Изобретение относится к области металлургии и получения армированных композиционных материалов и отливок и может быть использовано для получения пропиткой композиционных материалов, имеющих армирующий углеграфитовый каркас, которые работают в агрессивных средах в качестве торцовых уплотнителей, подшипников скольжения, направляющих и т.п. деталей.
Известен полученный методом порошковой металлургии сплав на основе свинца, используемый в качестве защитных покрытий металлических деталей, работающих в агрессивных жидкостях. Сплав на основе свинца содержит, мас. %: сурьма 6.0-8.0; висмут 7.8-8.8; литий 0.1-0.16; олово 0.7-2.4; порошок молибдена 0.2-0.3; свинец остальное (а.с. SU №1468950, Μ. кл. С22С 11/10, опубл. 30.03.1989). Предложенный сплав имеет хорошую растекаемость по поверхности стали и обладает более высокой коррозионной стойкостью в агрессивных средах, чем раннее известный сплав, легированный одной сурьмой. Но известно, что висмут понижает кислотоупорность свинца. Добавка лития к свинцу придает сплаву более мелкозернистую структуру, повышает твердость, замедляет его рекристаллизацию. Литий повышает твердость сплава при высоких температурах, сопротивление деформации и износоустойчивость, снижает коэффициент трения и устраняет «задирание» подшипников. Недостатком данного изобретения является высокая стоимость элементов сплава, что затрудняет его получение в массовом производстве.
Известен антифрикционный сплав на свинцовой основе, применяемый для биметаллических тонкостенных подшипников, составом: олово 3.0-10.0%; сурьма 3.0-7.0%; медь до 1.0%; теллур до 0.2% и остальное свинец. (а.с. SU №108500, Μ. кл. C22C 11/10, 27.04.1953). В этом сплаве достигается значительное снижение модуля упругости и соответствующее повышение сопротивления циклической деформации. Медь улучшает устойчивость свинца против действия серной кислоты и повышает предел ползучести. Теллур и олово повышают твердость и сопротивление усталости свинца.
Недостатком данного изобретения является малая номенклатура изделий, для которых можно применить данный сплав.
Разработан сплав из свинца (около 70-75%), сурьмы (15-25%) и олова (около 3-6%) с добавлением 1-3% никеля и 0.6-1.5% меди (а.с. SU №7229, Μ. кл. C22C 11/00, опубл. 31.12.1928), обладающий повышенной механической прочностью и твердостью. Однако этот сплав не обладает достаточной коррозионной стойкостью.
Подшипниковый сплав на свинцовой основе, состоящий из 69-68%) свинца, 25% сурьмы, 5% олова и 1-2% мышьяка (а.с. SU №9344, Μ. кл. С22С 11/00, опубл. 31.05.1929). За счет небольшого количества олова сплав получается доступным. Показатели твердости и сопротивления сжатию отвечают требованиям. Однако этот сплав не обладает достаточной изностойкостью.
Наиболее близким к предлагаемому изобретению является сплав на основе свинца, для получения композиционных материалов пропиткой, содержащий 5% олова (Композиционные материалы, получаемые методом пропитки, Тучинский Л.И. - М.: Металлургия, 1986 г., 208 с. - 197 с.). Матричный сплав указанного состава обладает высокими механическими свойствами, хорошей коррозионной стойкостью и прочностью.
Недостатком данного сплава является низкая жидкотекучесть, он обладает большим углом смачивания, что затрудняет проникновение сплава в поры углеграфитового каркаса, и низкие антифрикционные свойства.
Задачей изобретения является создание матричного сплава с повышенными литейными свойствами и повышенной коррозионной стойкостью.
Техническим результатом данного изобретения является композиционный материал, обладающий повышенной износостойкостью и коррозионной стойкостью в агрессивных средах.
Технический результат достигается тем, что матричный сплав на основе свинца для получения композиционных материалов пропиткой, содержащий олово, при этом дополнительно содержит медь и серу в качестве поверхностно-активного вещества при следующем соотношении компонентов, мас. %:
Введение в состав сплава олова в указанном диапазоне концентраций приводит к уменьшению пористости и хрупкости сплава, повышает сопротивляемость истиранию композиционного материала, обеспечивает его высокую усталостную прочность и хорошую коррозионную стойкость в агрессивных средах.
При введении в сплав олова менее 4.0 мас.% не достигается достаточных эксплуатационных характеристик сплава и снижаются антифрикционные свойства сплава и композиционного материала (КМ).
Введение в сплав олова более 8.0 мас.% приводит к перерасходу легирующей добавки, при отсутствии значительного увеличения свойств сплава и получаемого с его помощью КМ.
Введение в состав сплава меди приводит к улучшению литейных свойств сплава, обеспечивая хорошую заполняемость открытых пор углеграфитового каркаса. При введении в сплав меди менее 0.5 мас.% не достигаются необходимые для пропитки свойства, а именно не достигаются необходимые значения поверхностного натяжения сплава. Введение в сплав меди более 3.0 мас.%, приводит к неравномерному ее распределению ввиду ограниченной растворимости в сплаве.
Введение в состав сплава серы приводит к значительному увеличению литейных свойств сплава, при этом сера уменьшает его поверхностное натяжение, позволяет глубже проникать в поры углеграфитового каркаса, в результате чего повышаются прочностные свойства композиционного материала, его износостойкость.
Введение в сплав серы менее 4.5 мас.% не приводит к достижению нужной жидкотекучести сплава и его проникающей способности. Введение в сплав серы более 20.5 мас.% нерационально, так как увеличение концентрации серы хоть и увеличивает проникающую способность сплава, но приводит к снижению эксплуатационных характеристик сплава и композита в целом.
Предлагаемый сплав обладает высокой коррозионной стойкостью в агрессивных средах и проникающей способностью, что при пропитке им углеграфитового каркаса обеспечивает его высокую плотность. В результате полученный пропиткой КМ обладает повышенными прочностными свойствами и коррозионной стойкостью, повышенной износостойкостью.
Примеры конкретного изготовления.
ПРИМЕР 1
Сплав с содержанием ингредиентов: (мас. %: Sn - 6.0; Cu - 2.0; S - 12.0; Pb - остальное).
Приготовление сплава производится следующим образом: в устройство для пропитки к гранулированной сере в количестве 12.0 мас.% добавляют расплав 80 мас.% свинца нагретый до температуры 400°C. Как правило для этого необходимо трехкратное плавление, с кристаллизацией, размолом и переплавом, а медь марки M1 в количестве 2.0 мас.% и олово 6.0 мас.% соответственно, присаживают после полного растворения серы в свинце, и предварительного нагрева сплава до температуры 500°C. Плавление осуществляется в печи сопротивления СНОЛ 2.5.
Изготовление КМ производится пропиткой каркаса из углеграфита марки АГ-1500 матричным сплавом под давлением 12 МПа при температуре 700°C и выдержке под давлением 15 мин.
В качестве технологических характеристик сплава исследовались его поверхностное натяжение по отношению к углеграфитовому каркасу в воздушной среде, жидкотекучесть, твердость и коррозионная стойкость в агрессивных средах.
В качестве технологических характеристик КМ определялись плотность и прочность на сжатие.
Для определения поверхностного натяжения сплавов изготавливались углеграфитовые подложки, на которые помещались навески сплава. Подложки с навесками в свою очередь помещались в алундовую трубку для нагрева в трубчатой печи. Затем по контуру капли рассчитывали поверхностное натяжение методом Дарси. Измерение поверхностного натяжения производили при температуре 400°C.
Жидкотекучесть сплава по отношению к углеграфитовому каркасу определялась по глубине затекания сплава в отверстия диаметром 1.0 мм, выполненные в дне углеграфитового стакана. Для этого в графитовый стакан с конусным основанием вставляли углеграфитовый стакан меньшего диаметра, внутренние размеры: высота 65 мм диаметр 22 мм с выполненными в нем 4 отверстиями. Таким образом, капли расплава, протекшего через отверстия, собирались на дне внешнего графитового стакана. Капли взвешивали и рассчитывали объем металла, протекший через отверстия. Затем рассчитывали глубину затекания сплава в отверстия.
Проникающая способность определялась как среднее значение глубины затекания из трех опытов. Испытания проводились в атмосфере аргона.
Время изотермической выдержки сплава при температуре 450°C составляло 20 мин, постоянство металлостатического давления на дно стакана обеспечивалось заливкой сплава в стаканчик одного уровня.
Плотность КМ определялась как процент заполнения открытых пор. При этом объем открытых пор определялся на образцах, предварительно пропитанных водой в вакууме, с последующим определением веса и объема заполнившей образец воды. Сходимость результатов находится в пределах погрешности 1%, с определением открытой пористости на ртутном пористомере.
Прочность КМ на сжатие определялись на цилиндрических образцах диаметром 20±0,2 мм и высотой 20 мм при настройке разрывной машины на максимальную нагрузку 10000 Н.
Коррозионная стойкость в агрессивных средах сплава проверялась по изменению веса цилиндрического образца сплава диаметром 4 мм, высотой 12±0.3 мм после пребывания в агрессивной среде в течение 1200 часов. В качестве агрессивных сред применялись растворы кислот: 10% соляной, 10% серной, 10% азотной, 10% хлористого натрия.
Результаты испытаний матричного сплава и композиционного материала на его основе, представлены в таблице.
ПРИМЕРЫ 2-9
Приготовление сплавов и условия их испытаний аналогичны примеру 1.
Результаты испытаний матричных сплавов и соответствующих им композиционных материалов, представлены в таблице.
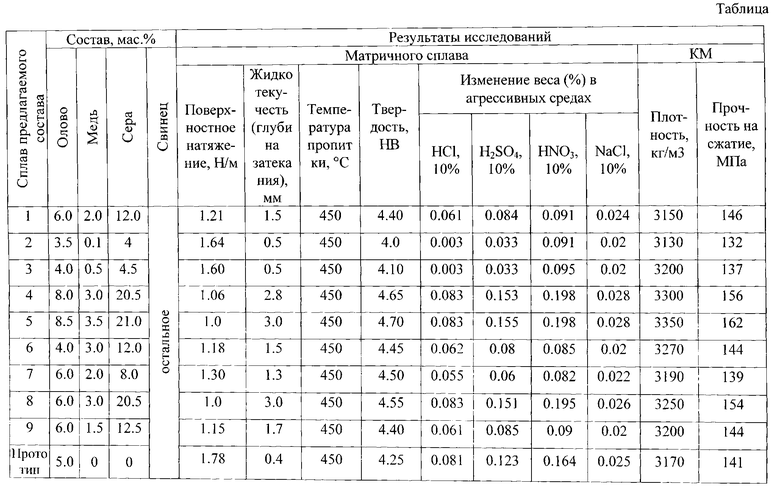
Таким образом, из таблицы видно, что заявляемый матричный сплав на основе свинца для получения композиционных материалов пропиткой, по сравнению с прототипом, обладает большей жидкотекучестью и меньшим поверхностным натяжением, что обеспечивает им лучшую заполняемость, увеличивая тем самым плотность КМ, повышая, таким образом, износостойкость КМ. При этом результаты изменения веса заявляемого сплава в агрессивных средах показывают, что его коррозионная стойкость превосходит таковую у прототипа и, в конечном итоге, улучшает стойкость против коррозии у КМ.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПОЛУЧЕНИЯ ПРОПИТКОЙ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С УГЛЕГРАФИТОВЫМ КАРКАСОМ | 2014 |
|
RU2555737C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2750075C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2750073C1 |
| МАТРИЧНЫЙ СПЛАВ НА ОСНОВЕ СУРЬМЫ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРОПИТКОЙ УГЛЕГРАФИТОВОГО КАРКАСА | 1991 |
|
RU2005802C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751863C1 |
| МАТРИЧНЫЙ СПЛАВ НА ОСНОВЕ СУРЬМЫ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРОПИТКОЙ | 2006 |
|
RU2318893C1 |
| МАТРИЧНЫЙ СПЛАВ МЕДИ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРОПИТКОЙ | 2010 |
|
RU2447171C1 |
| МАТРИЧНЫЙ СПЛАВ НА ОСНОВЕ МЕДИ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРОПИТКОЙ УГЛЕГРАФИТОВОГО КАРКАСА | 2014 |
|
RU2571248C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2749980C1 |
| МАТРИЧНЫЙ СПЛАВ НА ОСНОВЕ СУРЬМЫ ДЛЯ ПРОПИТКИ УГЛЕГРАФИТА | 2013 |
|
RU2526356C1 |
Изобретение относится к области металлургии, а именно к получению армированных композиционных материалов, и может быть использовано для получения пропиткой композиционных материалов с углеграфитовым каркасом, работающих в агрессивных средах в качестве торцовых уплотнителей, подшипников скольжения и направляющих. Матричный сплав на основе свинца для получения композиционных материалов пропиткой содержит, мас.%: олово 4,0-8,0, медь 0,5-3,0, сера 4,5-20,5, свинец остальное. Композиционный материал характеризуется повышенной износостойкостью и коррозионной стойкостью в агрессивных средах.1 табл., 9 пр.
Матричный сплав на основе свинца для получения композиционных материалов пропиткой, содержащий олово, отличающийся тем, что он дополнительно содержит медь и серу в качестве поверхностно-активного вещества при следующем соотношении компонентов, мас.%:
| ГУЛЕВСКИЙ В.А | |||
| и др., Разработка матричных сплавов на основе свинца, Университет им.В.И.Вернадского | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Способ изготовления композиционных материалов | 1990 |
|
SU1759932A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

