Изобретение относится к области машиностроения и может быть использовано для создания установок для очистки сортового проката от окалины при помощи абразивных порошков, в частности для зачистки горячекатаных прутков перед ультразвуковым контролем.
Известно устройство для очистки от окалины цилиндрических изделий [1], в котором рабочая камера выполнена по всей длине с разъемом по упругим вставкам, размещенным между узлами загрузки и выгрузки, а узел выгрузки абразивного порошка снабжен электромагнитом.
К недостатку известного устройства относится сложность загрузки абразивного порошка в рабочую камеру, состоящую из двух половин, соединенных со стороны подачи абразивного порошка эластичной воронкой.
Известно устройство для очистки проволоки от окалины [2], содержащее шнековый механизм, рабочую камеру с приводом, поршень с гидравлическим или пневматическим приводом, оборудованный вибратором.
К недостаткам известного устройства относится невозможность очистки прутков большого диаметра, наличие большого числа приводов, сложность выгрузки порошка из рабочей камеры.
Известно устройство для шлифования и полирования прутков [3], вертикального типа, содержащее рабочую камеру, каретку с платформой, пневмоцилиндр и вибратор.
К недостатку известного устройства относится невозможность горизонтальной подачи прутков через камеру, например, при их перемещении по рольгангу.
Задачей изобретения является создание устройства, при помощи которого можно было бы выполнять очистку горячекатаных прутков или частичную зачистку поверхности прутков от верхнего (непрочного) слоя окалины, в том числе больших диаметров, при их перемещении по рольгангу перед, например, операцией ультразвукового контроля для уменьшения акустических помех при регистрации электромагнитных сигналов.
Задача достигается тем, что в устройстве для очистки сортового проката от окалины при помощи абразивных порошков, содержащем станину, рабочую камеру, систему циркуляции порошка, поршни, приводы поршней, электромагниты и вибраторы ультразвуковых колебаний, вибраторы, например магнитострикционные, вынесены за пределы рабочей камеры, продольные оси вибраторов параллельны горизонтальной оси рабочей камеры, вибраторы установлены с возможностью перемещений совместно с поршнями, например, на катках, концентраторы вибраторов жестко связаны с волноводами, выполненными в виде стержней, жестко связанных с поршнями, установленных в рабочей камере параллельно ее оси в месте пучности амплитуды (максимума) продольных колебаний, торцы поршней со стороны очищаемого проката выполнены со скосами, поршни, закрепленные на штоках, например, гидроцилиндров, жестко связаны со свободными концами волноводов в месте пучности амплитуды (максимума) продольных колебаний, а расстояние между горизонтальными осями рабочей камеры и вибраторов кратно 1/2 длины ультразвуковой волны, рабочая камера имеет крестообразную форму с возможностью сжатия порошка вокруг поверхности очищаемого проката поршнями вдоль одной ее оси и подачи проката, например прутков, вдоль другой ее оси, в зоне сжатия порошка установлены патрубки для подачи и удаления порошка, оборудованные, например, электромагнитами, обеспечивающие порционную загрузку и удаление порошка из рабочей камеры при прохождении через нее прутка. Кроме того, продольные колебания поршней частотой f и амплитудой а с находящимся между ними абразивным порошком и скорость движения v очищаемого проката через рабочую камеру связаны отношением: v<2πaf, а патрубки для выгрузки порошка, соединенные с системой циркуляции порошка, установлены вдоль оси рабочей камеры, совпадающей с осью очищаемого проката, рабочая камера снабжена заслонкой с приводом, обеспечивающей остановку очищаемого проката, например прутка, перемещающегося по рольгангу, при его входе в рабочую камеру.
Подача прутка вдоль одной оси рабочей камеры и сжатие порошка вдоль другой ее оси значительно упрощает конструкцию устройства и облегчает подачу и выгрузку порошка из рабочей камеры за счет ее крестообразной формы (в плане).
Выполнение торцов поршней со скосами со стороны поверхности прутка позволяет эффективно сжимать порошок вокруг проката, имеющего квадратное (или иное) сечение.
Выбор расстояния между осями вибраторов и горизонтальными осями рабочей камеры кратным 1/2 длины ультразвуковой волны позволяет разместить поршни в зоне пучности колебаний и обеспечить эффект вибрационного воздействия абразивных частиц на слой окалины.
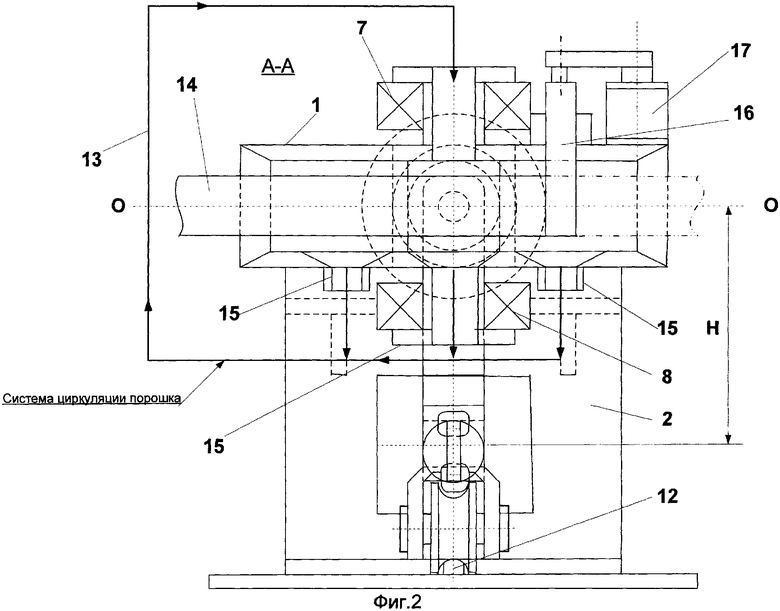
На фиг.1 показан поперечный разрез устройства в плоскости перемещения поршней и вибраторов.
На фиг.2 показан поперечный разрез устройства в плоскости перемещения прутка.
Устройство состоит из рабочей камеры 1, станины 2, поршней 3, укрепленных, например, на штоках 4 гидроцилиндров 5, вибраторов 6, например магнитострикционных, запирающих электромагнитов 7 и 8, волноводов 9, жестко связанных со штоками 4 гидроцилиндров 5 и концентраторами 10 вибраторов 6, катков 11, направляющих 12 и системы циркуляции абразивного порошка 13 (показана условно).
В нижней части рабочей камеры 1 вдоль ее оси, совпадающей с осью прутка 14, выполнены патрубки 15, соединенные с системой циркуляции 13.
Заслонка 16 имеет привод 17, например пневмоцилиндр.
Рабочая камера 1 выполнена крестообразной формы, части рабочей камеры пересекаются так, что горизонтальные оси O-O и С-С перпендикулярны друг к другу. Расстояние Н кратно 1/2 длины ультразвуковой волны, создаваемой вибраторами 6.
Устройство имеет также систему автоматики и систему сдува пыли с поверхности очищенного прутка (условно не показаны).
Устройство работает следующим образом.
В исходном положении заслонка 16 опущена в рабочую камеру 1 при помощи привода 17 и перекрывает отверстие для выхода прутка 14.
Оба электромагнита включены и препятствуют заполнению рабочей камеры порошком (условно не показан) из системы циркуляции 13.
При проходе прутка 14 через рабочую камеру 1 пруток 14 упирается в заслонку 16 и останавливается.
В этот момент верхний запорный электромагнит 7 открывается, камеру 1 заполняет порошок, заслонка 16 поднимается, включаются в работу гидроцилиндры 5, поршни 3 начинают перемещаться навстречу друг к другу, сжимая порошок вокруг поверхности прутка 14, включаются в работу вибраторы 6 и пруток 14 проталкивается через рабочую камеру 1 и вытягивается из нее при помощи тянущих роликов, установленных перед и за рабочей камерой 1 по оси O-O (условно не показаны).
После выхода прутка 14 из рабочей камеры 1 верхний запорный электромагнит 7 запирается, а нижний запорный электромагнит 8 открывается, порошок из рабочей камеры самотеком удаляется через патрубки 15 в систему циркуляции 13, заслонка 16 опускается, электромагнит 8 запирается, электромагнит 7 открывается и очередная порция порошка заполняет самотеком рабочую камеру 1 и процесс повторяется.
Все эти действия осуществляются при помощи системы автоматики и соответствующего программного обеспечения.
Источники информации
1. А.С. СССР 1233347, 1991.
2. Патент РФ 2205078, 2003.
3. Патент РФ 2219040, 2003.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2006 |
|
RU2317868C1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ КАТАНКИ | 2010 |
|
RU2438812C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2002 |
|
RU2205079C1 |
| УСТРОЙСТВО ДЛЯ ТОНКОЙ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2005 |
|
RU2301126C1 |
| Установка вибрационной очистки катанки от окалины | 2018 |
|
RU2688012C1 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ ОТ ОКАЛИНЫ И ОКИСНЫХ ПЛЕНОК | 2004 |
|
RU2275979C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ ОТ ОКАЛИНЫ ФЕРРОМАГНИТНЫМ АБРАЗИВНЫМ ПОРОШКОМ | 2002 |
|
RU2205078C1 |
| СПОСОБ ВОЛОЧЕНИЯ КАТАНКИ | 2006 |
|
RU2317869C1 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2310526C2 |
Изобретение предназначено для очистки сортового проката, в том числе больших диаметров, от окалины при помощи абразивных порошков. Устройство включает станину, рабочую камеру, систему циркуляции порошка, поршни, приводы поршней, электромагниты и вибраторы ультразвуковых колебаний. Возможность горизонтальной подачи проката в камеру, облегчение подачи и выгрузки порошка, эффективность сжатия порошка достигается за счет того, что вибраторы, например магнитострикционные, вынесены за пределы рабочей камеры, продольные оси вибраторов параллельны горизонтальной оси рабочей камеры, вибраторы установлены с возможностью перемещений совместно с поршнями, концентраторы вибраторов жестко связаны с волноводами, выполненными в виде стержней, жестко связанных с поршнями, установленных в рабочей камере параллельно ее оси в месте пучности амплитуды продольных колебаний, торцы поршней со стороны очищаемого проката выполнены со скосами, поршни жестко связаны со свободными концами волноводов, а расстояние между горизонтальными осями рабочей камеры и вибраторов кратно 1/2 длины ультразвуковой волны, рабочая камера имеет крестообразную форму с возможностью сжатия порошка вокруг поверхности проката поршнями вдоль одной ее оси и подачи проката вдоль другой ее оси, в зоне сжатия порошка установлены патрубки для подачи и удаления порошка. 3 з.п. ф-лы, 2 ил.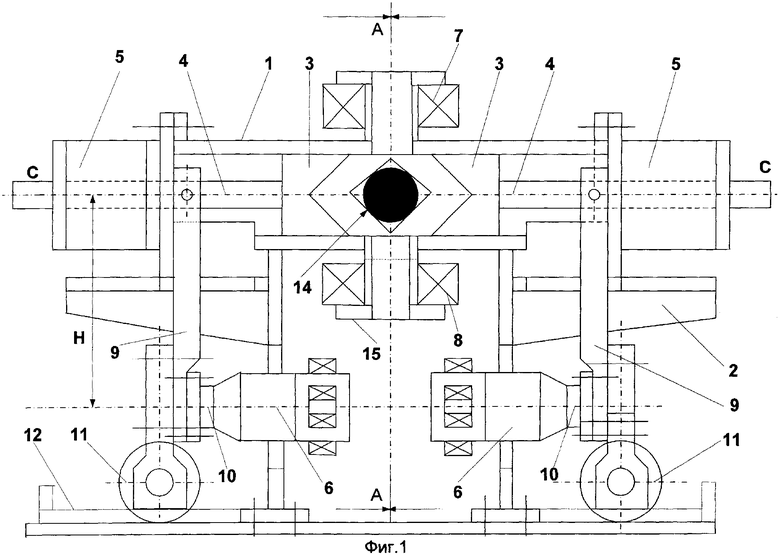
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ПРУТКОВ | 2001 |
|
RU2219040C2 |
| УСТРОЙСТВО для ОБРАБОТКИ ДЕТАЛЕЙ ТИПА ПРУТКОВ | 0 |
|
SU318466A1 |
| Устройство для очистки проволоки | 1974 |
|
SU492329A2 |
| DE 3734202 A, 20.04.1989. | |||

