Изобретение относится к области производства проволоки и может быть использовано при механическом удалении окалины с поверхности катанки перед волочением вместо традиционного травления путем совмещения двух технологических процессов: удаление окалины с поверхности катанки и волочение на волочильных станах метизных заводов.
Известен способ волочения катанки, включающий последовательное протягивание катанки через окалиноломатель, устройство тонкой очистки катанки абразивными порошками, при этом катанку и(или) абразивный порошок подвергают вибрации с ультразвуковой частотой, после очистки на поверхность катанки наносят подсмазочный слой, затем обрабатывают катанку в постоянном магнитном поле, пропуская ее через соленоид, пропускают катанку через мыльницу первого блока волочильного стана или через мыльницы всех блоков волочильного стана, волочильный инструмент, установленный за мыльницей или мыльницами, подвергают вибрации с ультразвуковой частотой и амплитудой [1].
Способ был использован в августе 2010 г. на одном из волочильных станов ОАО «Северсталь-метиз» в сталепроволочном цехе №1 и показал хорошие результаты при производстве оцинкованной проволоки и гвоздей. Так, лабораторные испытания показали, что термически необработанная оцинкованная проволока диаметром 2 мм, полученная на 6-кратном волочильном стане из катанки диаметром 6 мм, обладает высокой однородностью структуры за счет отсутствия неравномерности деформации и имеет число перегибов 10, относительное удлинение более 10%. Неоцинкованная и термически необработанная проволока при соответствующей настройке инструмента гвоздильных автоматов стабильно «рубится» на гвозди. Та же оцинкованная проволока диаметром 2 мм легко навивается на стержень диаметром 10d и 1d (d=2 мм), при этом цинк не отслаивается, количество цинка на поверхности проволоки не превышает 70 г/м2, относительное удлинение 21%. Проволока соответствует ГОСТ 3282-74. Данный способ был реализован на 6-кратном волочильном стане при совмещении волочильного стана с установкой тонкой очистки катанки от окалины, имеющей в своем составе окалиноломатель.
Известна линия очистки и волочения проволоки, в которой между устройством для механического удаления окалины и мыльницей первого блока волочильного стана установлены последовательно устройство для нанесения подсмазочного слоя и вибрационный ударный механизм, выполненный в виде ролика, вдоль образующих которого установлены цилиндрические валики, смонтированного с возможностью вращения вокруг своей оси при контакте движущейся катанки с поверхностью цилиндрических валиков [2].
Испытания в промышленных условиях показали, что подсмазочный слой, представляющий собой смесь древесных опилок и канифоли, за счет неподвижности в емкости быстро обедняется канифолью и катанка в последующем, проходя через мыльницу, меньше захватывает смазки. Кроме того, длинные валики, которые вращаются на ролике за счет только одного трения между движущейся катанкой и валиками, ударяются о ее поверхность в одном и том же месте и быстро изнашиваются. Их замена трудоемка. Кроме того, в процессе движения катанка часто проскальзывает по поверхности валиков и они перестают вращаться, что приводит к резкому уменьшению захвата смазки поверхностью катанки при движении через мыльницу, так как частота и амплитуда колебаний катанки резко снижается, что отражается на производительности волочильного стана и качестве готовой проволоки.
Известно устройство, в котором магнитострикционный преобразователь, снабженный волноводом, размещен вне рабочей камеры механизма тонкой очистки катанки от окалины с расположением его продольной оси параллельно оси рабочей камеры, то есть оси волочения [3].
Недостатком известного изобретения является сложность изготовления и невозможность надежного уплотнения в месте прохода волновода снизу в рабочую камеру устройства. Кроме того, использование электромагнита в виде соленоида для обработки катанки в магнитном поле, направленном параллельно оси катанки, не дает возможности направить магнитный поток поперек сечения катанки, что значительно могло бы повысить напряженность магнитного поля в месте прохода катанки через электромагнит. Кроме того, в известном устройстве нельзя регулировать объем рабочей камеры и скорость выхода из нее абразивного порошка.
Известна мыльница волочильного стана, содержащая вибрационный механизм с одним или несколькими вибраторами продольных ультразвуковых колебаний, установленных за пределами корпуса мыльницы, параллельно или перпендикулярно оси волочения оборудованные волноводами, установленными с возможностью извлечения из мыльницы, при этом волочильный инструмент снабжен скобами, входящими через гран-буксы в жесткое резьбовое, конусное или клиновое соединение с волноводами, жестко соединенными через гран-буксы с концентраторами вибраторов [4].
Однако, как показали испытания, самым надежным способом закрепления волновода с концентратором магнитострикционного преобразователя (вибратора) является конусное соединение в упор и крепление волочильного инструмента (волоки) в теле волновода на противоположном конце волновода в месте пучности ультразвуковых колебаний.
Задачей изобретения является усовершенствование технологии очистки и волочения катанки на многократных волочильных станах при производстве и использовании проволоки - заготовки для изготовления гвоздей и оцинкованной проволоки путем совершенствования устройств, входящих в состав линии для очистки и волочения катанки.
Указанная задача достигается тем, что в линии очистки и волочения катанки, содержащей размоточное устройство, петлеуловитель, окалиноломатель, устройство для механического удаления окалины с поверхности катанки при помощи абразивного порошка, электромагнит, вибраторы, транспортные средства для перемещения абразивного порошка, устройство для нанесения на поверхность катанки подсмазочного слоя, вибрационный механизм для вибрации катанки перед мыльницей первого блока волочильного стана, выполненный в виде ролика, вдоль образующих которого установлены цилиндрические валики, смонтированного с возможностью вращения вокруг своей оси при контакте с проволокой, и многократный волочильный стан, оборудованный мыльницами, между устройством для механического удаления окалины и мыльницей первого блока волочильного стана вдоль оси волочения установлены: камера для сдува и сбора частиц абразивного порошка с поверхности катанки, емкость для нанесения подсмазочного слоя, снабженная рыхлителем с приводом, П-образный электромагнит, вибрационный механизм для вибрации катанки снабжен приводом для принудительного вращения ролика независимо от перемещения или проскальзывания катанки по поверхности валиков, ролик установлен на опоры качения, валики выполнены в виде коротких цилиндрических вкладышей, установленных равномерно по окружности ролика с возможностью быстрой замены при износе, например подпружиненные и установленные в цилиндрические гнезда ролика, устройство для механической тонкой очистки поверхности катанки от окалины снабжено ультразвуковым магнитострикционным преобразователем, ось которого перпендикулярна оси волочения, концентратор которого непосредственно соединен при помощи конуса с инструментом, выполненным в виде полой втулки с защитным колпачком, через которую в рабочую камеру шнеком нагнетается абразивный порошок, мыльница первого блока волочильного стана снабжена устройством для ультразвуковой вибрации волочильного инструмента, содержащее ультразвуковой магнитострикционный преобразователь, ось которого параллельна оси волочения, концентратор ультразвукового магнитострикционного преобразователя соединен с волноводом посредством конусного соединения, волновод на другом конце имеет держатель, в котором установлен волочильный инструмент, устройство для ультразвуковой вибрации волочильного инструмента жестко закреплено на корпусе мыльницы, при этом волновод с волочильным инструментом и ультразвуковой магнитострикционный преобразователь установлены с возможностью подъема из мыльницы и опускания в мыльницу при помощи, например, пневмоцилиндров и направляющих, линия снабжена транспортирующим абразивный порошок средством, например, элеватором, а каждая последующая мыльница волочильного стана снабжена П-образной электромагнитной или магнитной системой, позволяющей пропускать проволоку через магнитное поле, направленное поперек сечения проволоки, различной напряженности в зависимости от маршрута волочения и степени обжатия для снятия наклепа и получения проволоки максимальной пластичности в необходимых случаях, например, при последующем оцинковании проволоки.
Для регулирования объема рабочей камеры и скорости истечения абразивного порошка из втулки рабочая камера снабжена запорным клапаном, имеющим сферическую или конусную форму.
Волочильный инструмент закреплен непосредственно в теле волновода по плотной или скользящей посадке или с помощью, например, серебряного припоя.
Для совместного управления в ручном или автоматическом режиме линия снабжена пультом, автономном или совмещенном с пультом волочильного стана.
Фиг.1 - вид спереди на линию очистки и волочения катанки.
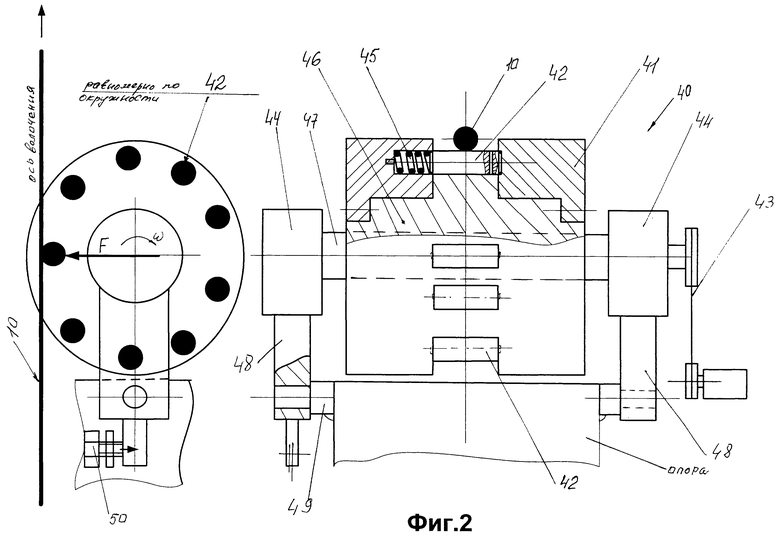
Фиг.2 - вибрационный механизм, выполненный в виде ролика.
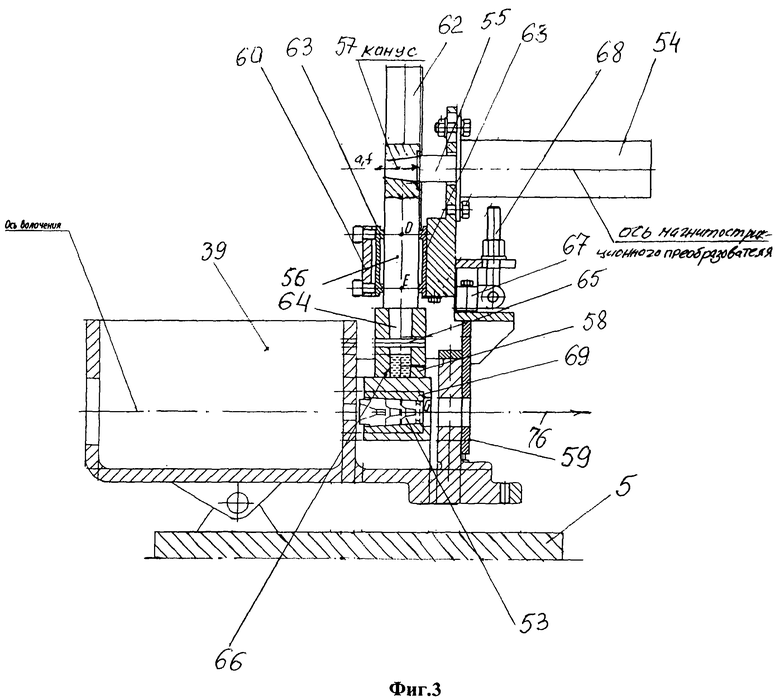
Фиг.3 - устройство для механического удаления окалины с поверхности катанки при помощи абразивного порошка (тонкая очистка - удаление слоя вьюстита, оставшегося на поверхности катанки после «грубого» окалиноломания в роликах окалиноломателя).
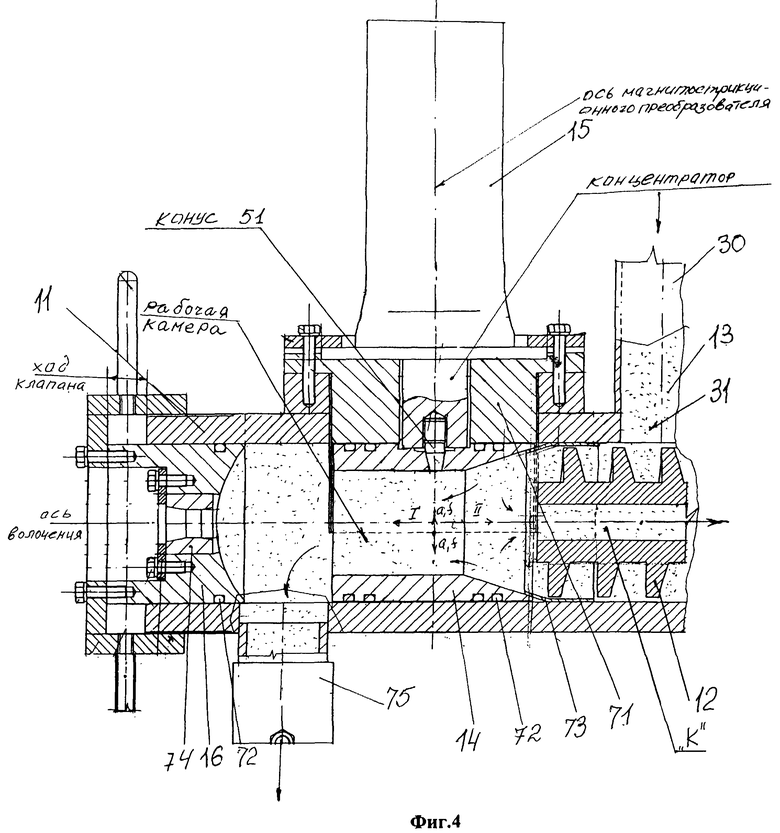
Фиг.4 - мыльница первого блока волочильного стана, снабженная устройством для ультразвуковой вибрации волочильного инструмента, содержащим ультразвуковой магнитострикционный преобразователь.
ОПИСАНИЕ ЛИНИИ
Линия содержит (фиг.1, фиг.4) установку 1, многократный волочильный стан 2, содержащий размоточное устройство 3 (на чертеже условно не показано), петлеуловитель 4 (на чертеже условно не показан). Между петлеуловителем 4 и первым блоком 5 волочильного стана 2 смонтирована установка 1, которая содержит раму 6, окалиноломатель 7, содержащий, например, по меньшей мере, два ролика 8, расположенные по отношению друг к другу под углом 90 градусов. За окалиноломателем 7 расположено устройство 9 для механической (тонкой) очистки катанки 10 от остаточного слоя окалины, в основном вьюстита. Устройство 9 для механической очистки поверхности катанки от окалины содержит рабочую камеру 11, в которой смонтирован шнек 12, прокачивающий через рабочую камеру 11 абразивный порошок 13 в сторону, противоположную движению катанки 10. Внутри камеры 11 установлена втулка 14, соединенная с концентратором магнитострикционного преобразователя 15, через которую движется катанка 10. Подпор абразивного порошка 13 во втулке 14 создает клапан 16, который может иметь сферическую или коническую форму для регулирования объема рабочей камеры и скорости истечения абразивного порошка 13 из втулки 14.
Часть абразивного порошка 13 выносится поверхностью катанки 10 через внутренний канал «К», выполненный по оси шнека 12. Таким образом, катанка 10 движется навстречу массе абразивного порошка 13, прокачиваемого под давлением через втулку 14, а абразивный порошок 13 движется в двух противоположных направлениях: в направлении I вдоль втулки 14 и в направлении II по каналу «К». При этом очистка от окалины происходит в обоих направлениях, так как скорость движения катанки 10 значительно превышает скорость перемещения абразивного порошка 13 в обоих направлениях.
Рабочая камера 11 установлена на опору качения 17 и снабжена приводом 18. За рабочей камерой 11 установлена камера 19, внутри которой установлен кольцевой сдув, охватывающий по окружности катанку 10, представляющий собой, например, спиральную перфорированную трубку 20, соединенную с трубопроводом 21 сжатого воздуха.
Основная масса абразивного порошка 13 из рабочей камеры 11 удаляется через трубопровод 22. Часть абразивного порошка 13 выносится из рабочей камеры по каналу «К» вместе с катанкой 10 и попадает в камеру 19, где основная масса абразивного порошка 13 удаляется через трубопровод 23. Мелкая фракция абразивного порошка 13 выносится вместе с воздухом в циклон 24, где оседает и перемещается по трубопроводу 25 к приемному отверстию элеватора 26. Абразивный порошок 13 по трубопроводам 22 и 23 также перемещается к приемному отверстию элеватора 26. Элеватор 26 снабжен приемным бункером 27, который имеет две заслонки 28 и 29. При закрытой заслонке 28 и открытой заслонке 29 абразивный порошок 13 движется по трубопроводу 30 к приемному отверстию 31 рабочей камеры 11. При закрытой заслонке 29 и открытой заслонке 28 абразивный порошок 13 движется по трубопроводу 32 в случае замены абразивного порошка 13 на новую порцию. Внутри камеры 19 установлены сетчатые фильтры 33 с ячейками переменных размеров с уменьшением по ходу движения струи 34 сжатого воздуха. Постоянная вибрация волочильного стана 2 способствует отделению накопившейся на сетках 33 массы абразивного порошка 13 и ее периодическому падению на дно камеры 19 и перемещению самотеком по трубопроводу 21 к приемному отверстию элеватора 26. По ходу движения катанки 10 далее установлена емкость 35 для нанесения на поверхность катанки 10 подсмазочного слоя, в которой установлен рыхлитель 36, снабженный приводом 37.
За емкостью 35 установлен П-образный электромагнит 38, питаемый от источника постоянного тока (условно не показан). За П-образным электормагнитом 38 перед мыльницей 39 первого блока 5 волочильного стана 2 установлен вибрационный механизм 40 для вибрации катанки 10. Вибрационный механизм 40 выполнен в виде ролика 41, вдоль образующих которого установлены цилиндрические валики 42. Ролик 41 установлен с возможностью вращения вокруг своей оси с помощью привода 43 для вращения ролика 41 независимо от перемещения или проскальзывания катанки 10 по поверхности валиков 42. Ролик 41 установлен на опоры качения 44. Валики 42 выполнены в виде коротких цилиндрических вкладышей, установленных равномерно по окружности ролика 41 с возможностью быстрой замены при износе, например, как показано на фиг.2. Валики 42 установлены в гнезда ролика 41 с возможностью крепления, например, при помощи пружин 45 и одновременного поворота вокруг своих осей при контакте с поверхностью катанки 10 для более равномерного износа при ударах о катанку 10. Ролик 41 установлен на барабане 46, насаженном на вал 47, опирающийся на опоры качения 44. При помощи рычагов 48, пальцев 49 и фиксатора 50 ролик 41 имеет возможность подъема и опускания, обеспечивая постоянный прижим валиков 42 к нижней поверхности катанки 10 с некоторым усилием F. Валики 42 могут быть выполнены из инструментальной стали или из твердого сплава.
Устройство 9 (фиг.4) для механической очистки поверхности катанки от окалины снабжено ультразвуковым магнитострикционным преобразователем 15, ось которого перпендикулярна оси волочения. Концентратор ультразвукового магнитострикционного преобразователя 15 непосредственно соединен при помощи, например, конуса 51 с инструментом - втулкой 14, через которую в рабочую камеру 11 нагнетается абразивный порошок 13. Мыльница 39 (фиг.1, фиг.3) первого блока 5 волочильного стана 2 снабжена устройством для ультразвуковой вибрации 52 волочильного инструмента (волоки) 53, содержащим ультразвуковой магнитострикционный преобразователь 54, ось которого параллельна оси волочения. Концентратор 55 ультразвукового магнитострикционного преобразователя 54 соединен с волноводом 56 посредством конусного соединения 57. Волновод 56 на другом конце имеет держатель 58, в котором установлен волочильный инструмент 53 или непосредственно закреплен в теле волновода, например, по плотной или скользящей посадке или при помощи серебряного припоя. Устройство для ультразвуковой вибрации 52 волочильного инструмента 53 жестко закреплено на корпусе 59 мыльницы 39. Волновод 56 с волочильным инструментом 53 и ультразвуковой магнитострикционный преобразователь 54 установлены на платформу 60 с возможностью подъема из мыльницы 39 и опускания в мыльницу 39 при помощи, например, пневмоцилиндров 61 и направляющих 62.
Волновод 56 крепится к платформе 60 в местах узловых точек ультразвуковых колебаний магнитострикционного преобразователя 54 при помощи, например, коробчатого приспособления 63. Держатель 58 закреплен на волноводе 56 при помощи, например, конуса 64 и конусного пальца 65. Пустота между конусом 64 и внутренней поверхностью держателя 58 заполнена машинным маслом 66. В нижнем положении волновод 56 опирается на опору 67 и фиксируется откидным рымом 68. Корпус 69 волочильного инструмента 53 может быть выполнен из инструментальной стали. Детали 14, 55, 56, 58, 69 должны быть изготовлены из материала с одинаковыми физическими и механическими свойствами для получения максимальных ультразвуковых колебаний а и частоты f втулки 14 и волочильного инструмента 53. Магнитострикционный преобразователь 15 закреплен на опоре 71, втулка 14 имеет мягкие уплотнительные кольца 72 и защищена от попадания в зазор между втулкой 14 и внутренней стенкой рабочей камеры защитным колпачком 73. Для защиты от износа клапана 16 предусмотрена втулка 74. Для дополнительного регулирования скорости потока и давления абразивного порошка 13 на поверхности катанки 10 предусмотрен регулятор потока 75 (фиг.4).
Каждая последующая мыльница (условно не показаны) волочильного стана 2 может быть снабжена П-образной электромагнитной или магнитной системой. Это позволяет пропускать (фиг.1) проволоку 76 через магнитное поле, направленное поперек сечения проволоки 76 (или вдоль), различной напряженности в зависимости от маршрута волочения и степени обжатия для снятия наклепа и получения проволоки 76 максимальной пластичности в необходимых случаях, например, при последующем оцинковании проволоки. Для совместного управления процессами очистки и волочения катанки 10 в ручном или автоматическом режиме линия 1 снабжена пультом 77 (условно не показан), автономном или совмещенном с пультом (условно не показан) волочильного стана 2.
РАБОТА ЛИНИИ
Отличие работы линии очистки и волочения 1 катанки 10 от работы обычного волочильного стана заключается в особенности заправки катанки 10 в волочильный инструмент - волоку. Сначала катанка 10 пропускается через устройство для механического удаления окалины 9, затем последовательно через камеру сдува 19 емкость для нанесения подсмазочного слоя 35, электромагнит 38 и мыльницу 39 первого блока 5 волочильного стана 2, которая снабжена устройством для ультразвуковой вибрации 52 волочильного инструмента 53, содержащим ультразвуковой магнитострикционный преобразователь 56. После этого катанка 10 заправляется в ролики окалиноломателя 7. Линия готова к работе. После навертывания на барабан первого блока 5 нескольких витков проволоки 76 волочильный стан 2 включается в работу. При этом одновременно с пуском волочильного стана 2 в работу включаются все вышеперечисленные механизмы и устройства линии 1.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент РФ №2317868.
2. Патент РФ №2205080.
3. Патент РФ №2317869.
4. Патент РФ №2324558.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| СПОСОБ ВОЛОЧЕНИЯ КАТАНКИ | 2006 |
|
RU2317869C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2006 |
|
RU2317868C1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2002 |
|
RU2205080C1 |
| УСТРОЙСТВО ДЛЯ ТОНКОЙ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2005 |
|
RU2301126C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2002 |
|
RU2205079C1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1996 |
|
RU2110343C1 |
| МЫЛЬНИЦА ВОЛОЧИЛЬНОГО СТАНА | 2006 |
|
RU2324558C1 |
| Установка вибрационной очистки катанки от окалины | 2018 |
|
RU2688012C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ ОТ ОКАЛИНЫ ФЕРРОМАГНИТНЫМ АБРАЗИВНЫМ ПОРОШКОМ | 2002 |
|
RU2205078C1 |
Изобретение предназначено для повышения удобства и надежности работы линии. Линия содержит размоточное устройство, петлеуловитель, окалиноломатель, механизм для вибрации катанки перед мыльницей первого блока волочильного стана, выполненный в виде ролика, вдоль образующих которого установлены цилиндрические валики, многократный волочильный стан, оборудованный мыльницами, и другое оборудование. Повышение надежности крепления элементов, входящих в состав линии, возможность регулирования объема рабочей камеры и скорости истечения абразивного порошка обеспечивается за счет того, что вибрационный механизм для вибрации катанки снабжен приводом для принудительного вращения ролика, установленного на опоры качения, валики выполнены с возможностью быстрой замены при износе, устройство очистки имеет ультразвуковой магнитострикционный преобразователь, ось которого перпендикулярна оси волочения, концентратор которого непосредственно соединен при помощи конуса с инструментом нагнетания абразивного порошка, мыльница имеет устройство для ультразвуковой вибрации волочильного инструмента, содержащее ультразвуковой магнитострикционный преобразователь, ось которого параллельна оси волочения, концентратор ультразвукового магнитострикционного преобразователя соединен с волноводом посредством конусного соединения, волновод на другом конце имеет держатель, в котором установлен волочильный инструмент, каждая последующая мыльница волочильного стана снабжена П-образной электромагнитной или магнитной системой. 3 з.п. ф-лы, 4 ил.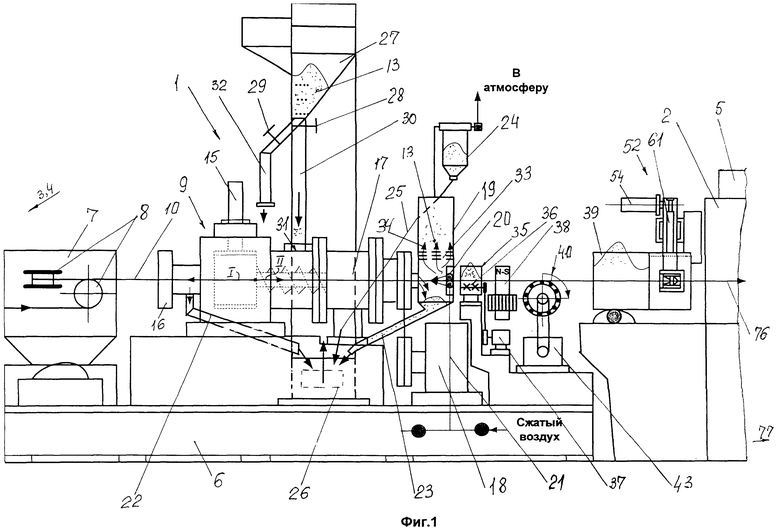
1. Линия очистки и волочения катанки, содержащая размоточное устройство, петлеуловитель, окалиноломатель, устройство для механического удаления окалины с поверхности катанки при помощи абразивного порошка, электромагнит, вибраторы, транспортные средства для перемещения абразивного порошка, устройство для нанесения на поверхность катанки подсмазочного слоя, вибрационный механизм для вибрации катанки перед мыльницей первого блока волочильного стана, выполненный в виде ролика, вдоль образующих которого установлены цилиндрические валики, смонтированного с возможностью вращения вокруг своей оси при контакте с катанкой, и многократный волочильный стан, оборудованный мыльницами, отличающаяся тем, что между устройством для механического удаления окалины и мыльницей первого блока волочильного стана вдоль оси волочения установлены камера для сдува и сбора частиц абразивного порошка с поверхности катанки, емкость для нанесения подсмазочного слоя, снабженная рыхлителем с приводом, П-образный электромагнит, при этом вибрационный механизм для вибрации катанки снабжен приводом для принудительного вращения ролика независимо от перемещения или проскальзывания катанки по поверхности валиков, ролик установлен на опоры качения, валики выполнены в виде коротких цилиндрических вкладышей, установленных равномерно по окружности ролика с возможностью быстрой замены при износе, например, подпружиненных и установленных в цилиндрические гнезда ролика, устройство для механического удаления окалины с поверхности катанки снабжено ультразвуковым магнитострикционным преобразователем, ось которого перпендикулярна оси волочения, концентратор которого непосредственно соединен при помощи конуса с инструментом, выполненным в виде полой втулки с защитным колпачком, через которую в рабочую камеру шнеком нагнетается абразивный порошок, мыльница первого блока волочильного стана снабжена устройством для ультразвуковой вибрации волочильного инструмента, содержащим ультразвуковой магнитострикционный преобразователь, ось которого параллельна оси волочения, концентратор этого ультразвукового магнитострикционного преобразователя соединен с волноводом посредством конусного соединения, волновод на другом конце имеет держатель, в котором установлен волочильный инструмент, при этом устройство для ультразвуковой вибрации волочильного инструмента жестко закреплено на корпусе мыльницы, его ультразвуковой магнитострикционный преобразователь и волновод с волочильным инструментом установлены с возможностью подъема из мыльницы и опускания в мыльницу при помощи, например, пневмоцилиндров и направляющих, линия снабжена транспортирующим абразивный порошок средством в виде, например, элеватора, а каждая последующая мыльница волочильного стана снабжена П-образной электромагнитной или магнитной системой, позволяющей пропускать проволоку через магнитное поле, направленное поперек сечения проволоки, различной напряженности в зависимости от маршрута волочения и степени обжатия для снятия наклепа и получения проволоки максимальной пластичности, например, при необходимости последующего оцинкования проволоки.
2. Линия по п.1, отличающаяся тем, что для регулирования объема рабочей камеры и скорости истечения абразивного порошка из втулки рабочая камера снабжена запорным клапаном, имеющим сферическую или конусную форму.
3. Линия по п.1, отличающаяся тем, что волочильный инструмент закреплен непосредственно в теле волновода, например, по плотной или скользящей посадке или с помощью серебряного припоя.
4. Линия по п.1, отличающаяся тем, что для совместного управления в ручном или автоматическом режиме линия снабжена пультом, автономным или совмещенным с пультом волочильного стана.
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2002 |
|
RU2205080C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ ГОРЯЧЕКАТАНОЙ ЗАГОТОВКИ | 1997 |
|
RU2138351C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2006 |
|
RU2317868C1 |
| МЫЛЬНИЦА ВОЛОЧИЛЬНОГО СТАНА | 2006 |
|
RU2324558C1 |
| СПОСОБ ГАЗОИМПУЛЬСНОГО СТРУЙНОГО ВОЗДЕЙСТВИЯ НА НЕФТЯНОЙ И ГАЗОВЫЙ ПЛАСТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2124121C1 |

