Изобретение относится к оборудованию для экструзионной обработки комбикормов на комбикормовых заводах, а также для производства экструдированных пищевых продуктов в различных отраслях пищевой промышленности.
Наиболее близкой по технической сущности и достигаемому эффекту является экструдер для производства профильных изделий с регулируемым сечением формующего канала, содержащий корпус, соединенный с ним формующий фланец, шнек и калибрующую матрицу [а. с. СССР № 716851, кл.2 В 29 F 3/04, 25.02.80. Бюл. № 7].
Недостатком известной конструкции экструдера является необходимость применения дополнительного оборудования для измельчения и просеивания комбикормов и, как следствие, повышение удельных энергозатрат на производство.
Технической задачей изобретения является разработка конструкции экструдера, позволяющей осуществлять операции измельчения и просеивания продукта.
Поставленная задача достигается тем, что в формующей головке экструдера, содержащей корпус, соединенный с ним фланец, калибрующую матрицу, вал, соединенный со шнеком, нож, новым является то, что к матрице прикреплена камера с патрубками для удаления водяных паров и выгрузки готового продукта, внутри которой установлен перфорированный конический барабан, на валу дополнительно установлены вертикальные держатели, на сферических концах которых закреплены разъемные бичи, выполненные с возможностью поворота их относительно вала с последующей фиксацией болтами для изменения угла опережения, причем на наружной поверхности бичей нанесены продольные насечки.
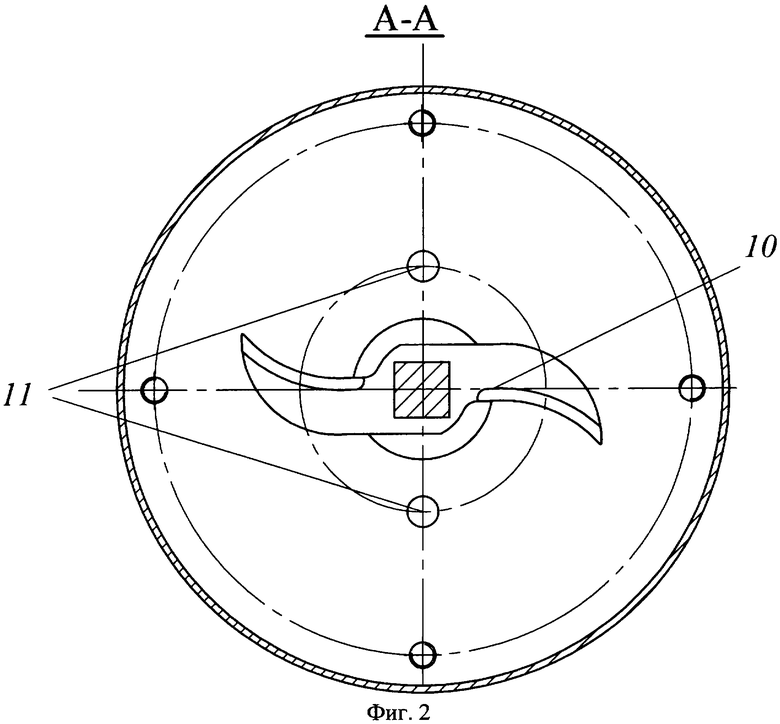
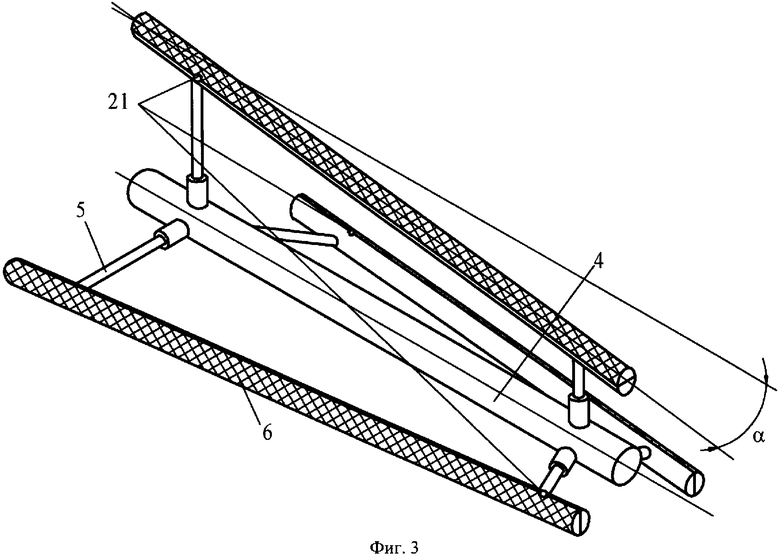
На фиг.1 изображен продольный разрез формующей головки экструдера, на фиг.2 - поперечное сечение А-А на фиг.1, на фиг.3 - объемное изображение вала, держателей и бичей, на фиг.4 - поперечное сечение держателя.
Формующая головка экструдера (фиг.1, 2, 3), соединенная с корпусом 13 и шнеком 12, содержит фланец 2, матрицу 1 и камеру 7, в которой расположен перфорированный конический барабан 3. В матрице 1 выполнены отверстия 11.
Внутри барабана 3 установлен вал 4, соединенный со шнеком 12. На валу 4 установлен нож 10 и вертикальные держатели 5, на которых закреплены разъемные бичи 6, выполненные с возможностью их поворота относительно вала с последующей фиксацией болтами для изменения угла опережения. Бичи 6 состоят из двух частей: наружной 16 и внутренней 17, которые соединяются между собой винтами 18. На поверхности наружной части 16 бичей 6 нанесены продольные насечки по всей их длине.
Вертикальный держатель 5 (фиг.4) представляет собой цилиндрический стержень, на одном конце которого нарезана резьба для завинчивания его в ступицу 15, находящуюся на валу 4. На другом конце держателя 5 выточена шаровая опора. В бичах 6 выполнено два цилиндрических канала 19, в которых помещаются шаровые опоры держателей 5. Для регулировки положения шаровой опоры держателя 5 в канале 19 сбоку в месте сочленения наружной 16 и внутренней 17 частей бичей установлена втулка 22 с внутренней резьбой. Во втулку 22 вворачивается болт 21, который обеспечивает перемещение шаровой опоры в канале 19. С противоположной стороны канала 19 установлен фиксатор 23, на который надета пружина 20. Пружина 20 другим концом входит в отверстие 24 в шаровой опоре держателя 5. Каждый бич 6 имеет два цилиндрических канала 19: в первом канале (по отношению к матрице экструдера) болт 21 и втулка 22 расположены на передней стенке бича, а фиксатор 23 и пружина 20 - на задней стенке бича, то во втором канале они находятся с противоположной стороны (фиг.3).
Таким образом, путем перемещения шаровых опор держателей 5 с помощью противоположно расположенных болтов 21 регулируется угол опережения. Это необходимо для обеспечения лучшего захвата экструдированных палочек и их измельчения в зазоре между рифленой поверхностью бичей 6 и перфорированной поверхностью барабана 3.
Нижняя часть перфорированного конического барабана 3, установленного внутри камеры 7, соединяется со сборником 8, в нижней части которого имеется патрубок 9 для отвода измельченного экструдата. В торцовой части камеры 7 установлен патрубок 14 для соединения с вакуум-насосом для поддержания разряжения и обеспечения удаления образующихся водяных паров при взрывании экструдата на выходе из матрицы.
Предлагаемый экструдер работает следующим образом.
Вначале необходимо выставить заданный угол опережения бичей 6 для обеспечения лучшего захвата экструдированных палочек и их измельчения в зазоре между рифленой поверхностью бичей 6 и перфорированной поверхностью барабана 3. Угол опережения бичей устанавливается в зависимости от диаметра получаемых экструдированных гранул и изменяется в пределах 2...8°(угол α на фиг.3). Для этого регулируем положение шаровых опор держателя 5 в каналах 19 путем вворачивания болтов 21 во втулки 22, обеспечивая при этом перемещение шаровых опор переднего и заднего держателей в каналах 19. Наличие с противоположной стороны канала 19 фиксатора 23 и пружины 20 позволяет демпфировать чрезмерные нагрузки и избежать поломки бичей 6. В связи с тем, что каждый бич 6 имеет два цилиндрических канала 19, то, перемещая с помощью болтов 21 шаровые опоры в противоположных направлениях, регулируем угол опережения.
Затем включается привод экструдера, приводя во вращение шнек 12 и вал 4, а следовательно, нож 10 и бичи 6. Исходный продукт с заданной влажностью через загрузочный патрубок поступает в рабочую камеру, где перемещается шнеком 12 к матрице 1.
По мере продвижения продукт в зоне смешения частично перемешивается, в зоне сжатия происходит скачкообразное увеличение давления и уплотнение продукта вследствие резкого уменьшения размеров винтового канала. В зоне пластификации осуществляется частичное превращение гранул продукта в расплав за счет трения между частицами продукта и витками шнека.
Затем происходит дальнейшее сжатие продукта. Далее в зоне гомогенизации происходит превращение размягченных гранул в однородный расплав за счет возрастания давления. Давление расплава продукта в зоне дозирования достигает необходимого значения, при этом обеспечивается окончательное расплавление мелких включений и образуется расплав однородный по структуре и температуре. Это позволяет для нормальной работы экструдера иметь заданную, однородную по сечению температуру расплава продукта.
В зоне стабилизации происходит выравнивание давления и температурных полей расплава продукта. Затем он попадает в предматричную зону и продавливается через выходные отверстия 11 в матрице 1.
После выхода продукта из матрицы в результате резкого перепада температуры и давления происходит мгновенное испарение влаги, аккумулированная продуктом энергия высвобождается со скоростью, примерно равной скорости взрыва, что приводит к образованию пористой структуры и увеличению объема экструдата (вспучиванию). При этом в результате «взрыва» продукта (или «декомпрессионного шока») происходят глубокие преобразования его структуры: разрыв клеточных стенок, деструкция, гидролиз [Термопластическая экструзия: научные основы, технология, оборудование // Под. ред. А.Н.Богатырева, В.П.Юрьева. - М.: Ступень, 1994. - 200 с.]. Образующиеся при взрывании экструдата водяные пары удаляются через патрубок 14, который соединен с вакуум-насосом.
Выходящие из отверстий 11 экструдированные палочки отрезаются ножом 10 и падают внутрь перфорированного барабана 3, где они захватываются вращающимися бичами 6, прижимаются к поверхности перфорированного барабана 3, измельчаются и после достижения определенного диаметра просеиваются через перфорированный барабан 3 и попадают в камеру 7. Из нижней части сборника 8 через патрубок 9 отводится измельченный экструдат.
Таким образом, использование изобретения позволит:
- получать экструдированные текстураты для их дальнейшего использования в качестве белковых обогатителей при производстве хлебобулочных изделий, вареных колбас, комбикормов и т.п.;
- снизить удельные энергозатраты на производство измельченных экструдатов за счет предлагаемой комбинированной конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР-ИЗМЕЛЬЧИТЕЛЬ | 2009 |
|
RU2417886C1 |
| Способ производства экструдированного комбикорма с добавкой зеленой массы кормовых трав и экструдер-измельчитель | 2015 |
|
RU2619981C2 |
| ЭКСТРУДЕР С ДОРНОМ | 2010 |
|
RU2450924C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ЗЕРНОБОБОВЫХ СЭНДВИЧЕЙ | 2011 |
|
RU2482778C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ПРОДУКТОВ | 2006 |
|
RU2315535C1 |
| КОМБИНИРОВАННЫЙ АППАРАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ПРОИЗВОДСТВА ПЮРЕОБРАЗНЫХ КОНЦЕНТРАТОВ | 2006 |
|
RU2319426C1 |
| Экструдер | 2019 |
|
RU2715394C1 |
| КОМБИНИРОВАННАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПЮРЕОБРАЗНЫХ ПРОДУКТОВ | 2007 |
|
RU2341966C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ПРОДУКТОВ | 2006 |
|
RU2302337C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЛИНИЕЙ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ТЕКСТУРАТОВ | 2009 |
|
RU2412052C1 |

Изобретение относится к оборудованию для экструзионной обработки комбикормов на комбикормовых заводах, а также для производства экструдированных пищевых продуктов в различных отраслях пищевой промышленности. Формующая головка экструдера содержит корпус, соединенный с ним фланец, калибрующую матрицу, вал, соединенный со шнеком, и нож. К матрице прикреплена камера с патрубками для удаления водяных паров и выгрузки готового продукта. Внутри камеры установлен перфорированный конический барабан. На валу установлены вертикальные держатели. На сферических концах вертикальных держателей закреплены разъемные бичи. Бичи выполнены с возможностью поворота их относительно вала с последующей фиксацией болтами для изменения угла опережения. На наружной поверхности бичей нанесены продольные насечки. Изобретение позволяет снизить энергозатраты на производство измельченных экструдатов. 4 ил.
Формующая головка экструдера, содержащая корпус, соединенный с ним фланец, калибрующую матрицу, вал, соединенный со шнеком, нож, отличающаяся тем, что к матрице прикреплена камера с патрубками для удаления водяных паров и выгрузки готового продукта, внутри которой установлен перфорированный конический барабан, на валу дополнительно установлены вертикальные держатели, на сферических концах которых закреплены разъемные бичи, выполненные с возможностью поворота их относительно вала с последующей фиксацией болтами для изменения угла опережения, причем на наружной поверхности бичей нанесены продольные насечки.
| ГРАНУЛЯТОР ДЛЯ ТЕРМОПЛАСТОВ | 0 |
|
SU377240A1 |
| Экструдер | 1988 |
|
SU1620089A1 |
| GB 1220399 A, 27.01.1971 | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| US 4051162 A, 27.09.1977 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

