные трубы из каждой группы на мерные заготовки, тару с заготовками с сохранением номеров групп передают на штамповку, проводят предварительную настройку штампа на каждую группу заготовок отдельно, а сборку поля ячеек перед сваркой проводят из ячеек одной группы.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2265900C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2351027C2 |
| RU 96103549 A, 10.05.1998 | |||
| SU 7149273 A, 12.12.2006 | |||
| SU 5289513 А, 22.02.1994. | |||

