Область техники
Настоящая группа изобретений представляет собой облицовочную фасадную кассету и способ ее производства и относится к области защитно-декоративной облицовки наружных стен зданий и сооружений в навесных фасадных системах в промышленном и жилищно-гражданском строительстве в системе вентилируемых фасадов.
Уровень техники
Из уровня техники известна фасадная кассета, изготовленная из рулонной оцинкованной стали с полимерным покрытием или без такого покрытия; крепление кассеты осуществляется при помощи саморезов (http://sce74.ru/articles/38, фасадные кассеты Спецкомплект). Недостатком данного технического решения является недостаточная прочность листа оцинкованной стали, который составляет основу фасадной кассеты. Кроме того, из материалов неизвестно, какой тип полимерного покрытия используется для изготовления кассеты и какую функцию он выполняет.
Известен также декоративный ламинированный лист, который включает в себя стальной гальванизированный лист, покрытый слоем полиэфира, при этом поверхность листа выполнена рельефной с определенным рисунком (патентный документ JPH 0960254 (А), опубликован 04.03.1997). Недостатком настоящего технического решения является то, что рельеф кассеты выполнен не посредством деформации стального листа, а при применении промежуточного слоя, а также наложением профиля, выполненного методом штамповки. Такое решение является сложным, повышая стоимость изготовления кассеты. Использование нескольких слоев при изготовлении кассеты предполагает также меньшую прочность изделия по сравнению с предлагаемым техническим решением. Кроме того, тот факт, что рельефный слой выполняет лишь декоративную функцию, повышая ощущение объемности рисунка, говорит о возможности дальнейшего повышения прочности и срока службы кассеты.
Из патентного документа RU 2494200 С2 (опубликован 27.09.2013) известна облицовочная панель, основание которой выполнено из листового металла (в том числе из нержавеющей стали), на лицевой поверхности которого размещены выпуклые элементы и/или углубления, образующие рисунок с рельефной структурой. Данное техническое решение было выбрано в качестве прототипа.
Недостаток данного технического решения также связан с тем, что рисунок выполняет исключительно декоративную функцию, выполнен для заполнения краской таким образом, чтобы повысить эстетические свойства кассеты. Рисунок, к примеру, может быть выполнен хаотичным, при этом большая часть лицевой стороны может представлять собой участки впадины, что влияет на прочностные качества кассеты.
Таким образом, при анализе существующего уровня техники было установлено, что существует возможность повысить эксплуатационный характеристики кассеты, в том числе срок службы, за счет повышения стойкости к воздействию ультрафиолетовых лучей, воздействию влаги, повышения прочности изделия.
Кроме того, из уровня техники известны также технические решения, относящиеся к способу изготовления облицовочной фасадной кассеты.
Известен способ изготовления стеновой панели с защитно-декоративной отделкой, при котором в форму последовательно укладывают лицевой слой и смесь для несущего слоя, отличающийся тем, что формирование лицевого слоя проводят на основании, на котором раскладывают материал подложки, после чего на подложку наносят защитно-уплотняющий слой, сушат, после высыхания на защитно-уплотняющий слой наносят декоративный слой, сушат, после чего готовый лицевой слой помещают в форму и заливают смесью для несущего слоя панели (патентный документ RU 2452827 С1, опубликован 10.06.2012).
Недостаток настоящего способа заключается в его сложности и низкой производительности, поскольку формирование лицевого слоя кассеты происходит в несколько этапов, включающих в себя сушки и отдельное нанесение на подложку каждого слоя панели.
Из патентного документа FI 940751 (А) от 18.08.1995 известен способ изготовления облицовочного элемента, включающего тонкий наружный слой из листового материала и изоляционный материал, отличающийся тем, что методом профилирования на листогибочной машине на наружном листовом слое формируют сопрягаемые пары складок, предназначенные для крепления облицовочных элементов друг к другу.
Недостаток такого решения заключается в невозможности получения фасадной кассеты с высокими эксплуатационными качествами: высокой прочностью, достигаемой за счет формирования на поверхности кассеты ребер жесткости, высоким сопротивлением к попаданию влаги и воздействию ультрафиолетовых лучей.
Известные из уровня техники решения предполагают изготовление кассеты путем гибки или прессования, в то время как предполагаемый способ основан на комбинации методов холодного профилирования и штамповки, что позволяет повысить его производительность и получать кассеты с высокими эксплуатационными качествами.
Раскрытие изобретения
Задача настоящей группы изобретений заключается в создании облицовочной фасадной кассеты, которая обладала бы повышенными эксплуатационными характеристиками по сравнению с аналогами, существующими в данной области, а также в создании высокопроизводительного способа ее производства.
Технический результат заключается в создании кассеты, которая отличается продолжительным сроком службы, высокими показателями прочности, стойкости к воздействию влаги, ультрафиолетовых лучей, а также в создании высокопроизводительного способа производства такой кассеты.
Технический результат заключается в создании облицовочной фасадной кассеты, включающей в себя корпус, выполненный из тонколистовой оцинкованной стали, торцевые и продольные крепежные полочки, при этом по меньшей мере одна из сторон корпуса покрыта материалом на основе полиэфира или поливинилиденфторида, а на лицевой стороне кассеты сформирован рисунок в виде поперечных полос-углублений, отличающейся тем, что одна из продольных крепежных полочек выполнена с отгибом, практически вертикальным относительно поверхности полочки, а рисунок на лицевой части кассеты выполняет функцию ребер жесткости.
Технический результат достигается также за счет создания способа производства облицовочной фасадной кассеты, включающего в себя следующие шаги: рулон тонколистовой стали разматывают таким образом, чтобы получить ленту тонколистовой стали, режут ленту тонколистовой стали таким образом, чтобы получить штрипсы заданной ширины, сматывают штрипсы в рулоны штрипсов, разматывают штрипсы на ленты штрипсов, посредством штамповки на ленте вырубают угловые сегменты, отверстия и формуют рисунок на лицевой стороне кассеты, получают посредством профилирования на профилегибочном стане продольные крепежные полочки кассеты, отрезают полученный таким образом профиль кассеты от остальной части ленты штрипса, осуществляют гибку торцевых полочек кассеты посредством гидравлического устройства с верхней подвижной прижимной губкой.
Описанное выше устройство кассеты позволяет достичь высоких показателей прочности за счет использования тонколистовой стали и выполнения на поверхности кассеты рельефного рисунка в виде поперечных полос, которые выполняют функцию ребер жесткости.
Использование оцинкованной стали и покрытия на основе полиэфира или поливинилиденфторида позволяет повысить устойчивость изделия к воздействию влаги. Кроме того, покрытие на основе полиэфира или поливинилиденфторида выполняет также функцию защиты изделия от воздействия ультрафиолетовых лучей, что позволяет изделию сохранять изначальную окраску. Покрытие из этих материалов обладает высокой адгезией с окрашиваемой поверхностью, стойкостью к воздействию щелочей и кислот, широким рабочим диапазоном температур.
Устройство крепежных полочек позволяет снизить вероятность попадания влаги между установочной поверхностью и кассетой, что снижает коррозионное воздействие и повышает срок службы кассеты.
Производство кассеты указанным способом осуществляется на автоматизированной линии с комбинацией методов холодного профилирования и штамповки: продольные борта кассеты формуются профилированием, торцевые борта кассеты производятся при гибочно-отрубной операции, отверстия под саморезы и рисунок кассеты формуются методом штамповки. Использование пресса для изготовления рисунка (выдавливание поперечных полос-углублений) дает возможность исключить необходимость нанесения на поверхность кассеты дополнительного покрытия для создания декоративного элемента.
Данный способ производства кассет отличается высокой производительностью, что невозможно достичь при производстве кассет методами гибки или штамповки.
Краткое описание чертежей
Фиг. 1 - облицовочная фасадная кассета по настоящему изобретению;
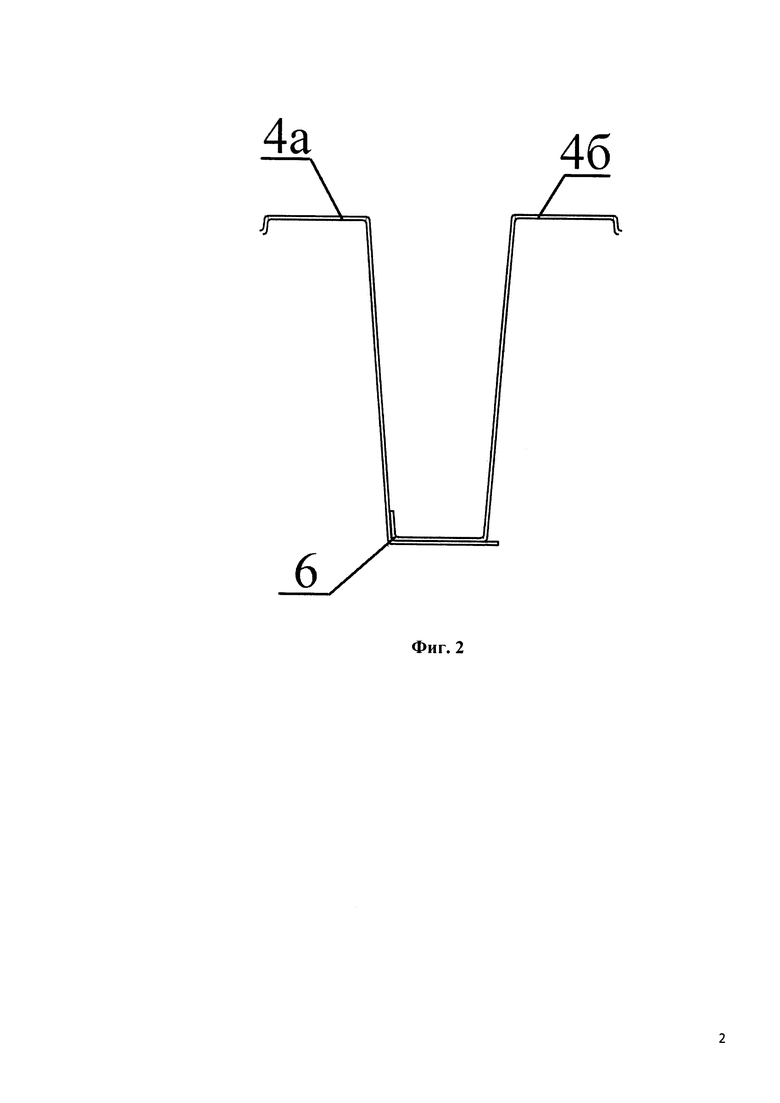
Фиг. 2 - изображение стыка между двумя облицовочными фасадными кассетами по настоящему изобретению.
Осуществление изобретения
Облицовочная фасадная кассета представляет собой коробчатую конструкцию, корпус 1 которой изготовлен из оцинкованной стали, покрытой слоем полимерного материала на основе полиэфира или поливинилиденфторида. Использование данного покрытия придает кассете следующие преимущества: высокая устойчивость к ультрафиолетовому излучению, сохранение первоначального колера, повышенная устойчивость к механическим повреждениям, повышенная прочность на удар, изгиб, истираемость, высокая адгезия с поверхностью, высокая антикоррозионная стойкость к воздействию влаги, растворов щелочей и кислот, органических растворителей, широкий диапазон рабочих температур.
На лицевой стороне 2 кассеты выполнен рисунок в виде поперечных полос-углублений 3. Полосы-углубления могут располагаться на равном расстоянии друг от друга, при этом ширина полос-углублений 3 может равняться расстоянию между ними. Полосы-углубления 3 могут иметь равную длину, ширину и глубину соответственно.
Рисунок выполнен таким образом, чтобы выполнять не только эстетическую функцию, но также и функцию ребер жесткости, что повышает ее прочность.
По обеим сторонам кассеты выполнены продольные полочки 4, предназначенные для крепления кассеты к поверхности, при этом одна из полочек 4 имеет отгиб, расположенный практически вертикально относительно поверхности полочки. Полочки 4 выполнены таким образом, чтобы осуществлять крепление одной кассеты к другой при создании облицовочной поверхности из множества кассет. Это достигается, к примеру, посредством изготовления полочек разной ширины, при этом крепление полочек друг к другу осуществляется так, как показано на фиг. 2 - полочка 46, имеющая вертикальный отгиб, расположенный практически под прямым углом (на данной фигуре угол составляет 94°) относительно поверхности полочки, монтируется сверху на более широкую полочку 4а.
Выполнение одной из полочек 4 с отгибом позволяет избежать попадания воды под поверхность облицовочной кассеты, что позволяет увеличить срок службы кассеты.
Каждая из продольных полочек оснащена по меньшей мере двумя отверстиями 5, предназначенными для крепления кассеты к поверхности, к примеру, посредством использования саморезов.
Торцевые полочки 7 расположены по ширине облицовочной фасадной кассеты. Торцевые полочки выполняют декоративную функцию, а также защитную функцию, препятствуя попаданию влаги и пыли в пространство между установочной поверхностью и кассетой.
Производство кассеты осуществляют следующим образом: рулон тонколистовой оцинкованной стали помещают на автоматический разматыватель линии продольной резки. В качестве разматывателя может использоваться любое конвенционное оборудование, к примеру автоматический разматыватель рулонов RS-7M.
Рулон разматывается с помощью барабана разматывателя таким образом, что получают ленту тонколистовой стали. Лента протягивается до машины продольной резки, на которой установлены режущие инструменты.
В качестве машины продольной резки может использоваться любое конвенционное оборудование, например машина продольного раскроя К-2.
Лента заправляется через направляющие валки машины и режущий инструмент, с помощью которого нарезают штрипсы тонколистовой стали заданной ширины. Штрипсы проходят через петлеобразователь, натяжитель штрипсы с предварительным разделителем штрипсы, и с помощью сматывателя с прижимом сматываются в рулоны штрипсов.
В качестве сматывателя штрипсов может использоваться любое конвенционное оборудование, например, сматыватель рулонов RSS-7M.
Полученные рулоны штрипсов устанавливают на разматыватель профилегибочной линии в ось со штампом, который установлен на прессе. В качестве разматывателя может использоваться, например, разматыватель RS-1,5.
С помощью барабана разматывателя рулоны штрипсов разматывают на ленты штрипсов, заводят ленты под ролик петлеобразователя, затем между направляющими роликами, валками узла счетчика, пластинами смазывающего устройства вводят в штамп пресса, где производится вырубка угловых сегментов кассеты, отверстий, а также формовка рисунка на лицевой стороне кассеты, который выполняет функцию ребер жесткости.
Полученное изделие через петлеобразователь поступает на профилегибочный стан. Изделие вводят между первыми роликами блочной наладки. Профилегибочный стан посредством профилировочного инструмента осуществляет последовательное непрерывное деформирование формы изделия до получения продольных полочек кассеты, после чего изделие направляют в зону отрезки и гибки торцевых полочек кассеты.
Отрезка кассет по заданной длине производится гильотиной гидравлической. Для гибки торцевых полочек кассеты используется гидравлическое устройство с верхней подвижной прижимной губкой и нижней поворотной балкой.
При реализации данного способа может использоваться рулон тонколистовой стали, предварительно окрашенной краской на основе полиэфира или поливинилиденфторида. В таком случае на этапе резки ленты тонколистовой стали на штрипсы поверхность ленты покрывают защитной пленкой.
В качестве защитной пленки используется полиэтиленовая самоклеящаяся пленка толщиной не менее 60 мкм. Функция защитной пленки - это защита лицевого декоративного лакокрасочного покрытия кассеты от механических повреждений при резке металла на штрипсы, при штамповке и профилировании кассеты, а также при транспортировке и монтаже кассет.
В случае если использовался рулон неокрашенной тонколистовой стали, способ дополнительно содержит этап окрашивания кассеты порошковым полимерным покрытием на основе полиэфира.
Данный способ реализуется на автоматической линии посредством комбинации технологии холодного профилирования и штамповки. Способ производства кассет отличается высокой производительностью (до 6 кассет в минуту на указанном оборудовании), что невозможно достичь при производстве кассет методами гибки или штамповки.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| БЕСПРАЙМЕРНЫЙ СПОСОБ ПРОИЗВОДСТВА ПОЛИИЗОЦИАНУРАТНЫХ НЕГОРЮЧИХ СТРОИТЕЛЬНЫХ СЭНДВИЧ-ПАНЕЛЕЙ | 2014 |
|
RU2561119C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
| КОНСТРУКЦИЯ ОГРАЖДЕНИЯ С ТЕПЛОИЗОЛЯЦИЕЙ, АКТИВНЫМ УДАЛЕНИЕМ ВЛАГИ И ДЕКОРАТИВНОЙ ОТДЕЛКОЙ ФАСАДОВ (ВАРИАНТЫ), Z-ОБРАЗНЫЙ ПРОФИЛЬ, НАЩЕЛЬНАЯ ПЛАНКА, РЕЙКА (ВАРИАНТЫ) И ПРОФИЛИРОВАННАЯ МЕТАЛЛИЧЕСКАЯ ФАСАДНАЯ ПАНЕЛЬ (ВАРИАНТЫ) ДЛЯ НЕЕ | 2001 |
|
RU2229573C2 |
| Облицовочный ОМЕГА-профиль | 2021 |
|
RU2752831C1 |
| ОБЛИЦОВОЧНАЯ ПАНЕЛЬ (ВАРИАНТЫ) | 2009 |
|
RU2494201C2 |

Настоящая группа изобретений представляет собой облицовочную фасадную кассету и способ ее производства и относится к области защитно-декоративной облицовки наружных стен зданий и сооружений в навесных фасадных системах в промышленном и жилищно-гражданском строительстве в системе вентилируемых фасадов. Технический результат заключается в повышении срока службы кассеты, а также в создании высокопроизводительного способа производства такой кассеты. Технический результат заключается в создании облицовочной фасадной кассеты, включающей в себя корпус, выполненный из тонколистовой оцинкованной стали, торцевые и продольные крепежные полочки, при этом по меньшей мере одна из сторон корпуса покрыта материалом на основе полиэфира или поливинилиденфторида, а на лицевой стороне кассеты сформирован рисунок в виде поперечных полос-углублений, отличающейся тем, что одна из продольных крепежных полочек выполнена с отгибом, практически вертикальным относительно поверхности полочки, а рисунок на лицевой части кассеты выполняет функцию ребер жесткости. Технический результат достигается также за счет создания способа производства облицовочной фасадной кассеты, включающего в себя следующие шаги: рулон тонколистовой стали разматывают таким образом, чтобы получить ленту тонколистовой стали, режут ленту тонколистовой стали таким образом, чтобы получить штрипсы заданной ширины, сматывают штрипсы в рулоны штрипсов, разматывают штрипсы на ленты штрипсов, посредством штамповки на поверхности штрипсов вырубают угловые сегменты, отверстия и формуют рисунок на лицевой стороне кассеты, получают посредством профилирования на профилегибочном стане продольные крепежные полочки кассеты, отрезают полученный таким образом профиль кассеты от остальной части ленты штрипса, осуществляют гибку торцевых полочек кассеты посредством гидравлического устройства с верхней подвижной прижимной губкой. 2 н. и 5 з.п. ф-лы, 2 ил.
1. Облицовочная фасадная кассета, включающая в себя корпус, выполненный из тонколистовой оцинкованной стали, торцевые и продольные крепежные полочки, при этом по меньшей мере одна из сторон корпуса покрыта материалом на основе полиэфира или поливинилиденфторида, а на лицевой стороне кассеты сформирован рисунок в виде поперечных полос-углублений, отличающаяся тем, что одна из продольных крепежных полочек выполнена с отгибом, практически вертикальным относительно поверхности полочки, а рисунок на лицевой части кассеты выполняет функцию ребер жесткости.
2. Облицовочная фасадная кассета по п. 1, отличающаяся тем, что продольные крепежные полочки имеют отверстия под саморезы.
3. Облицовочная фасадная кассета по п. 1, отличающаяся тем, что полосы-углубления располагаются на равном расстоянии друг от друга.
4. Облицовочная фасадная кассета по п. 1, отличающаяся тем, что полосы-углубления выполнены равными по длине, ширине и высоте.
5. Способ производства облицовочной фасадной кассеты, включающий в себя следующие шаги: рулон тонколистовой стали разматывают таким образом, чтобы получить ленту тонколистовой стали, режут ленту тонколистовой стали таким образом, чтобы получить штрипсы заданной ширины, сматывают штрипсы в рулоны штрипсов, разматывают штрипсы на ленты штрипсов, посредством штамповки на ленте вырубают угловые сегменты, отверстия и формуют рисунок на лицевой стороне кассеты, получают посредством профилирования на профилегибочном стане продольные полочки кассеты, отрезают полученный таким образом профиль кассеты от остальной части ленты штрипса, осуществляют гибку торцевых полочек кассеты посредством гидравлического устройства с верхней подвижной прижимной губкой.
6. Способ по п. 5, отличающийся тем, что для производства кассеты используют ленту тонколистовой стали, окрашенную полиэфирным или поливинилиденфторидным покрытием, а перед нарезкой тонколистовой стали ее покрывают защитной пленкой.
7. Способ по п. 5, отличающийся тем, что для производства кассеты используют неокрашенную ленту тонколистовой стали, способ дополнительно включает в себя окрашивание кассеты порошковым полимерным покрытием на основе полиэфира.
| 0 |
|
SU156248A1 | |
| СТЕНОВАЯ ПАНЕЛЬ С ЗАЩИТНО-ДЕКОРАТИВНОЙ ОТДЕЛКОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2452827C1 |
| ПАНЕЛЬ ПОЭЛЕМЕНТНОЙ СБОРКИ С ФАЛЬЦЕВЫМ ПОКРЫТИЕМ | 2015 |
|
RU2576266C1 |
| Штамм дрожжей SснIZоSасенаRомUсеS асIDоDеVоRатUS "виерул @ -282" для биологического кислотопонижения виноградного сусла или вина и способ биологического кислотопонижения виноградного сусла или вина | 1980 |
|
SU960254A1 |
| Электрическое сопротивление для нагревательных приборов и нагревательный элемент для этих приборов | 1922 |
|
SU1997A1 |
| WO9522670 A1, 24.08.1995. | |||

