Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к электроду для электролиза, в том числе, но не исключительно, к катоду для электролиза.
Предшествующий уровень техники настоящего изобретения
Катоды для электролиза состоят из токопроводящей штанги и помещаемой в электролитический раствор платины из нержавеющей стали или титана, которая отходит от указанной токопроводящей штанги.
Суть проблемы существующих катодов заключается в том, что токопроводящие штанги, выполненные из меди, т.е. из высокопроводящего металла, привариваются к пластинам из нержавеющей стали или титана. Проблема же состоит в том, что в этом случае сложно выполнить сварной шов, который к тому же характеризуется низкой устойчивостью к воздействию образующихся кислотных паров, в результате чего сварной шов может быть быстро разрушен коррозией, а пластина - отвалиться.
Задача замены меди на другой материал осложняется тем, что в этом случае наблюдается существенное падение напряжения, а эта проблема, помноженная на количество используемых электродов и сильные токи, существенно увеличивает эксплуатационные расходы. Один из способов решения этой проблемы предусматривает покрытие медью токопроводящей штанги из нержавеющей стали, однако со временем медное покрытие отходит от нержавеющей стали вследствие коррозии, вызванной воздействием кислотных паров, образуемых в процессе электролитического окисления, что приводит к еще большему падению напряжения.
Еще один из способов решения указанной задачи на предшествующем уровне развития техники предусматривает сваривание нержавеющей стали с медью по технологии сварки в три этапа, когда первая зона сварного шва выполняется из медно-никелевого сплава, промежуточная зона - из сплава с преобладанием никеля, а вторая зона - из нержавеющей стали с никелем. Такое решение дает удовлетворительный результат, однако требует применения особой технологии сварки с использованием никелевых электродов.
Любое упоминание каких-либо документов, актов, материалов, устройств, изделий и тому подобного, которое включено в настоящую заявку, служит исключительно цели создания контекста заявленного изобретения. Не предполагается, что какой-либо или все перечисленные материалы составляют часть основы известного уровня техники, или являются общеизвестными в области, относящейся к настоящему изобретению, до даты приоритета каждого пункта формулы изобретения по настоящей заявке.
Цель настоящего изобретения
Цель настоящего изобретения состоит в том, чтобы полностью или, по меньшей мере, частично решить одну или несколько из указанных выше проблем, и/или предложить потребителю решение, целесообразное к применению или пригодное к использованию в промышленных масштабах.
Прочие предпочтительные цели настоящего изобретения станут понятными из нижеследующего описания.
Краткое раскрытие настоящего изобретения
Один из аспектов настоящего изобретения, хотя он не является единственным или всеобъемлющим, относится к электроду для проведения электролитических процессов; при этом указанный электрод включает в себя следующие элементы:
токопроводящую штангу; и
пластину, прикрепленную к указанной токопроводящей штанге;
при этом токопроводящая штанга содержит прикрепленный к ней токопроводящий элемент для повышения проводимости токопроводящей штанги.
В предпочтительном варианте электрод представляет собой катод. В более предпочтительном варианте катод может быть использован для электролиза в процессе производстве меди.
В предпочтительном варианте электролиз представляет собой электролитический процесс производства меди. Например, процесс получения меди методом электролитической очистки или электролитической экстракции.
В предпочтительном варианте токопроводящая штанга выполнена из нержавеющей стали. В альтернативном варианте токопроводящая штанга может быть выполнена из другого подходящего металла или сплава, такого как титан. Специалистам в данной области техники должно быть понятно, что токопроводящая штанга может также именоваться подвесной электродной штангой. В предпочтительном варианте токопроводящий элемент прикреплен к токопроводящей штанге сваркой. Предпочтительно, чтобы токопроводящая штанга характеризовалась наличием внутренней поверхности. В предпочтительном варианте токопроводящая штанга выполнена полой. В еще более предпочтительном варианте токопроводящая штанга имеет трубчатую форму, полученную методом профилирования листового металла.
Профилирование обычно представляет собой процесс непрерывной гибки, в ходе которой длинные полоски или листы металла проходят через ряд роликов, установленных в следующих друг за другом клетях; при этом каждый из рядов профилировочных роликов выполняет лишь один из последовательных этапов гибки, которая осуществляется до тех пор, пока не будет получен требуемый профиль поперечного сечения. Калибровка роликов или валков, используемых в процессе профилирования, обычно начинается с формирования «цветочного рисунка», представляющего собой последовательность поперечных сечений профиля - по одному профилю на каждую клеть.
В предпочтительном варианте токопроводящий элемент выполнен из меди или медного сплава. В альтернативном варианте токопроводящий элемент может быть выполнен из другого подходящего металла или сплава, обладающего низким удельным сопротивлением. Обычно токопроводящий элемент приварен к внутренней поверхности токопроводящей штанги. В предпочтительном варианте токопроводящий элемент приваривается к внутренней поверхности токопроводящей штанги до начала профилирования токопроводящей штанги. Например, токопроводящий элемент приваривается к металлическому листу или пластине, которая затем профилируется на листогибочной машине, образуя токопроводящую штангу.
В предпочтительном варианте пластина выполнена из нержавеющей стали. В альтернативном варианте пластина может быть выполнена из другого подходящего металла или сплава, такого как титан.
В предпочтительном варианте токопроводящая штанга выполнена из того же материала, что и пластина. В более предпочтительном варианте токопроводящая штанга и пластина должны быть выполнены из нержавеющей стали. Обычно пластина приваривается к токопроводящей штанге. В альтернативном варианте пластина может быть сформована заодно с токопроводящей штангой.
В одном из вариантов осуществления настоящего изобретения токопроводящая штанга может характеризоваться наличием первого и второго участка, расположенными практически на одной оси; третьего участка, смещенного по оси относительно первого и второго участков; четвертого участка, расположенного между первым участком и третьим участком; и пятого участка, расположенного между вторым и третьим участками. Обычно пластина прикрепляется к третьему участку. В предпочтительном варианте ось третьего участка проходит ниже оси первого и второго участков. Преимущество такой конфигурации заключается в том, что в этом случае увеличивается площадь поверхности пластины, контактирующая с раствором электролита. В предпочтительном варианте такая гнутая форма придается токопроводящей штанге в процессе профилирования листового металла.
Еще один из аспектов настоящего изобретения относится к способу изготовления электрода; при этом указанный способ включает в себя следующие стадии:
прикрепление токопроводящего элемента к внутренней поверхности токопроводящей штанги; и
прикрепление пластины к токопроводящей штанге.
В предпочтительном варианте стадия прикрепления токопроводящего элемента к внутренней поверхности токопроводящей штанги предусматривает приваривание токопроводящего элемента к токопроводящей штанге.
В предпочтительном варианте стадия прикрепления пластины к токопроводящей штанге предусматривает приваривание пластины к токопроводящей штанге.
В предпочтительном варианте описываемый способ включает в себя стадию профилирования токопроводящей штанги с приданием ей полой и/или трубчатой формы. Предпочтительно, чтобы стадия профилирования токопроводящей штанги с приданием ей полой и/или трубчатой формы представляла собой профилирование токопроводящей штанги на роликовой листогибочной машине.
В предпочтительном варианте описываемый способ включает в себя стадию профилирования токопроводящей штанги таким образом, чтобы первый и второй участки токопроводящей штанги были расположены практически на одной оси, третий участок был смещен по оси относительно первого и второго участков, четвертый участок был расположен между первым и третьим участками, а пятый участок был расположен между вторым и третьим участками. В предпочтительном варианте стадия профилирования токопроводящей штанги с образованием такой конфигурации представляет собой профилирование токопроводящей штанги на роликовой листогибочной машине. В более предпочтительном варианте описываемый способ включает в себя стадию профилирования токопроводящей штанги таким образом, чтобы первый и второй участки токопроводящей штанги были расположены практически на одной оси, третий наклонный участок и четвертый наклонный участок токопроводящей штанги были расположены между первым и вторым участками; при этом оси третьего наклонного участка и четвертого наклонного участка должны быть расположены под углом к осям первого и второго участков. В предпочтительном варианте третий наклонный участок и четвертый наклонный участок образуют тупой угол. В альтернативном варианте третий наклонный участок и четвертый наклонный участок могут образовывать прямой или острый угол. Предпочтительно, чтобы третий наклонный участок примыкал к четвертому наклонному участку.
Еще один из аспектов настоящего изобретения относится к электроду для электролиза; при этом указанный электрод состоит из следующих элементов:
токопроводящей штанги; и
пластины, прикрепленной к указанной токопроводящей штанге;
при этом, по меньшей мере, часть токопроводящей штанги опускается ниже верхнего края пластины.
В предпочтительном варианте, по меньшей мере, верхняя часть токопроводящей пластины опускается ниже верхнего края пластины. В предпочтительном варианте токопроводящая штанга характеризуется наличием первого и второго участков, расположенных практически на одной оси; третьего наклонного участка и четвертого наклонного участка, расположенных между первым и вторым участками; при этом оси третьего наклонного участка и четвертого наклонного участка расположены под углом к осям первого и второго участков. В предпочтительном варианте третий наклонный участок и четвертый наклонный участок образуют тупой угол. В альтернативном варианте третий наклонный участок и четвертый наклонный участок могут образовывать прямой или острый угол. Предпочтительно, чтобы третий наклонный участок примыкал к четвертому наклонному участку. В предпочтительном варианте третий наклонный участок и четвертый наклонный участок наклонены внутрь относительно верхнего края пластины.
В предпочтительном варианте пластина содержит, по меньшей мере, один вырез. Предпочтительно, чтобы между плоскостью, заданной верхним краем пластины, и плоскостью, заданной нижней частью токопроводящей штанги, был предусмотрен, по меньшей мере, один вырез.
В предпочтительном варианте токопроводящая штанга представляет собой токопроводящую штангу, описанную в настоящей заявке. В альтернативном варианте токопроводящая штанга может быть выполнена из меди и/или медного сплава.
Еще один из аспектов настоящего изобретения относится к полой токопроводящей штанге электрода, характеризующейся наличием токопроводящего элемента, прикрепленного к внутренней поверхности токопроводящей штанги.
В предпочтительном варианте токопроводящая штанга выполнена из нержавеющей стали. В альтернативном варианте токопроводящая штанга может быть выполнена из другого подходящего материала или сплава, такого как титан. Предпочтительно, чтобы токопроводящий элемент был прикреплен к токопроводящей штанге сваркой.
В предпочтительном варианте токопроводящий элемент выполнен из меди или медного сплава. В альтернативном варианте токопроводящий элемент может быть выполнен из другого подходящего металла или сплава, обладающего низким удельным сопротивлением. В предпочтительном варианте токопроводящий элемент приваривается к внутренней поверхности токопроводящей штанги до начала профилирования токопроводящей штанги. Например, токопроводящий элемент приваривается к металлическому листу или пластине, которая затем профилируется на листогибочной машине, образуя токопроводящую штангу.
В предпочтительном варианте токопроводящая штанга характеризуется наличием первого и второго участков, расположенных практически на одной оси; третьего участка, смещенного по оси относительно первого и второго участков; четвертого участка, расположенного между первым и третьим участками; и пятого участка, расположенного между вторым и третьим участками.
В более предпочтительном варианте токопроводящая штанга характеризуется наличием первого и второго участков, расположенных практически на одной оси; третьего наклонного участка и четвертого наклонного участка, расположенных между первым и вторым участками; при этом оси третьего наклонного участка и четвертого наклонного участка расположены под углом к осям первого и второго участков. В предпочтительном варианте третий наклонный участок и четвертый наклонный участок образуют тупой угол. В альтернативном варианте третий наклонный участок и четвертый наклонный участок могут образовывать прямой или острый угол. Предпочтительно, чтобы третий наклонный участок примыкал к четвертому наклонному участку.
Краткое описание фигур
Для облегчения понимания сути изобретения, и для того, чтобы специалист в данной области техники мог реализовать заявленное изобретение на практике, предпочтительные варианты осуществления настоящего изобретения будут описаны исключительно для примера в привязке к прилагаемым чертежам, где:
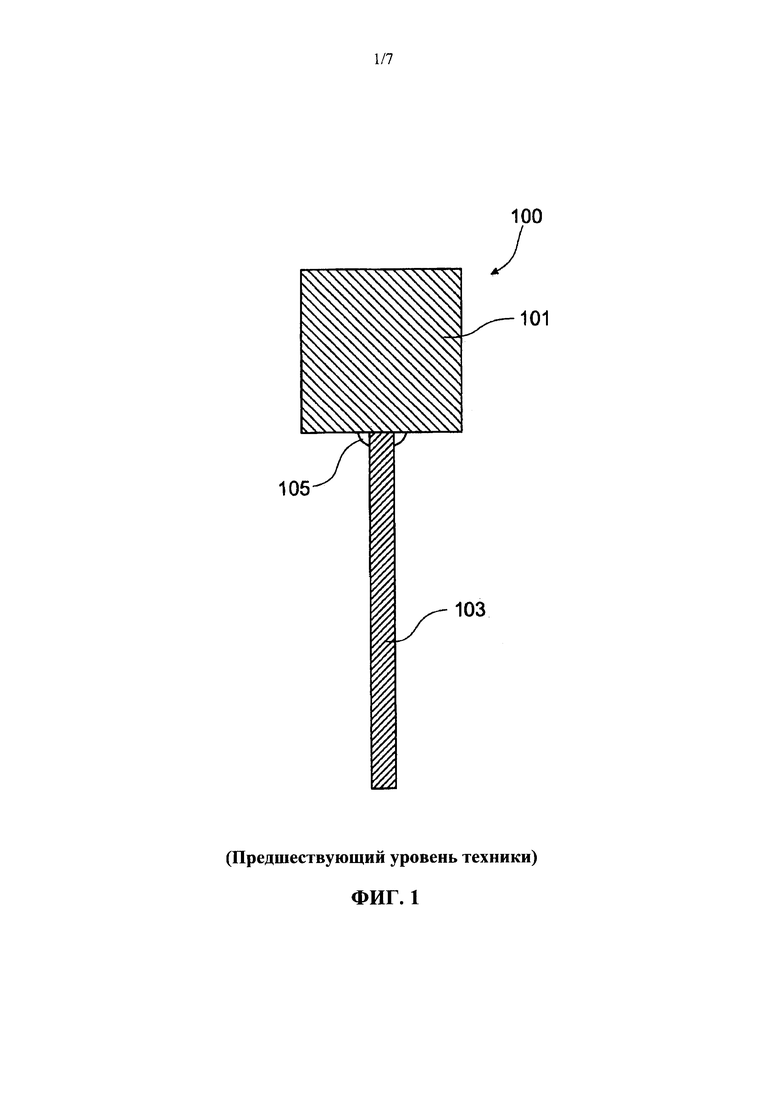
На фиг. 1 показан катод предшествующего уровня техники в поперечном разрезе;
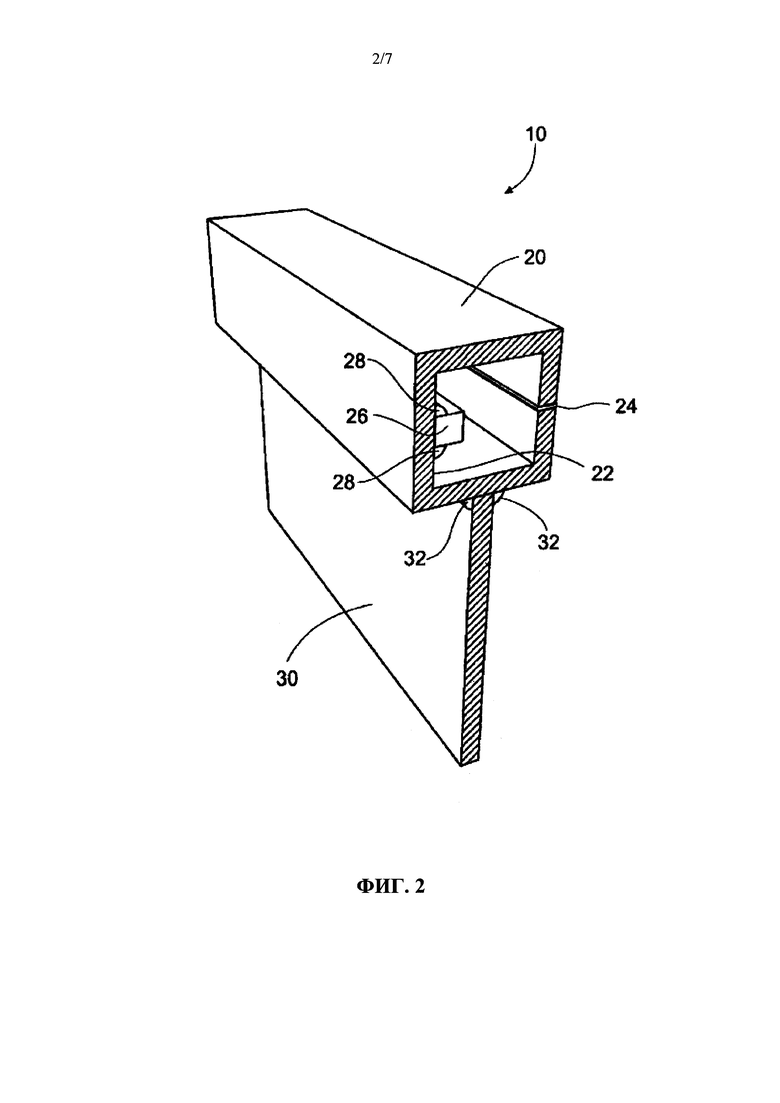
На фиг. 2 показано перспективное схематическое изображение согласно одному из вариантов осуществления настоящего изобретения;
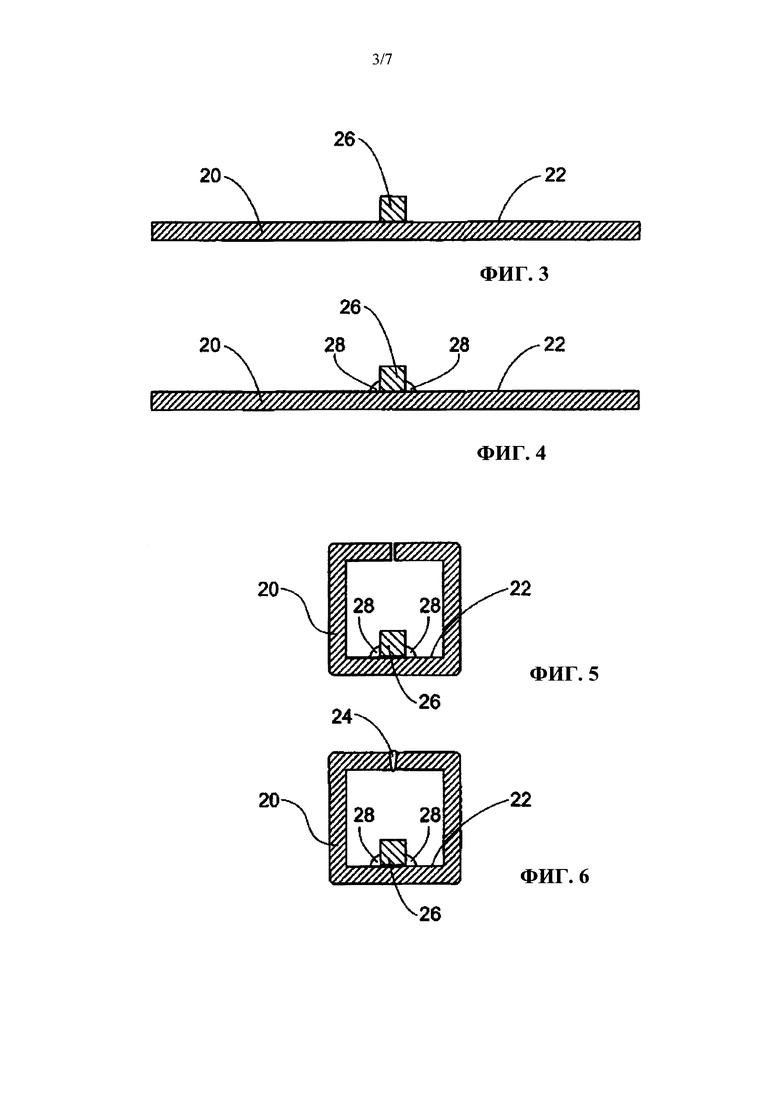
На фиг. 3 показан схематический разрез токопроводящей штанги и токопроводящего элемента согласно одному из вариантов осуществления настоящего изобретения;
На фиг. 4 показан схематический разрез токопроводящей штанги с приваренным к ней токопроводящим элементом по фиг. 3;
На фиг. 5 показан схематический разрез токопроводящей штанги по фиг. 4, профилированной с образованием полого профиля;
На фиг. 6 показано схематическое изображение в поперечном разрезе сваренной токопроводящей штанги по фиг. 5;
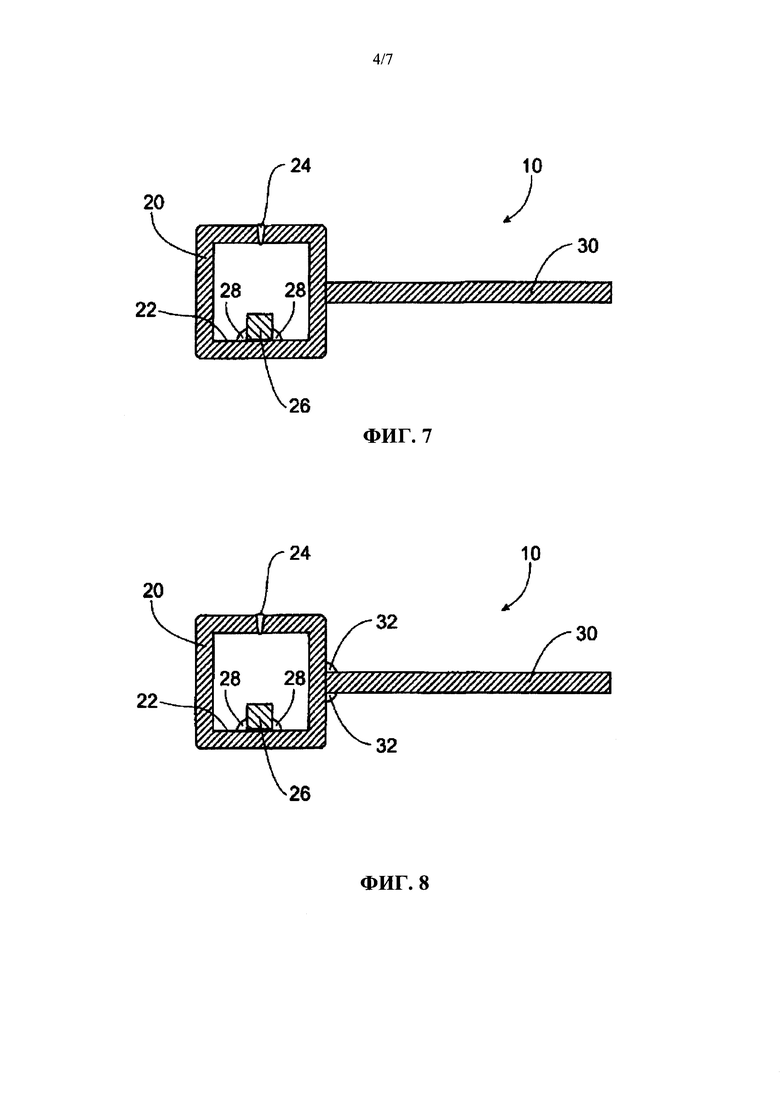
На фиг. 7 показано схематическое изображение токопроводящей штанги по фиг. 6 и пластины в поперечном разрезе;
На фиг. 8 показано схематическое изображение в поперечном разрезе токопроводящей штанги с приваренной к ней пластиной по фиг. 7;
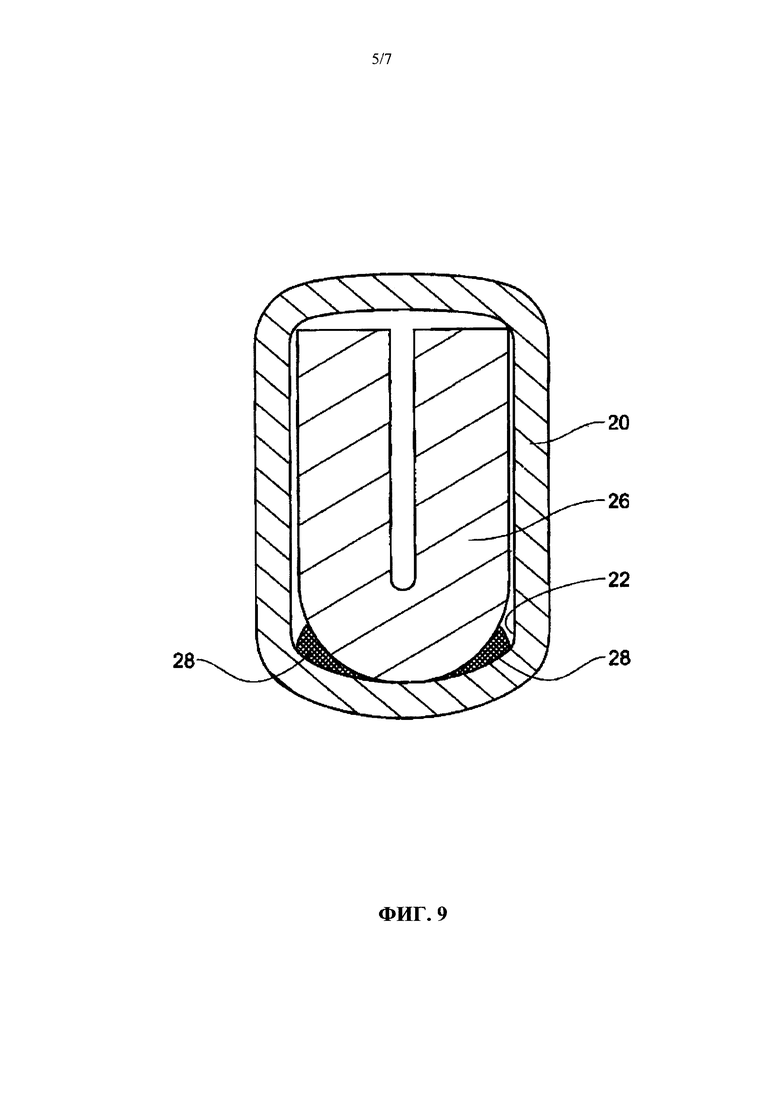
На фиг. 9 показан схематический разрез токопроводящей штанги согласно одному из вариантов осуществления настоящего изобретения;
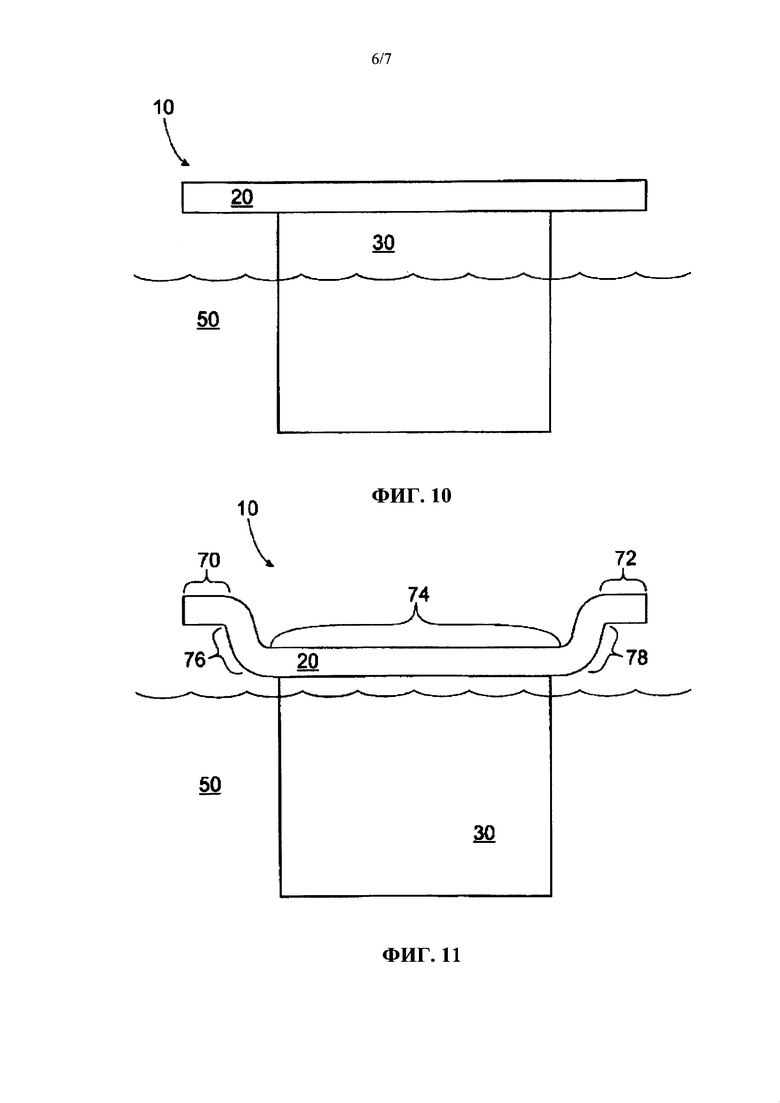
На фиг. 10 показано схематическое изображение электрода согласно одному из вариантов осуществления настоящего изобретения;
На фиг. 11 показано схематическое изображение электрода согласно другому варианту осуществления настоящего изобретения;
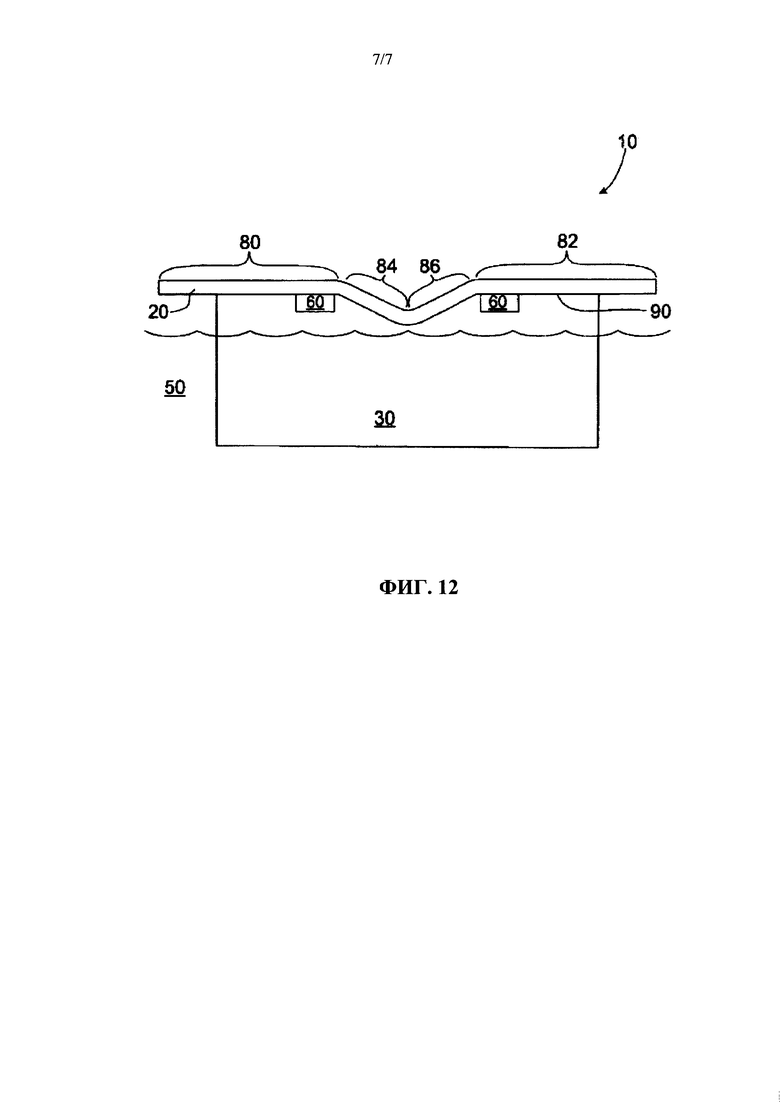
На фиг. 12 показано схематическое изображение электрода согласно еще одному из вариантов осуществления настоящего изобретения.
Подробное раскрытие настоящего изобретения
На фиг. 1 проиллюстрирован катод (100) предшествующего уровня техники, состоящий из медной токопроводящей штанги (101) и пластины (103) из нержавеющей стали. Пластина (103) из нержавеющей стали приварена к токопроводящей штанге (101) сварными швами (105). Проблема, связанная со сварными швами (105), соединяющими части из меди и нержавеющей стали, заключается в том, что они чувствительны к коррозии и не обладают высокой конструкционной прочностью.
На фиг. 2 представлен электрод в виде катода (10). Катод (10) содержит токопроводящую штангу (20), прикрепленную к пластине (30) с помощью сварных швов (32). Токопроводящий элемент (26) прикреплен к токопроводящей штанге (20) сварными швами (28).
Токопроводящая штанга (20) и пластина (30) выполнены из нержавеющей стали, и в силу этого сварные швы (32) представляют собой сварные швы из нержавеющей стали, обладающие высокой конструкционной прочностью и устойчивостью к коррозии. Токопроводящая штанга (20) выполнена полой, а ее внутренняя поверхность обозначена позицией (22). По длине токопроводящей штанги (20) ее концы соединены сварным швом (24), в результате чего образуется трубчатая конструкция токопроводящей штанги (20).
Токопроводящий элемент (26) выполнен из меди; при этом сварные швы (28) не обязательно должны обладать такой же прочностью, что и сварные швы (32), так как конструкция катода оказывает на сварные швы (28) минимальную нагрузку.
Сварные швы (28) служат, главным образом, для проведения тока, благодаря чему проводимость токопроводящей штанги (20) из нержавеющей стали повышена за счет медного токопроводящего элемента (26). Преимущество наличия токопроводящего элемента (26), приваренного к внутренней поверхности (22) токопроводящей штанги (20), заключается в том, что токопроводящий элемент (26) и сварные швы (28) в меньшей степени подвержены коррозии. Преимущество приваривания токопроводящего элемента (26) к токопроводящей штанге (20) состоит в том, что токопроводящий элемент (26) не должен обеспечивать конструкционную прочность токопроводящей штанги (20), и поэтому можно использовать меньшее количество меди с целью сокращения затрат.
На фиг. 3, 4, 5, 6, 7 и 8 представлен катод (10) на разных стадиях производства. На фиг. 3 токопроводящий элемент (26) помещен на внутреннюю поверхность (22) (т.е. на ту часть, которая станет внутренней поверхностью) токопроводящей штанги (20) (т.е. на листе или пластине, которая станет токопроводящей штангой). На фиг. 4 токопроводящий элемент (26) прикреплен к токопроводящей штанге (20) сварными швами (28). На фиг. 5 токопроводящая штанга (20) профилирована с образованием гнутого профиля. На фиг. 6 концы токопроводящей штанги (20) по длине скреплены сварным швом (24). На фиг. 7 пластина (30) примыкает к токопроводящей штанге (20). На фиг. 8 пластина (30) прикреплена к токопроводящей штанге сварными швами (32).
На фиг. 9 показано поперечное сечение токопроводящей штанги (20) согласно одному из вариантов осуществления настоящего изобретения. Токопроводящая штанга (20) выполнена из нержавеющей стали и содержит токопроводящий элемент (26), выполненный из меди, который прикреплен к внутренней поверхности (22) токопроводящей штанги (20) сварными швами (28). Как можно видеть на фиг. 9, токопроводящий элемент (26) имеет поперечное сечение U-образной формы. Преимущество такой конфигурации заключается в том, что токопроводящий элемент (26) может быть выполнен путем изгибания или профилирования тонко- или толстолистового металла на роликовой листогибочной машине.
На фиг. 10 представлен катод (10) согласно настоящему изобретению с токопроводящей штангой (20) «прямой» формы и пластиной (30), опушенной в раствор электролита (50).
На фиг. 11 проиллюстрирован катод (10) согласно настоящему изобретению с токопроводящей штангой (20), характеризующейся тем, что первый участок (70) и второй участок (72) располагаются практически на одном уровне, третий участок (74) смещен в осевом направлении относительно первого участка (70) и второго участка (72), четвертый участок (76) располагается между первым участком (70) и третьим участком (74), а пятый участок (78) располагается между вторым участком (72) и третьим участком (74). Пластина (30) прикреплена к третьему участку (74) токопроводящей штанги. Пластина (30) погружена в раствор электролита (50).
Если сравнить фигуры 10 и 11, то можно заметить, что катод (10) по фиг. 11 характеризуется тем, что большая часть его пластины (30) погружена в раствор электролита, что уменьшает падение напряжения между токопроводящей штангой (20) и той частью пластины (30), которая погружена в раствор электролита (50).
На фиг. 12 проиллюстрирован катод (10) согласно настоящему изобретению с токопроводящей штангой (20), характеризующейся наличием первого участка (80) и второго участка (82), которые расположены практически на одной оси; третьего наклонного участка (84) и четвертого наклонного участка (86), которые расположены между первым участком (80) и вторым участком (82). Третий наклонный участок (84) и четвертый наклонный участок (86) расположены под углом к первому участку (80) и второму участку (82). Пластина (30) прикреплена к токопроводящей штанге (20) и погружена в раствор электролита (50). Как можно видеть на фиг. 12, часть третьего наклонного участка (84) и четвертого наклонного участка (86) токопроводящей штанги (20) опускается ниже верхнего края (90) пластины (30). Вырезы (60) прилегают к токопроводящей штанге (20) и верхнему краю (90) пластины (30).
Цель всего представленного описания заключается в том, чтобы раскрыть настоящее изобретение, не ограничиваясь каким-либо одним вариантом его осуществления или определенным набором признаков. Специалисты в соответствующей области техники могут отходить от конкретных вариантов реализации заявленного изобретения, реализуя на практике его вариации, которые - тем не менее - входят в объем заявленного изобретения. Например, отдельные признаки одного варианта осуществления настоящего изобретения могут быть объединены с признаками другого варианта.
Специалистам в данной области техники должно быть очевидно, что в описанный вариант осуществления настоящего изобретения могут быть внесены различные изменения и модификации без отступления от сути и объема заявленного изобретения.
Слова «включает» и «содержит», а также их производные, такие как «включающий» или «содержащий», встречающиеся по всему тексту настоящей заявки, следует понимать как включение указанного элемента, узла или стадии, или группы элементов, узлов или стадий, а не как исключение какого-либо иного элемента, узла или стадии, или группы элементов, узлов или стадий.
Изобретение относится к катоду для производства меди электролизом из электролитического раствора, полой штанге упомянутого катода и способу изготовления упомянутого катода. Катод содержит полую токопроводящую штангу и пластину, прикрепленную к токопроводящей штанге, при этом, по меньшей мере, верхняя часть токопроводящей штанги расположена ниже верхней поверхности пластины, причем токопроводящая штанга содержит прикрепленный к ней токопроводящий элемент для повышения проводимости токопроводящей штанги. Полая токопроводящая штанга упомянутого катода содержит первый участок и второй участок, расположенные практически соосно, третий наклонный участок и четвертый наклонный участок, расположенные между первым и вторым участками, при этом оси третьего наклонного участка и четвертого наклонного участка расположены под углом к осям первого и второго участков, а токопроводящий элемент прикреплен к внутренней поверхности токопроводящей штанги. Раскрыт также способ изготовления упомянутого катода. Обеспечивается сокращение затрат и возможность снижения воздействия коррозии на сварные швы и токопроводящий элемент полой штанги катода. 4 н. и 16 з.п. ф-лы, 12 ил.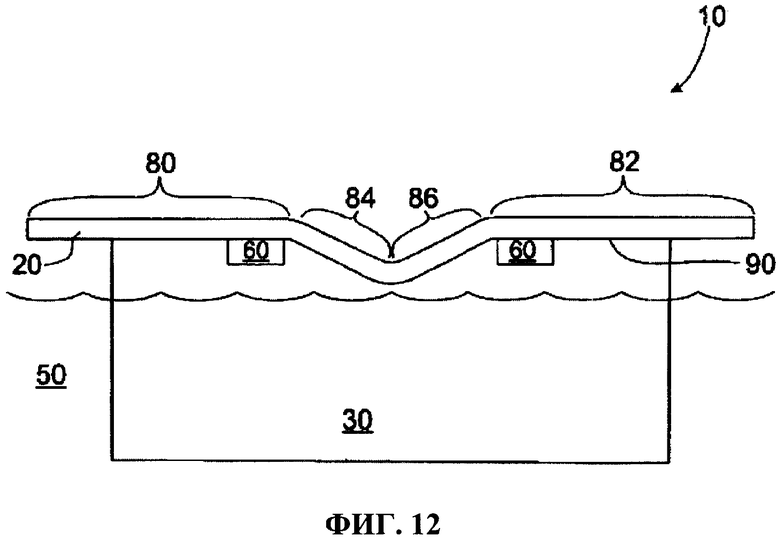
1. Катод для производства меди электролизом из электролитического раствора, содержащий:
полую токопроводящую штангу и
пластину, прикрепленную к токопроводящей штанге,
при этом, по меньшей мере, верхняя часть токопроводящей штанги опущена ниже верхней поверхности пластины.
2. Катод по п. 1, отличающийся тем, что токопроводящая штанга выполнена из нержавеющей стали.
3. Катод по п. 1 или 2, отличающийся тем, что токопроводящая штанга изготовлена профилированием листового материала на роликовой листогибочной машине.
4. Катод для производства меди электролизом из электролитического раствора, содержащий:
полую токопроводящую штангу и
пластину, прикрепленную к токопроводящей штанге,
при этом токопроводящая штанга содержит прикрепленный к ней токопроводящий элемент для повышения проводимости токопроводящей штанги,
при этом, по меньшей мере, верхняя часть токопроводящей штанги опущена ниже верхней поверхности пластины.
5. Катод по п. 4, отличающийся тем, что пластина сформована в виде единого целого с токопроводящей штангой.
6. Катод по п. 4 или 5, отличающийся тем, что токопроводящая штанга имеет первый участок и второй участок, расположенные соосно, третий участок, смещенный по оси относительно первого и второго участков, четвертый участок, расположенный между первым участком и третьим участком, и пятый участок, расположенный между вторым участком и третьим участком.
7. Катод по п. 6, отличающийся тем, что ось третьего участка проходит ниже уровня осей первого участка и второго участка.
8. Катод по п. 6, отличающийся тем, что пластина прикреплена к третьему участку.
9. Катод по п. 4 или 5, отличающийся тем, что токопроводящая штанга имеет трубчатую форму, а токопроводящий элемент приварен к внутренней поверхности токопроводящей штанги.
10. Катод по п. 4 или п. 5, отличающийся тем, что токопроводящая штанга выполнена из нержавеющей стали.
11. Катод по п. 4 или 5, отличающийся тем, что токопроводящая штанга изготовлена профилированием листового материала на роликовой листогибочной машине.
12. Полая токопроводящая штанга катода для производства меди электролизом из электролитического раствора, причем указанная полая токопроводящая штанга имеет:
первый участок и второй участок, расположенные соосно, и
третий наклонный участок и четвертый наклонный участок, расположенные между первым и вторым участками,
причем оси третьего наклонного участка и четвертого наклонного участка расположены под углом к осям первого и второго участков,
токопроводящий элемент, прикрепленный к внутренней поверхности токопроводящей штанги, при этом,
по меньшей мере, верхняя часть токопроводящей штанги опущена ниже верхней поверхности пластины, прикрепленной к токопроводящей штанге.
13. Полая токопроводящая штанга по п. 12, отличающаяся тем, что токопроводящая штанга изготовлена профилированием листового материала на роликовой листогибочной машине.
14. Способ изготовления катода для производства меди электролизом из электролитического раствора, включающий следующие стадии:
прикрепление токопроводящего элемента к внутренней поверхности полой токопроводящей штанги и
прикрепление пластины к токопроводящей штанге,
при этом, по меньшей мере, верхнюю часть токопроводящей штанги опускают ниже верхней поверхности пластины.
15. Способ по п. 14, отличающийся тем, что он дополнительно включает стадию профилирования токопроводящей штанги так, что токопроводящая штанга содержит четыре участка, при этом первый и второй участки токопроводящей штанги расположены соосно, третий участок токопроводящей штанги смещен по оси относительно первого и второго участков, а четвертый участок токопроводящей штанги расположен между вторым и третьим участками.
16. Способ по п. 14, отличающийся тем, что он дополнительно включает стадию профилирования токопроводящей штанги так, что токопроводящая штанга содержит четыре участка, при этом первый и второй участки токопроводящей штанги расположены соосно, третий наклонный участок и четвертый наклонный участок токопроводящей штанги расположены между первым и вторым участками, при этом оси третьего наклонного участка и четвертого наклонного участка расположены под углом к осям первого и второго участков.
17. Способ по п. 16, отличающийся тем, что третий наклонный участок и четвертый наклонный участок образуют тупой угол.
18. Способ по п. 17, отличающийся тем, что третий наклонный участок и четвертый наклонный участок образуют прямой или острый угол.
19. Способ по любому из пп. 15, 16, 17 или 18, отличающийся тем, что стадия прикрепления токопроводящего элемента к внутренней поверхности токопроводящей штанги включает приваривание токопроводящего элемента к внутренней поверхности токопроводящей штанги до профилирования указанной токопроводящей штанги.
20. Способ по любому из пп. 15, 16, 17 или 18, отличающийся тем, что стадия профилирования токопроводящей штанги включает профилирование токопроводящей штанги на роликовой листогибочной машине.
| US 2009050488 A1, 26.02.2009 | |||
| US 4647358 A, 03.03.1987 | |||
| US 5492609 A, 20.02.1996 | |||
| US 4871436 A, 03.10.1989 | |||
| CN 201686759 U, 29.12.2010 | |||
| КАТОД ДЛЯ ПОЛУЧЕНИЯ МЕДИ | 2007 |
|
RU2346087C1 |
| КАТОДНЫЙ ЭЛЕМЕНТ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ МЕТАЛЛОВ | 2001 |
|
RU2205250C2 |

