Настоящее изобретение относится к способу формовки листового металла, описанному в ограничительной части пункта 1 формулы изобретения.
Тонкий листовой металл (например, листовая сталь толщиной 0,5-1,5 мм и листовой алюминий толщиной 1-4 мм) широко используется для облицовки зданий, как снаружи, так и внутри. В традиционной практике используется кассетная конструкция, когда металлические листы режут и гнут в виде кассеты или коробки, а затем прочно привинчивают к фахверку из стали или дерева. Кассеты устанавливают рядом друг с другом так, что их края частично перекрываются с образованием как можно более непроницаемой облицовки, защищающей здание от дождя и ветра.
Однако используемым в настоящее время наружным облицовкам из листового металла или кассетам присущи существенные недостатки. Чтобы при установке кассет обеспечить водонепроницаемость и хороший внешний вид облицовки, фахверк, на котором устанавливают кассету, должен быть строго прямым. Каждую кассету нужно подогнать, установить и прочно привинтить по отдельности, что замедляет процесс монтажа и повышает его трудоемкость.
В каждом углу кассеты ее фланцы, установленные один поверх другого, не закрывают полностью всю площадь, так как их закрепляют по точкам и поэтому всегда остаются угловые области, через которые в конструкцию может проникнуть вода. Эту проблему можно частично решить установкой в местах соединений отдельных стыковочных полос, что составляет отдельную операцию.
Производственные затраты на изготовление кассет из листового металла относительно высоки, поскольку требуются операции резки и гибки, а из-за резки значительную долю материала составляют отходы. В конструкции, изготовленной путем резки и гибки, в углах всегда остаются зазоры, позволяющие воде протекать внутрь конструкции. Кроме того, края листа в углах кассеты остаются без покрытия и, таким образом, в значительной мере подвержены коррозии. Далее поверхность стены, облицованная кассетами, имеет довольно монотонный и примитивный внешний вид и лишена какого бы то ни было изящества в архитектурном смысле.
Следует также отметить, что из-за разрезов и углов по меньшей мере некоторые края кассеты должны быть перпендикулярны к ее поверхности, при этом между соседними кассетами образуются щели прямоугольного сечения. С учетом долговременного использования конструкции эти щели очень нежелательны, так как в них накапливается грязь, которая вскоре выходит на поверхность кассеты и оставляет следы, пачкая облицованную кассетами стену и ухудшая ее внешний вид. Поэтому для поддержания хорошего внешнего вида традиционные стенные кассетные конструкции из листового металла нуждаются в относительно частой мойке, однако поскольку через них может просачиваться вода, их не рекомендуется мыть. В то же время чистка кассетных конструкций не практикуется.
Другим традиционным решением является изготовление профилированных металлических листов с закругленными или прямоугольными канавками, которые выдавливают в тонком металлическом листе, помещая его между вращающимися роликами соответствующей формы. Получаются длинные рифленые листы, которые для последующего использования разрезают на отрезки требуемой длины. Профилированные листы такого типа широко используются для наружной облицовки стен различных складских зданий в сельских и промышленных районах, но из-за малопривлекательного внешнего вида они не годятся для наружной облицовки, например, общественных зданий и учреждений, где обычно используют кассеты.
Технической задачей изобретения является устранение недостатков, присущих известным техническим решениям. Особой целью изобретения является создание нового способа листовой штамповки, который позволит заменить традиционные кассетные конструкции из листового металла более разнообразными и допускающими изменения облицовками из листового металла, индивидуально подобранными и приспособленными к каждому конкретному применению. Еще одной целью изобретения является обеспечение возможности многонаправленной и одновременной формовки металлических листов.
Признаки изобретения изложены в пунктах его формулы. В предлагаемом способе формования листового металла для изготовления листов для облицовки стен и потолков, в котором в металлическом листе выдавливают рельефные рисунки так, что они расположены по всей площади поверхности листа по существу равномерно, согласно изобретению рельефный рисунок образуют из нескольких канавок, ориентированных под углом друг к другу, и их пересечения, причем это пересечение и все отходящие от него на некоторое расстояние канавки создают за одну операцию выдавливания. При этом металлический лист зажимают с противоположных сторон за пределами рельефного рисунка и в основном удерживают, так что рельефный рисунок создается главным образом в результате растягивания листа в области рельефного рисунка. Глубина полученного рельефного рисунка может достигать величины, в 50 раз превышающей толщину заготовки.
Затем эти рельефные рисунки, расположенные в радиальной конфигурации и выдавленные по отдельности, соединяют между собой в областях канавок, другими словами, рельефные рисунки выдавливают в металлическом листе так, что канавки соседних рельефных рисунков перекрывают друг друга в достаточной мере для того, чтобы сформировать непрерывные канавки между пересечениями соседних рельефных рисунков. Таким образом, рельефные рисунки, состоящие каждый из пересечения и отходящих от этого пересечения канавок, образуют в металлическом листе сетку из канавок, т.е. непрерывный повторяющийся рисунок, состоящий из пересечений канавок и канавок, соединяющих эти пересечения.
В одной из вариантов осуществления изобретения металлический лист зажимают на участке непосредственно вокруг вытисненного рисунка, так что рельефный рисунок формируется практически только путем растягивания листа в области рельефного рисунка. В зависимости от вида рельефного рисунка можно также удерживать лист зажатым на участке внутри рисунка.
В другом варианте осуществления изобретения зажимают только краевые участки формуемого металлического листа. Таким образом, можно зажать целый лист по краям и затем создавать на нем рельефные рисунки согласно изобретению так, что будет получен целый лист с требуемым рисунком.
Выдавливание металлического листа и его удерживание предпочтительно означает, что в выдавливающем устройстве имеется, например, нижний инструмент и верхний инструмент, форма которых соответствует требуемой форме металлического листа и между которыми помещают и растягивают металлический лист с формированием на нем рельефных рисунков. При этом участки или области металлического листа, расположенные вблизи рельефного рисунка, или только участки по краям листа зажимают между верхней и нижней частями удерживающего устройства в процессе выдавливания, так что металлический лист растягивается практически только в области рельефного рисунка, а главное, остается ровным и не подвергается смятию в процессе формования.
В способе согласно изобретению используется непрерывная, практически бесконечная заготовка, поступающая с барабана или рулона, причем заготовку подвергают выдавливанию и формованию поэтапно. Такой процесс является очень гибким и позволяет успешно организовать как мелкосерийное, так и крупносерийное производство.
Предпочтительно, чтобы лист имел два или более рельефных рисунков, соединенных канавками с образованием большего рельефного рисунка, который содержит несколько пересечений и создается за одну операцию выдавливания, что значительно ускоряет формование металлического листа. Рельефный рисунок, выполненный за одну операцию выдавливания, может иметь ширину, предпочтительно равную ширине всего металлического листа, например 1250 мм.
Длина канавок в рельефных рисунках может быть различной и предпочтительно ее можно изменять, чтобы можно было сделать расстояние между рельефными рисунками или их пересечениями таким, какое требуется для конкретного применения. Так, в металлическом листе можно сформировать, например, полностью бесступенчатым путем, рисунок в клетку нужного размера. В предпочтительном варианте осуществления изобретения канавки расположены под прямым углом друг к другу и в каждом рельефном рисунке канавки отходят от пересечения в четырех направлениях, поэтому когда эти рисунки выдавливаются и канавки соседних рельефных рисунков образуют продолжение одна другой, канавки на металлическом листе создают прямоугольные или, возможно, квадратные фигуры.
В предпочтительном варианте осуществления изобретения пересечение в рельефном рисунке представляет собой не только место соединения канавок, но также выдавленную область, которая шире или больше, чем канавки, например круглую или квадратную область, в которую, на ее краях, входят канавки. При этом получаются более живые и разнообразные рельефные рисунки.
Таким образом, существенная особенность способа формовки листового металла согласно изобретению состоит в том, что заданный, повторяющийся рельефный рисунок создают поэтапным выдавливанием, т.е. за один раз формируют один рельефный рисунок, и рельефные рисунки в готовой листовой облицовке по существу занимают всю площадь листа либо в виде непрерывной сетки, либо в виде отдельных, расположенных рядом друг с другом рисунков. Другой существенной особенностью является то, что в процессе выдавливания лист зажимают и удерживают на участках, расположенных вблизи рельефного рисунка или на расстоянии от него, поэтому рельефные рисунки образуются в основном или по существу в результате растягивания листа только в области рельефных рисунков. Благодаря этому лист остается ровным, а рисунки в точности выравнены несмотря на поэтапное выдавливание.
По сравнению с известными техническими решениями способ формовки листового металла согласно изобретению имеет значительные преимущества. Он позволяет изготавливать большие и непрерывные поверхности листового металла с рисунком, благодаря чему уменьшается количество швов и соединительных участков, причем листы можно установить значительно быстрее и легче. При использовании штамповки, окраски или других методов выдавливания можно получить комплекс рисунков, таким образом создавая декоративное оформление, например, имитируя различные поверхности, например каменную или бревенчатую облицовку. Кроме того, в отличие от предыдущих технических решений, лист можно установить к наблюдателю выпуклой или вогнутой поверхностью.
Конструкция обладает хорошей водонепроницаемостью, так как отсутствуют разрезы, а все края листов остаются прямыми, в результате не образуется мест протечек или открытых мест, подверженных коррозии, даже в углах соединений. По сравнению с традиционными кассетами края различных частей уплотнены за счет их формы, а листы устанавливаются с частичным наложением их краев друг на друга, образуя плотные соединения.
Значительные преимущества достигаются в отношении производственных затрат, так как практически не требуется резка, а используется только поэтапное выдавливание для придания листу нужной формы, и в результате получается готовый лист требуемого размера. Ширина листа может достигать ширины исходного листа, а длина может быть почти любой.
Используемые канавки могут быть выполнены как симметричными, так и несимметричными, скошенными или скругленными, чтобы они не собирали грязь и не загрязняли конструкцию в целом, как это происходит в случае с современными кассетами. Благодаря большим размерам листов и их жесткости для их установки не требуется такого точного соблюдения размеров, как в известных технических решениях. Можно свободно выбирать размеры сформированных в металлическом листе панелей, например, образующих рисунок в клетку, что намного облегчает задачу установки листов, поскольку листам можно придать нужный размер заранее в соответствии с размерами места крепления, без необходимости резки или рубки листов на месте установки.
Изобретение позволяет создавать облицовочные конструкции, обладающие непроницаемостью и имеющие очень точные размеры не только для плоских, но и для криволинейных поверхностей, например для различных контейнеров, водонапорных башен и лестничных клеток. Благодаря возможным большим размерам и высокой жесткости изделия, изготовленные способом согласно изобретению, могут также использоваться в качестве облицовки, например, потолков и шумовых барьеров. Благодаря жесткости облицовка не производит лязга или шума при сильном ветре в отличие от известных кассетных конструкций.
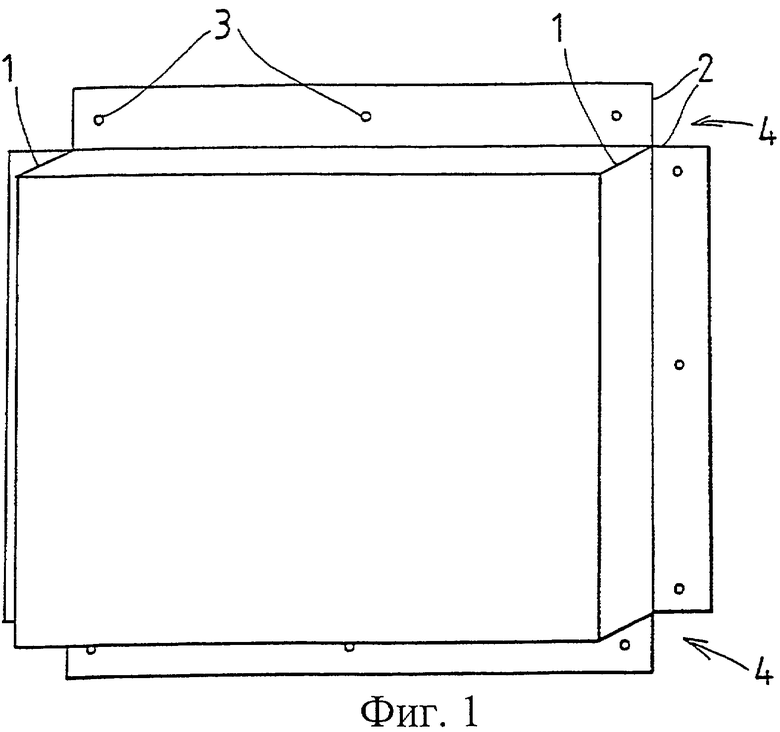
Ниже изобретение будет описано подробно со ссылками на сопровождающие чертежи, где на фиг.1 изображена известная кассетная конструкция и на фиг.2 - металлический лист, изготовленный способом согласно изобретению.
На фиг.1 представлена известная стандартная кассета, широко используемая в настоящее время. Кассета выполнена путем резки и гибки металлического листа. Помимо того, что процесс изготовления кассеты является медленным и трудоемким, она имеет подверженные коррозии углы 1, образованные разрезами, и отверстия 3. Кроме того, открытые углы 1 и открытые угловые области 4 создают в конструкции нежелательные места протечек. Размеры кассеты в общем случае варьируются в пределах от 300×400 до 1000×2000 мм, поэтому при использовании маленьких кассет стоимость установочных работ составляет существенную долю от полной стоимости.
На фиг.2 показан металлический лист, изготовленный способом согласно изобретению. Исходным материалом является, например, полоса листового металла, которая может иметь ширину 200...1500 мм в направлении, которое на чертеже является поперечным, и почти бесконечную длину в вертикальном направлении на чертеже. Согласно изобретению каждый рельефный рисунок 5 состоит из пересечения 6 и четырех канавок 7, отходящих от него под углом 90° друг к другу.
Размер рельефного рисунка 5 таков, что два соседних рельефных рисунка, выдавленных в разное время, явно перекрывают друг друга. Благодаря этому канавки двух соседних рельефных рисунков в точности входят одна в другую, образуя единую непрерывную канавку, соединяющую два пересечения. В этом варианте изобретения канавки имеют в сечении форму равносторонней трапеции, но они могут иметь другую форму, например приблизительно прямоугольную, круглую, скругленную на углах, или форму, представляющую собой подходящую комбинацию из указанных форм.
В нижней части фиг.2 изображен отдельный прямоугольный рельефный рисунок 5, у которого заштрихованные участки 8 представляют собой участки, где металлический лист крепко удерживается и зажимается посредством соответствующего удерживающего устройства, а между этими участками 8 выдавливаются и формуются канавки и пересечение. Возможен также вариант, когда лист зажимают и удерживают, прикладывая зажимное усилие только к его краевым участкам 9.
При использовании этого варианта осуществления изобретения получается единое и непрерывное изделие из листового металла нужной длины, которое соответствует множеству традиционных отдельных кассет. Его можно закрепить лишь несколькими винтами. В нем отсутствуют подверженные коррозии разрезы, за исключением наружных краев. Конструкция имеет очень мало стыков, что уменьшает потенциальные места протечек.
Описанный выше со ссылками на сопровождающие чертежи пример не ограничивает изобретения, и возможны другие варианты его осуществления в объеме, определяемом формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛИ | 2015 |
|
RU2699475C2 |
| БЫТОВОЙ ПРИБОР С РЕЛЬЕФНЫМ РИСУНКОМ | 2013 |
|
RU2593087C2 |
| Облицовочная фасадная кассета и способ ее производства | 2016 |
|
RU2630947C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ОТ ПОДДЕЛОК ПРОДУКЦИИ, ПОТОЧНЫЙ СПОСОБ ПЕЧАТИ И МЕТАЛЛИЧЕСКАЯ ПЕЧАТНАЯ КРАСКА | 2009 |
|
RU2456164C2 |
| СПОСОБ ФОРМИРОВАНИЯ ГОЛОГРАФИЧЕСКОЙ ДИФРАКЦИОННОЙ РЕШЕТКИ (ВАРИАНТЫ) И ГОЛОГРАММА | 2004 |
|
RU2375194C2 |
| ПОДДОН ДЛЯ ВИБРОПРЕССОВАНИЯ ТРОТУАРНОЙ ПЛИТКИ С РЕЛЬЕФНЫМ ИЗОБРАЖЕНИЕМ | 2004 |
|
RU2358862C2 |
| ОБЛИЦОВОЧНАЯ ПАНЕЛЬ (ВАРИАНТЫ) | 2009 |
|
RU2494200C2 |
| ДЕФОРМИРОВАНИЕ ТОНКОСТЕННЫХ ТЕЛ (ВАРИАНТЫ) | 2001 |
|
RU2283201C2 |
| ЗАЩИТНЫЙ УПАКОВОЧНЫЙ ЛИСТ | 2001 |
|
RU2216495C2 |
| ОБЛИЦОВОЧНАЯ ПАНЕЛЬ (ВАРИАНТЫ) | 2009 |
|
RU2494201C2 |
Изобретение относится к области обработки металлов давлением, в частности к формовке листового металла для облицовки стен и потолков. В металлическом листе по всей его площади выдавливают рельефные рисунки. Каждый рельефный рисунок образуют несколькими канавками, ориентированными под углом друг к другу, и их пересечением. Выдавливание рельефного рисунка в виде пересечения канавок и всех канавок, отходящих от него на некоторое расстояние, осуществляют за одну операцию, главным образом в результате растягивания в области рельефного рисунка металлического листа при его зажиме с противоположных сторон снаружи от рельефного рисунка и удержании. При этом выдавленные по отдельности рельефные рисунки соединяют друг с другом в областях канавок. Повышается качество изделий и расширяются технологические возможности. 9 з.п. ф-лы, 2 ил.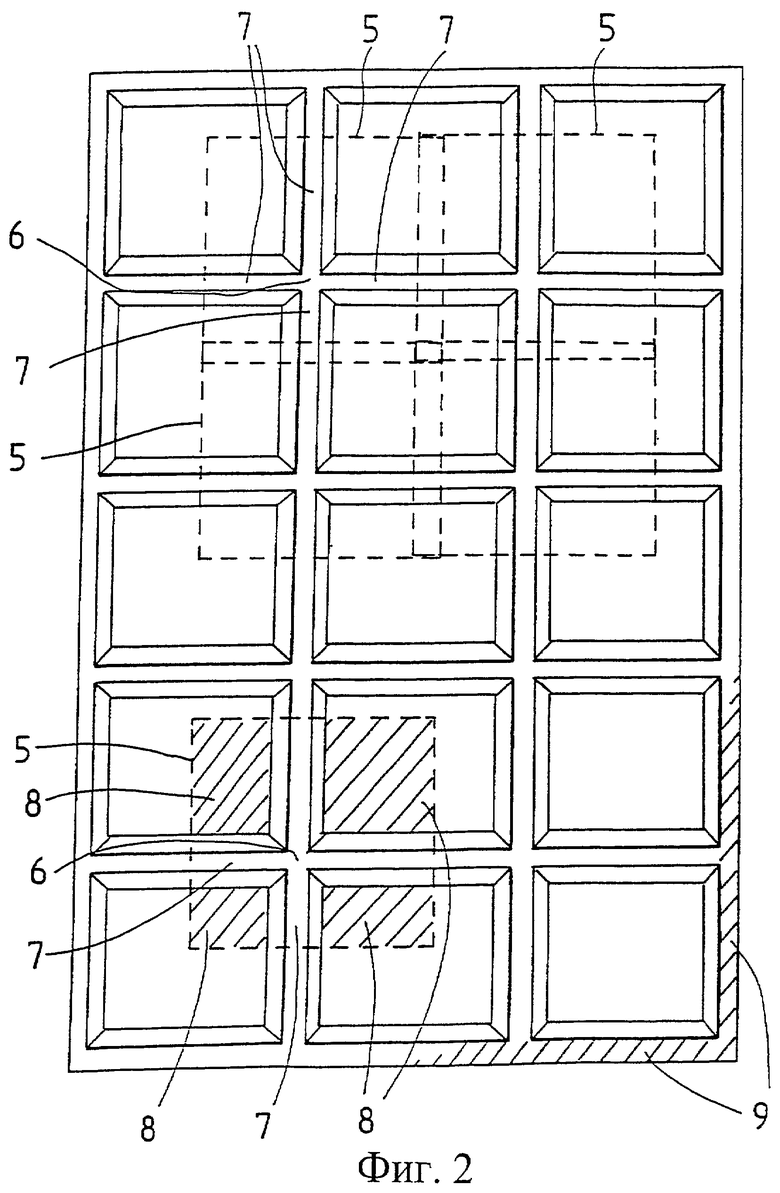
| СПОСОБ ШТАМПОВКИ МОНОЛИТНЫХ ПАНЕЛЕЙ | 0 |
|
SU222317A1 |
| ЗУБЦОВ М.Е | |||
| Листовая штамповка | |||
| - Л.: Машиностроение, Ленинградское отделение, 1980, с.240 | |||
| Способ штамповки днищ | 1984 |
|
SU1233990A1 |
| Футеровка плоской поверхности | 1985 |
|
SU1259080A1 |
| Материал для облицовки стен и других поверхностей здания | 1948 |
|
SU75035A1 |

