Изобретение относится к области волочильного производства и может быть использовано при удалении окалины с поверхности катанки перед волочением вместо традиционного травления (автономно или путем совмещения с волочильными станами, оборудованными механическими окалиноломателями).
Известно устройство для очистки проволоки от окалины ферромагнитным абразивным порошком [1], содержащее рабочую камеру, установленную с возможностью вращения, шнек для нагнетания порошка, соленоид для повышения плотности порошка за счет его намагничивания, поршень, оборудованный вибратором, и размагничивающую катушку.
К недостатку известного устройства следует отнести его сложность, а также трудность истечения отработанного порошка из рабочей камеры, так как порошок при продвижении к выходу по ходу катанки встречает сопротивление канала, выполненного в поршне и вибраторе, установленных на одной оси с катанкой.
Известна линия очистки от окалины и волочения, содержащая между камерой с абразивным порошком и волокой средство возбуждения поперечных колебаний проволоки относительно оси волоки для улучшения захвата смазки [2].
К недостатку известного средства относится невозможность передачи вибрации на проволоку, непосредственно проходящую через камеру с абразивным порошком, так как согласно известному изобретению указанное средство (9) согласно фиг.1 расположено вдоль линии волочения между натяжным барабаном (6), который находится ближе к указанному средству, чем камера с абразивным порошком, и волокой (12) и передача вибрации на участок катанки, проходящей через камеру с абразивным порошком невозможна.
Известна линия очистки и волочения проволоки, содержащая устройство для механического удаления окалины (4) при помощи ферромагнитного абразивного порошка и расположенный за ним по ходу волочения вибрационный ударный механизм (6), выполненный в виде ролика [3].
К недостатку известного устройства, содержащегося в известной линии, относится (также как и в [2]) невозможность вибрации катанки в зоне очистки, то есть непосредственно в устройстве для механического удаления окалины.
Кроме отмеченных недостатков, в известных устройствах [2] и [3] механизмы для получения колебаний проволоки не надежны и не долговечны в работе и подвержены интенсивному износу.
Известно устройство для очистки катанки от окалины при помощи ферромагнитных абразивных порошков, принятое за прототип, содержащее полую камеру, размещенную между полюсами электромагнита, поршень, установленный с возможностью возвратно-поступательного и вращательного движения, причем торец поршня выполнен в виде шнека, а камера снабжена подвижным наконечником с внутренним конусом, соединенным с вибратором продольных колебаний [4].
К недостаткам известного устройства относится:
1. Сложность изготовления (наличие электромагнитов и пневмоцилиндров).
2. Вибрации подвергается не слой порошка, непосредственно контактирующий с поверхностью катанки, а весь его объем, находящийся в конусе, причем эффективность вибрации изменяется по мере перемещения катанки в конусе.
3. Вибрационный механизм установлен вдоль оси катанки, что способствует ее заклиниванию в канале концентратора вибратора при попадании в него частиц абразивного порошка.
4. Механизм для подачи абразивного порошка (как и во всех приведенных выше известных устройств) установлен со стороны входа в камеру с порошком, то есть подача порошка осуществляется в одном направлении с катанкой, что способствует выносу порошка из камеры, потере давления порошка на поверхности катанки, способствует ее заклиниванию в проходных каналах и снижает качество очистки.
Задачей изобретения является упрощение конструкции устройства и повышение эффективности очистки за счет наиболее оптимального размещения вибратора (или нескольких вибраторов) относительно горизонтальной оси катанки, а также за счет обеспечения вибрации части порошка, непосредственно контактирующей с поверхностью катанки в месте пучности (максимума) амплитуды колебаний.
Указанная цель достигается тем, что в устройстве для очистки катанки от окалины при помощи абразивных порошков, включающем станину, рабочую камеру, шнек, привод шнека, электромагниты и вибратор ультразвуковых колебаний, вибратор (или несколько вибраторов), например магнитострикционный, вынесен за пределы рабочей камеры, продольная ось вибратора параллельна горизонтальной оси рабочей камеры, вибратор жестко закреплен на станине в узле продольных колебаний, концентратор вибратора жестко связан с волноводом, выполненным в виде стержня, в месте пучности (максимума) амплитуды продольных колебаний, в рабочей камере, параллельно ее оси установлен инструмент, выполненный в виде втулки, жестко связанной со свободным концом волновода в месте пучности (максимума) амплитуды продольных колебаний, а расстояние между горизонтальными осями рабочей камеры и вибратора равно 1/2 длины ультразвуковой волны.
Кроме того, продольные колебания втулки частотой f и амплитудой а с находящимся в ней абразивным порошком и скорость движения v катанки через рабочую камеру связаны отношением: v<2πaf.
Устройство снабжено на выходе из рабочей камеры емкостью для заполнения смесью, например, древесных опилок и канифоли, предназначенной для нанесения на поверхность катанки подсмазочного слоя после очистки.
На выходе из емкости со смесью для нанесения на поверхность катанки подсмазочного слоя установлен электромагнит, например соленоид, с возможностью смены полярности в зависимости от прочности сцепления слоя окалины с поверхностью катанки и марки обрабатываемой стали.
Вынесение вибратора за пределы рабочей камеры уменьшает общую длину каналов для пропуска катанки через устройство, то есть уменьшает вероятность заклинивания катанки в каналах рабочей камеры и в шнеке, облегчает обслуживание вибратора, позволяет закрепить вибратор более надежно на станине, упрощает конструкцию рабочей камеры и всего устройства, позволяет обеспечить вибрацию абразивного порошка только в месте пучности колебаний за счет создания изгибных колебаний через волновод и инструмент, выполненный в виде втулки, укрепленной на его свободном конце, при котором возможно осуществлять очистку, соблюдая условие: v<2πaf.
Снабжение устройства на выходе из рабочей камеры емкостью со смесью, например, древесных опилок и канифоли, оборудованной электромагнитом, позволяет сразу после очистки наносить на поверхность катанки подсмазочный слой и одновременно обрабатывать катанку в постоянном магнитном поле, например, соленоида.
Обработка катанки до начала процесса волочения в постоянном магнитном поле определенной напряженности увеличивает пластичность металла, снимает остаточные напряжения в металле после механической обработки в окалиноломателе и абразивным порошком.
Кроме того, расположение электромагнита за пределами рабочей камеры по ходу движения катанки исключает вынос из рабочей камеры ферромагнитного абразивного порошка, так как намагничивание катанки происходит после рабочей камеры.
Установка электромагнита с возможностью смены полярности позволяет влиять на физические свойства металла, такие, например, как коррозионная стойкость, электропроводность, трение.
На чертеже показано предлагаемое устройство.
Устройство состоит из рабочей камеры 1, патрубка 2 подачи абразивного порошка 3 в рабочую камеру 1, патрубка 4 для выхода абразивного порошка 3 из рабочей камеры 1, входной втулки 5, шнека 6, установленного с возможностью прокачки абразивного порошка 3 через рабочую камеру 1, подшипника 7, передачи 8 (например, клиноременная передача), привода 9 (например, мотор-редуктор), емкости 10 для заполнения смесью 11 (например, сосновые опилки + канифоль), электромагнитного клапана 12 для регулирования скорости истечения абразивного порошка 3 из рабочей камеры 1 и давления со стороны шнека 6, втулки 13, воронки 14 для более тонкого регулирования скорости истечения абразивного порошка 3 из рабочей камеры 1 и давления абразивного порошка во втулке 13, вибратора 15 (например, магнитострикционного преобразователя), волновода 16, выполненного, например, в виде стержня из стали марки 40Х, длина ультразвуковой волны в котором равна 268 мм, инструмента 17, выполненного в виде втулки из инструментальной стали, укрепленного на свободном конце волновода 16, уплотнения 18, опоры 19, подставки 20, станины 21, системы циркуляции порошка 22, генератора ультразвуковых колебаний 23, пульта управления 24. Для облегчения заправки переднего конца катанки 25 в рабочую камеру 3 и периодической замены инструмента-втулки 17 предусмотрена смотровая крышка 26. Для обработки катанки 25 в постоянном магнитном поле предусмотрен электромагнит 27, например соленоид, установленный на выходе катанки из емкости 10.
Устройство работает следующим образом.
Включается привод 9 шнека 6 и система циркуляции 22 абразивного порошка 3. Начинается прокачка абразивного порошка 3.
Передний, предварительно заточенный конец катанки 25 медленно подается в рабочую камеру 1.
При помощи электромагнитного клапана 12 внутри втулки 17 за счет напора шнека 6 создается необходимое для очистки поверхности катанки 25 давление абразивного порошка 3. Одновременно включается вибратор 15 (или вибраторы). Втулка 17 начинает совершать продольные колебания вдоль оси катанки вместе с находящимся в ней абразивным порошком 3.
При этом передний конец катанки 25 принудительно перемещается вдоль рабочей камеры 1 на длину, равную примерно общей длине рабочей камеры, до полной зачистки. Затем передний конец катанки 25 захватывается клещами и при работающей установке протягивается через емкость 10, электромагнит 27, мыльницу и волочильный инструмент до барабана первого блока волочильного стана и закрепляется на нем (окалиноломатель, установленный перед предлагаемым устройством, с помощью которого с катанки удаляется основная масса окалины, мыльница первого блока волочильного стана, волочильный инструмент и сам волочильный стан условно не показаны).
Включается необходимая скорость первого блока (и все остальные скорости согласно избранному маршруту волочения) и начинается собственно процесс волочения проволоки.
При помощи генератора колебаний 23 настраивается работа вибратора 15 путем изменения амплитуды и частоты колебаний в соответствии с условием: v<27πaf.
Например:
Пусть v=140 м/мин=2,3 м/с - скорость движения катанки через устройство, f=22000 Гц - принятая частота колебаний.
Тогда критическая амплитуда равна: aк=2,3/2·3,14·22·10-3=0,017·10-3 м=17 мкм.
То есть, в данном случае надо выставить на генераторе амплитуду а=20 мкм, чтобы выполнялось условие: v<27πaf.
Можно задаться амплитудой колебаний. Тогда надо на генераторе выставить соответствующую частоту.
Предлагаемое изобретение способствует уменьшению затрат на производство проволоки и повышает экологическую чистоту процесса волочения без снижения качества готовой проволоки.
Источники информации
1. Патент РФ №2205078.
2. А.С. РФ №1640871, 1996, Бюл. №16.
3. Патент РФ №2205080.
4. Патент РФ №2205079.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ КАТАНКИ | 2010 |
|
RU2438812C1 |
| Установка вибрационной очистки катанки от окалины | 2018 |
|
RU2688012C1 |
| СПОСОБ ВОЛОЧЕНИЯ КАТАНКИ | 2006 |
|
RU2317869C1 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| УСТРОЙСТВО ДЛЯ ТОНКОЙ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2005 |
|
RU2301126C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2002 |
|
RU2205079C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ ОТ ОКАЛИНЫ ФЕРРОМАГНИТНЫМ АБРАЗИВНЫМ ПОРОШКОМ | 2002 |
|
RU2205078C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ СОРТОВОГО ПРОКАТА ОТ ОКАЛИНЫ | 2006 |
|
RU2320437C1 |
| МЫЛЬНИЦА ВОЛОЧИЛЬНОГО СТАНА | 2006 |
|
RU2324558C1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2002 |
|
RU2205080C1 |
Устройство предназначено для повышения стабильности очистки катанки от окалины при помощи абразивных порошков. Устройство включает станину, рабочую камеру, шнек, привод шнека, электромагниты и вибратор ультразвуковых колебаний. Стабильность создаваемой вибрации, исключение заклинивания катанки в канале достигается за счет того, что вибратор, например, магнитострикционный, вынесен за пределы рабочей камеры, продольная ось вибратора параллельна горизонтальной оси рабочей камеры, вибратор жестко закреплен на станине в узле продольных колебаний, концентратор вибратора жестко связан с волноводом, выполненным в виде стержня, в рабочей камере в месте пучности амплитуды (максимума) продольных колебаний параллельно ее оси установлена втулка, жестко связанная со свободным концом волновода в месте пучности амплитуды продольных колебаний, а расстояние между горизонтальными осями рабочей камеры и вибратора равно 1/2 длины ультразвуковой волны. Продольные колебания втулки с находящимся в ней абразивным порошком частотой f и амплитудой а и скорость движения v катанки через рабочую камеру связаны отношением: v<2πaf. 3 з.п. ф-лы, 1 ил.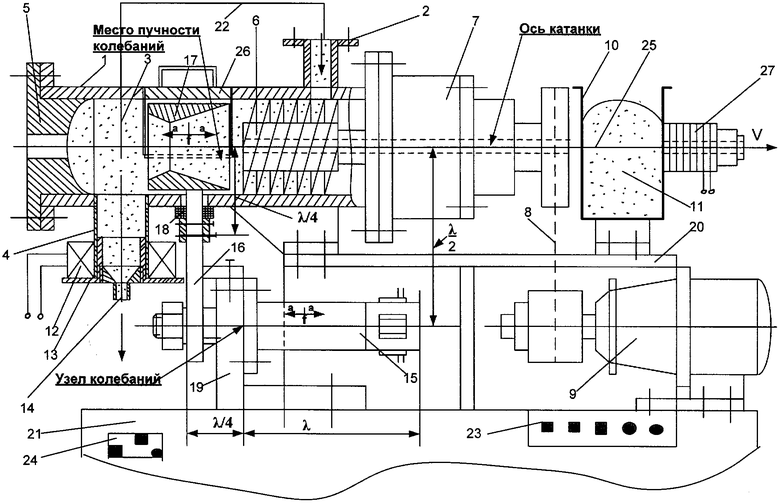
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2002 |
|
RU2205079C1 |
| Устройство для очистки проволоки | 1974 |
|
SU492329A2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ ОТ ОКАЛИНЫ ФЕРРОМАГНИТНЫМ АБРАЗИВНЫМ ПОРОШКОМ | 2002 |
|
RU2205078C1 |
| СПОСОБ ГАЗОИМПУЛЬСНОГО СТРУЙНОГО ВОЗДЕЙСТВИЯ НА НЕФТЯНОЙ И ГАЗОВЫЙ ПЛАСТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2124121C1 |

