Изобретение относится к композитным соединительным элементам с внутренней резьбой и может быть использовано в машиностроении, электроэнергетике, горном деле, химических производствах, различных отраслях топливно-энергетического комплекса и других отраслях промышленности для соединения элементов конструкций.
Композитные соединительные элементы привлекают своим малым весом и инертностью к действию химических веществ. Однако до настоящего времени композитные соединительные элементы с интегральной внутренней резьбой не отвечали требованиям надежности из-за их низкого сопротивления сдвигу при осевых нагрузках. Кроме того, производство подобных соединительных элементов было невыгодным ввиду сложности выполнения резьбы с дополнительным ее профилированием в специальных формах.
Известны композитные соединительные элементы с интегральной внутренней резьбой, состоящие из скрепленных связующим коаксиальных намоточных слоев тканого волокнистого материала с элементами-формирователями профиля резьбы (ЕП заявка №0373640 A3, МПК5 B29D 1/00, В29С 67/14, В29С 53/58, F16B 35/00, опубл. 14.12.89; ЕП заявка №0373642 А2, МПК5 B29D 1/00, В29С 67/14, В29С 53/58, F16B 33/00, опубл. 14.12.89; ЕП заявка №0449245 A3, МПК5 B29D 1/00, В29С 67/14, В29С 53/58, F16B 33/00, опубл. 27.03.91).
Известные элементы выполнены из намоточных слоев вязаного или плетеного армирующего материала, формируемого на месте изготовления этих элементов. Они обладают недостаточной прочностью на сдвиг при осевых нагрузках, так как роль элементов-формирователей профиля резьбы в них выполняют нити самого армирующего материала. Эти нити переплетены с другими и имеют ограниченную свободу перемещения. Результатом этого является возможность формирования резьбы только со скругленными вершинами зубьев и сглаженными углами. Подобная резьба обладает недостаточным сопротивлением сдвиговым деформациям при действии осевых нагрузок. Кроме того, она содержит зоны, заполненные только связующим (без армирующего материала), образовавшиеся вследствие последовательного совпадения ячеек нескольких слоев плетеного или вязаного материала, что также негативно сказывается на прочности.
Элемент по ЕП заявке №0373642, пункт 13 формулы изобретения, является наиболее близким по технической сущности и выбран в качестве ближайшего аналога (прототипа).
Технической задачей, на раскрытие которой направлено изобретение, является разработка надежной и дешевой конструкции композитного соединительного элемента с внутренней резьбой для его массового производства.
Технический результат, который может быть получен при реализации изобретения, заключается в повышении надежности элемента за счет повышения прочности на сдвиг при осевых нагрузках его резьбы и снижении затрат на его производство.
Для решения поставленной задачи и достижения технического результата в композитном соединительном элементе с интегральной внутренней резьбой, состоящем из скрепленных связующим коаксиальных слоев армирующего волокнистого тканого материала с элементами-формирователями профиля резьбы, согласно изобретению указанные слои выполнены из упомянутого материала с поверхностной плотностью, послойно увеличивающейся от внутреннего слоя к наружному, составляющей для указанного внутреннего слоя не более 150 г/м.пог., элементы-формирователи профиля резьбы выполнены из волокнистого материала в виде непрерывных по длине резьбы нитей или жгутов, размещенных слоями по высоте резьбы между слоями упомянутого армирующего тканого материала в порядке чередования с ними, скрепленных между собой и с указанными слоями общим связующим, при этом нити или жгуты в каждом их слое расположены строго между противолежащими боковыми сторонами профиля резьбы.
В частных случаях исполнения изобретения в заявленном элементе общая высота внутреннего слоя армирующего волокнистого тканого материала и последующего за ним слоя нитей или жгутов не превышает половины высоты профиля резьбы; в качестве армирующего волокнистого тканого материала использована ткань полотняного, саржевого или сатинового переплетения, преимущественно ткань на основе стеклянных, базальтовых или органических волокон или их комбинаций; прочность по основе ткани слоев, последующих за внутренним слоем, более чем втрое превышает ее прочность по утку; ткань ее основой ориентирована вдоль продольной оси элемента; в качестве волокнистого материала нитей или жгутов использовано стеклянное, базальтовое или органическое волокно или их комбинация; все слои элемента выполнены из материалов на основе одинакового волокна; слои нитей или жгутов выполнены из материала на основе иного волокна, чем слои армирующего тканого материала; в качестве связующего использовано термореактивное или термопластичное связующее, преимущественно эпоксидное, полиэфирное, винилэфирное, полиуретановое или их комбинация; внутренняя резьба выполнена на его одном или обоих концах; внутренний слой выполнен из, по меньшей мере, двух элементарных слоев армирующего волокнистого тканого материала.
Отличительными от прототипа признаками заявленного элемента являются следующие:
а) признаки, обеспечивающие получение технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны:
- выполнение слоев армирующего волокнистого тканого материала с послойно увеличивающейся от внутреннего слоя к наружному поверхностной плотностью материала, составляющей для внутреннего слоя не более 150 г/м.пог.,
- выполнение элементов-формирователей профиля резьбы из волокнистого материала в виде непрерывных по длине резьбы нитей или жгутов,
- размещение упомянутых нитей или жгутов слоями по высоте резьбы между слоями упомянутого армирующего тканого материала в порядке чередования с ними,
- скрепление вышеуказанных нитей или жгутов между собой и с указанными слоями армирующего тканого материала общим связующим,
- расположение упомянутых нитей или жгутов в каждом их слое строго между противолежащими боковыми сторонами профиля резьбы;
б) признаки, характеризующие изобретение в частных случаях:
- общая высота внутреннего слоя армирующего волокнистого тканого материала и последующего за ним слоя нитей или жгутов, не превышающая половины высоты профиля резьбы,
- использование в качестве армирующего волокнистого тканого материала ткани полотняного, саржевого или сатинового переплетения, преимущественно ткани на основе стеклянных, базальтовых или органических волокон или их комбинации,
- прочность по основе ткани слоев, последующих за внутренним слоем, превышающая ее прочность по утку более чем втрое,
- ориентирование ткани ее основой вдоль продольной оси элемента,
- использование в качестве волокнистого материала нитей или жгутов стеклянного, базальтового, органического волокна или их комбинации,
- выполнение всех слоев элемента из материалов на основе одинакового волокна,
- выполнение слоев нитей или жгутов из материала на основе иного волокна, чем слоев армирующего тканого материала,
- использование в качестве связующего термореактивного или термопластичного связующего, преимущественно эпоксидного, полиэфирного, винилэфирного, полиуретанового или их комбинации,
- выполнение внутренней резьбы элемента на его одном или обоих концах,
- выполнение внутреннего слоя из, по меньшей мере, двух элементарных слоев армирующего волокнистого тканого материала.
Указанные отличительные признаки, каждый в отдельности и все вместе, направлены на достижение заявленного результата и являются существенными. В предшествующем уровне техники представленная в формуле изобретения совокупность известных и отличительных признаков не известна и, следовательно, изобретение соответствует критерию «новизна».
Заявленный элемент в отличие от элемента по прототипу более надежен благодаря более высокой прочности на сдвиг его резьбы при действии осевой нагрузки. Эту прочность резьбе обеспечивает, с одной стороны, слоистая структура элемента в месте ее расположения, не содержащая зон, заполненных только связующим, т.к. плотные ряды нитей или жгутов между слоями тканого материала исключают образование указанных зон, с другой, - четкий контур его резьбы, обеспеченный автономными нитями или жгутами, размещенными с заданным натяжением между слоями тканого материала с фиксацией положения последних между противолежащими боковыми сторонами профиля резьбы. Четкий контур резьбы элемента обеспечивает высокое качество сцепления с ответной наружной резьбой соединяемого с ним элемента.
Под термином «слой» здесь подразумевается наличие одного или нескольких элементарных слоев подряд из одного и того же материала.
Производство предложенного элемента дешевле. В отличие от прототипа он изготавливается из готовых материалов без затрат на их формирование и закупку оборудования для этой цели.
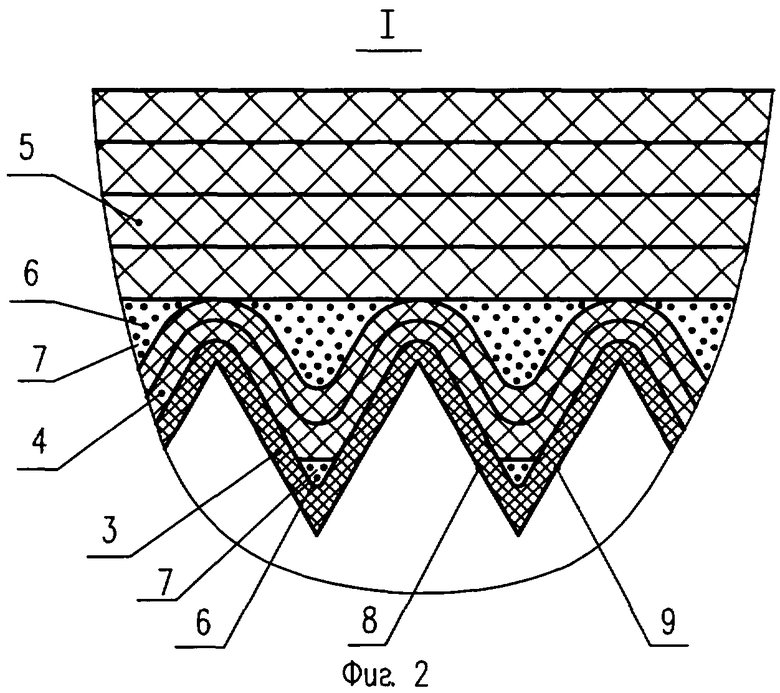
Изобретение поясняется описанием конкретного, но не ограничивающего его примера реализации и прилагаемыми чертежами, где на фиг.1 представлен заявленный композитный соединительный элемент, вид сбоку, разрез, на фиг.2 - увеличенный вид сечения.
Композиционный соединительный элемент 1 с внутренней интегральной резьбой 2 состоит из слоев 3, 4 и 5 базальтоткани и слоев 6 из базальтовой нити (фиг.1, 2).
Слой 3 является внутренним и выполнен из базальтоткани с поверхностной плотностью 118 г/м.пог. Слои 4 и 5 выполнены из базальтоткани с последовательно увеличивающейся поверхностной плотностью, чья прочность по основе в 3,5 раза больше прочности по утку
Каждый слой 6 выполнен из базальтовых нитей, размещенных плотными витками между противолежащими друг другу боковыми сторонами 8 и 9 профиля резьбы 2.
Все слои 3-5 и 6 скреплены между собой эпоксидным связующим 7.
Нити слоев 6 являются элементами-формирователями профиля резьбы 2, так как они закрепляют положение слоев 3 и 4 ткани по высоте резьбы 2 строго по ее профилю, обеспечивая четкий контур резьбы 2.
Элемент 1 изготавливают следующим образом.
На резьбовой дорн наматывают внутренний слой 3 базальтоткани с поверхностной плотностью 118 г/м.пог. Его положение фиксируют слоем 6 витков базальтовой нити. Далее до набора полной высоты резьбы намотку ткани (с повышающейся от слоя к слою поверхностной плотностью и с вышеуказанной прочностью по основе и утку) и нитей повторяют в чередующемся порядке. По окончании формирования резьбы производят намотку слоев ткани для формирования нерезьбовой части элемента. Ткань при намотке слоев 4 и 5 ориентируют ее основой вдоль продольной оси элемента.
Для производства элемента используются материалы на основе любого волокна, пригодного для этой цели. Предпочтение отдано стеклянному, базальтовому и органическому волокнам. В качестве связующего применяют термореактивное или термопластичное связующее.
Предложенный элемент используют для соединения стержневых силовых элементов, преимущественно выполненных из композиционных материалов и имеющих на своих концах участки с наружной резьбой.
Заявленный элемент изготавливают в промышленных условиях на оборудовании производства композитных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНЫЙ РЕЗЬБОВОЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2006 |
|
RU2309848C1 |
| СЕКЦИОННЫЙ АНКЕР | 2005 |
|
RU2303697C1 |
| Армодренажный гибкий композитный геотекстильный нетканый материал | 2021 |
|
RU2774741C1 |
| КОМПОЗИТНЫЙ АНКЕР | 2005 |
|
RU2303698C1 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА СТРОИТЕЛЬНОЙ БАЛКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2542294C2 |
| УСИЛИТЕЛЬ ДЛЯ ПОЛЫХ ПЛАСТМАССОВЫХ ОКОННЫХ, ДВЕРНЫХ ИЛИ ПОДОБНЫХ ОГРАЖДАЮЩИХ РАМНЫХ ЭЛЕМЕНТОВ | 2007 |
|
RU2336404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ФИЛАМЕНТА ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2023 |
|
RU2832508C1 |
| ПУЛЕЗАЩИТНАЯ КОНСТРУКЦИЯ | 2008 |
|
RU2374594C2 |
| ОКОННАЯ, ДВЕРНАЯ ИЛИ ПОДОБНАЯ ОГРАЖДАЮЩАЯ РАМНАЯ КОНСТРУКЦИЯ | 2007 |
|
RU2335615C1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ | 1995 |
|
RU2083774C1 |
Изобретение относится к композитным соединительным элементам с внутренней резьбой и может быть использовано в машиностроении, горном деле, химии и других отраслях промышленности для соединения элементов конструкций. Соединительный элемент состоит из скрепленных связующим коаксиальных слоев армирующего волокнистого тканого материала с элементами-формирователями профиля резьбы. Материал указанных слоев имеет поверхностную плотность, послойно увеличивающуюся от внутреннего слоя к наружному. Поверхностная плотность внутреннего слоя составляет не более 150 г/м.пог. Элементы-формирователи профиля резьбы выполнены из волокнистого материала в виде непрерывных по длине резьбы нитей или жгутов. Указанные элементы размещены слоями по высоте резьбы между слоями армирующего тканого материала в порядке чередования с ними. Нити или жгуты скреплены между собой и с указанными слоями общим связующим. При этом в каждом слое нити или жгуты расположены строго между противолежащими боковыми сторонами профиля резьбы. Изобретение позволяет повысить надежность соединительного элемента за счет повышения прочности на сдвиг при осевых нагрузках его резьбы. 10 з.п. ф-лы, 2 ил.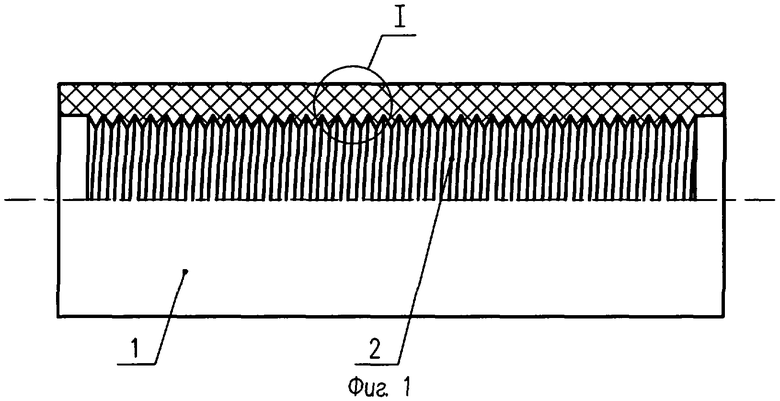
| КОМПЕНСАЦИОННЫЙ ФАЗОМЕТР | 0 |
|
SU373642A1 |
| Устройство для измерения расхода среды | 1973 |
|
SU449245A1 |
| СПОСОБЫ И КОМПОЗИЦИИ ДЛЯ НАПРАВЛЕННОЙ МОДИФИКАЦИИ ГЕНОМА | 2020 |
|
RU2751237C1 |
| US 4875710 A, 24.10.1989 | |||
| US 3713932 A, 30.01.1973 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АРМИРОВАННЫХ ВОЛОКНОМ ТЕРМОПЛАСТОВ (ВАРИАНТЫ) И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 1995 |
|
RU2145547C1 |

