Предлагаемое изобретение относится к области волочильного производства и может быть использовано для тонкой очистки от окалины катанки вместо травления.
Известно устройство для очистки проволоки (а.с. 422494, В 21 В 45/04, опубл. 05.04.74, Бюл. 13), к недостаткам которого следует отнести цикличную подачу порошка в рабочую камеру и нерациональное размещение катушки для намагничивания порошка, при котором силовые линии поля оказываются параллельными оси очищаемой проволоки, вдоль которых располагаются абразивные частицы порошка.
Эти недостатки снижают производительность и эффективность очистки.
Известна линия очистки от окалины и волочения проволоки (а.с. 1640871, В 21 С 43/02, опубл. 10.06.96. Бюл. 16), в которой установлено средство возбуждения поперечных колебаний проволоки относительно оси волоки с целью улучшения захвата смазки. Недостатком известного средства возбуждения колебаний является невозможность его использования для интенсификации процесса очистки проволоки, а также его сложность и громоздкость.
Известна линия очистки и волочения проволоки (патент РФ 211043, В 21 С 1/100, опубл. 10.05.98. Бюл. 13), в которой устройство для механического удаления окалины при помощи ферромагнитного абразивного порошка выполнено в виде полого ротора, внутри которого размещен поршень, на котором смонтированы стержни. Недостатками известного устройства являются цикличная подача порошка в рабочую камеру, отсутствие собственного привода у ротора, что приводит к его остановкам и повышению температуры внутри рабочей камеры из-за увеличения трения, а также большие габариты электромагнита для намагничивания порошка, что приводит к увеличению энергозатрат на очистку.
Известно также устройство абразивно-порошковой очистки цилиндрического проката от окалины (патент РФ 2087221, В 21 В 45/04, опубл. 20.08.97. Бюл. 23), содержащее секцию со шнеком, секцию, выполняющую роль рабочей камеры, в которой размещен шпиндель, на внутренней поверхности которого жестко закреплена эксцентриковая втулка.
Это изобретение, принятое нами за прототип, имеет следующие недостатки: 1) поперечный и продольный микрорельеф на очищенной поверхности создается путем резания острыми гранями абразивных частиц поверхности металла при их перемещении и вращении относительно поверхности проволоки, что приводит к ухудшению качества поверхности проволоки, т.к. наличие царапин на поверхности металла не допускается по ГОСТу, а также к большой потере металла при очистке; 2) при вращении шпинделя с эксцентриковой втулкой, играющей роль лопатки, в рабочей камере большая часть камеры в поперечном сечении постоянно перекрывается телом втулки, поэтому давление порошка на поверхности проволоки постоянно изменяется во времени по закону эксцентрика, поэтому данное устройство не обеспечивает равномерной очистки поверхности проволоки от окалины; 3) подача шнеком порошка в полость шпинделя затруднена, т.к. большая часть полости постоянно перекрыта телом эксцентриковой втулки; 4) в устройстве нет условий для выхода отработанного порошка из рабочей камеры, т.к. последний перекрыт полностью капролактановой втулкой.
Таким образом, задачей изобретения является устранение указанных недостатков устройства-прототипа: получение равномерной шероховатости поверхности катанки после очистки без царапин, равномерно распределенного давления порошка по всему поперечному сечению рабочей камеры, более полного заполнения камеры порошком и создания условий для выхода отработанного порошка из рабочей камеры.
Задача достигается тем, что в устройстве для очистки проволоки от окалины ферромагнитным абразивным порошком со шнековым механизмом нагнетания порошка с приводом и рабочей камерой, установленной на подшипники, согласно изобретению на входе шнека в рабочую камеру установлен соленоид, а на выходе из камеры установлены поршень с гидравлическим или пневматическим приводом, оборудованный вибратором, и размагничивающая катушка.
Указанные технические решения обеспечивают следующие преимущества.
Размещение на входе шнека в рабочую камеру соленоида позволяет увеличить силы сцепления между частицами ферромагнитного порошка, а следовательно, повысить давление порошка на поверхности проволоки, т.е. обеспечить более эффективную очистку катанки от окалины.
Установка поршня на выходе из рабочей камеры с гидравлическим или пневматическим приводом, оборудованным вибратором, позволяет при сжатии порошка в рабочей камере одновременно подвергать его объемной вибрации, при которой абразивные частицы не режут слой окалины, а выбивают ее из металла, практически не оставляя на его поверхности царапин.
Установка размагничивающей катушки позволяет регулировать степень выноса отработанного порошка из рабочей камеры, что исключает ее засорение продуктами очистки и обеспечивает непрерывную прокачку порошка через рабочую камеру.
На чертеже показан продольный разрез устройства.
Устройство содержит рабочую камеру 1, установленную на подшипники качения 2, привод камеры, содержащий клиноременную или цепную передачу 3 и моторедуктор 4, механизм нагнетания ферромагнитного абразивного порошка 5 в рабочую камеру 1, содержащий емкость 6, шнек 7, на входе которого в рабочую камеру 1 установлен соленоид 8, питаемый постоянным током, и привод 9 шнека 7; поршень 10, установленный на выходе из рабочей камеры 1 с гидравлическим или пневматическим приводом 11, шток 12 которого соединен с вибратором 13; регулировочный клапан 14, отсос 15 и размагничивающая катушка 16 для размагничивания проволоки 17, систему 18 сбора и возврата отработанного порошка 5 в емкость 6; основание 19, конечный выключатель 20. Шнек 7 и шток 12 выполнены полыми для прохода проволоки 17.
Устройство работает следующим образом. Проволока 17 (катанка, предварительно пропущенная через механический окалиноломатель) пропускается через устройство вдоль его оси и закрепляется на тянущем механизме (например, на первом барабане волочильного стана). Включаются последовательно привод 9 шнека 7, привод 4 рабочей камеры 1, привод 11 поршня 10, вибратор 13, соленоид 8, катушка размагничивания 16, отсос 15 и система 18. При движении проволоки 17 через рабочую камеру 1 абразивный порошок 5 непрерывно прокачивается под давлением через рабочую камеру 1, одновременно подвергаясь вибрации. Степень выноса отработанного порошка регулируется катушкой размагничивания 16. При полном размагничивании проволоки 17 вынос из камеры 1 прекращается. Дополнительная регулировка степени выноса осуществляется клапаном 14. Отходы порошка (тяжелые фракции) удаляются под собственной тяжестью в систему 18, а легкие фракции с пылевой окалиной удаляются при помощи отсоса 15. При достижении поршнем 10 крайнего левого положения срабатывает конечный выключатель 20 и поршень возвращается в исходное положение, при этом давление порошка 5 на поверхность проволоки 17 не снижается, так как рабочая камера непрерывно заполняется порошком 5 под давлением с помощью шнека 7, изменяется лишь объем порошка 5 в рабочей камере 1, изменение которого не влияет на качество очистки.
Предлагаемое изобретение позволяет повысить эффективность очистки и улучшить качество поверхности металла после удаления окалины.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОВОЛОКИ ОТ ОКАЛИНЫ И ОКИСНЫХ ПЛЕНОК | 2004 |
|
RU2275979C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2006 |
|
RU2317868C1 |
| УСТРОЙСТВО ДЛЯ ТОНКОЙ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2005 |
|
RU2301126C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2002 |
|
RU2205079C1 |
| СПОСОБ ВОЛОЧЕНИЯ КАТАНКИ | 2006 |
|
RU2317869C1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ КАТАНКИ | 2010 |
|
RU2438812C1 |
| Установка вибрационной очистки катанки от окалины | 2018 |
|
RU2688012C1 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1996 |
|
RU2110343C1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2002 |
|
RU2205080C1 |
Изобретение относится к области волочильного производства и может быть использовано для тонкой очистки катанки от окалины. Задача изобретения - устранение царапин на поверхности проволоки после очистки, получение равномерной шероховатости по всей поверхности, получение равномерно распределенного давления порошка по всему сечению рабочей камеры, более полное заполнение порошка и создание условий для выхода отработанного порошка из рабочей камеры. Устройство содержит шнековый механизм нагнетания порошка, в котором на входе шнека в рабочую камеру установлен соленоид, повышающий плотность абразивного порошка за счет сил электромагнитного сцепления между ферромагнитными частицами. На выходе из рабочей камеры установлены поршень с гидравлическим или пневматическим приводом, оборудованный вибратором, и размагничивающая катушка для управления степенью выноса порошка из рабочей камеры. Устройство позволяет повысить эффективность очистки и улучшить качество очищенной поверхности металла за счет увеличения равномерности распределения порошка и улучшения условий его вывода после использования из рабочей камеры. 1 ил.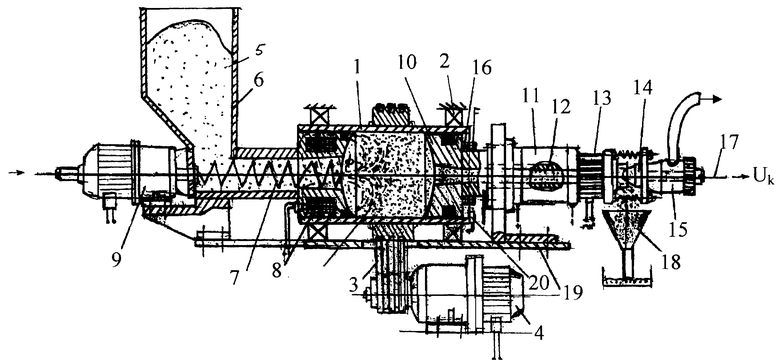
Устройство для очистки проволоки от окалины ферромагнитным абразивным порошком, содержащее шнековый механизм, рабочую камеру с приводом, поршень для очистки порошка и средство для возбуждения колебаний, отличающееся тем, что на входе шнека в рабочую камеру установлен соленоид, а на выходе из камеры установлены поршень с гидравлическим или пневматическим приводом, оборудованный вибратором, и размагничивающая катушка.
| УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ЦИЛИНДРИЧЕСКОГО ПРОКАТА ОТ ОКАЛИНЫ | 1995 |
|
RU2087221C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПОЛОСЫ ОТ ОКАЛИНЫ | 1994 |
|
RU2073573C1 |
| ЧУГУН | 1993 |
|
RU2037551C1 |
| Устройство для очистки катанки от окалины | 1985 |
|
SU1475752A1 |
| СПОСОБ ГАЗОИМПУЛЬСНОГО СТРУЙНОГО ВОЗДЕЙСТВИЯ НА НЕФТЯНОЙ И ГАЗОВЫЙ ПЛАСТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2124121C1 |

