Предпосылки создания изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройствам циркуляции воздуха в больших зданиях, в частности к охлаждающему вентилятору, имеющему лопасти повышенной прочности, который может быть использован для обеспечения циркуляции большого объема воздуха.
Описание предшествующего уровня техники
Люди, которые работают в больших зданиях, таких как товарные склады и ангары аэропортов, регулярно подвергаются воздействию производственных условий, которые варьируются от некомфортных до опасных. В жаркий день температура воздуха внутри помещения может достичь значения, при котором человек не способен поддерживать безопасную температуру тела. Кроме того, многие виды деятельности, которые имеют место в этих средах, такие как сварка или функционирование двигателей внутреннего сгорания, вызывают образование аэрозольных загрязнителей, которые могут быть опасными для тех, кто подвергается их воздействию. Воздействия аэрозольных загрязнителей усиливаются до еще большей степени, если зона не вентилируется надлежащим образом.
Проблема охлаждения или циркуляции воздуха в больших зданиях не может быть решена обычными способами кондиционирования воздуха. Большой объем воздуха внутри здания в сочетании в большой тепловой мощностью, передаваемой через потолки и стены, могут потребовать работы мощных устройств для кондиционирования воздуха. Если бы такие устройства использовались, эксплуатационные расходы были бы существенными. Кроме того, обычное кондиционирование воздуха обеспечивает регулярную рециркуляцию внутреннего воздуха для повышения эффективности процесса охлаждения. Следовательно, обычное кондиционирование воздуха, как правило, не используется в вентиляционных системах, которые служат для быстрого удаления аэрозольных загрязнителей, таких как выхлопы или дым, и замены загрязненного воздуха свежим воздухом из внешнего источника. Например, при сварке и работе двигателей внутреннего сгорания внутри здания внутренний воздух должен быть заменен и не должен подвергаться рециркуляции вследствие опасного накопления аэрозольных загрязнителей.
Вообще говоря, вентиляторы малого и большого диаметра могут использоваться для обеспечения некоторой степени циркуляции, охлаждения и вентилирования, когда обычное кондиционирование воздуха невозможно. Недостаток использования вентиляторов малого диаметра для обеспечения циркуляции воздуха состоит в том, что образующийся в результате воздушный поток резко уменьшается в местах, находящихся дальше по потоку. Кроме того, большое количество электрической энергии, потребляемое при одновременном использовании этих устройств в больших количествах, сводит на нет их преимущество как недорогой системы охлаждения.
Кроме того, недостаток использования вентиляторов большого диаметра состоит в том, что они, как правило, требуют высокопрочных легких лопастей особой конструкции, которые могут выдерживать большие напряжения, вызванные существенными изгибающими моментами под действием силы тяжести, которые увеличиваются при увеличении отношения длины лопасти к ее ширине. То обстоятельство, что вращательная инерция вентилятора возрастает пропорционально квадрату диаметра, требует использования зубчатых редукторов, создающих большой крутящий момент. К сожалению, обычные элементы цепи привода (кинематической цепи) могут быть подвержены механическим повреждениям из-за, в основном, большого крутящего момента, создаваемого электрическими двигателями во время фазы их пуска, что может привести к снижению надежности вентиляторов большого диаметра.
Некоторые вентиляторы большого диаметра были оснащены тихоходными механизмами и большими лопастями вентиляторов с аэродинамическими элементами. Например, в патенте США № 6244821 раскрыт тихоходный охлаждающий вентилятор, имеющий большой диаметр с пропорционально большими лопастями вентилятора, которые могут быть образованы посредством использования общеизвестного процесса прессования выдавливанием (выдавливания). К сожалению, такие лопасти, полученные выдавливанием, имеют не обеспеченные опорой задние кромки, которые могут разорваться из-за деформирования или коробления во время формования и охлаждения. В результате аэродинамические элементы укорачиваются из-за разрыва, образующегося на более длинных, не обеспеченных опорой, задних кромках во время изготовления, что снижает общую эффективность работы больших лопастей вентиляторов. Следовательно, укороченные задние кромки отрицательно влияют на аэродинамическую эффективность больших лопастей вентиляторов, тем самым потенциально снижая эффективность создаваемого циркуляционного воздушного потока внутри здания.
Из вышеизложенного очевидно, что в настоящее время существует необходимость в экономичном циркуляционном устройстве, которое обеспечивает оптимальное вентилирование и эффективное охлаждение в больших зданиях. В частности, в настоящее время существует необходимость в таком циркуляционном устройстве, которое содержит усовершенствованные лопасти вентилятора, и в способе изготовления их, с тем чтобы повысить конструктивную жесткость лопасти и обеспечить поддержание улучшенных аэродинамических характеристик.
Сущность изобретения
Вышеуказанные потребности могут быть удовлетворены посредством вентилятора в сборе, предназначенного для обеспечения циркуляции воздуха в промышленном здании. В одном варианте осуществления вентилятор в сборе может содержать опору, приспособленную для обеспечения возможности крепления вентилятора в сборе к крыше промышленного здания, и двигатель, присоединенный к опоре, причем двигатель введен во взаимодействие с валом, выполненным с возможностью вращения, так, чтобы вызывать вращение вала. Вентилятор в сборе может дополнительно содержать множество лопастей вентилятора, присоединенных к валу, выполненному с возможностью вращения, при этом каждая лопасть вентилятора образована из выдавленного металла таким образом, что первая изогнутая стенка соединена со второй изогнутой стенкой с образованием переднего соединения и заднего соединения, и при этом заднее соединение простирается с образованием третьей изогнутой стенки, имеющей заднюю кромку, причем каждая лопасть дополнительно содержит отбортованный край, который выступает дистально от задней кромки непрерывным образом, так что угловое смещение отбортованного края от задней кромки образует зону изгиба, которая обеспечивает усиление задней кромки. В соответствии с одним аспектом каждая лопасть вентилятора имеет аэродинамический профиль, имеющий сужающуюся заднюю кромку, которая изогнута с образованием отбортованного края, при этом отбортованный край выступает вниз от нижней поверхности третьей изогнутой стенки.
Кроме того, первая изогнутая стенка может быть соединена со второй изогнутой стенкой с образованием полой внутренней зоны. Первая изогнутая стенка может быть соединена со второй изогнутой стенкой с образованием сплошной внутренней зоны. Кроме того, множество лопастей вентилятора может быть прикреплено к ступице, которая присоединена к валу, выполненному с возможностью вращения. В одном варианте осуществления множество лопастей вентилятора может включать в себя, по меньшей мере, десять лопастей вентилятора. Следует понимать, что множество лопастей вентилятора может включать в себя две или более лопастей вентилятора, не отходя от объема настоящего изобретения. Каждая из множества лопастей вентилятора может быть изготовлена посредством использования процесса выдавливания, при этом выдавленный металл содержит алюминий.
Кроме того, каждая лопасть вентилятора может иметь ширину поперечного сечения, составляющую от приблизительно 5 дюймов до 8 дюймов. Каждая лопасть вентилятора имеет высоту поперечного сечения, составляющую от приблизительно 0,75 (3/4) дюйма до приблизительно 1,50 (3/2) дюйма. Каждая лопасть вентилятора имеет длину от приблизительно 4 футов до 14 футов. Первая и вторая изогнутые стенки имеют толщину от приблизительно 0,0625 (1/16) дюйма до 0,1875 (3/16) дюйма. Третья изогнутая стенка имеет сужающийся профиль, толщина которого уменьшается по его длине от приблизительно 0,125 (1/8) дюйма у заднего соединения до приблизительно 0,0625 (1/16) дюйма у задней кромки. Отбортованный край имеет длину от приблизительно 0,25 (1/4) дюйма до 0,375 (3/8) дюйма.
В другом варианте осуществления вышеуказанные потребности также могут быть удовлетворены посредством металлической лопасти вентилятора, предназначенной для вентилятора в сборе, используемого в промышленном здании. В данном конкретном варианте осуществления лопасть вентилятора может иметь выдавленный профиль поперечного сечения, имеющий множество изогнутых стенок, причем первая изогнутая стенка соединена со второй изогнутой стенкой с образованием аэродинамического профиля, имеющего заднюю кромку, которая включает в себя отбортованный край, выступающий наружу от направления задней кромки, причем отбортованная часть задней кромки выступает вниз от нижней поверхности задней кромки так, что угловое смещение отбортованной части от нижней поверхности задней кромки обеспечивает образование усиленной зоны, которая повышает конструктивную жесткость задней кромки, так что задняя кромка с отбортованным краем будет стойкой к повреждениям, и при этом отбортованный край обеспечивает увеличение объема воздушного потока, возникающего в результате работы вентилятора в сборе, имеющего лопасть вентилятора.
В еще одном варианте осуществления вышеуказанные требования также могут быть удовлетворены посредством вентилятора в сборе, предназначенного для охлаждения промышленных зданий. В данном конкретном варианте осуществления вентилятор в сборе может содержать узел крепления, имеющий ступицу, выполненную с возможностью вращения, который обеспечивает крепление вентилятора в сборе к потолку промышленного здания. Вентилятор в сборе может дополнительно содержать множество лопастей вентилятора, прикрепленных к ступице, выполненной с возможностью вращения, при этом каждая из множества лопастей вентилятора имеет длину, составляющую, по меньшей мере, 3 фута, и выполнена из выдавленного металла так, чтобы иметь первый участок с аэродинамической поверхностью и сужающуюся заднюю кромку, причем отбортованный край образован за одно целое на конце сужающейся задней кромки так, чтобы обеспечить усиление сужающейся задней кромки и чтобы обеспечить увеличенную, направленную вниз, реактивную силу во время вращения лопастей вентилятора. В соответствии с одним аспектом лопасти вентилятора выполнены посредством использования процесса изготовления выдавливанием, при этом отбортованный край обеспечивает усиление сужающейся задней кромки во время процесса изготовления выдавливанием, так что сужающаяся задняя кромка противодействует разрыву в процессе ее образования.
В еще одном варианте осуществления вышеуказанные потребности могут быть удовлетворены посредством способа образования лопасти вентилятора. В этом конкретном варианте осуществления способ может включать в себя размягчение металла и вдавливание металла в форму для прессования выдавливанием так, что охлажденная металлическая лопасть вентилятора выдавливается из формы для прессования выдавливанием так, что она имеет в поперечном сечении первый аэродинамический профиль и сужающуюся заднюю кромку, присоединенную с образованием одного целого к концу первого аэродинамического профиля, и усиливающий отбортованный край, который выступает наружу от направления сужающейся задней кромки так, чтобы обеспечить усиление сужающейся задней кромки во время выдавливания для воспрепятствования разрыву сужающейся задней кромки. В соответствии с одним аспектом размягчение металла может включать в себя размягчение алюминия, при этом размягчение металла может дополнительно включать в себя размягчение алюминиевого сплава, по меньшей мере, с одним из меди, марганца, кремния, магния и цинка.
Кроме того, способ может еще дополнительно включать в себя выполнение экструзионной матрицы для получения лопасти вентилятора с полой внутренней частью, при этом вдавливание металла в экструзионную матрицу включает в себя приложение давления к размягченному металлу посредством использования пресса для выдавливания (экструдинг-пресса) так, чтобы обеспечить вдавливание размягченного металла через экструзионную матрицу. Кроме того, соединенные лопасти вентилятора могут быть разделены для образования множества отдельных лопастей вентилятора.
В соответствии с еще одним аспектом вдавливание металла в форму для прессования выдавливанием может обеспечить получение, по меньшей мере, одной лопасти вентилятора с постоянным поперечным сечением. Кроме того, вдавливание металла в форму для прессования выдавливанием может обеспечить получение, по меньшей мере, одной лопасти вентилятора, имеющей первую поверхность и вторую поверхность, которые соединяются с образованием аэродинамического профиля, который улучшает столбчатые свойства воздушного потока, создаваемого, по меньшей мере, одной лопастью вентилятора. Кроме того, вдавливание металла в форму для прессования выдавливанием может обеспечить получение, по меньшей мере, одной лопасти вентилятора с удлиненной первой поверхностью, которая содержит, по меньшей мере, один из сужающейся задней кромки и усиливающего отбортованного края, что приводит к усовершенствованной конструкции аэродинамической поверхности. Эти и другие цели и преимущества настоящего изобретения станут более очевидными из нижеприведенного описания, рассматриваемого совместно с сопровождающими чертежами.
Краткое описание чертежей
Фиг.1 иллюстрирует один вариант осуществления вентилятора в сборе, который имеет множество лопастей вентилятора, каждая из которых имеет усиленную заднюю кромку, и который может быть расположен рядом с потолком большого торгового здания.
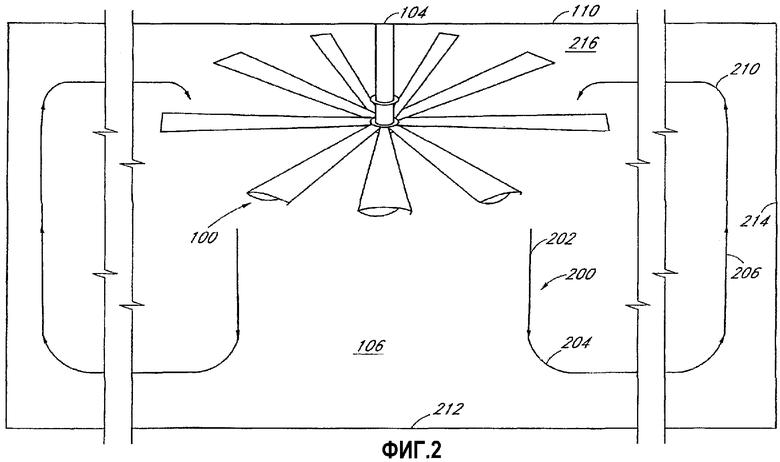
Фиг.2 иллюстрирует один вариант осуществления схемы воздушного потока, создаваемого вентилятором в сборе по фиг.1.
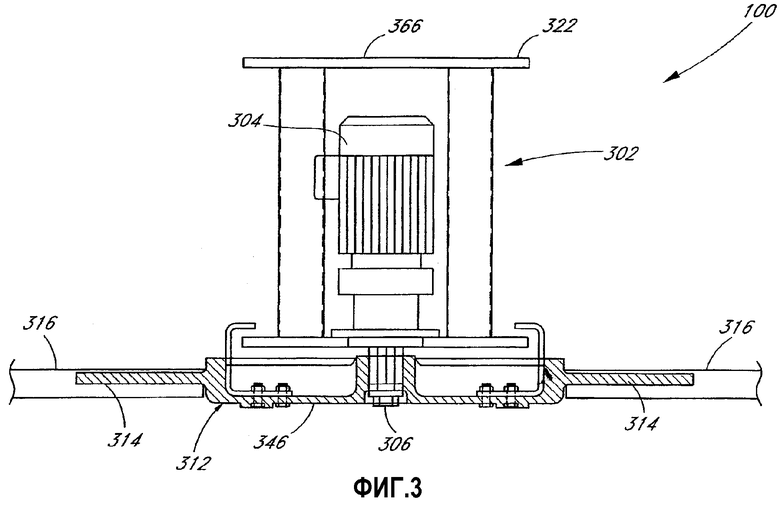
Фиг.3 иллюстрирует вертикальный вид сбоку вентилятора в сборе по фиг.1.
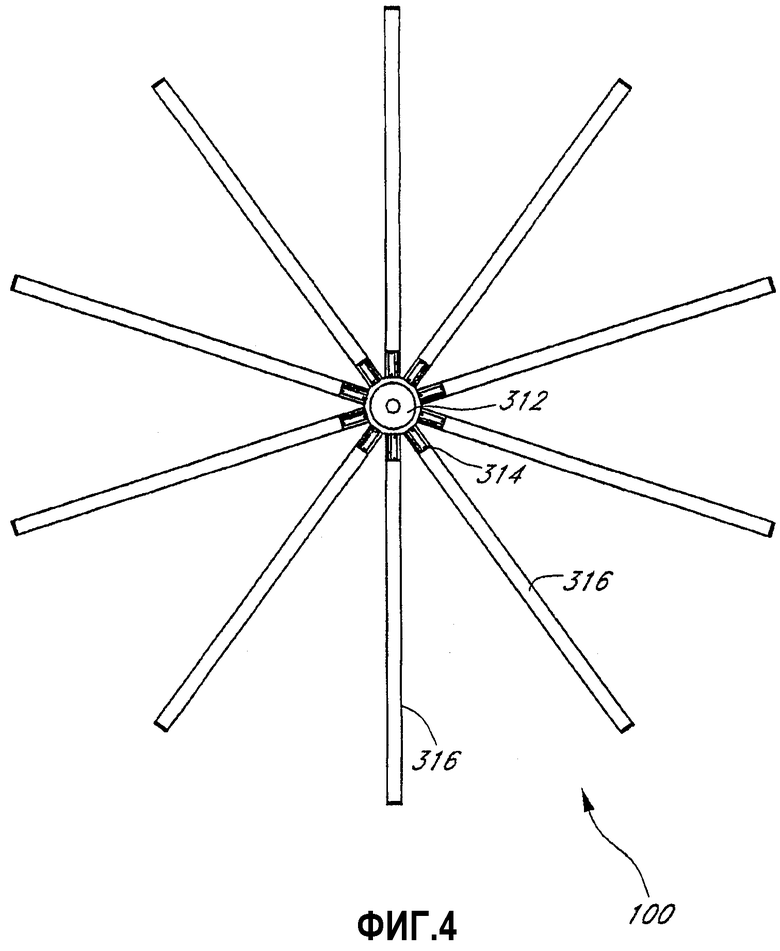
Фиг.4 иллюстрирует аксиальное изображение, видимое наблюдателем, смотрящим вверх на вентилятор в сборе по фиг.1.
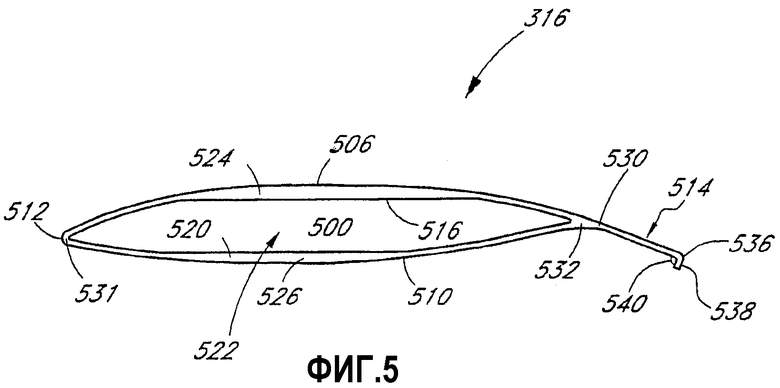
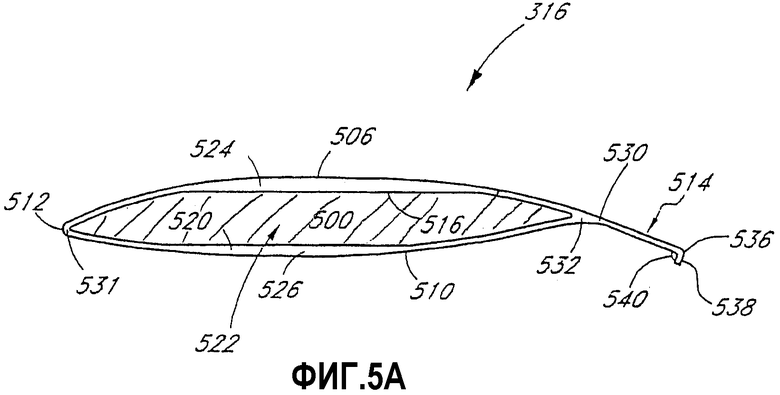
Фиг.5 иллюстрирует сечение отдельной лопасти вентилятора по фиг.1, при этом лопасть вентилятора имеет усиленную заднюю кромку.
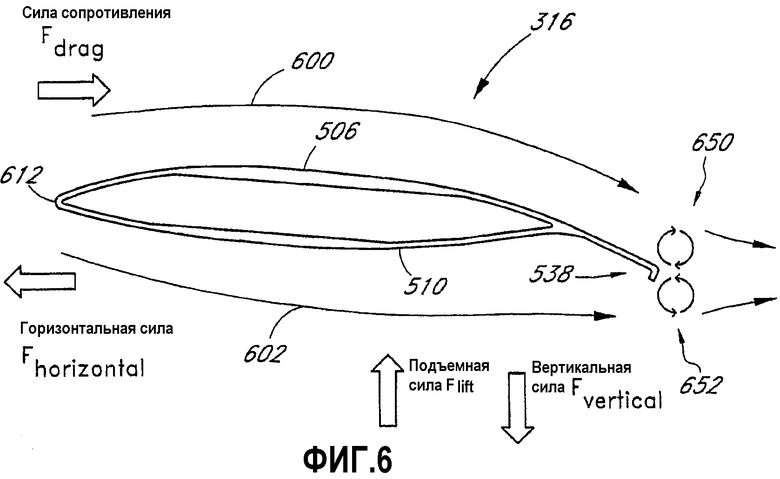
Фиг.6 иллюстрирует сечение отдельной лопасти вентилятора по фиг.5, включая аэродинамические силы, создаваемые вентилятором в сборе по фиг.1.
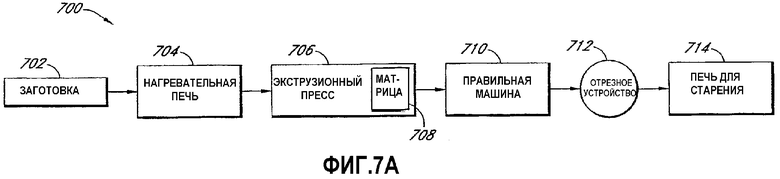
Фиг.7А иллюстрирует один вариант осуществления множества компонентов для изготовления выдавливанием, включая экструзионную матрицу, которая может быть использована для образования лопасти вентилятора, полученной выдавливанием и имеющей усиленную заднюю кромку.
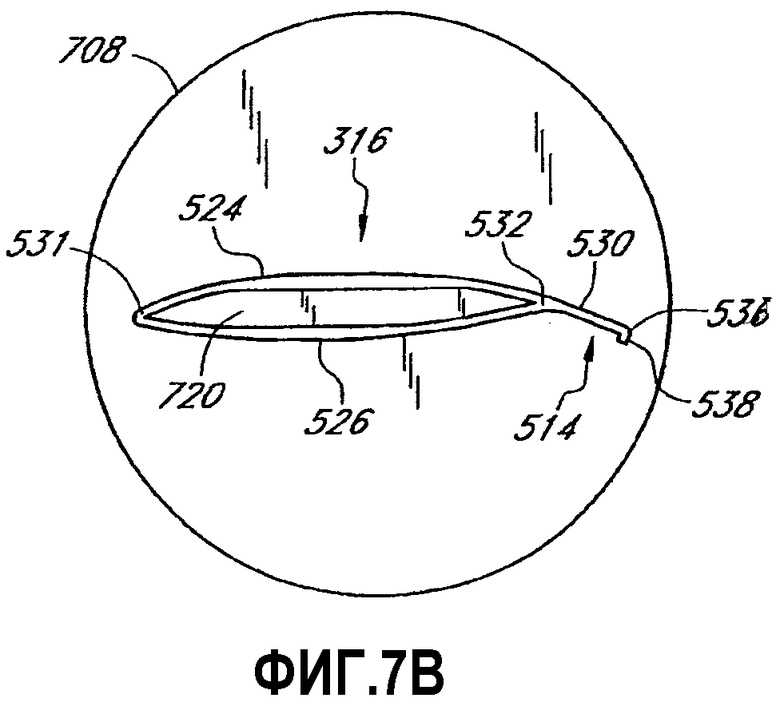
Фиг.7В иллюстрирует один вариант осуществления экструзионной матрицы, которая содержит отверстие с конфигурацией, аналогичной по форме профилю поперечного сечения лопасти вентилятора, имеющей усиленную заднюю кромку.
Подробное описание предпочтительного варианта осуществления
Далее делается ссылка на чертежи, на которых аналогичные ссылочные позиции относятся к аналогичным деталям на всех чертежах. Фиг.1 иллюстрирует один вариант осуществления вентилятора 100 в сборе, который имеет множество лопастей 316 вентилятора, каждая из которых имеет усиленную заднюю кромку 514, и который может быть расположен рядом с потолком 110 большого торгового и/или промышленного здания 106. Способ выдавливания может быть использован для образования каждой лопасти 316 вентилятора с усиленной задней кромкой 514, как будет более подробно описано здесь ниже. В соответствии с одним аспектом возможность разрыва задней кромки лопасти 316 вентилятора во время выдавливания может быть уменьшена благодаря поддерживающим элементам усиленной задней кромки 514 так, как будет описано здесь ниже более подробно.
Вентилятор 100 в сборе может быть прикреплен к любой соответствующей, ранее существовавшей опорной конструкции или к любому соответствующему выступающему элементу, присоединенному к ней в виде подвесной конфигурации, так, что ось вращения вентилятора 100 в сборе проходит, по существу, вдоль вертикального направления. Следует понимать, что конструктивные компоненты вентилятора 100 в сборе, включая размеры и функциональность усиленной задней кромки 114, будут здесь описаны более подробно ниже со ссылкой на фиг.3-6.
В соответствии с одним аспектом вентилятор 100 в сборе может содержать тихоходный вентилятор в сборе, подобный описанному в выданном на имя заявителя патенте США № 6244821, который настоящим полностью включен в данную заявку путем ссылки. На фиг.1 дополнительно проиллюстрирован вентилятор 100 в сборе, прикрепленный к выступающей детали 101, которая может быть прикреплена к месту 104 крепления, расположенному на потолке 110, посредством использования обычных крепежных элементов, таких как гайки, болты и/или сварные швы, как известно в данной области техники. Блок 102 управления может быть соединен с вентилятором 100 в сборе посредством стандартной линии электропередачи так, чтобы обеспечить подачу электрической энергии к вентилятору 100 в сборе, как ниже будет описано здесь более подробно.
Как дополнительно проиллюстрировано на фиг.1, каждая лопасть 316 вентилятора может принимать форму длинной узкой детали из алюминия с полым внутренним пространством. В данном конкретном варианте осуществления лопасти 316 вентилятора могут быть изготовлены посредством способа изготовления, представляющего собой принудительное выдавливание алюминия, так, как описано здесь более подробно ниже со ссылкой на фиг.7А, 7В. Предпочтительно это создает возможность изготовления легких лопастей 316 вентилятора с существенной конструктивной целостностью недорогим образом. Это также создает возможность недорогого изготовления лопастей 316 вентилятора с аэродинамическими элементами, такими как задние кромки с отбортованным краем и профили с контуром аэродинамической поверхности. Кроме того, каждая лопасть 316 вентилятора может быть изготовлена с постоянным поперечным сечением по ее длине. Тем не менее, следует понимать, что альтернативные варианты осуществления могут включать в себя лопасти вентилятора, выполненные из выдавленного алюминия с непостоянным поперечным сечением, не отходя от объема настоящего изобретения.
Кроме того, аэродинамические качества лопасти 316 вентилятора могут быть улучшены посредством образования сужающейся задней кромки 514 на лопасти 316 вентилятора, что может привести к более равномерному воздушному потоку от вентилятора 100 в сборе, как будет рассмотрено более подробно со ссылкой на фиг.5, 6. Кроме того, посредством использования стандартных крепежных элементов крышка может быть установлена на дистальном конце лопасти 316 вентилятора так, чтобы закрыть концевые отверстия и создать непрерывную наружную поверхность. В одном варианте осуществления крышка может содержать минимальную конструкцию, которая, по существу, подогнана к площади поперечного сечения лопасти 316 вентилятора.
На фиг.2 проиллюстрирован один вариант осуществления конфигурации 200 воздушного потока, создаваемой вентилятором 100 в сборе по фиг.1. Как проиллюстрировано на фиг.2, когда пользователь переводит вентилятор 100 в сборе в рабочий режим посредством ввода соответствующего входного сигнала в блок 102 управления, циркулирующий воздушный поток 200, содержащий в одном варианте осуществления плавные и/или однородные конфигурации воздушного потока, может быть создан во всем внутреннем пространстве 106 здания. В одном варианте осуществления циркулирующий воздушный поток 200 включает в себя большой, медленно движущийся вниз, воздушный поток 202, который способен перемещаться через обширные открытые пространства вследствие характерной для него большой инерциальной массы и благодаря тому, что он перемещается в сторону от вентилятора 100 в сборе так, как описано в выданном заявителю патенте США № 6244821.
В соответствии с одним аспектом воздушный поток 202 исходно проходит вниз подобно столбу к зоне 212 пола, расположенной под вентилятором 100 в сборе. Когда воздушный поток 202 приблизится к зоне 212 пола, воздушный поток 202 впоследствии отклоняется зоной 212 пола, с тем чтобы обеспечить его расширение радиально наружу в виде нижнего горизонтального воздушного потока 204. В дальнейшем нижний горизонтальный воздушный поток 204 направляется стенами 214 товарного склада (большого магазина) вверх в виде направленного вверх воздушного потока 206, который дополнительно направляется потолком 110 товарного склада в верхний, движущийся внутрь, горизонтальный воздушный поток 210. При достижении зоны 216 над вентилятором 100 в сборе возвращающийся воздух в воздушном потоке 210 снова направляется вниз под действием вентилятора 100 в сборе, в результате чего цикл повторяется. Предпочтительно циркулирующий воздушный поток 200, создаваемый вентилятором 100 в сборе, создает приятную рабочую среду для людей, работающих во внутреннем пространстве 106 товарного склада.
На фиг.3 проиллюстрирован подробный вертикальный вид сбоку вентилятора 100 в сборе, показанного на фиг.1, 2. Механическую опору для вентилятора 100 в сборе создает опорная рама 302. Опорная рама 302 включает в себя верхнюю стальную горизонтальную плиту 322, которая приспособлена для крепления ее к соответствующей горизонтальной опорной конструкции, примыкающей к потолку, так что создается контакт между опорной структурой первой поверхностью 366 плиты 322, чтобы тем самым создать возможность установки вентилятора 100 в сборе рядом с потолком. В одном варианте осуществления плита 322 присоединена болтами к опорной балке потолка, так что вентилятор 100 в сборе выступает вниз от потолка здания аналогично тому, как это показано на фиг.1.
Вентилятор в сборе может дополнительно содержать электрический двигатель 304. Электрический двигатель 304 может быть выполнен с возможностью питания его от источника электропитания переменного тока с изменяющейся частотой, что дает возможность электрическому двигателю 304 обеспечивать изменяющуюся частоту вращения. В одном варианте осуществления электрический двигатель 304 может содержать электрический двигатель с инвертируемым режимом работы, изготавливаемый компанией Baldor Motor, Америка. Кроме того, электрический двигатель 304 может содержать встроенный редукторный привод или механизм, изготавливаемый компанией Lenze, Германия, который обеспечивает необходимый выигрыш в силе для приведения в действие большого вентилятора 100 в сборе. Следует понимать, что максимальное энергопотребление электрического двигателя 304 составляет приблизительно 370 Ватт.
Электрический двигатель 304 может быть смонтирован на опорной раме 302 таким образом, что ось вращения электродвигателя 304 будет проходить вдоль вертикального направления, в результате чего будет обеспечена подача приводного крутящего момента на вентилятор 100 в сборе. Вал 306 электродвигателя передает крутящий момент от электрического двигателя 304 ступице 312, которая смонтирована на валу 306. Ступица 312 может содержать одну деталь из литого алюминия с дискообразной формой, которая выполнена с возможностью крепления к ней множества лопастей 316 вентилятора. Множество опор 314 для лопастей простираются от ободной части 346 так, что они выступают радиально наружу от оси вращения, определяемой валом 306 электродвигателя, на расстояние, составляющее приблизительно 15 дюймов. Опорные лопасти 314 имеют форму, подобную форме лопаток (весел), и выполнены с возможностью вдвигания их в концы множества лопастей 316 вентилятора для создания средства, предназначенного для обеспечения крепления лопастей 316 вентилятора к ступице 312. Более тщательное рассмотрение механических элементов вентилятора 100 в сборе, включая процедуру крепления лопастей 316 вентилятора, приведено в выданном на имя заявителя патенте США № 6244821.
Фиг.4 представляет собой изображение вентилятора 100 в сборе, вид снизу, и иллюстрирует взаимосвязь (взаимное расположение) между ступицей 312, комплектом опор 314 для лопастей, проходящих от ступицы 312, и комплектом лопастей 316 вентилятора, проходящих от опор 314 для лопастей. Каждая лопасть 316 вентилятора проходит ортогонально от оси вращения вентилятора 100 в сборе, определяемой валом 306 электродвигателя, так, что в результате получают равномерное распределение множества лопастей 316 вентилятора. В одном варианте осуществления вентилятор 100 в сборе может быть изготовлен с диаметром, находящимся в диапазоне от 8 футов до 40 футов. Это приводит к соотношению геометрических размеров (относительному удлинению) каждой лопасти 316 вентилятора, которое находится в интервале от 8:1 до 40:1. Когда вентилятор 100 в сборе работает в нормальных условиях, максимальная скорость концов лопастей может находиться в интервале от приблизительно 25 футов в секунду до приблизительно 75 футов в секунду в зависимости от диаметра вентилятора 100 в сборе. Кроме того, лопасти 316 вентилятора могут быть прикреплены к ступице 312 под углом, с тем чтобы улучшить эксплуатационные характеристики и повысить эффективность за счет увеличения объема столбообразного воздушного потока, распределяемого вентилятором 100 в сборе во время работы.
Фиг.5 иллюстрирует поперечное сечение лопасти 316 вентилятора в произвольном месте вдоль ее длины, которое видно, если наблюдатель смотрит в направлении к дистальному концу лопасти 316 вентилятора по отношению к фиг.1. Лопасть 316 вентилятора может иметь первую изогнутую стенку 524, вторую изогнутую стенку 526 и полую внутреннюю зону 522, образованную ими. Две стенки 524 и 526 могут быть соединены вместе в переднем соединении 531 и заднем соединении 532. В заднем соединении 532 две стенки 524, 526 объединяются с обеспечением непрерывности для образования третьей стенки 530, причем третья стенка 530 "продолжается" до тех пор, пока она не достигнет усиленной задней кромки 514, которая может быть сужающейся, с тем чтобы обеспечить уменьшение ее толщины по ее длине. Кроме того, первая поверхность 506 может быть образована на наружной стороне стенки 524, и она продолжается без образования швов до наружной стороны стенки 530 до тех пор, пока не будет достигнута усиленная задняя кромка 514. Вторая поверхность 510 может быть образована на наружной стороне стенки 526 и продолжается без образования швов до наружной стороны стенки 530 до тех пор, пока не будет достигнута усиленная задняя кромка 514.
Кроме того, две поверхности 506, 510 сходятся у передней кромки 512. Полая внутренняя зона 522, которая также может быть названа зоной полости, может содержать широкую центральную часть 500 прямоугольной формы. Плоская третья поверхность 516 может быть образована на внутренней стороне стенки 524 в зоне части 500, и плоская четвертая поверхность 520 может быть образована на внутренней стороне стенки 530 в зоне части 500. В соответствии с одним аспектом плоские внутренние поверхности 516, 520 могут быть, по существу, параллельными друг другу. Следует понимать, что лопасть 316 вентилятора может содержать сплошную внутреннюю зону без отхода от объема настоящего изобретения. Также следует понимать, что размеры поперечного сечения лопасти 316 вентилятора, включая усиленную заднюю кромку 514, будут описаны здесь ниже более подробно со ссылкой на фиг.7В.
Кроме того, усиленная задняя кромка 514 может содержать выступающий вниз, отбортованный край 538, поддерживаемый зоной 536 изгиба. Как проиллюстрировано на фиг.5, усиленная задняя кромка 514 простирается от заднего соединения 532 так, что она следует кривизне первой изогнутой стенки 524. Дистальный конец усиленной задней кромки 514 загибается вниз с образованием зоны 536 изгиба и выступающего вниз, отбортованного края 538. Отбортованный край 538 выступает дистально от усиленной задней кромки 514 посредством зоны 536 изгиба и образует первый угол 540 с усиленной задней кромкой 514. В зависимости от конкретного случая применения и работы лопасти 316 вентилятора длина отбортованного края 538 и угловое смещение первого угла 540 могут варьироваться по величине, не отходя от объема настоящего изобретения.
Длина отбортованного края 538 может составлять величину от 0,125 (1/8) до 0,375 (3/8) дюйма, и угловое смещение первого угла может составлять величину от 80 до 100 градусов. В предпочтительном варианте осуществления отбортованный край 538 может иметь длину, составляющую приблизительно 0,25 (1/4) дюйма, и первый угол 540 может иметь угловое смещение, составляющее приблизительно 90 градусов. Кроме того, лопасть 316 вентилятора, включающая в себя усиленную заднюю кромку, может содержать выдавленный алюминий, но следует понимать, что лопасть 316 вентилятора может содержать различные общеизвестные выдавленные материалы, не отходя от объема настоящего изобретения.
В соответствии с одним аспектом конструктивный изгиб зоны 536 изгиба повышает прочность дистального конца усиленной задней кромки 514 так, что конструктивный изгиб обеспечивает повышение жесткости за счет создания поддерживающих сил, действующих в двух направлениях, относительно параллельных и перпендикулярных ее длине. В результате наблюдений заявитель установил, что во время выдавливания лопасти 316 вентилятора задняя кромка без зоны 536 изгиба или отбортованного фланца 536 может коробиться, разрываться или деформироваться так, что это отрицательно влияет на конструктивную целостность задней кромки. Например, разрыв не имеющей опоры задней кромки может произойти во время выдавливания в результате того, что материал выдавливается через экструзионную матрицу так, что силы давления стремятся разорвать зоны, не имеющие опоры. Во время формования, когда выдавливаемый материал выходит из экструзионной матрицы, у заднего соединения 532 создается перепад давлений, при этом материал двух наружных поверхностей 506, 510, имеющий большую массу, создает большое давление "сноса", действующее на материал задней кромки, имеющий меньшую массу. Поскольку две наружные поверхности 506, 510 обеспечивают опору друг для друга в заднем соединении 532, не имеющая опоры задняя кромка более подвержена разрыву при увеличении длины задней кромки 514. К сожалению, более короткая задняя кромка ухудшает аэродинамические характеристики лопасти 316 вентилятора.
Напротив, то положительное обстоятельство, что лопасть 316 вентилятора образована с усиленной задней кромкой 514 по настоящему изобретению, имеет результатом улучшенные конструктивные характеристики, так что усиленная задняя кромка 514 может быть изготовлена с большей длиной с тем, чтобы улучшить аэродинамические характеристики лопасти 316 вентилятора. В соответствии с одним аспектом усиленная задняя кромка 514 противодействует повреждению и/или разрыву, который может произойти во время выдавливания, за счет добавления зоны 536 изгиба с отбортованным краем 538 к дистальному концу задней кромки 514. Например, изогнутая часть 536 усиленной задней кромки 514 имеет тенденцию с большей легкостью обеспечить жесткое ориентирование выдавливаемого материала в стабильном положении во время формования. Кроме того, изогнутая часть 238 обеспечивает дополнительную прочность за счет создания поддерживающих сил, действующих в двух направлениях, которые относительно параллельны и перпендикулярны ее длине, так что обеспечивается нейтрализация отрицательных эффектов, вызванных воздействием сил давления на заднюю кромку лопасти 316 вентилятора. Дополнительные преимущества, связанные с выступающим вниз, отбортованным краем 514 будут описаны ниже более подробно.
Как проиллюстрировано на фиг.5, две наружные поверхности 506, 510 могут быть приспособлены для образования контура аэродинамического профиля. Например, аэродинамический профиль может базироваться на форме крыла немецкого планера, имеющего ссылочный номер FX 62-K-131. В соответствии с одним аспектом лопасть 316 вентилятора может иметь длину от приблизительно 3 футов до 15 футов и может быть образована из выдавленного металла так, что она будет иметь первый участок 502 с аэродинамической поверхностью и сужающуюся заднюю кромку 514, при этом отбортованный край 538 может быть образован за одно целое на конце сужающейся задней кромки 514 так, чтобы обеспечить усиление сужающейся задней кромки 514 и чтобы обеспечить увеличенную, направленную вниз, реактивную силу во время вращения лопастей 316 вентилятора. Когда вентилятор 100 в сборе находится в рабочем режиме, можно представить, что поперечное сечение лопасти 316 вентилятора, в том виде, как она проиллюстрирована на фиг.1, 2, наклоненное на соответствующий угол атаки по часовой стрелке, будет перемещаться вместе с передней кромкой 512 впереди.
Наблюдатель, фиксирующий работу отдельной лопасти 316 вентилятора, может заметить, что движение лопасти 316 вентилятора может вызвать воздушные потоки 600, 602 вдоль соответствующих поверхностей 506, 510 лопасти 316 вентилятора. Аэродинамический профиль каждой лопасти 316 вентилятора может дополнительно обеспечить то, что скорость верхнего воздушного потока 534 будет больше скорости нижнего воздушного потока 536. В результате давление воздуха на нижней поверхности 510 может быть больше давления воздуха на верхней поверхности 506. Очевидные асимметричные воздушные потоки, вызванные вращением лопастей 316 вентилятора, приводят к образованию направленной вверх подъемной силы Flift, воздействие которой будет испытывать каждая лопасть 316 вентилятора. Следовательно, реактивная направленная вниз сила Fvertical будет действовать на окружающий воздух со стороны каждой лопасти 316 вентилятора. Кроме того, аэродинамический профиль лопасти 316 вентилятора может обеспечить уменьшение горизонтальной силы сопротивления F, действующей на каждую лопасть 316 вентилятора, в результате чего обеспечивается уменьшение горизонтальной силы Fhorisontal, воздействующей на окружающий воздух со стороны каждой лопасти 316 вентилятора. Следовательно, воздушный поток, создаваемый вентилятором 100 в сборе, может приближаться к столбообразному потоку воздуха вдоль оси вращения вентилятора 100 в сборе.
Как дополнительно проиллюстрировано на фиг.6, выступающий вниз отбортованный край 538 улучшает эксплуатационные характеристики лопасти 316 вентилятора. Во время вращения лопасти 316 вентилятора отбортованный край 538 может создавать два завихряющихся в противоположных направлениях вихря 650, 652 рядом с усиленной задней кромкой 514 и за ней по потоку. Верхний вихрь 650 может быть создан верхней струей воздушного потока 600, проходящей над лопастью 316 вентилятора, и нижний вихрь 652 может быть создан нижней струей воздушного потока 602, проходящей под лопастью 316 вентилятора. В соответствии с одним аспектом верхний вихрь 650 создает псевдооткачивающее воздействие, которое обеспечивает поддержание более низкого давления над лопастью 316 вентилятора, в результате чего фактически создается дополнительная направленная вниз сила Fvertical. Кроме того, завихряющиеся в противоположных направлениях вихри 650, 652 фактически простираются на всю длину задней кромки 514 так, что лопасть 316 вентилятора создает дополнительную, направленную вниз силу Fvertical. Даже несмотря на то что горизонтальная сила сопротивления F немного увеличивается, преимущества увеличения направленной вниз силы Fvertical являются существенными.
Технические трудности, связанные с проектированием вентилятора 100 в сборе, были преимущественно преодолены посредством включения инновационных конструктивных признаков (элементов). В частности, большие лопасти 316 вентилятора могут быть изготовлены посредством способа выдавливания алюминия. В результате использования данного способа получают лопасти 316 вентилятора, которые являются прочными, легкими и сравнительно недорогими в изготовлении. Способ выдавливания также может обеспечить возможность изготовления лопастей 316 вентилятора с аэродинамическим профилем, что позволяет создать столбообразный воздушный поток.
Фиг.7А иллюстрирует один вариант осуществления множества компонентов 700 для изготовления выдавливанием, включая экструзионную матрицу 708, которая может быть использована для образования лопасти 316 вентилятора, которая получена выдавливанием и имеет усиленную заднюю кромку 514. Материал, используемый для процесса выдавливания, может содержать заготовку 702 для прессования выдавливанием, причем заготовка 702 для прессования выдавливанием может представлять собой сплошной или полый кусок материала, который может иметь цилиндрическую форму. В соответствии с одним аспектом заготовка 702 для прессования выдавливанием может содержать алюминиевый сплав в общеизвестном виде, таком как литое изделие, кованное изделие или прессованная порошковая деталь, которая может быть отрезана от более длинного куска материала. Следует понимать, что сплавы могут содержать один или несколько металлических элементов, не отходя от объема настоящего изобретения. Например, сплавы на алюминиевой основе, предназначенные для прессования выдавливанием, могут содержать небольшие количества металлических элементов, таких как медь, марганец, кремний, магний или цинк. Предпочтительно эти легирующие элементы улучшают присущие алюминию свойства и влияют на процесс выдавливания.
Длина заготовки 702 для прессования выдавливанием может варьироваться в зависимости от ряда заданных параметров, включая заданную длину готового профиля, степень вытяжки, длину выхода, и требований, предъявляемых прессом для прессования выдавливанием. В соответствии с одним аспектом длина заготовки 702 для прессования выдавливанием может варьироваться от приблизительно 36 дюймов до приблизительно 40 дюймов. Кроме того, наружный диаметр заготовки 702 для прессования выдавливанием может варьироваться от приблизительно 7 дюймов до приблизительно 8 дюймов. Следует понимать, что наружный диаметр заготовки 702 для прессования выдавливанием может составлять целых 14 дюймов без отхода от объема настоящего изобретения.
Следующий компонент для изготовления выдавливанием может содержать нагревательную печь 704, которая может быть использована для предварительного нагрева заготовки 702 для прессования выдавливанием. Во время процесса выдавливания заготовку 702 размягчают и/или размягчают в нагревательной печи 704 с тем, чтобы она стала более мягкой (податливой, пластичной). Температура размягчения алюминия изменяется при изменении степени чистоты металла, но приблизительно составляет 1220° по Фаренгейту (660° по Цельсию). В одном варианте осуществления процесс выдавливания может потребовать нагрева заготовки 702 до температур, превышающих 700°F (375°С), и в зависимости от сплава, подвергаемого выдавливанию, может составлять целых 930°F (500°С).
Следующий компонент для изготовления может содержать пресс 706 для прессования выдавливанием, имеющий экструзионную матрицу 708. На фиг.7 В проиллюстрирован один вариант осуществления экструзионной матрицы 708, которая содержит конфигурацию, аналогичную по форме лопасти 316 вентилятора, имеющей усиленную заднюю кромку 514. Экструзионная матрица 708 может содержать стальной диск с отверстием, которое может быть выполнено с такими размерами и формой, которые в основном соответствуют заданному поперечному сечению конечного выдавленного профиля лопасти 316 вентилятора. Отверстие проходит через всю экструзионную матрицу 708, с тем чтобы обеспечить возможность прохода размягченной заготовки 702 через нее от переднего конца к заднему концу. Как известно в данной области техники, матрицы могут быть подразделены на матрицы для прессования профилей и прутков (или плоские матрицы), которые обеспечивают получение сплошных профилей, и матрицы для прессования полых профилей, которые обеспечивают получение полых или полуполых профилей, таких как лопасть 316 вентилятора в том виде, как она проиллюстрирована на фиг.5, 6.
Комбинации сплошных, полуполых и/или полых профилей (форм) могут быть объединены в одной матрице, при этом матрица для получения сплошных профилей может иметь одно или несколько отверстий, через которые выдавливается (экструдируется) размягченный сплав. Как проиллюстрировано на фиг.7В, экструзионная матрица 708 может быть использована для получения полых профилей посредством закрепленной или самоустанавливающейся оправки 720. Предпочтительно применение экструзионной матрицы 708 с оправкой 720 для выдавливания лопасти 316 вентилятора обеспечивает получение полого профиля. Специалисту в данной области техники следует понимать, что экструзионная матрица 708 может быть выполнена без оправки 720, не отходя от объема настоящего изобретения, так, чтобы получить лопасть 316 вентилятора, получаемую выдавливанием, со сплошной внутренней зоной.
Как известно в данной области техники, пресс для прессования выдавливанием может дополнительно содержать контейнер пресса для прессования выдавливанием, в котором размещается заготовка 702, и пресс-шток, который может быть использован для приложения давления и/или силы к заготовке 702 внутри контейнера. Различные гидравлические прессы для прессования выдавливанием могут обладать способностью приложения давления, составляющего приблизительно от 100 тонн до 15000 тонн, при этом способность пресса для прессования выдавливанием прикладывать давление определяет то, какое большое изделие, полученное выдавливанием, можно получить посредством данного пресса. При приложении давления заготовка 702 вдавливается в матрицу 708 и расширяется до тех пор, пока это расширение не будет ограничено за счет контакта со стенками контейнера. Затем, по мере того как давление повышается, мягкий (но еще сплошной) металл подвергается принудительному выдавливанию через фасонное отверстие экструзионной матрицы 708 так, чтобы он вышел с другой стороны экструзионной матрицы 708 в виде отформованного профиля лопасти 316 вентилятора. Впоследствии лопасть 316 вентилятора, полученная выдавливанием, может быть извлечена из заднего конца экструзионной матрицы 708. После извлечения лопасти 316 вентилятора, полученной выдавливанием, из экструзионной матрицы 708 еще горячая лопасть 316 вентилятора, полученная выдавливанием, может быть подвергнута резкому охлаждению, механической обработке и старению.
В одном варианте осуществления поперечное сечение и/или профиль лопасти 316 вентилятора, полученной выдавливанием, могут иметь ширину от приблизительно 5 дюймов до 8 дюймов и высоту от приблизительно 0,75 (3/4) дюйма до 1,50 (3/2) дюйма. В предпочтительном варианте осуществления размеры поперечного сечения лопасти 316 вентилятора могут включать в себя ширину, составляющую приблизительно 7 дюймов, и высоту, составляющую приблизительно 1 дюйм. Кроме того, толщина первой, второй и третьей изогнутых стенок 524, 526, 530 может составлять от приблизительно 0,0625 (1/16) дюйма до 0,1875 (3/16) дюйма. В предпочтительном варианте осуществления толщина стенок 524, 526, 530 может составлять приблизительно 0,15625 (5/32) дюйма. Альтернативно третья стенка 530 может иметь сужающуюся форму, с тем чтобы ее толщина уменьшалась от приблизительно 0,1875 (3/16) дюйма у заднего соединения 532 по ее длине до приблизительно 0,0625 (1/16) дюйма у усиленной задней кромки 514.
Кроме того, в зависимости от размера заготовки 702 и размера отверстия матрицы 708 может быть получена непрерывная деталь, полученная выдавливанием, с длиной, составляющей целых 100 футов, при каждом ходе пресса 706 для прессования выдавливанием. Вновь образованная лопасть 316 вентилятора, полученная выдавливанием, может опираться на транспортер для выходящего материала, когда лопасть 316 вентилятора, полученная выдавливанием, выходит из пресса 706 для прессования выдавливанием. Выдавленный профиль затем может быть перемещен на рольганг для охлаждения и подвергнут охлаждению после выхода из матрицы 708 посредством использования быстрого охлаждения воздухом или водой.
Следующий компонент для изготовления может содержать правильную машину 710 и отрезное устройство 712, при этом правильная машина 710 может быть использована после охлаждения выдавленного профиля для выпрямления профиля и устранения любого перекашивания, которое могло произойти после процесса выдавливания. После выпрямления конвейеры могут быть использованы для подачи лопасти 316 вентилятора, полученной выдавливанием, к отрезному устройству 712. Отрезное устройство 712 может содержать пилу для финишной резки, которая может быть использована для отрезания выдавленного профиля до желательной длины. В одном варианте осуществления размеры лопасти 316 вентилятора, полученной выдавливанием, после финишной резки, могут включать в себя длину, составляющую от приблизительно 4 футов до 15 футов. В предпочтительном варианте осуществления размеры лопасти 316 вентилятора после финишной резки могут включать в себя длину, составляющую приблизительно 112 дюймов. Кроме того, дисковые пилы и/или круглопильные радиально-отрезные станки могут быть использованы для разрезания профиля под углом, которое, по существу, перпендикулярно длине выдавленного профиля. В различных других вариантах осуществления отрезное устройство 712 может содержать механическое устройство для резки под углом, которое опускается на профиль, или отрезной станок со столом и с дисковым ножом, который поднимается для разрезания выдавленного профиля. Типовая пила для финишной резки может иметь диаметр от 16 до 20 дюймов с зубьями с твердосплавными режущими пластинами.
Следующий компонент для изготовления может содержать печь 714 для старения. Как известно в данной области техники, некоторые сплавы для прессования выдавливанием достигают своей оптимальной прочности за счет процесса старения, которое можно назвать упрочнением при старении. Естественное старение может происходить при температуре внутри помещения, и искусственное старение может включать в себя регулируемый нагрев в печи 714 для старения, который можно назвать термической обработкой с выделением вторичных фаз. В соответствии с одним аспектом, когда выдавленный профиль выходит из пресса 718 для прессования выдавливанием, выдавленный профиль может иметь полутвердое состояние, но быстро затвердевает, когда он охлаждается или подвергается резкому охлаждению. Следует понимать, что алюминиевые сплавы, такие как сплавы, содержащие марганец или магний, достигают своей прочности посредством естественного старения и наклепа (холодной обработки). Альтернативно другие алюминиевые сплавы, такие как сплавы, содержащие медь, цинк и магний с кремнием, могут быть дополнительно упрочнены или подвергнуты дополнительной обработке для повышения твердости посредством регулируемых термических обработок, которые влияют на металлургическую структуру сплавов. Следовательно, процесс старения может обеспечить в основном равномерное выделение тонкодисперсных частиц по всему металлу, что придает повышенную прочность, твердость и упругость определенному сплаву для прессования выдавливанием.
Процесс выдавливания в том виде, как он описан со ссылкой на фиг.7А, может быть использован для придания определенной формы лопасти 316 вентилятора, имеющей постоянное поперечное сечение, посредством выдавливания заготовки 702 для прессования выдавливанием через экструзионную матрицу 708, которая имеет отверстие с профилем поперечного сечения лопасти 316 вентилятора, как проиллюстрировано на фиг.7В. Процесс образования лопасти 316 вентилятора, получаемой выдавливанием и имеющей усиленную заднюю кромку 514, может происходить следующим образом. Экструзионная матрица 708 может быть подготовлена и присоединена к прессу 706 для прессования выдавливанием. Далее заготовка 702 для прессования выдавливанием, которая предпочтительно содержит алюминиевый сплав, может быть помещена в контейнер пресса для прессования выдавливанием и предварительно нагрета в нагревательной печи 704. Податливая заготовка 702 может быть вдавлена через экструзионную матрицу 708 за счет приложения давления к заготовке 702 посредством использования пресса 706 для прессования выдавливанием так, чтобы образовать лопасть 316 вентилятора с усиленной задней кромкой 514. После охлаждения выдавленного профиля лопасти 316 вентилятора и выпрямления его в правильной машине выдавленный профиль может быть разрезан посредством использования отрезного устройства 712 с заданными интервалами так, чтобы образовать множество лопастей 316 вентилятора с заданной длиной лопасти 316 вентилятора из выдавленного профиля. Дополнительная обработка может включать в себя старение лопастей 316 вентилятора, полученных выдавливанием, как было описано выше. После обработки лопастей 316 вентилятора, полученных выдавливанием, процесс изготовления лопастей 316 вентилятора будет завершен.
Предпочтительно технические трудности, связанные с выдавливанием лопасти 316 вентилятора, были преодолены посредством усиления задней кромки 514 с помощью зоны 536 изгиба и выступающего вниз отбортованного края 538. Поскольку большие лопасти 316 вентилятора изготавливают используя способ выдавливания алюминия, процесс формования приводит к улучшенным лопастям 316 вентилятора, которые обладают улучшенными конструктивными характеристиками, такими как повышенная жесткость, прочность и упругость. Способ выдавливания также может создать возможность изготовления лопастей 316 вентилятора с улучшенными аэродинамическими характеристиками, что позволяет создать больший столбообразный воздушный поток во время работы. Следовательно, усовершенствованная конструкция вышеупомянутого вентилятора 100 в сборе с усовершенствованными лопастями 316 вентилятора, имеющими усиленную заднюю кромку 514, подобную описанной здесь, представляет собой существенное усовершенствование по отношению к предшествующему уровню техники.
Несмотря на то что в предпочтительном варианте осуществления настоящего изобретения были показаны, описаны и указаны основные новые признаки изобретения, использованные для данного конкретного варианта осуществления, следует понимать, что различные пропуски [признаков], замены и изменения в форме деталей проиллюстрированного устройства могут быть выполнены специалистами в данной области техники, не отходя от сущности настоящего изобретения. Следовательно, объем изобретения не должен быть ограничен вышеприведенным описанием, но должен определяться приложенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОПАСТЬ НЕСУЩЕГО ВИНТА ВИНТОКРЫЛОГО ЛЕТАТЕЛЬНОГО АППАРАТА С УЛУЧШЕННЫМИ ЛЕТНО-ТЕХНИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ | 2013 |
|
RU2631758C2 |
| НИЗКОПРОФИЛЬНАЯ ВИЛОЧНАЯ ЧАСТЬ РАЗЪЕМА | 2012 |
|
RU2532249C2 |
| СИСТЕМЫ И СПОСОБЫ ЭКСТРУЗИОННОГО ПРЕССОВАНИЯ | 2013 |
|
RU2669736C2 |
| УЛУЧШЕННАЯ СИСТЕМА ОХЛАЖДЕНИЯ ЛОПАСТЕЙ ТУРБИНЫ | 2018 |
|
RU2774132C2 |
| Малошумная и высокоэффективная лопасть для осевых вентиляторов и роторов и осевой вентилятор или ротор, содержащий упомянутую лопасть | 2016 |
|
RU2721214C2 |
| Раздвоенный сопряженный винглет | 2015 |
|
RU2698502C2 |
| ЛЕТАТЕЛЬНЫЙ АППАРАТ ВЕРТИКАЛЬНОГО ВЗЛЕТА И ПОСАДКИ С ГИБРИДНОЙ СИЛОВОЙ УСТАНОВКОЙ | 2017 |
|
RU2724940C2 |
| ЛОПАСТЬ ВЕНТИЛЯТОРА ГРАДИРНИ | 2009 |
|
RU2407922C1 |
| ЛОПАСТЬ ВИНТА ЛЕТАТЕЛЬНОГО АППАРАТА | 2010 |
|
RU2533384C2 |
| КОМПОЗИТНЫЕ ПОРУЧНИ С КАРКАСОМ ПОНИЖЕННОЙ ПЛОТНОСТИ | 2018 |
|
RU2788102C2 |
В изобретении раскрыто устройство циркулирования воздуха, содержащее вентилятор большого диаметра, имеющий усиленные лопасти вентилятора с сужающимся профилем аэродинамической поверхности. Лопасти вентилятора могут быть образованы посредством способа экструзионного формования, при этом каждая лопасть вентилятора может содержать усиленную заднюю кромку с выступающим вниз отбортованным краем. Преимущества выполнения каждой лопасти вентилятора с усиленной задней кромкой согласно настоящему изобретению приводят к улучшенным конструктивным характеристикам, так что задняя кромка каждой лопасти вентилятора может быть изготовлена более длинной с тем, чтобы улучшить аэродинамические характеристики. Кроме того, усиленная задняя кромка противодействует отрыву, который может произойти при экструзии, за счет добавления зоны изгиба с отбортованным краем к, по меньшей мере, одному дальнему концу задней кромки. Например, изогнутая часть задней кромки имеет тенденцию с большей легкостью обеспечить жесткое ориентирование экструдируемого материала в стабильном положении во время формования. Кроме того, изогнутая часть обеспечивает дополнительную прочность за счет создания поддерживающих сил, действующих в двух направлениях, которые относительно параллельны и перпендикулярны ее длине, так что обеспечивается нейтрализация отрицательных эффектов, вызванных воздействием сил давления на заднюю кромку лопасти вентилятора во время экструзии. 4 н. и 36 з.п. ф-лы, 9 ил.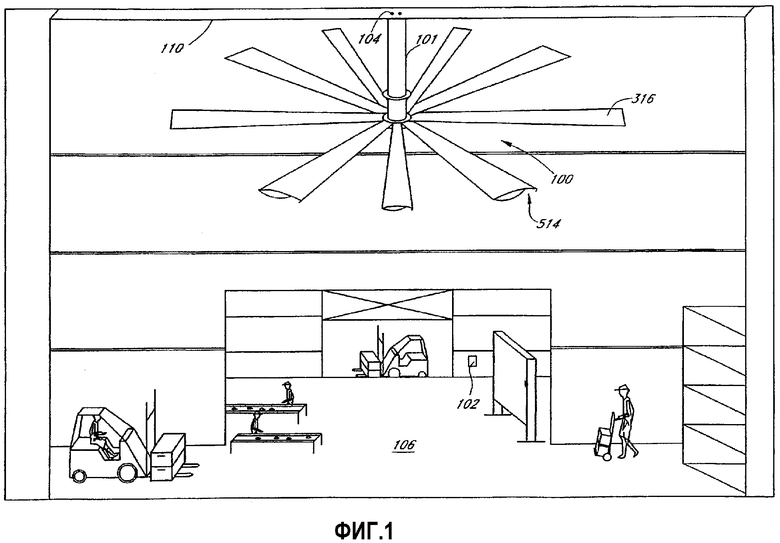
опору, выполненную с возможностью обеспечения крепления узла вентилятора к крыше промышленного здания;
двигатель, присоединенный к опоре, причем двигатель введен во взаимодействие с поворотным валом, так чтобы сообщать валу вращение и
выполненные с аэродинамическим профилем лопасти вентилятора, присоединенные к поворотному валу, при этом каждая лопасть вентилятора отформована экструзией материала так, что первая изогнутая стенка соединена со второй изогнутой стенкой с образованием переднего соединения и заднего соединения, и при этом заднее соединение проходит с образованием третьей изогнутой стенки, имеющей заднюю кромку, причем каждая лопасть дополнительно содержит загнутый отбортованный край, который выступает по периферии из задней кромки сплошным образом, обеспечивая усиление задней кромки.
узел крепления, имеющий поворотную ступицу, которая обеспечивает крепление узла вентилятора к потолку промышленного здания;
лопасти вентилятора, прикрепленные к поворотной ступице, при этом каждая из лопастей вентилятора имеет длину, составляющую, по меньшей мере, 4 фута, и выполнена из экструдированного металла так, чтобы она имела первый участок с аэродинамической поверхностью и сужающуюся заднюю кромку, при этом сужающаяся задняя кромка выступает из стенки лопасти вентилятора, и при этом сужающаяся задняя кромка изогнута на дальнем конце для образования отбортованного края, составляющего одно целое с ней и предназначенного для усиления сужающейся задней кромки, и так, чтобы обеспечить увеличенную направленную вниз реактивную силу во время вращения лопастей вентилятора.
размягчение металла;
вдавливание металла в экструзионную матрицу посредством использования экструзионного пресса так, что охлажденная металлическая лопасть вентилятора, полученная из экструзионной матрицы, имеет в постоянном поперечном сечении первый участок с аэродинамической поверхностью и сужающуюся заднюю кромку, присоединенную с образованием одного целого к концу первого участка с аэродинамической поверхностью, и усиливающий отбортованный край, который выступает наружу из направления сужающейся задней кромки так, чтобы обеспечить усиление сужающейся задней кромки при экструзии для воспрепятствования отрыву сужающейся задней кромки.
| ПОТОЛОЧНЫЙ ВЕНТИЛЯТОР | 1991 |
|
RU2007622C1 |
| СИСТЕМА ВЕНТИЛЯЦИИ ДЛЯ МНОГОЭТАЖНОГО ЗДАНИЯ | 1992 |
|
RU2091672C1 |
| US 5492448 A, 20.02.1996 | |||
| US 5328329 A, 12.07.1994 | |||
| DE 4115805 A1, 19.11.1992 | |||
| DE 4423322 A1, 04.01.1996. | |||

