Изобретение относится к способу изготовления деталей из армированных волокном термопластов, при котором предварительно из коротких, длинных и/или бесконечных волокон и термопласта изготовляют заготовку и этой заготовке придают окончательный вид детали в негативной форме способом горячего формообразования под давлением, к способу изготовления нагружаемых на растяжение, сжатие и/или кручение деталей из армированных волокном термопластов, при котором предварительно из волокон с содержанием более 50 об.% с преимущественным содержанием бесконечных волокон и из термопласта изготовляют заготовку и этой заготовке придают окончательный вид детали в негативной форме способом горячего формообразования под давлением, а также к детали из армированных волокном термопластов, изготовленной одним из этих способов.
Детали из армированных волокном термопластов используются в большинстве случаев в качестве соединительных элементов. Этими деталями должны быть заменены, например, металлические винты. Именно при использовании в медицинской технике, т.е., например, в качестве костных винтов, винты из армированных волокном термопластов подходят значительно лучше, поскольку они совместимы по структуре с костью, не вызывают проблем, связанных с коррозией, легче по весу по сравнению с металлическими винтами и не нарушают обычных медицинских исследований по сравнению с применением металла.
Уже известны винты или резьбовые стержни из армированных волокном термопластов, причем заготовки винтов изготовляют либо посредством соэкструзии или способом многокомпонентного литья под давлением. В этом известном выполнении (заявка ФРГ N 4016427) в качестве исходного материала используют круглые прутки, изготовляемые посредством соэкструзии. Для сердцевинной зоны в одном экструдере приготовляют гранулят с длинными волокнами длиной 5-10 мм, а для внешней зоны в другом экструдере - термопластичный гранулят с короткими волокнами. Таким образом получают исходный материал, у которого внутренние длинные волокна и внешние короткие волокна соосны. Длинные волокна во внутренней сердцевинной зоне ориентированы преимущественно аксиально за счет процесса течения при экструзии, а короткие волокна во внешней зоне передают срезающие усилия в витках резьбы. Витки резьбы изготовляют путем последующего холодного формообразования, например посредством резьбонакатных головок или резьбонакатных станков. Такое холодное формообразование становится возможным за счет использования коротких волокон, однако именно расположение таких коротких волокон в зоне резьбы снижает прочностные показатели.
При способе, согласно DE-T2-68919466, заготовку укладывают в разъемную форму и деформируют в ней. Заготовку укладывают в полость формы, нагревают, раздают и охлаждают. Поэтому возможно лишь одно формообразование в ограниченной степени, причем, кроме того, практически невозможно воздействовать на ориентацию волокон или же можно, но, по меньшей мере, непредсказуемо.
Настоящее изобретение поставило своей задачей создание способа изготовления детали из армированных волокном термопластов, с помощью которого возможно достичь оптимальное в соответствии с назначением детали. Кроме того, задачей изобретения является создание изготовленной этим способом детали, с помощью которой особым образом можно согласовать ввод и распределение усилий или жесткость с характером взаимодействующего с деталью тела.
Способ, согласно изобретению, предусматривает, что заготовку на ступени нагрева нагревают сначала до температуры формообразования, а затем посредством прессования выдавливанием запрессовывают в негативную форму. Волокна, распределенные по всему сечению заготовки, ориентируются и распределяются с возможностью совершенно целенаправленного регулирования за счет последующего способа прессования выдавливанием. Ориентация и распределение волокон, а тем самым механические свойства изготовленной этим способом детали могут быть, таким образом, особо специфицированы и согласованы с параметрами процесса изготовления. За счет прессования выдавливанием можно дополнительно регулировать ориентацию волокон, так что по длине соответствующей детали могут быть также получены различные прочностные показатели.
Также у способа с применением бесконечных волокон в количестве более 50 об. % заготовку на ступени нагрева нагревают сначала до температуры формообразования, а затем посредством прессования выдавливанием запрессовывают в негативную форму. Именно при использовании высокой плотности бесконечных волокон жесткость и прочность изготовляемой детали можно совершенно целенаправленно регулировать. В частности, у деталей сложной формы положительным образом сказывается возможность точного предварительного расчета оптимального расположения и оптимальной плотности волокон в определенной зоне.
Далее предложено, что заготовку предварительно изготовляют в виде прутка и перед горячим формообразованием нарезают на требуемую для окончательных деталей длину. Необходимые для окончательных деталей куски материала отделяют от предварительно изготовленного прутка и подвергают затем горячему формообразованию. Следовательно, предусмотрен процесс, схожий со способом прессования выдавливанием металлических деталей.
Именно при использовании бесконечных волокон предусмотрено, что их используют такой длины, которая, по меньшей мере, соответствует длине заготовки окончательной детали. За счет этого можно достичь еще больших жесткости и прочности.
Возможно также формообразование заготовки из проходящих вдоль нее слоев с разной ориентацией волокон. Следовательно, именно благодаря способу, согласно изобретению, могут быть открыты бесчисленные новые области применения, поскольку всегда при стремлении к совершенно особому назначению можно достичь у изготовляемых деталей точно задаваемых прочности и жесткости.
В этой связи возможно также формообразование заготовки более чем из одной полимерной композиции, например с несколькими слоями с разными материалами матрицы и разными расположением и/или разным объемным содержанием и/или разным материалом волокон и/или разной длиной волокон. Благодаря этим мерам также можно обеспечить точное приведение в соответствие с конечными требованиями изготовляемой детали.
В этой связи может быть также предпочтительным формообразование заготовки в окончательную деталь способом прессования выдавливанием со встречным тактом. Отделенную от прутка заготовку подвергают формообразованию в соответствующей форме для выдавливания, причем применяют так называемый способ продавливания по ДИН 8583. При прессовании выдавливанием со встречным тактом заготовку подвергают формообразованию в окончательную деталь путем многократного возвратно-поступательного движения в негативной форме. Именно при изготовлении деталей в виде планок или пластин этот способ оказывает особенно положительное действие.
По сравнению с прессованием выдавливанием или прессованием выдавливанием со встречным тактом металлических деталей в качестве существенного отличительного признака предусмотрено, что при прессовании выдавливанием или прессовании выдавливанием со встречным тактом заготовку нагревают на ступени нагрева до температуры формообразования, например 350-450oC, а затем запрессовывают в негативную форму, причем на фазе выдержки под давлением осуществляют охлаждение ниже температуры стеклования термопласта, например 143oC. Для переработки армированных волокном термопластов известный при изготовлении металлических деталей способ прессования выдавливания модифицируют таким образом, что заготовку подвергают формообразованию не при комнатной температуре, а выше температуры плавления или размягчения материала матрицы.
Далее предпочтительно, что при горячем формообразовании в качестве разделительного слоя применяют углерод или графит. Такой разделитель не применялся, очевидно, до сих пор при формообразовании термопластов. Здесь особое дополнительное преимущество состоит в том, что, например, графит в противоположность обычным покрытиям или разделительным слоям, применяемым для пластмасс, является биосовместимым, так что именно такие детали пригодны для использования в области медицины. Далее, в соответствии со способом, согласно изобретению, предусмотрено, что заготовку перерабатывают из армированного углеродными волокнами ПАЭК (полиарилэфирокетоны). Оказалось, что благодаря применению именно такого материала прочность при растяжении изготовленной таким образом детали в среднем на 30% ниже, чем у сопоставимых стальных деталей. Для области применения таких деталей из армированных волокном термопластов это является, однако, более чем достаточным, поскольку всегда приходится учитывать, с какими материалами должна взаимодействовать такая деталь. Именно при использовании в медицинской технике, т.е., например, у костных винтов, или у деталей в виде пластин или шин их соответственно высокой разрушающей нагрузки вполне достаточно, поскольку разрушающая нагрузка таких деталей уже почти в три раза выше, чем у кости.
У способа, согласно изобретению, далее предусмотрено, что, по меньшей мере, при определенном содержании волокон они расположены в заготовке осепараллельно. Возможно, однако, что, по меньшей мере, при определенном содержании волокон они ориентированы под углом 0-90o. Прежде всего при изготовлении удлиненных деталей, например в виде винта или полосообразной монтажной детали, за счет этого возникают особые возможности согласования с необходимыми диапазонами прочности. Модуль упругости винтов, изготовлявшихся из заготовок с осепараллельно ориентированными волокнами, соответственно выше, и такие винты, следовательно, имеют тенденцию большей жесткости. Оказалось, что благодаря применению способа прессования выдавливанием возможно изменение характера волокон по сравнению с характером волокон в заготовке, так что за счет особой ориентации волокон в заготовке возможны дополнительные параметры согласования.
В соответствии со способом, согласно изобретению, могут использоваться волокна длиной более 3 мм. У всех известных, армированных волокном термопластов для изготовления соответствующих деталей, как правило, используют короткие или длинные волокна. Использование бесконечных волокон с их содержанием более 50 об.% в сочетании с горячим формообразованием дает оптимальную возможность соответствующего регулирования прочностных свойств в любом месте изготовляемой детали, так что достижимы локально заданные значения жесткости.
Другой признак способа состоит в том, что волокна при прессовании выдавливанием окружены материалом матрицы, закрывающим их поверхность. Таким образом, окончательно изготовленные способом горячего формообразования детали не требуют больше дополнительной обработки, поскольку вся их поверхность практически уже заделана.
В рамках изобретения возможно также, что поверхность деталей при горячем формообразовании дополнительно заделывают. За счет воздействия тепла в формообразующем инструменте или соответствующих дополнительных средств, например покрытий или разделителей, может быть достигнута дополнительная заделка поверхности готовых деталей.
Благодаря способу горячего формообразования возникают различные возможности управления процессом изготовления. Изготовляемая способом, согласно изобретению, деталь отличается поэтому заданным в соответствии с формой и назначением детали характером волокон для достижения зон с заданными жесткостью и прочностью. Максимальные значения прочности при растяжении были, например, достигнуты у деталей, изготовлявшихся при высоких скоростях формообразования и высоких температурах заготовок. С учетом прочности при кручении, напротив, максимальные значения достигаются при сравнительно низких температурах и низкой скорости формообразования. Следовательно, именно изготовление деталей из армированных волокном термопластов способом, согласно изобретению, создает возможности приспособить деталь к ее особому назначению, причем вполне можно было бы также объединить, например, два или более этапа с разными скоростями формообразования в одну операцию.
За счет согласования с формой и назначением детали может быть предусмотрен заданный характер волокон в отношении продольного направления, диаметра, толщины, формы детали или при наличии в детали отверстий, углублений, выемок и т. п. могут быть предусмотрены участки с разной ориентацией или с разным характером волокон. Такая деталь может быть особым образом приведена в соответствие с ее специальным назначением. Следовательно, у такой детали ввод и распределение усилия могут быть лучше согласованы с особенностью взаимодействующего с ней тела. Это особенно относится к медицинской технике, например к костным винтам или медицинским монтажным деталям и к крепежным полоскам и т.п., а также к другому применению в области машиностроения, электротехники или в строительной технике.
Поэтому предпочтительный вариант заключается также в том, что эта деталь в качестве соединительного элемента выполнена с упорным концом для инструмента и с резьбовым стержнем и что жесткость соединительного элемента изменяется за счет разной ориентации волокон от упорного конца к свободному концу. Именно у используемых для костей деталей возможна подгонка к естественной структуре кости, так что может быть создан легкий, немагнитный, проницаемый для рентгеновских лучей и биосовместимый соединительный элемент. В противоположность большинству обычных металлических винтов можно за счет подгонки структуры и расположения волокон создать действительно эффективную деталь.
Далее, согласно изобретению, предложено, что волокна расположены от упорного конца до непосредственно примыкающих к нему витков резьбы, по меньшей мере, приблизительно параллельно средней оси детали, а волокна на оставшемся резьбовом отрезке близко к поверхности повторяют резьбовой контур по оси детали, однако в сердцевинной зоне этого отрезка ориентация волокон к свободному концу носит все более случайный характер. Поэтому именно в зоне упорного конца детали, выполненной в виде винта, и на примыкающем к нему отрезке прочность максимальная, а, напротив, резьбовые отрезки, входящие в зону внутри кости, имеют меньшую прочность при растяжении, поскольку именно в этой зоне не приходится воспринимать растягивающие усилия.
Преимущество такой детали, согласно изобретению, состоит также в том, что ее жесткость за счет разной ориентации волокон уменьшается от упорного конца к свободному концу ступенчато или плавно. Поэтому именно за счет расположения волокон, являющегося следствием способа изготовления, согласно изобретению, и, конечно, скорости формообразования, может быть достигнуто точное приведение в соответствие с областью применения детали.
Далее предложено, что в детали выполнено, по меньшей мере, одно глухое или сквозное отверстие, например для вставки вращающего инструмента или для ввода крепежных средств. За счет этого можно при ввинчивании такой детали в виде, в частности при необходимости ее вывинчивания, приложить соответствующие крутящие усилия. Сквозные отверстия и т.п. обеспечивают предпочтительное выполнение даже плоских деталей, поскольку, например, окружающая отверстие зона может быть усилена за счет особой ориентации волокон. В этой связи предпочтительно, если глухое или сквозное отверстие выполнено при изготовлении детали. Именно при горячем формообразовании здесь возникают дополнительные возможности предусмотреть за одну операцию формообразования также глухие или сквозные отверстия для вращающих инструментов.
Особая область применения детали, согласно изобретению, - ее выполнение в качестве структурно-совместимого для использования в медицине кортикального или спонгиозного винта.
Другой пример выполнения детали предусматривает ее в качестве монтажной детали в виде полосы или пластины с одним или несколькими сквозными отверстиями и/или участками, выступающими за продольные и боковые ограничения, причем жесткость и прочность заданы по всей ее длине, и/или ширине, и/или диаметру. Следовательно, способом, согласно изобретению, можно изготовить любой вид детали особой формы, причем возможно приведение в соответствие с необходимой прочностью и жесткостью также совершенно определенных участков, поскольку могут быть заданы именно ориентация и плотность волокон.
В этой связи предусмотрено, что деталь, выполненная в качестве монтажной детали, за счет более плотного расположения волокон в зоне сквозных отверстий и/или выступающих участков имеет в этих обычно ослабленных зонах такие же прочность и жесткость, как в других зонах детали. Каждая деталь может быть, следовательно, рассчитана так, чтобы она не имела больше ослабленных зон, так что для совершенно особых целей применения могут быть достигнуты необходимые на всех участках прочность и жесткость.
Для регулируемых таким образом прочности и жесткости оптимально поэтому, если деталь выполнена в качестве остеосинтезной пластины, например для использования с кортикальным или спонгиозным винтом.
Сущность изобретения более подробно поясняется в нижеследующем описании с помощью изображенного на чертеже примера выполнения.
На чертеже изображают:
- фиг. 1: отрезок стержнеобразной заготовки, частично в разрезе, для пояснения ориентации заключенных бесконечных волокон под углом 0o;
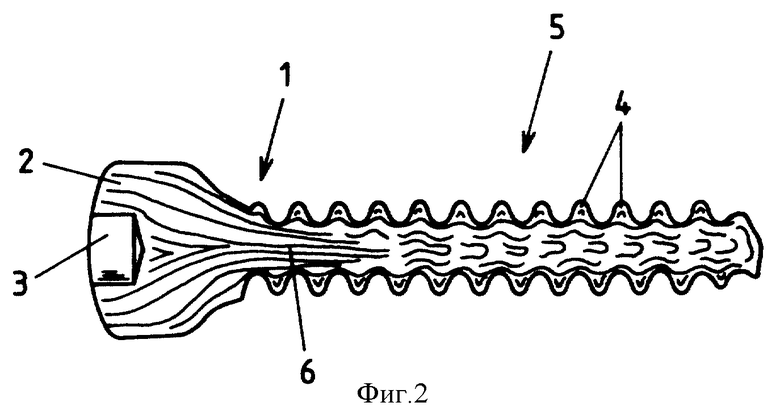
- фиг. 2: деталь в виде винта, причем схематично показано распределение ориентации волокон в винте;
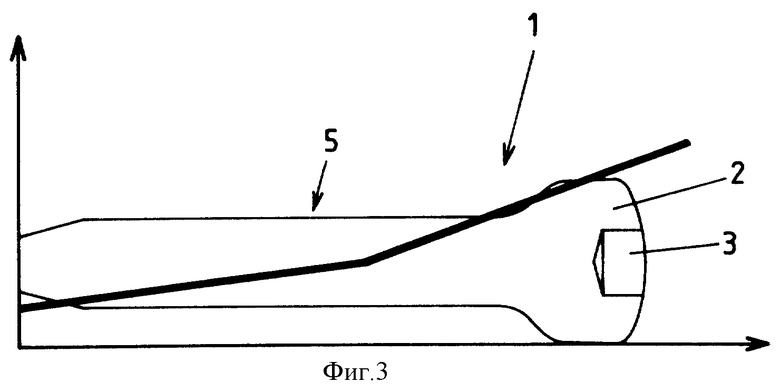
- фиг. 3: диаграмму характеристики жесткости по отношению к длине детали, выполненной в качестве соединительного элемента;
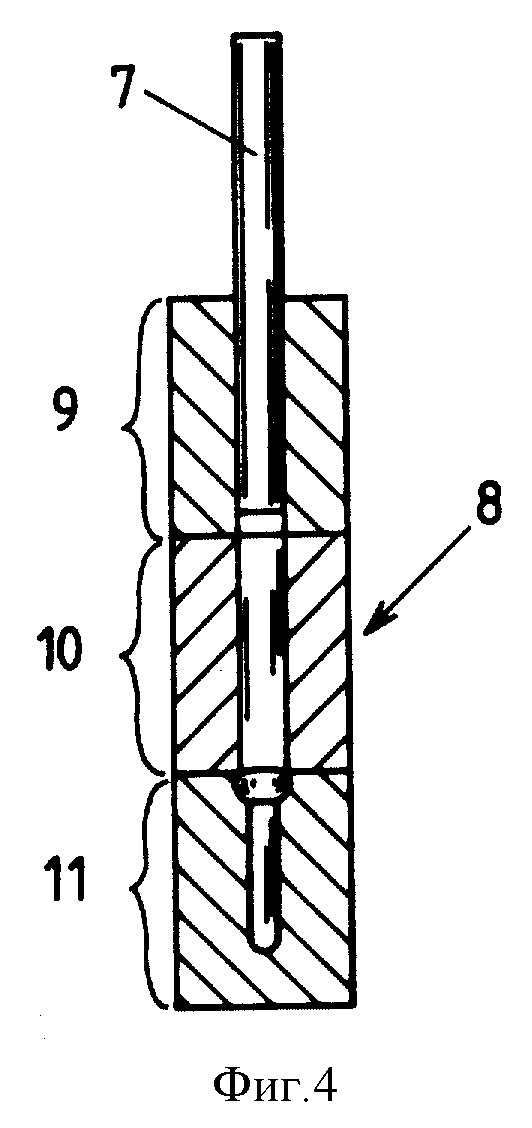
- фиг. 4: принципиальную схему возможного инструмента для выдавливания с температурными зонами для изготовления детали;
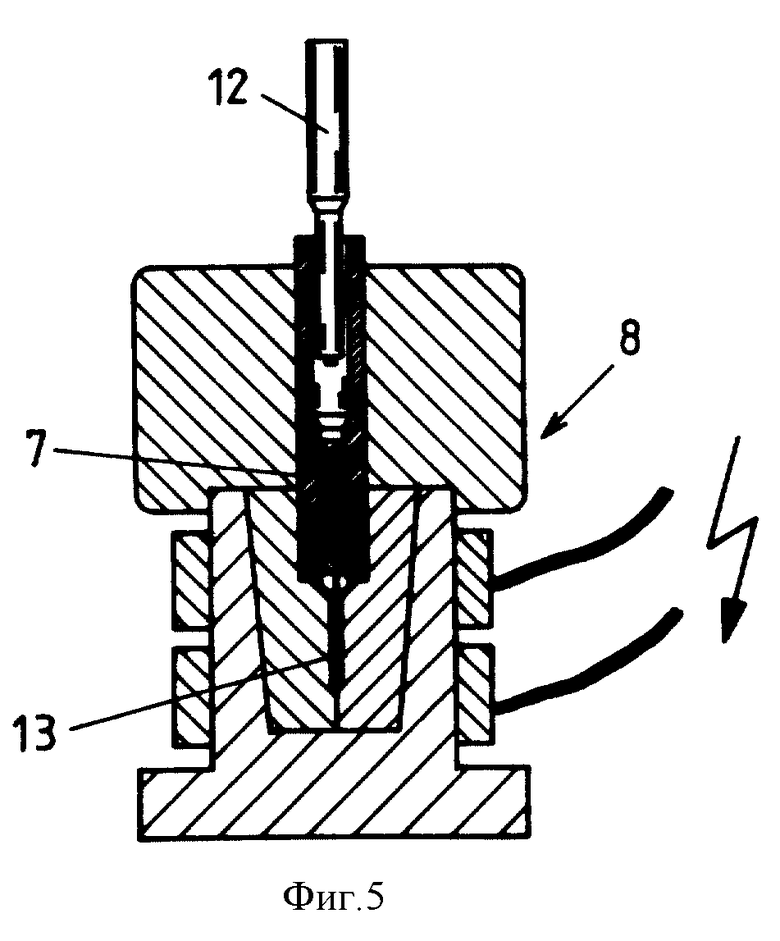
- фиг. 5: схематично инструмент для выдавливания;
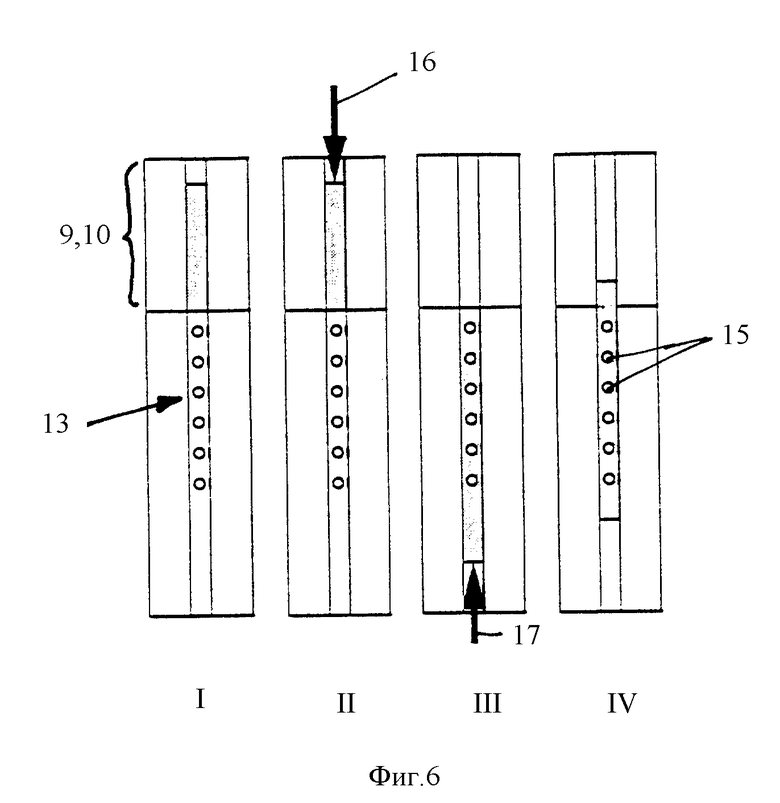
- фиг. 6: принципиальная схема изготовления детали способом прессования выдавливанием со встречным тактом;
- фиг. 7: вид сверху на деталь, изготовленную способом прессования выдавливанием со встречным тактом и используемую специально в качестве остеосинтезной пластины.
При последующем пояснении способа, согласно изобретению, и изготовленной этим способом детали следует исходить из того, что деталь (фиг. 1-5) является соединительным элементом, в частности винтом, используемым специально в медицинской технике, т. е., например, в качестве кортикального или спонгиозного винта, или что деталь (фиг. 6, 7) является монтажной деталью, в частности остеосинтезной пластиной, для взаимодействия с названным выше соединительным элементом. Изобретение включает в себя также и другие детали, состоящие из армированных волокном термопластов и изготовляемые способом, согласно изобретению. Применение таких деталей не ограничено только медицинской техникой. Вполне возможно применение таких деталей и в других областях, например в машиностроении, в электротехнике, космической технике, в наземном или подземном строительстве и т.д. Детали не обязательно должны быть изготовлены в качестве соединительных элементов (винтов), а могут использоваться также в других конструктивных выполнениях, например в виде шин или пластин. Так, например, можно было бы снабдить детали из армированных волокном термопластов, выполненные, как правило, не как самосверлящие винты, соответствующей сверлильной частью, которая при необходимости также изготовлена из биосовместимого материала или же после сверления может быть легко удалена. В определенных обстоятельствах такое удаление в различных областях применения вовсе не является необходимым. Пример поясняется с помощью армированного волокном термопласта, изготовленного с бесконечными волокнами с объемным содержанием более 50%. С помощью способа, согласно изобретению, могут также предпочтительно перерабатываться армированные волокном термопласты, содержащие только короткие волокна, или длинные волокна, или же комбинации определенных содержаний коротких, длинных и/или бесконечных волокон. Способ, согласно изобретению, может успешно применяться также при содержании волокон в заготовке менее 50 об.%.
Изображенный на чертеже соединительный элемент в виде винта 1 состоит в основном из головки 2, упорной части 3 для ввода усилия вращающим инструментом и снабженного резьбой 4 стержня 5. Как видно из фиг. 2, речь идет у винта 1, в основном о расположении бесконечных волокон 6. Благодаря локально ориентированным волокнам внутри структуры винт 1 имеет локально заданную прочность. За счет этого именно при использовании в качестве кортикального винта можно привести жесткость в соответствие с естественной структурой кости. За счет выбора сцепления термопластов с углеродными волокнами можно создать легкий, проницаемый для рентгеновских лучей и биосовместимый соединительный элемент. Особое преимущество такого винта состоит в том, что жесткость и ее градиенты можно лучше привести в соответствие с естественной структурой кости, чем у обычных металлических винтов. За счет волокнистой структуры обеспечивается лучшее распределение усилий, т.е. несущей способностью обладают не только первые три витка резьбы. Кроме того, соединительный элемент не мешает проведению обычных медицинских исследований, поскольку он является немагнитным и проницаемым для рентгеновских лучей. Это является особым недостатком обычных медицинских имплантатов, в том числе и соединительных элементов. Они могут обесценить результаты современных диагностических исследований, например компьютерной или ядерной спин-томографии.
Благодаря способности соединительного элемента к регулированию его ослабления следует ожидать лишь по истечении длительного времени. При выполнении соединительного элемента в качестве кортикального винта его можно после перетяжки снова вывернуть с остаточной прочностью.
Как уже сказано, соединительный элемент может использоваться в общем машиностроении в корродирующих условиях и, в частности, там, где требуется высокая прочность и заданная прочность при меньшем весе. Также здесь решающим является ввод усилия более чем через три витка резьбы.
С помощью головки 2 изображенного на фиг. 2 кортикального винта можно фиксировать различные другие элементы, например остеосинтезную пластину. Упорная часть 3 может быть выполнена, например, в форме внутреннего шестигранника. Вполне возможны и другие формы для упора или ввода инструмента, например четырехгранное отверстие, внутреннее звездообразное отверстие или крестовый шлиц.
Модификация способа прессования выдавливанием, известного в металлообработке, применяется для изготовления кортикального винта (например, с диаметром сердцевины 3 мм) из армированного углеродными волокнами ПАЭК (полиарилэфирокетоны). Особый вариант предусматривает применение армированного углеродными волокнами ПЭЭК (полиэфирэфирокетоны). Распределение ориентации волокон и механические свойства винта специфицируют и приводят в соответствие с параметрами процесса изготовления.
Разрушающая нагрузка изготовленных способом прессования выдавливанием винтов составляет 3000-4000 Н, максимальный крутящий момент 1-1,5 Нм, причем максимальный угол скручивания по стандарту ИСО составляет до 370o. Винты имеют убывающий от головки к острию модуль упругости и могут быть охарактеризованы как гомоэластичные по отношению к кости.
Природа очень часто использует в своих структурах принцип армирования волокнами. Поэтому для структурной совместимости предпочтительно изготовлять медицинские имплантаты также в виде волокнистых композиций. В частности, в области остеосинтезной техники требуется разработка по замене обычных стальных остеосинтезных пластин менее жесткими имплантатами из волокнистых композитных материалов. Именно в связи с остеосинтезными пластинами выполнение, согласно изобретению, является предпочтительным. Такая остеосинтезная система имеет по сравнению с обычным стальным имплантатом многочисленные преимущества. Во-первых, обеспечена гомоэластичность по отношению к кости и поэтому возможен соответствующий ввод усилия в кость, а во-вторых, возможны проницаемость для рентгеновских лучей и ядерная спин-томография. Кроме того, меры, согласно изобретению, обеспечивают экономичное изготовление способом горячего формообразования. Еще одним дополнительным преимуществом является то, что выполненные таким образом детали не создают проблем при аллергии на никель.
При проведении исследовательских работ в этой области было установлено, что только благодаря использованию костных винтов из армированных углеродными волокнами термопластов и в этой связи благодаря способу изготовления, согласно изобретению, удалось создать оптимальный вариант. Опираясь на разработанный при этом способ прессования выдавливанием, были изготовлены и специфицированы костные винты из армированного углеродным волокном ПАЭК.
При прессовании выдавливанием металлических деталей заготовку, как правило, запрессовывают при комнатной температуре посредством пуансона в форму. Этот способ относится тем самым к так называемым способам продавливания по ДИН 8583. Для переработки армированных волокном термопластов способ был модифицирован таким образом, что заготовку подвергали формообразованию не при комнатной температуре, а выше температуры плавления материала матрицы.
Заготовками для изготовления винтов служат армированные углеродным волокном круглые стержни 7 из ПАЭК (фиг. 1), объемное содержание волокон в которых более 50%, предпочтительно 60%, причем по отношению к ориентации волокон использовались два разных типа заготовок, а именно заготовки с чисто осепараллельной ориентацией волокон и заготовки с ориентацией волокон под углом между 0 и ± 90o.
Заготовку нагревают в нагретом инструменте 8 для выдавливания (ступень нагрева) до температуры формообразования (например, 350-450oC), причем нагрев осуществляют также на последовательных ступенях 9 и 10 нагрева (фиг. 4). Заготовку 7 помещают, следовательно, на первую ступень 9 нагрева, там соответственно подогревают, дополнительно нагревают на ступени 10, а затем в зоне ступени 11 подвергают формообразованию в негативной форме. Посредством пуансона 12 заготовку 7 запрессовывают в негативную форму (углубление) 13, где она приобретает окончательную форму. Скорость прессования может составлять при этом 2-80 мм/с. Усилие прессования составляло при различных испытаниях 120 МПа. На последующей фазе выдержки под давлением (усилие около 90 МПа) инструмент охлаждают сжатым воздухом до температуры ниже температуры стеклования ПАЭК (143oC). После раскрытия инструмента готовый кортикальный винт может быть извлечен.
Последующий анализ изготовленного таким образом винта показал, что могут быть достигнуты соответственно оптимальные значения. Это является следствием высокого содержания волокон, использования бесконечных волокон и совершенно особого способа горячего формообразования для изготовления винта. Как видно из фиг. 2, волокна в зоне головки 2 винта 1 ориентируются преимущественно в направлении оси винта. В зоне острия винта волокна повторяют в краевой зоне контур винта (т.е. характер резьбы), тогда как в сердцевинной зоне распределение ориентации волокон носит случайный характер.
В отношении механической прочности следует отметить, что среднее значение предела прочности при растяжении кортикальных винтов составляет около 460 Н/мм. Максимальные значения предела прочности при растяжении достигались у винтов, изготовлявшихся при высоких скоростях формообразования (приблизительно 80 мм/с) и высоких температурах заготовок (около 400oC). Прочность при кручении винтов, изготовлявшихся из заготовок с осепараллельной ориентацией волокон, в среднем на 18% выше, чем у винтов из заготовок с ориентацией волокон под углом 0-/±45o . Максимальные значения были измерены у винтов, изготовлявшихся при сравнительно низких температурах (380oC) и низких скоростях (2 мм/с) формообразования. Модуль упругости вдоль винтов не постоянный, а резко убывает к острию. Значения модуля упругости варьируются между 5 и 23 ГПа, причем винты, изготовлявшиеся из заготовок с ориентацией волокон под углом 0o, как тенденция более жесткие. Это четко видно на диаграмме фиг. 3. Изображенная кривой жесткость возрастает в направлении головки винта, причем именно в определенной зоне, если смотреть по длине снабженного резьбой стержня 5, кривая имеет излом. Как раз в этой зоне заканчивается предусмотренная в сердцевинной зоне осепараллельная ориентация.
На примере кортикального винта было показано, что благодаря прессованию выдавливанием армированных длинными волокнами термопластов способом горячего формообразования могут быть изготовлены также детали сложной геометрической формы. Распределением ориентации волокон в качестве определяющего механические свойства параметра можно в определенных пределах управлять путем подходящего выбора ориентации волокон в заготовке. Остальные исследованные параметры процесса (скорость и температура формообразования) оказывают меньшее влияние на результат прессования выдавливанием.
Прочность при растяжении винтов, изготовленных способом прессования выдавливанием из армированного волокном ПАЭК, в среднем на 30% ниже, чем у сопоставимых стальных винтов. Средней разрушающей нагрузки 3200 Н вполне достаточно для использования при остеосинтезе, поскольку соответствующий винт вывинчивают из кости уже при растягивающем усилии 800-1300 Н.
Стандарт ИСО 6475 требует для стальных винтов с сопоставимыми размерами крутящего момента при разрушении 4,4 Нм и угол скручивания, по меньшей мере, 180o. Таким требованиям винты из армированных волокном термопластов не отвечают (максимум 1,3 Нм). Испытания показали, однако, что перетяжка и тем самым разрушение винта при ввинчивании в кость исключены, поскольку резьба в кости разрушалась уже при крутящем моменте около 0,8 Нм. Медленное убывание остаточной прочности после первичного отказа позволило бы после разрушения вывинтить поврежденный винт из кости.
Благодаря модулю упругости 5-23 ГПа изготовленный способом прессования выдавливанием кортикальный винт по своим упругим свойствам схож с костью. Жесткость в продольном направлении заметно убывает к острию (падающий градиент жесткости). Во ввинченном состоянии жесткая часть винта (зона головки) лежит, таким образом, близко к кортикалису и тем самым прилегает к самому жесткому месту обработанной кости. С таким распределением жесткости может быть достигнут согласованный со структурой кости ввод усилия.
Благодаря настоящему изобретению впервые получена возможность изготовления способом горячего формообразования деталей из армированных волокном термопластов, имеющих, например, особую резьбу, головку, форму и т.д., и посредством свойств материала, в частности точной ориентации волокон, достижения конструкции, соответствующей области применения.
Описание исходило из способа прессования выдавливанием, эффективного практически только в одном направлении. Заготовку доводят при этом до соответствующей температуры (текучее состояние с консистенцией теста или меда), а затем запрессовывают в негативную форму. В рамках изобретения можно также именно при изготовлении деталей в виде полос, шин или пластин, а также винтообразных или других соединительных элементов и особых форм деталей или штифтов определенной формы и т.д. применять способ прессования выдавливанием со встречным тактом. При определенных обстоятельствах можно тогда за счет многократного возвратно-поступательного прессования, т.е. за счет одно- или многократного реверсирования направления прессования, достичь желаемых ориентации и распределения волокон. Другие подробности этого поясняются с помощью фиг. 6 и 7. Способ прессования выдавливанием со встречным тактом может иметь особое значение как раз тогда, когда в соответствующей части выполнены, например, глухие отверстия, сквозные отверстия, углубления или участки особой формы. В этом случае можно регулировать особое расположение волокон и тем самым изготовлять деталь особенно усиленной именно в той зоне, где особое усиление как раз необходимо.
В качестве покрытия при применении способа, согласно изобретению, предусмотрен углерод или графит. Эти покрытия или разделители до сих пор используются практически только для металлов, а не для пластиков. Здесь возникают дополнительные преимущества, поскольку графит по сравнению с обычными разделителями для пластиков является биосовместимым.
На фиг. 2 в осевом направлении изображено лишь короткое отверстие для упорной части 3. В рамках изобретения можно также предусмотреть здесь соответственно более глубокое глухое отверстие или осевое сквозное отверстие для вставки соответствующего вращающего инструмента. За счет этого можно бы в дополнение к уже имеющимся значениям прочности при кручении преодолеть более высокий скручивающий момент, поскольку соответствующий инструмент может быть вставлен в соответственно длинные каналы для вставки. Поскольку такой винт изготовляется способом прессования выдавливанием, согласно изобретению, выполнение этого дополнительного отверстия возможно без проблем.
В шинах или пластинах также могут быть выполнены сквозные отверстия, углубления, глухие отверстия и т.д., специально окруженные в таком случае волокнами.
Ориентацию волокон в винте 1 на фиг. 2 или в соответственно другой детали для другой области применения следует рассматривать, в принципе, дифференцированно. Именно благодаря мерам, согласно изобретению, и способу, согласно изобретению, можно для каждого особого назначения обеспечить оптимальную ориентацию волокон в изготовленной детали. Особенно при высоком содержании волокон более чем 50 об.% и при использовании бесконечных волокон во многих областях техники, в частности в области соединительных элементов и в области медицинской техники, возникают особенно эффективные варианты.
На фиг. 6 схематично изображен способ прессования выдавливанием со встречным тактом, причем видны последовательные этапы I-IV. На этапе I заготовку 7 помещают на ступень нагрева (отрезки 9, 10) и нагревают до температуры формообразования. На этапе II заготовку запрессовывают по стрелке 16 в негативную форму 13. На этапе III уже однажды деформированную заготовку 7 снова прессуют в противоположном направлении по стрелке 17. На этапе IV деформированную дважды или более раз заготовку окончательно уплотняют в готовую деталь, охлаждают и извлекают из формы.
Посредством вставленных в негативную форму 13 или проходящих через нее штифтов 15 могут быть изготовлены детали со сквозными отверстиями 14, причем именно при прессовании выдавливанием со встречным тактом заготовку многократно продавливают на этих штифтах 15. Волокна 6, как видно из фиг. 7, расположены здесь совершенно особым образом. Такой же или подобный эффект возник бы также в том случае, если бы деталь, выполненная в качестве монтажной детали 18, имела участки, выступающие за продольные и/или боковые ограничения. В ослабленных обычно зонах А волокна 6, таким образом, расположены более плотно, так что в этих зонах прочность или жесткость такая же, как и в других зонах В такой детали.
Выполненная подобным образом деталь прекрасно подходит для остеосинтезных пластин, которая в этом случае может быть использована, например, во взаимодействии с винтом, изготовленным способом, согласно изобретению. Подобные преимущества биосовместимости относятся тогда, конечно, и к этим пластинам, причем, кроме того, прочность и жесткость ничуть не ниже, чем у использовавшихся до сих пор пластин из нержавеющей стали.
При прессовании выдавливанием со встречным тактом возможны различные дополнительные параметры, за счет которых можно еще более повысить предсказуемость расположения волокон и тем самым согласовать прочность и жесткость с формой детали. Так, можно установить число тактов или встречных тактов, длину и скорость тактов, усилие и встречное усилие. Этапы II и III могут быть повторены произвольное число раз, причем при каждом такте или встречном такте можно заново выбрать длину такта. Центрирование детали не этапе IV не является обязательным. Все параметры на этапах II-IV можно произвольно варьировать.
Бесконечные волокна при таком способе не подвергаются чрезмерной нагрузке, так что они разрушаются не многократно. Переход от мест с резко направленными волокнами к местам с их однородным распределением происходит плавно. В противоположность известной технике ламинирования способ позволяет изготовлять также детали не в форме листов. Обеспечиваются геометрические формы, встречающиеся пока только при литье под давлением. При этом, согласно изобретению, достигается даже значительно более высокая прочность. Таким образом, стало также возможным изготовлять детали с отверстиями, поднутрениями и т.п. Можно оптимизировать ориентацию волокон так, чтобы можно было полностью использовать ее возможности, например в отношении механических свойств. Способ обеспечивает переработку композитов, отвечающую армированию бесконечными волокнами. В детали рядом имеются места с изотропными или анизотропными свойствами без наличия между ними граничной поверхности. Поскольку граничные поверхности или стыки являются также слабыми местами, изобретение уменьшает, помимо прочего, также подверженность детали к усталости.
При прессовании выдавливанием со встречным тактом, согласно настоящему изобретению, возможны также дополнительные варианты. Например, один такт можно осуществлять не только в одном направлении, но и с использованием двух или трех главных осей. Далее можно было бы вставить изображенные на фиг. 6 штифты лишь после гомогенизации заготовки, т.е. после проведения одного или нескольких этапов II или III. Возможной была бы также уже гомогенизированная заготовка, которая, следовательно, уже была одно- или многократно деформирована на предварительной позиции.
В рамках изобретения можно также использовать заготовки, состоящие из проходящих вдоль них слоев с разной ориентацией волокон. Можно было бы также использовать заготовку (также с изготовлением сначала прутка любого сечения) более чем из одной полимерной композиции. В таком случае заготовка могла бы состоять из нескольких слоев с разными материалами матрицы и разным расположением, и/или разным объемным содержанием, и/или разным материалом волокон, и/или разной длиной волокон. При использовании бесконечных волокон они имеют, как правило, длину, соответствующую, по меньшей мере, длине заготовки 7, отделяемой от прутка в соответствии с готовой деталью.

Изобретение относится к изготовлению деталей из армированных волокном термопластов. Деталь, изготовленная способом прессования выдавливанием из армированных волокном термопластов, представляет собой винт с соответствующим содержанием волокон. В зоне головки винта и по трем непосредственно примыкающим к ней виткам резьбы стержня углеродные волокна в виде бесконечных волокон расположены, по меньшей мере, приблизительно параллельно средней оси винта, а волокна на остальном резьбовом отрезке близко к поверхности повторяют резьбовой контур в направлении оси детали. В сердцевинной зоне этого обращенного к концу винта отрезка ориентация волокон носит к свободному концу все более случайный характер. Изобретение обеспечивает возможность изготовления деталей с точно рассчитываемым расположением волокон. 3 с. и 23 з.п. ф-лы, 7 ил.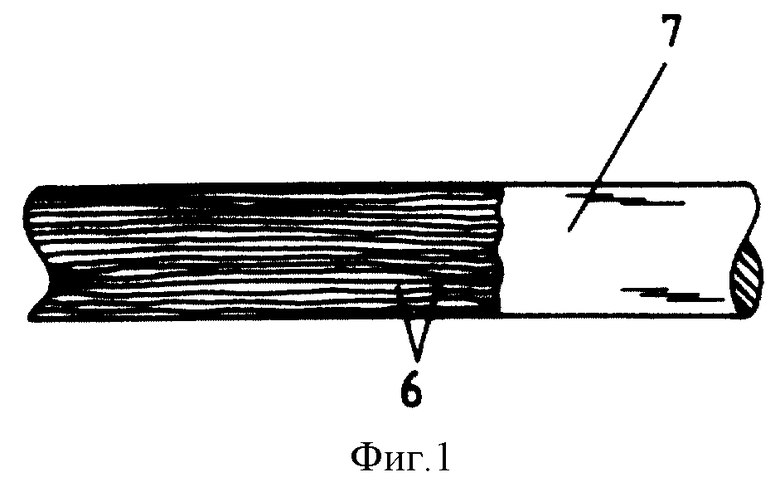
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Огнетушитель | 0 |
|
SU91A1 |
| US 3859409 A, 07.01.1975 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ НАГЕЛЬ-ЗАКЛЕПКИ | 0 |
|
SU211067A1 |
| Способ изготовления изделий из двухслойного листового материала | 1988 |
|
SU1683885A1 |
| ССЮЗНАЯ IПДГЕИТНО'-1ЕИ?|^'-ЕШ1БИБЛИOт^•н.A I | 0 |
|
SU348371A1 |

