Область техники, к которой относится изобретение
Настоящее изобретение в целом относится к поручням, пригодным к использованию с эскалатором, траволатором и/или другим транспортировочным устройством.
Уровень техники
Следующие абзацы не предполагают, что все, что в них рассматривается, является предшествующим уровнем техники или частью знаний специалистов в данной области техники.
Международная публикация № WO 2000/001607 А1 раскрывает конструкцию подвижного поручня для эскалаторов, траволаторов и других транспортировочных устройств с поручнем, который имеет в целом С-образное поперечное сечение и определяет внутренний, в целом Т-образный желоб. Поручень образован путем экструзии и содержит первый слой термопластичного материала, окружающего Т-образный желоб. Второй слой термопластичного материала окружает наружную сторону первого слоя и определяет внешний профиль поручня. Слой скольжения покрывает Т-образный желоб и присоединен к первому слою. Ограничитель растягивания проходит внутри первого слоя. Первый слой сформирован из более твердого термопласта, чем второй слой, что, как было обнаружено, позволяет получить улучшенные свойства кромки и улучшенные приводные характеристики на линейных приводах.
Международная публикация № WO 2009/033270 А1 раскрывает способ и устройство для экструзии изделия. Пресс-форма может наносить потоки термопластичного материала на ряд усиливающих тросов для формирования композитной экструзии. Полотно скольжения может быть присоединено к одной стороне композитного экструзионного изделия. После выхода из пресс-формы, полотно скольжения может действовать в качестве опоры экструдата при его прохождении вдоль удлиненной оправки, что может привести к изменению формы основы полотна скольжения с плоского профиля на конечный внутренний профиль изделия. Затем экструдированное изделие может быть охлаждено для затвердевания материала. Пресс-форма может содержать охлаждающую систему для полотна скольжения и средства, способствующие попаданию термопластика в усиливающие тросы.
Международная публикация № WO 2009/033272 А1 раскрывает усовершенствованные поручни для использования в эскалаторах, траволаторах и других транспортировочных устройствах. Поручень может содержать ряд тросов в качестве ограничителя растягивания, который уменьшает коробление троса в жестких условиях изгиба. Поручень может также содержать первый и второй термопластичные слои в кромочных частях, которые снижают деформации и напряжения изгиба и увеличивает срок службы при усталостном напряжении в условиях циклической нагрузки. Для ограничителя растягивания поручень может также включать использование тросов, содержащих большие внешние жилы и малые внутренние жилы, что способствует прониканию и адгезии внутри первого слоя и может уменьшить воздействие истирания или коррозии.
Международная публикация № WO 2009/033273 А1 раскрывает способ и устройство для предварительной обработки слоя скольжения для экструдированных поручней, имеющее источник слоя скольжения, средства для транспортировки слоя скольжения к нагревающему модулю, который подвергает слой скольжения повышенной температуре на время выдержки, и средства для транспортировки слоя скольжения к экструзионной головке. Могут быть реализованы один или более управляющих питателей для поддержания частей слоя скольжения по существу в свободном от натяжения провисании, когда слой скольжения транспортируется от источника слоя скольжения к экструзионной головке. Может быть предусмотрена охлаждающая зона для обеспечения достаточного охлаждения между нагревающим модулем и экструзионной головкой. Также предусмотрены средства для уменьшения теплопередачи между экструзионной головкой и слоем скольжения.
Международная публикация № WO 2016/176778 А1 раскрывает поручень, который содержит каркас, ограничитель растягивания, расположенный внутри каркаса, оболочку, присоединенную к каркасу, и скользящий слой, прикрепленный к каркасу. По оси центра ширины поручня высота лицевой поверхности между верхней наружной поверхностью оболочки и нижней поверхностью скользящего слоя может быть меньше, чем приблизительно 8,0 мм. Каркас может быть сформирован из первого термопластичного материала, оболочка может быть сформирована из второго термопластичного материала, причем первый термопластичный материал может быть тверже, чем второй термопластичный материал. Первый термопластичный материал может иметь модуль при 100% удлинении от 10 до 16 МПа, и твердость по Шору А от 93 до 96.
Международная публикация № WO 2016/201578 А1 раскрывает способ и устройство для экструзии изделия постоянного поперечного сечения, которое содержит термопластичный материал и по меньшей мере один трос для ограничения растягивания изделия. Трос подают к соответствующей трубке и проводят между верхним и нижним концами. Термопластичный материал может подаваться к нижнему концу трубки. Термопластичный материал сводят с тросом, чтобы запрессовать трос в термопластичный материал, для образования композитного экструдата. Трубка выполнена так, чтобы по меньшей мере препятствовать перемещению неплотно закрепленных витков троса от нижнего по направлению движения конца к верхнему по направлению движения концу, что может предотвратить или по меньшей мере уменьшить влияние «корзинообразной деформации троса».
Раскрытие сущности изобретения
Следующие абзацы предназначены для ознакомления читателя с более подробным описанием, которое следует ниже, а не для определения или ограничения заявленного объекта.
Согласно одному аспекту настоящего изобретения, поручень может содержать: каркас; ограничитель растягивания внутри каркаса; и скользящий слой, присоединенный к каркасу. По меньшей мере часть каркаса может содержать газовую фазу, диспергированную в твердой полимерной матрице.
Газовая фаза может уменьшать плотность по меньшей мере части каркаса по меньшей мере на 5% по сравнению с плотностью полимерной матрицы. Газовая фаза может уменьшать плотность по меньшей мере части каркаса по меньшей мере на 10% по сравнению с плотностью полимерной матрицы. Газовая фаза может уменьшать плотность по меньшей мере части каркаса приблизительно на 15% по сравнению с плотностью полимерной матрицы.
Каркас может иметь по существу равномерное распределение пузырьков газа в полимерной матрице. Пузырьки газа могут определять по существу замкнуто ячеистую структуру в полимерной матрице. Газовая фаза может быть образована из частиц синтактической пены, диспергированных в полимерной матрице. Частицы могут включать в себя расширенные микросферические частицы Expancel™. Каркас может содержать приблизительно 1% (по весу) расширенных микросферических частиц Expancel™.
Полимерная матрица может быть выполнена из первого термопластичного материала. Первый термопластичный материал может состоять из термопластичного полиуретана на основе полиэстера. Первый термопластичный материал может иметь твердость по Шору А приблизительно от 92 до 98 или приблизительно 95.
Каркас может содержать первую боковую часть каркаса, вторую боковую часть каркаса, расположенную на расстоянии от первой боковой части каркаса, и центральную часть каркаса по существу постоянной толщины, проходящую между первой и второй боковыми частями каркаса. Центральная часть каркаса может определять верхнюю внутреннюю поверхность, а первая и вторая боковые части каркаса могут определять первую и вторую вогнутые внутренние поверхности, соответственно, примыкающие к верхней внутренней поверхности на обеих ее сторонах. Ограничитель растягивания может располагаться внутри центральной части каркаса. Скользящий слой может быть присоединен по меньшей мере к верхней внутренней поверхности и первой и второй вогнутым внутренним поверхностям.
Поручень может содержать оболочку, присоединенную к каркасу. Оболочка может содержать первую боковую часть оболочки, покрывающую первую боковую часть каркаса, вторую боковую часть оболочки, покрывающую вторую боковую часть каркаса, и центральную часть оболочки по существу постоянной толщины, проходящую между первой и второй боковыми частями оболочки, прилегающую к центральной части каркаса. Центральная часть оболочки может определять верхнюю наружную поверхность, а первая и вторая боковые части оболочки могут определять первую и вторую выпуклые наружные поверхности, соответственно, примыкающие к верхней наружной поверхности на обеих ее сторонах. Первая и вторая боковые части оболочки также могут определять первую и вторую нижние внутренние поверхности, соответственно, присоединенные между первой и второй вогнутыми внутренними поверхностями, и по существу противоположные первую и вторую боковые внутренние поверхности, соответственно. Оболочка может быть сформирована из второго термопластичного материала.
Каркас может сужаться по толщине у первой и второй боковых частей каркаса, а оболочка может иметь соответствующее увеличение по толщине у первой и второй боковых частей оболочки. Первая и вторая боковые части оболочки также могут определять первую и вторую боковые внутренние поверхности, соответственно.
Оболочка может сужаться по толщине у первой и второй боковых частей оболочки, а каркас может иметь соответствующее увеличение по толщине у первой и второй боковых частей каркаса. Первая и вторая боковые части каркаса также могут определять первую и вторую боковые внутренние поверхности, соответственно. Высота кромки оболочки у первой и второй боковых внутренних поверхностей может составлять от приблизительно 0,1 мм до приблизительно 1,0 мм. Каждая из первой и второй боковых частей оболочки может заканчиваться в положении, смещенном наружу относительно первой и второй боковых внутренних поверхностей, соответственно. Высота оболочки по оси центра ширины может составлять от приблизительно 0,5 мм до приблизительно 1,5 мм. Ширина боковой части оболочки по оси центра высоты может составлять от приблизительно 0,5 мм до приблизительно 1,5 мм. Оболочка может иметь размер, предусматривающий от приблизительно 10 до приблизительно 30% термопластичного материала поручня.
Второй термопластичный материал может состоять из термопластичного полиуретана на основе полиэстера. Второй термопластичный материал может иметь твердость по Шору А приблизительно от 85 до 92, или приблизительно 86.
Согласно одному аспекту настоящего изобретения, поручень может содержать: каркас; оболочку, присоединенную к каркасу; ограничитель растягивания внутри каркаса; и скользящий слой, присоединенный к каркасу. По меньшей мере часть каркаса может содержать газовую фазу, диспергированную в первом термопластичном материале.
Каркас может содержать первую боковую часть каркаса, вторую боковую часть каркаса, расположенную на расстоянии от первой боковой части каркаса, и центральную часть каркаса по существу постоянной толщины, проходящую между первой и второй боковыми частями каркаса. Центральная часть каркаса может определять верхнюю внутреннюю поверхность, а первая и вторая боковые части каркаса могут определять первую и вторую вогнутые внутренние поверхности, соответственно, примыкающие к верхней внутренней поверхности на обеих ее сторонах.
Оболочка может содержать первую боковую часть оболочки, покрывающую первую боковую часть каркаса, вторую боковую часть оболочки, покрывающую вторую боковую часть каркаса, и центральную часть оболочки по существу постоянной толщины, проходящую между первой и второй боковыми частями оболочки, прилегающую к центральной части каркаса. Центральная часть оболочки может определять верхнюю наружную поверхность, а первая и вторая боковые части оболочки могут определять первую и вторую выпуклые наружные поверхности, соответственно, примыкающие к верхней наружной поверхности на обеих ее сторонах. Первая и вторая боковые части оболочки также могут определять первую и вторую нижние внутренние поверхности, соответственно, присоединенные между первой и второй вогнутыми внутренними поверхностями, и по существу противоположные первую и вторую боковые внутренние поверхности, соответственно. Оболочка может быть сформирована из второго термопластичного материала.
Ограничитель растягивания может находится внутри центральной части каркаса. Скользящий слой может быть присоединен по меньшей мере к верхней внутренней поверхности и первой и второй вогнутым внутренним поверхностям.
Каркас может сужаться по толщине у первой и второй боковых частей каркаса, а оболочка может иметь соответствующее увеличение по толщине у первой и второй боковых частей оболочки. Первая и вторая боковые части оболочки также могут определять первую и вторую боковые внутренние поверхности, соответственно.
Оболочка может сужаться по толщине у первой и второй боковых частей оболочки, а каркас может иметь соответствующее увеличение по толщине у первой и второй боковых частей каркаса. Первая и вторая боковые части каркаса также могут определять первую и вторую боковые внутренние поверхности, соответственно. Высота кромки оболочки у первой и второй боковых внутренних поверхностей может составлять от приблизительно 0,1 мм до приблизительно 1,0 мм. Каждая из первой и второй боковых частей оболочки может заканчиваться в положении, смещенном наружу относительно первой и второй боковых внутренних поверхностей, соответственно. Высота оболочки по оси центра ширины может составлять от приблизительно 0,5 мм до приблизительно 1,5 мм. Ширина боковой части оболочки по оси центра высоты может составлять от приблизительно 0,5 мм до приблизительно 1,5 мм. Оболочка может иметь размер, предусматривающий от приблизительно 10 до приблизительно 30% термопластичного материала поручня.
Второй термопластичный материал может состоять из термопластичного полиуретана на основе полиэстера. Второй термопластичный материал может иметь твердость по Шору А приблизительно от 85 до 92, или приблизительно 86.
Газовая фаза может уменьшать плотность по меньшей мере части каркаса по меньшей мере на 5% по сравнению с плотностью первого термопластичного материала. Газовая фаза может уменьшать плотность по меньшей мере части каркаса по меньшей мере на 10% по сравнению с плотностью первого термопластичного материала. Газовая фаза может уменьшать плотность по меньшей мере части каркаса приблизительно на 15% по сравнению с плотностью первого термопластичного материала.
Каркас может иметь по существу равномерное распределение пузырьков газа в первом термопластичном материале. Пузырьки газа могут определять по существу замкнуто ячеистую структуру в первом термопластичном материале. Газовая фаза может быть образована из частиц синтактической пены, диспергированных в первом термопластичном материале. Частицы могут включать в себя расширенные микросферические частицы Expancel™. Каркас может иметь приблизительно 1% (по весу) расширенных микросферических частиц Expancel™.
Первый термопластичный материал может состоять из термопластичного полиуретана на основе полиэстера. Первый термопластичный материал может иметь твердость по Шору А приблизительно от 92 до 98, или приблизительно 95.
Способ изготовления поручня может содержать этапы, на которых: подают ограничитель растягивания и скользящий слой в пресс-форму; подают первый термопластичный материал в пресс-форму в расплавленном состоянии; диспергируют газовую фазу в первом термопластичном материале для формирования каркаса; объединяют первый термопластичный материал с ограничителем растягивания таким образом, чтобы встроить ограничитель растягивания внутрь первого термопластичного материала; приводят скользящий слой в контакт с первым термопластичным материалом, причем первый термопластичный материал, ограничитель растягивания и скользящий слой обарзуют композитный экструдат; и экструдируют композитный экструдат из пресс-формы.
На этапе диспергирования могут вводить химическое или физическое газообразующее вещество в первый термопластичный материал. На этапе введения могут добавлять частицы в полимерную матрицу для образования синтактической пены. Частицы могут включать в себя нерасширенные микросферические частицы Expancel™.
Способ изготовления поручня может содержать этапы, на которых: подают ограничитель растягивания и скользящий слой в пресс-форму; подают первый термопластичный материал в пресс-форму в расплавленном состоянии; диспергируют газовую фазу в первом термопластичном материале для формирования каркаса; объединяют первый термопластичный материал с ограничителем растягивания таким образом, чтобы встроить ограничитель растягивания внутрь первого термопластичного материала; приводят скользящий слой в контакт с первым термопластичным материалом; подают второй термопластичный материал в пресс-форму в расплавленном состоянии в виде отдельного потока, и приводят поток второго термопластичного материала в контакт с первым термопластичным материалом на противоположной стороне относительно скользящего слоя для образования оболочки, причем первый и второй термопластичные материалы, ограничитель растягивания и скользящий слой образуют композитный экструдат; и экструдируют композитный экструдат из пресс-формы.
На этапе диспергирования могут вводить химическое или физическое газообразующее вещество в первый термопластичный материал. На этапе введения могут добавлять частицы в полимерную матрицу для образования синтактической пены. Частицы могут включать в себя нерасширенные микросферические частицы Expancel™.
Согласно одному аспекту настоящего изобретения, способ экструдирования изделия постоянного поперечного сечения может содержать этапы, на которых: подают первый термопластичный материал в расплавленном состоянии; диспергируют газовую фазу в полимерной матрице первого термопластичного материала для образования гетерогенной смеси; и экструдируют смесь из пресс-формы.
На этапе диспергирования могут вводить химическое или физическое газообразующее вещество в первый термопластичный материал. На этапе введения могут добавлять частицы в полимерную матрицу для образования синтактической пены. Частицы могут включать в себя нерасширенные микросферические частицы Expancel™.
Другие аспекты и признаки идей, раскрытые в настоящем описании, станут очевидны для специалистов в данной области техники при рассмотрении последующего описания конкретных примеров настоящего изобретения.
Краткое описание чертежей
Прилагаемые чертежи предназначены для иллюстрации различных примеров устройств и способов в соответствии с настоящим раскрытием и не предназначены для ограничения объема изложенного.
На фиг. 1 и фиг. 2 продемонстрированы виды в разрезе первого примера поручня;
На фиг. 3 и фиг. 4 продемонстрированы виды в разрезе второго примера поручня;
На фиг. 5 и фиг. 6 продемонстрированы виды в разрезе третьего примера поручня;
На фиг. 7 и фиг. 8 продемонстрированы виды в разрезе четвертого примера поручня;
На фиг. 9 и фиг. 10 продемонстрированы виды в разрезе пятого примера поручня;
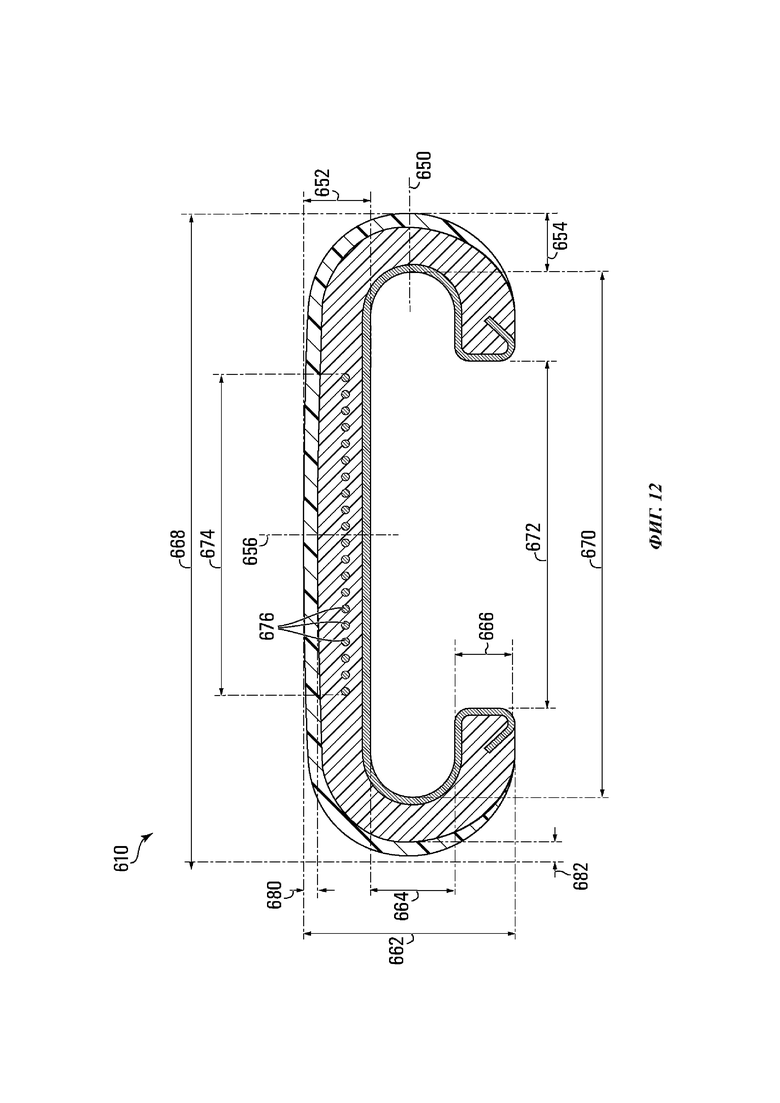
На фиг. 11 и фиг. 12 продемонстрированы виды в разрезе шестого примера поручня;
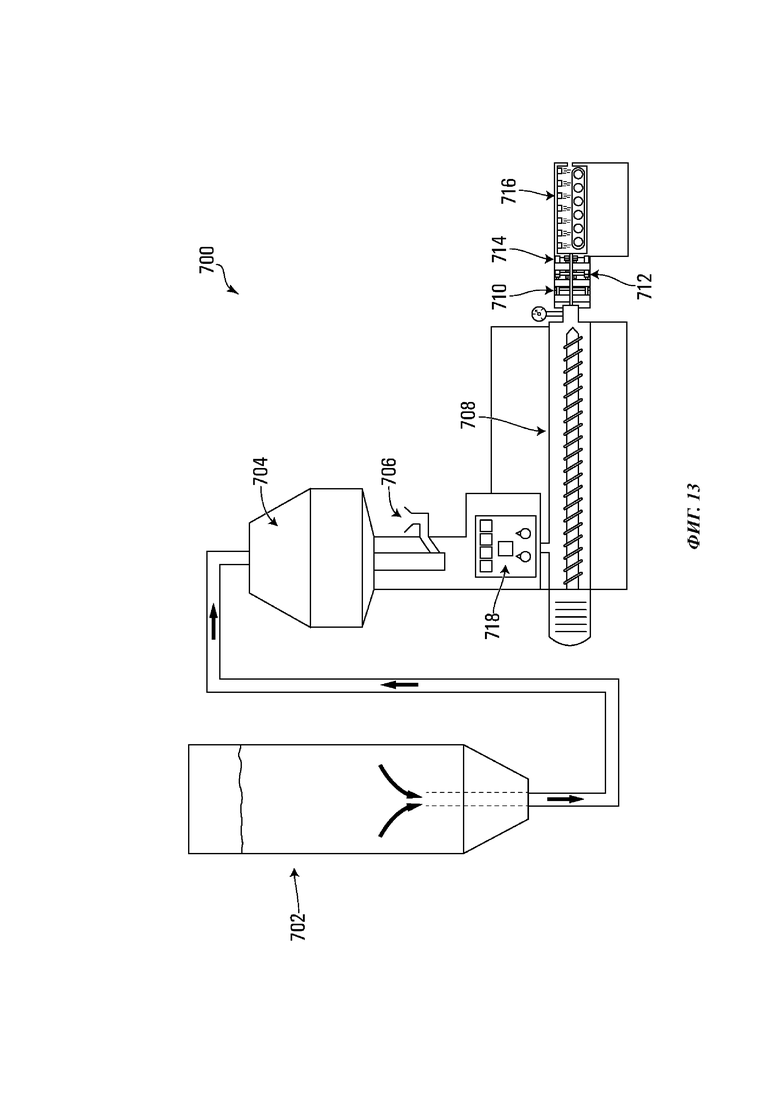
На фиг. 13 приведено схематичное изображение примера экструзионного устройства;
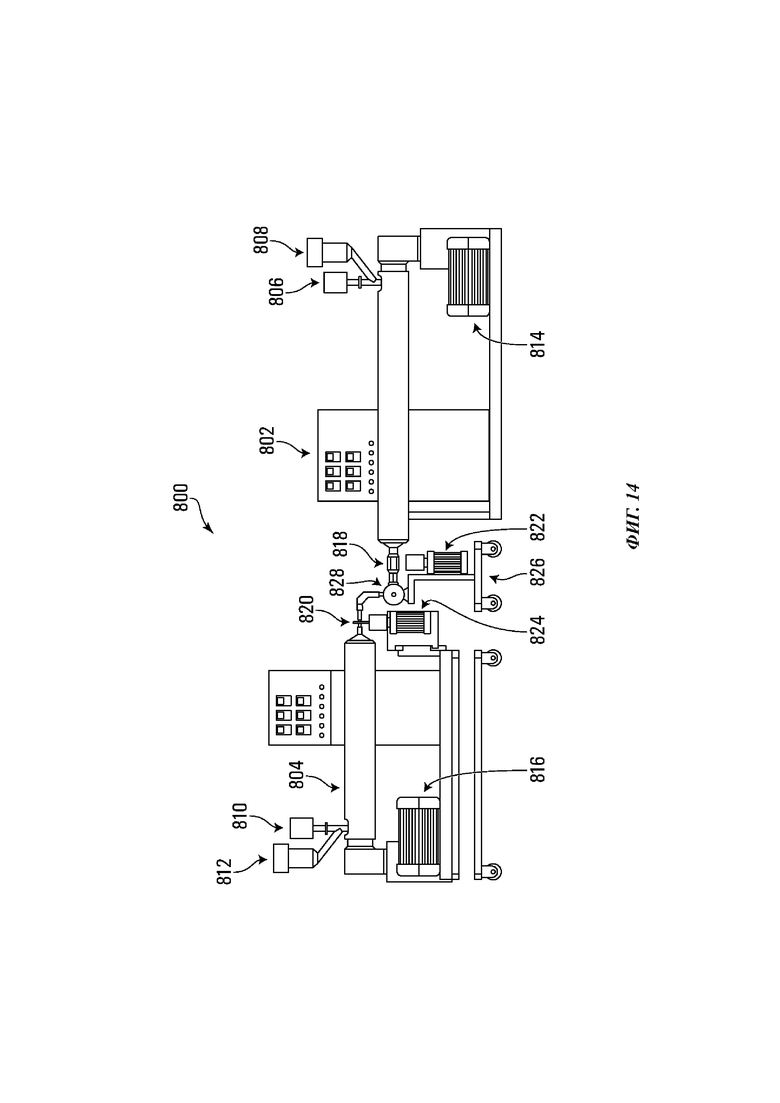
На фиг. 14 приведено схематичное изображение примера экструзионного устройства, содержащего два экструдера;
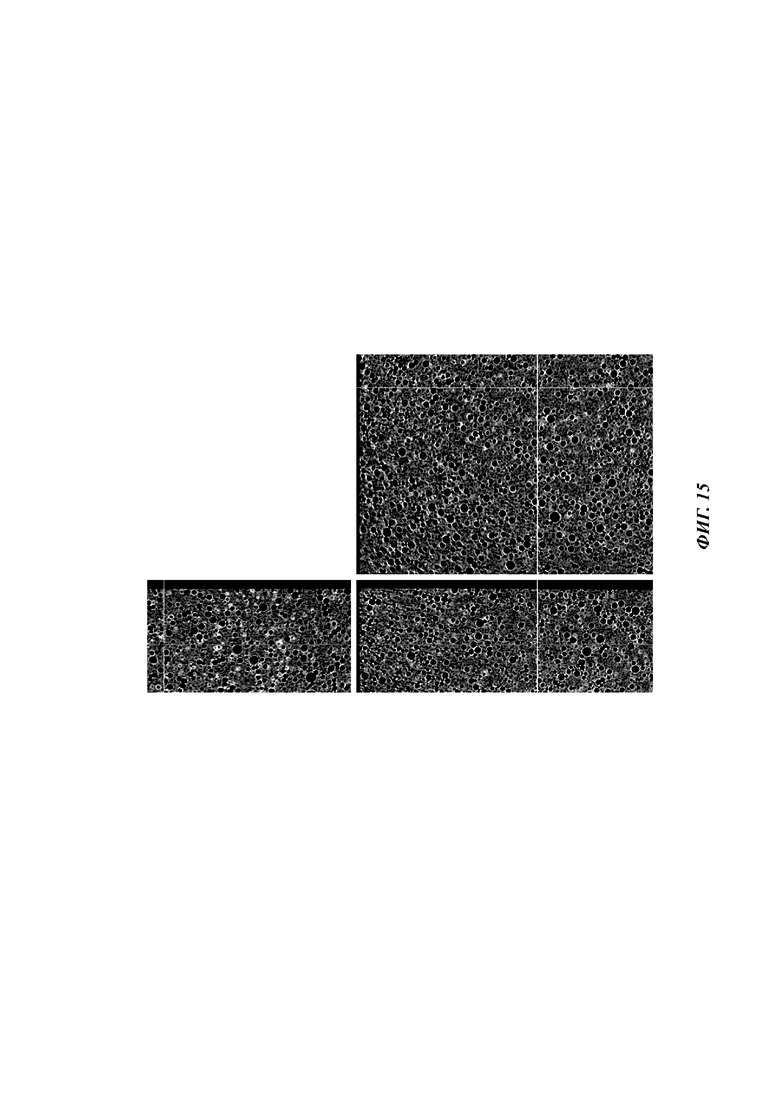
На фиг. 15 показаны изображения вспененного материала;
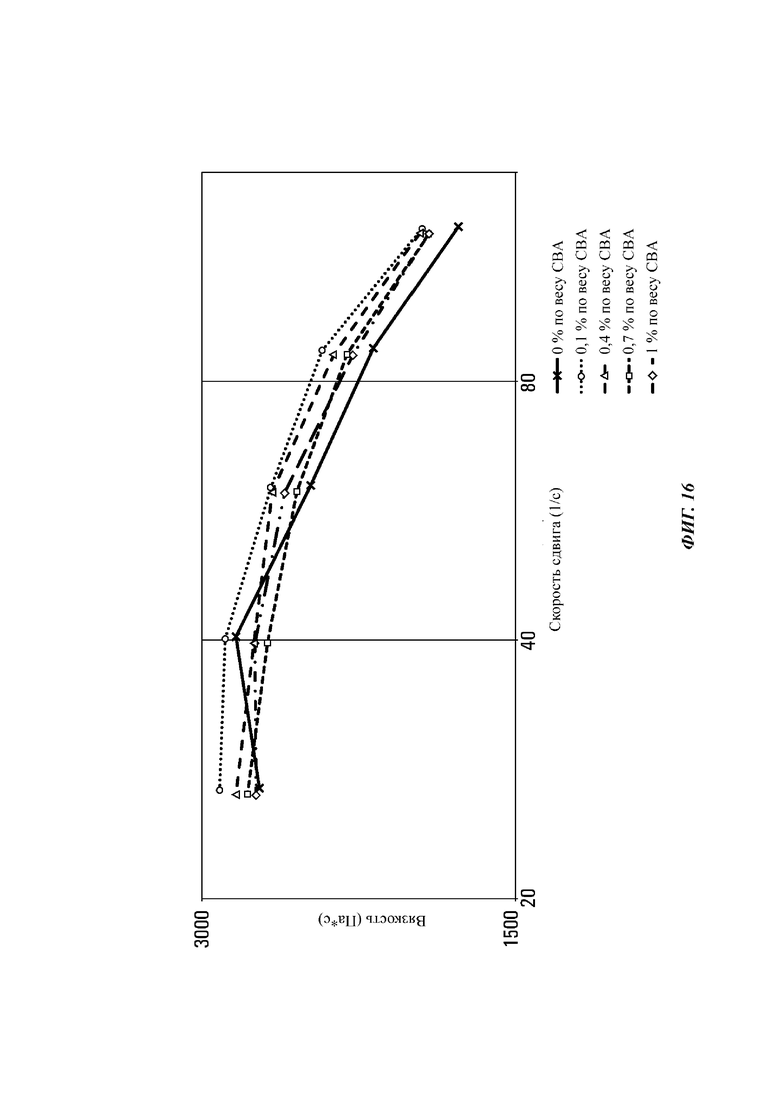
На фиг. 16 показана вязкость при температуре 180°С для материалов, изготовленных при различных уровнях содержания пенообразующего вещества;
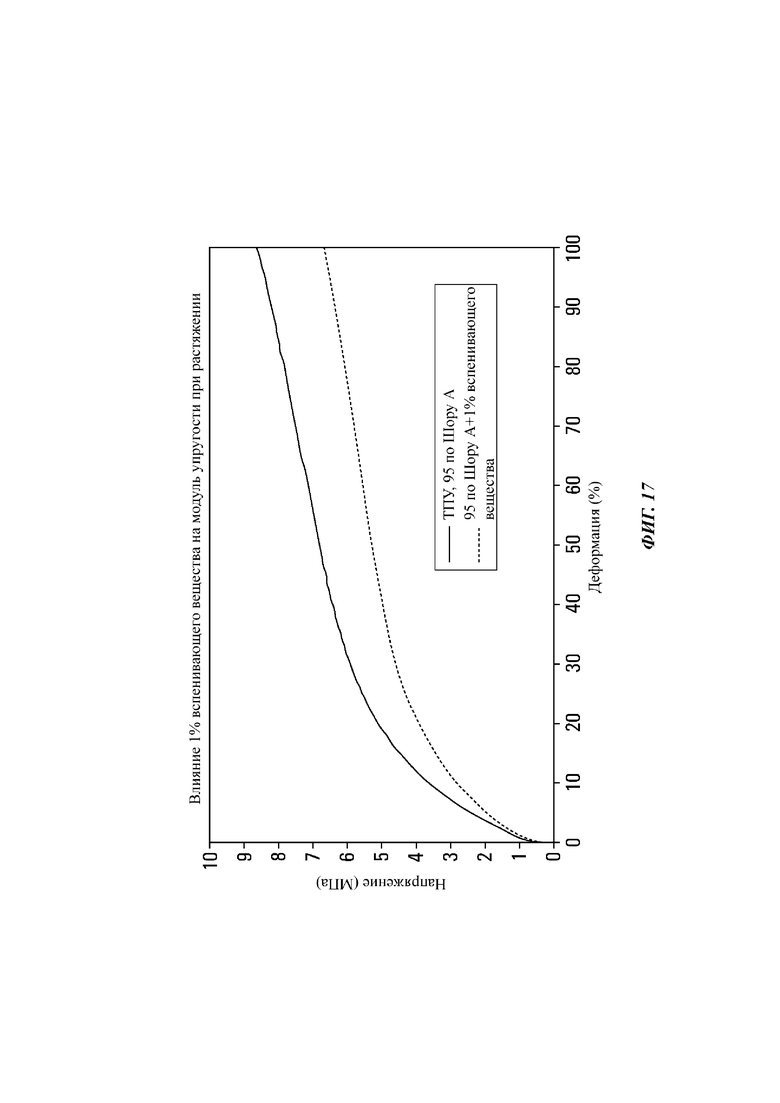
На фиг. 17 показана зависимость напряжения от растяжения для термопластичных полиуретановых (ТПУ) материалов без и с содержанием 1% по весу пенообразующего вещества;
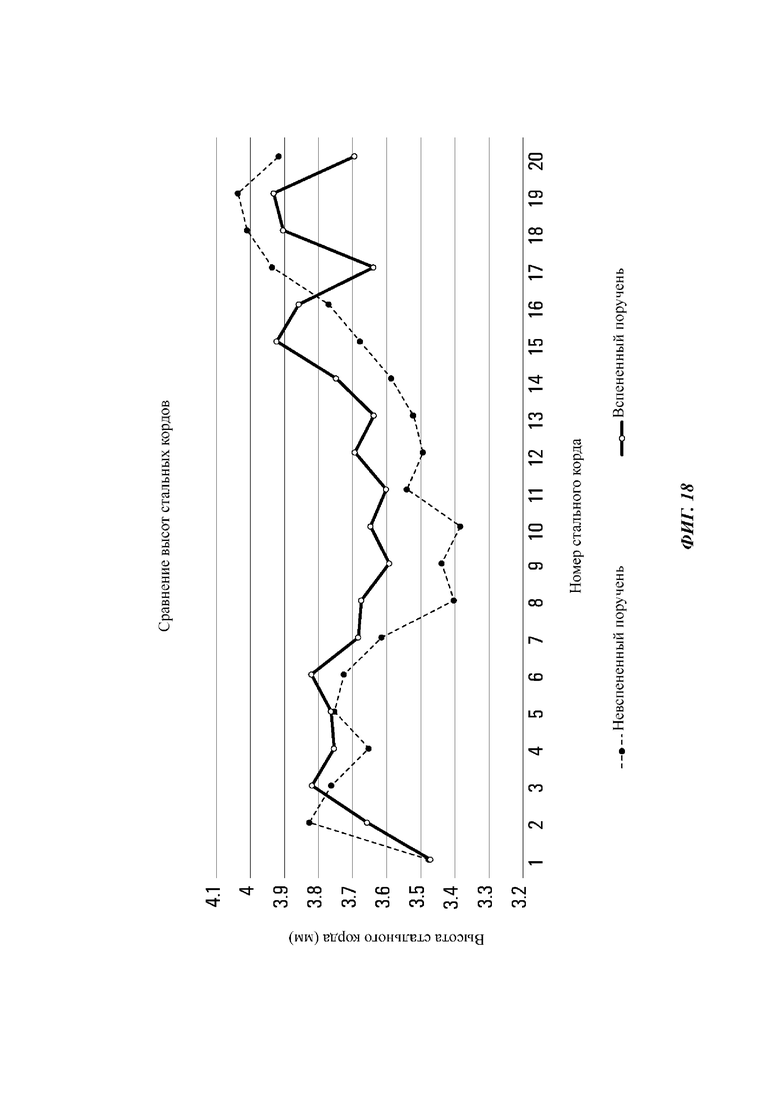
На фиг. 18 показана высота тросов ограничителя растягивания поручня в твердых и вспененных материалах;
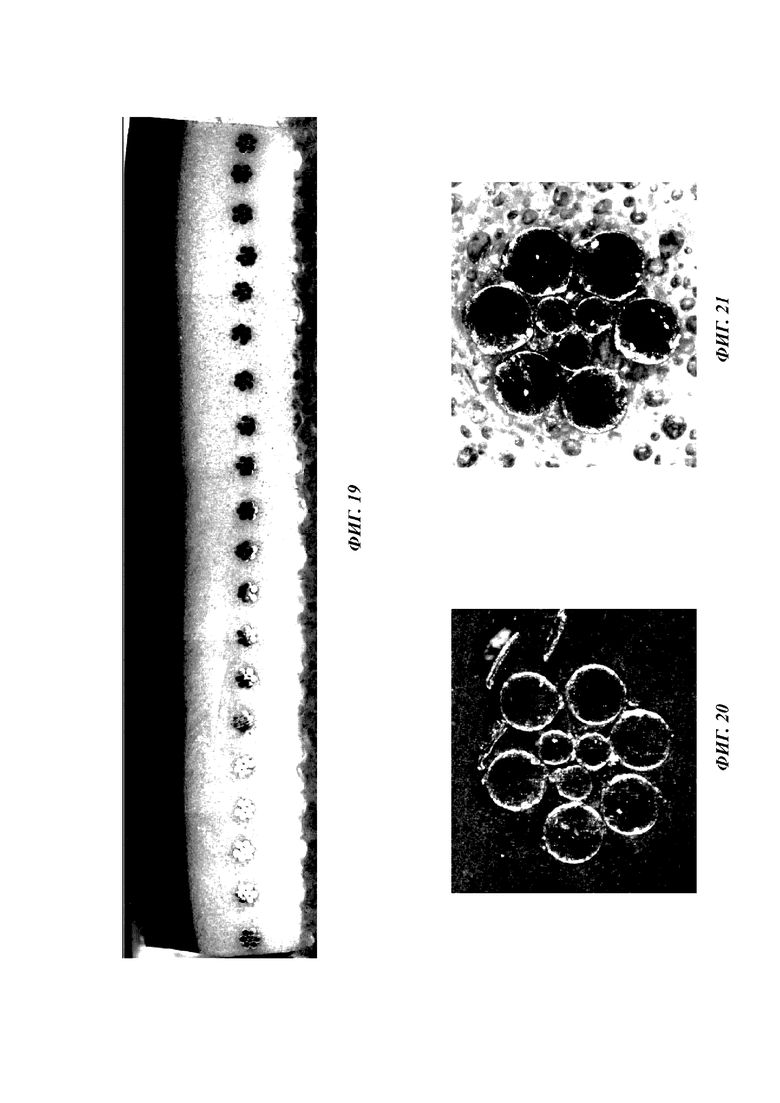
На фиг. 19 изображены тросы, расположенные внутри вспененного материала; и
На фиг. 20 и фиг. 21 приведены увеличенные изображения тросов, расположенных внутри твердых и вспененных материалов, соответственно.
Осуществление изобретения
Ниже будут раскрыты различные устройства и способы для обеспечения примера варианта осуществления каждого заявленного изобретения. Варианты осуществления, раскрытые ниже, не ограничивают заявленное изобретение, и любое заявленное изобретение может охватывать устройства и способы, которые отличаются от раскрытых ниже. Заявленные изобретения не ограничиваются устройствами и способами, имеющими все признаки любого устройства или способа, раскрытого ниже, или признаки, общими для ряда или всех устройств или способов, раскрытых ниже. Возможно, что устройство или способ, раскрытые ниже, не являются вариантом осуществления любого заявленного изобретения. Любое изобретение, раскрытое в устройстве или способе, описанном ниже, которое не заявлено в данном документе, может представлять собой объект другого охранного документа, например, действующей патентной заявки, и заявитель (заявители), изобретатель (изобретатели) и/или владелец (владельцы) не намерены отзывать заявку, отказываться от прав или передавать широкой публике любое такое изобретение посредством его раскрытия в данном документе.
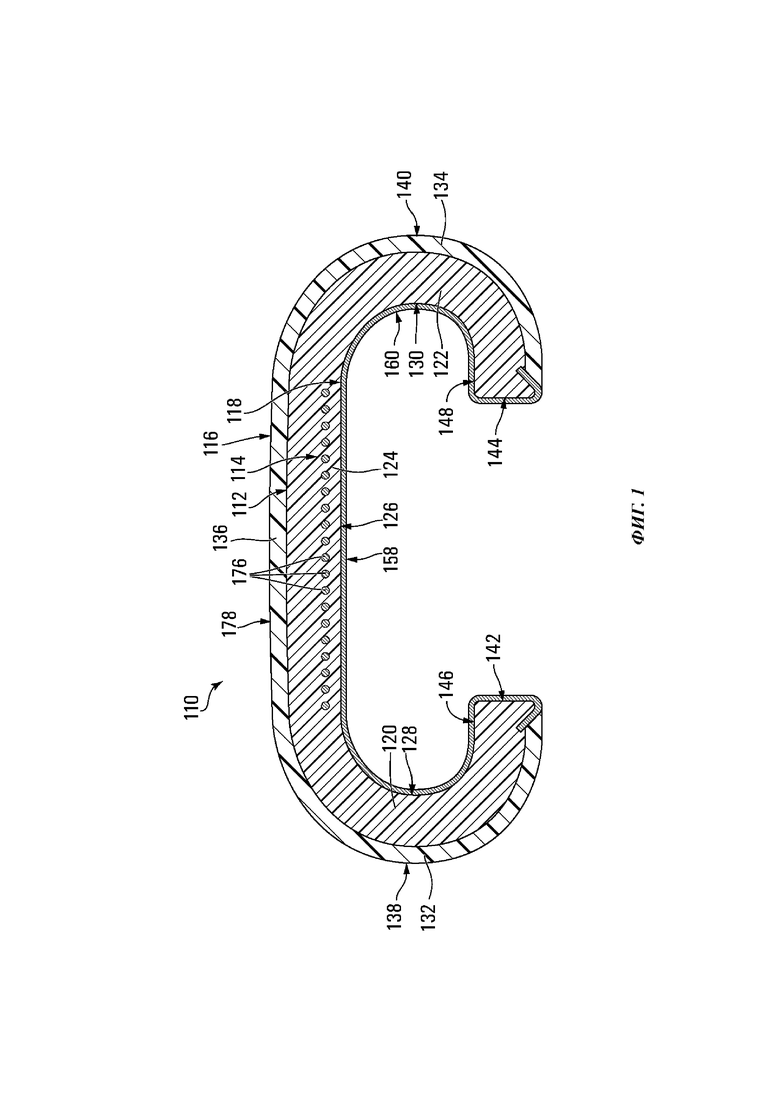
На Фиг. 1 поручень в целом обозначен позицией 110. Поручень 110 содержит каркас 112, ограничитель 114 растягивания, оболочку 116 и скользящий слой 118. Поручень 110 может быть описан, как имеющий в целом С-образное поперечное сечение, которое определяет внутренний, в целом Т-образный желоб.
В некоторых современных поручнях применяют сплошной каркас 112 из термопластичного полиуретана на основе полиэстера под оболочкой 116, которая также выполнена из термопластичного полиуретана на основе полиэстера, для закрытия и защиты ограничителя 114 растягивания от термо-механичемких повреждений.
Термопластичный полиуретан (ТПУ) - это термопластичный эластомер, состоящий из линейного сегментированного блоксополимера, состоящего из твердых и мягких сегментов. Представленный Байером в 1937 г., ТПУ был синтезирован посредством реакции полиприсоединения диизоцинатов с диолами. Окончательная структура смолы полимера состоит из линейных полимерных цепей аморфных гибких мягких сегментов и кристаллических жестких твердых сегментов. Мягкие блоки повышают эластичность и гибкость полимера. Твердые блоки обеспечивают прочность и жесткость ТПУ. Как правило, в термопластичном эластомере отсутствуют химические перекрестные связи. Физические перекрестные связи в ТПУ делают его термически обратимым.
ТПУ главным образом можно классифицировать по трем группам в зависимости от состава мягких сегментов: ТПУ на основе полиэстера, ТПУ на основе полиэфира, поликапролактоновый ТПУ. ТПУ на основе полиэстера может обеспечивать хорошие сопротивление истиранию и механические свойства. ТПУ на основе полиэфира может обеспечивать гибкость при низкой температуре и стойкость к гидролизу. Поликапролактоновый ТПУ может иметь такую же прочность и сопротивление, как ТПУ на основе полиэстера, но также может демонстрировать хорошие низкотемпературные эксплуатационные показатели и относительно высокое сопротивление к гидролизу.
В некоторых примерах поручень 110 может быть изготовлен с использованием способов и устройств экструзии в соответствии с решениями, раскрытыми в международных публикациях №№ WO 2009/033270 А1, WO 2009/033272 А1, WO 2009/033273 А1 и/или WO 2016/201578 А1, полное содержание каждой из которых включено в настоящий документ путем отсылки. Во время экструзии два ТПУ (для каркаса 112 и оболочки 116), стальные корды (для ограничителя 114 растягивания), и полотно (для скользящего слоя 118) могут подводиться и экструдироваться через одну формующую головку для формирования поручня 110. Как правило, конечные эксплуатационные свойства поручней представляют собой комбинацию свойств каждого из этих компонентов. Части каркаса 112 и оболочки 116 могут быть сформированы из разных материалов ТПУ с разными механическими свойствами из-за их разных задач в структуре поручня.
В некоторых примерах каркас 112 может содержать первый термопластичный материал, а оболочка 116 может быть сформирована из второго термопластичного материала. Первый термопластичный материал каркаса 112, как правило, может быть жестче и тверже, чем второй термопластичный материал оболочки 116 и служит для того, чтобы сохранить ширину устья поручня 110 для обеспечения требуемой жесткости кромки. Каркас 112 также служит для защиты ограничителя 114 растягивания, который в данном случае сформирован из тросов 176, а соединение между тросами 176 и первым термопластичным материалом каркаса 112 может быть улучшено с помощью адгезива (не показан). Несмотря на то, что ограничитель растягивания проиллюстрирован как множество тросов, следует иметь в виду, что ограничитель растягивания может принимать другие формы. Например, можно использовать металлическую ленту или ленту, содержащую металлические тросы, запрессованные в полимер. В других примерах, по меньшей мере один составной элемент может быть выполнен в виде ограничителя растягивания, который может быть сформирован в виде «ленты» с множеством непрерывных волокон в полимерном связующем материале, как раскрыто в публикации США №2018/0022005 А1, все содержание которой включено в настоящий документ путем отсылки.
Настоящее изобретение относится к поручням, в которых каркас 112 сформирован из материала пониженной плотности. Физические свойства, химическая стойкость, сопротивление истиранию, высокая адгезия и простота обработки делают ТПУ хорошим выбором для этого применения. Однако, так как стоимость ТПУ обычно выше, чем стоимость других термопластичных полимеров, имеется возможность повышения эффективности использования материала в современных поручнях за счет снижения плотности каркаса 112.
В некоторых примерах, каркас 112 может быть сформирован с меньшей плотностью за счет вспенивания. Вспенивание - это процесс, при котором в полимерную матрицу вводится газовая фаза, что приводит к образованию ячеек/пузырьков внутри материала. Одним из преимуществ пеноматериалов перед твердыми материалами является более эффективное соотношение эффективность/стоимость. Кроме того, наличие газонаполненных ячеек не только уменьшает массу материала, но и может также обеспечить увеличение амортизации/механического демпфирования, что может требоваться в зависимости от применения.
Следует понимать, что в контексте настоящего документа, термин «газ» предполагает в том числе пар вещества, которое находится в газовой фазе и которое при использовании имеет температуру более низкую, чем его критическая температура.
В некоторых примерах полезно обеспечить равномерное распределение ячеек в матричной структуре. Это приводит к снижению веса при уменьшении локальной концентрации нагрузки и возможности для поломки. Однако, вспенивание является термодинамически сложным явлением и может вовлекать процесс мультипараметрической оптимизации для данной материальной системы.
Полимерный пеноматериал представляет собой двухфазный материал, в котором газ диспергируется в твердой полимерной матрице. Под воздействием быстрого объединения двух фаз образуются пузырьки или пустоты, которые сами вводятся в твердую матрицу. В зависимости от морфологии ячеек, полимерные пеноматериалы могут быть классифицированы как открытоячеистые и замкнутоячеистые. Открытоячеистые пеноматериалы, как правило, более гибкие с ячейками, частично соединенными посредством прерывистых стенок ячеек. Замкнутоячеистые пеноматериалы, как правило, более жесткие с ячейками, разделенными сплошными, хорошо соединенными стенками ячеек. Равномерность полимерно-газовой смеси зависит от профиля пространственного распределения давления в системе, температуры и газовой диффузии в полимерной матрице. Таким образом, давление в системе должно быть больше, чем давление растворимости, чтобы предотвратить образование нерастворенных газовых раковин и ускорить процесс. Синтактическая пена является видом полимерного пеноматериала и состоит из двух компонентов: расширяемые частицы, которые действуют в качестве наполнителя; и связующая система, которая действует в качестве связующего вещества. При добавлении наполнителя в полимерную матрицу показатели системы будут понижены, а устойчивость к разрушению может улучшаться, так как наполнитель формирует извилистый путь для распространения трещин.
В некоторых примерах, каркас 112 может быть сформирован из ТПУ материала, который вспенивается путем введения пенообразующего/газообразующего вещества в полимерный расплав ТПУ в процессе экструзии, в котором имеется гетерогенная смесь полимерного расплава и распределенных пузырьков газа. Однородная дисперсия газообразующего вещества и понимание реологических свойств этих смесей могут быть важны для развития и оптимизации режимов производственной линии изготовления поручня.
Микросферические частицы Expancel™ применяются в качестве добавок в термопластической, лакокрасочной, бумажной и текстильной промышленностях. Нерасширенные микросферические частицы представляют собой термопластические оболочки, заключающие каплю летучего насыщенного углеводорода, которая испаряется при нагревании. Оболочки сфер получены из сополимеров с разными температурами стеклования. По достижении этих температур давление газа из испаренных углеводородов внутри сфер вызывает расширение оболочки. Микросферические частицы изготавливаются посредством суспензионной полимеризации, которая расщепляет мономер на мельчайшие капли путем механического перемешивания в жидкой фазе. Затем капли стабилизируются с помощью поверхностно-активных веществ, таких как частицы кремнезема и Мд(ОН)2, предотвращая их агломерацию и коалесценцию. Размер расширенной частицы Expancel™ может колебаться от 20 до 150 микрометров, а плотность может быть уменьшена от 1000 до 30 кг/м3 при расширении, которое в большинстве случаев может проходит от 80 до 190°С. Когда частица Expancel™ нагревается, углеводород испаряется, и давление газа смягчает термопластическую оболочку, что приводит к расширению сферы. Оболочка затвердевает, становится устойчивой и удерживает форму при охлаждении. Частицы Expancel™ коммерчески доступны в двух формах: расширенной и нерасширенной. Расширенные частицы Expancel™ служат в качестве наполнителя в пластмассах и эластомерах, тогда как нерасширенные применяются в качестве газообразующего вещества при вспенивании путем экструзии и литьем под давлением.
Авторы изобретения исследовали изготовление ТПУ пены с использованием микросферических частиц Expancel™ в качестве газообразующего вещества в производстве поручня. На основе опытных данных, Expancel™ может быть применены в качестве химического газообразующего вещества (СВА, от англ. Chemical Blowing Agent) для уменьшения плотности каркаса 112 в поручне 110, как показано на Фиг. 1. Было установлено подходящее содержание Expancel™ и проверены различные свойства вспененного поручня. Как раскрыто более подробно ниже, результаты говорят о том, что не обязательно изменять различные параметры экструзионной обработки для изготовления поручней, включая микросферические частицы Expancel™. Использование вспененного каркаса привело к сокращению приблизительно на 14% по весу материала каркаса ТПУ, а вспененные поручни выдержали различные механические испытания.
Конструкция поручней далее будет раскрыта более подробно.
На Фиг. 1 на примере проиллюстрировано, что каркас 112 содержит первую боковую часть 120 каркаса, вторую боковую часть 122 каркаса, расположенную на расстоянии от первой боковой части 120 каркаса, и центральную часть 124 каркаса по существу постоянной толщины, проходящую между первой и второй боковыми частями 120, 122 каркаса. Показано, что ограничитель 114 растягивания расположен внутри центральной части 124 каркаса. В примере показано, что ограничитель 114 растягивания сформирован из множества продольных тросов 176, расположенных вдоль центральной плоскости внутри центральной части 124 каркаса. Центральная часть 124 каркаса определяет верхнюю внутреннюю поверхность 126. Первая и вторая боковые части 120, 122 каркаса определяют первую и вторую вогнутые внутренние поверхности 128, 130, соответственно. Первая и вторая вогнутые внутренние поверхности 128, 130 примыкают к верхней внутренней поверхности 126 на обеих ее сторонах.
На примере проиллюстрировано, что оболочка 116 присоединена непосредственно к каркасу 112 по границе раздела для образования сплошного тела. Оболочка 116 содержит первую боковую часть 132 оболочки, покрывающую первую боковую часть 120 каркаса, вторую боковую часть 134 оболочки, покрывающую вторую боковую часть 122 каркаса, и центральную часть 136 оболочки по существу постоянной толщины, проходящую между первой и второй боковыми частями 132, 134 оболочки, прилегающую к центральной части 124 каркаса. Центральная часть 136 оболочки определяет верхнюю наружную поверхность 178. Как показано, верхняя наружная поверхность 178 может иметь небольшую выпуклую кривизну.
На примере проиллюстрировано, что первая и вторая боковые части 132, 134 оболочки определяют первую и вторую выпуклые наружные поверхности 138, 140, соответственно. Первая и вторая выпуклые наружные поверхности 138, 140 примыкают к верхней наружной поверхности 178 на обеих ее сторонах.
На примере проиллюстрировано, что при С-образном поперечном сечении, первая и вторая боковые части 120, 122 каркаса окружают Т-образный желоб и определяют полукруглые части кромки, которые определяют по существу противоположные первую и вторую боковые внутренние поверхности 142, 144, соответственно. Толщина каждой из первой и второй боковых частей 120, 122 каркаса и первой и второй боковых частей 132, 134 оболочки может быть по существу постоянной по направлению к первой и второй боковым внутренним поверхностям 142, 144.
На примере проиллюстрировано, что первая и вторая боковые части 120, 122 каркаса, кроме того, определяют первую и вторую нижние внутренние поверхности 146, 148. Показано, что первая нижняя внутренняя поверхность 146 присоединена между первой вогнутой внутренней поверхностью 128 и первой боковой внутренней поверхностью 142, а вторая нижняя внутренняя поверхность 148 присоединена между второй вогнутой внутренней поверхностью 130 и второй боковой внутренней поверхностью 144, соответственно.
На примере проиллюстрировано, что скользящий слой 118 присоединен или иным способом прикреплен к верхней внутренней поверхности 126, первой и второй вогнутым внутренним поверхностям 128, 130, первой и второй нижним внутренним поверхностям 146, 148 и первой и второй боковым внутренним поверхностям 142, 144. Как проиллюстрировано, скользящий слой 118 может иметь криволинейные концы, которые встроены внутрь оболочки 116 вблизи первой и второй боковых внутренних поверхностей 142, 144.
Поручни могут быть изготовлены с различными размерами, в том числе в соответствии с идеями, раскрытыми в международных публикациях №№ WO 2000/001607 А1, WO 2009/033272 А1 и/или WO 2016/176778 А1, полное содержание каждой из которых включено в настоящий документ путем отсылки. Поручень 110, показанный на Фиг. 1 и Фиг. 2, по существу соответствует идеям, раскрытым в международной публикации № WO 2000/001607 А1.
Различные размеры поручня 110 проиллюстрированы на Фиг. 2. Следует понимать, что некоторые из упомянутых в настоящей заявке размеров относятся только к ТПУ элементам поручня, каркаса и оболочки, в то время как другие могут относиться к общей конструкции, включая скользящий слой и/или ограничитель растягивания, что должно быть понятно со ссылкой на чертежи, в частности, на Фиг. 2, 4, 6, 8, 10 и 12.
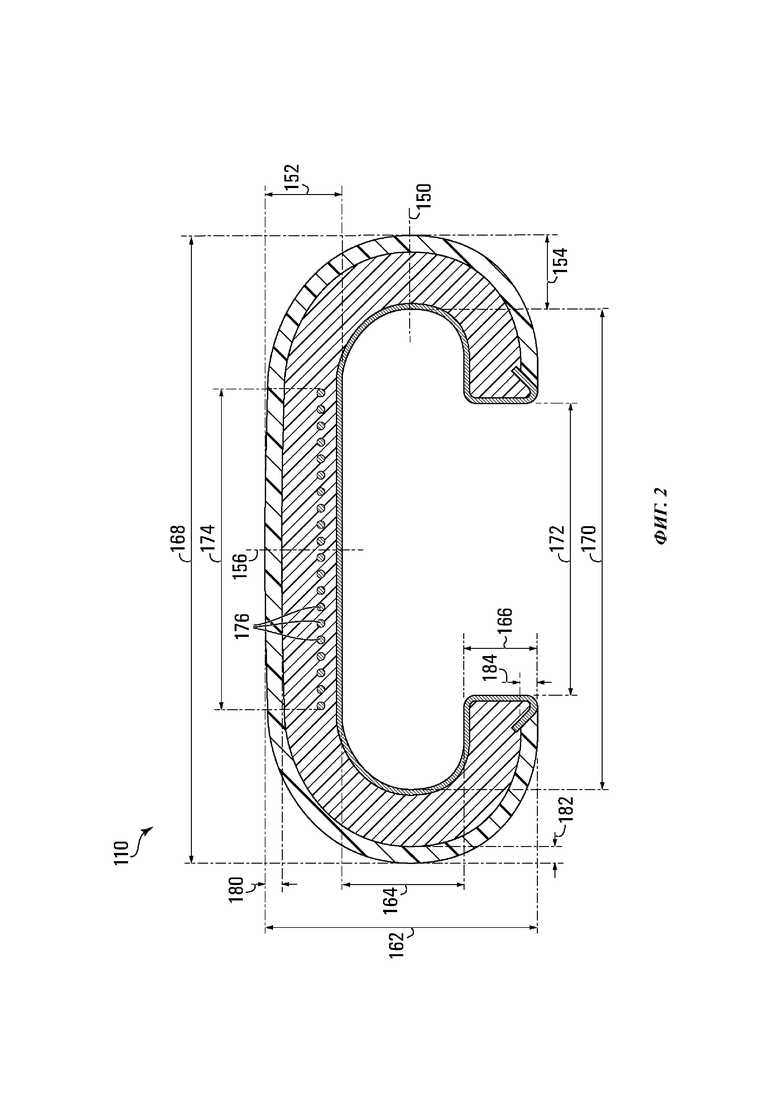
В примере проиллюстрировано, что поручень 110 имеет высоту 152 лицевой поверхности и ширину 154 боковой части. Высота 152 лицевой поверхности представляет собой вертикальный размер по оси 156 центра ширины поручня 110 между нижней поверхностью 158 скользящего слоя 118 и верхней наружной поверхностью 178 (поверхности 158, 178 показаны на Фиг. 1). Ширина 154 боковой части представляет собой горизонтальный размер по оси 150 центра высоты поручня 110 между внутренней боковой поверхностью 160 скользящего слоя 118 и второй выпуклой наружной поверхностью 140 (поверхности 160, 140 показаны на Фиг. 1). Поручень 110 может быть по существу симметричным относительно оси 156 центра ширины, как проиллюстрировано, и, следовательно, ширина боковой части может быть одинаковой на обеих сторонах поручня 110.
Вертикальные размеры поручня 110 также включают высоту 162 поручня, высоту 164 желоба, высоту 166 кромки, высоту 180 оболочки и высоту 184 кромки оболочки. Горизонтальные размеры поручня 110 также включают ширину 168 поручня, ширину 170 желоба, ширину 172 устья, ширину 174 ограничителя растягивания и ширину 182 боковой части оболочки.
Размеры поручня 110 приведены в Таблице 1. Предполагается, что эти размеры приведены в качестве примера, а не ограничения.
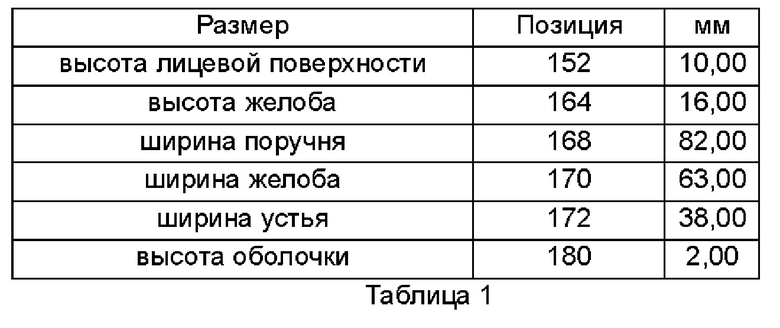
В соответствии с этим примером, площадь поперечного сечения оболочки 116 и каркаса 112 может составлять приблизительно 306 мм2 (26%) и 872 мм2 (74%), соответственно.
Пенообразующее вещество может применяться в конструкциях поручней разными способами для уменьшения плотности и стоимости, а также для повышения эффективности изготовления. В некоторых примерах пенообразующее вещество может быть добавлено к внутренней части любого существующего ТПУ поручня, т.е. к каркасу 112. На практике авторы изобретения обнаружили, что можно достичь существенных улучшений при применении пенообразующего вещества для поручней большего размера, таких как показано в примере на Фиг. 1 и Фиг. 2, которые могут поставляться в качестве сменных частей для действующих эскалаторов. Относительно большое поперечное сечение этих изделий подразумевает, что может быть вспенено больше ТПУ материала.
Как показано в примере на Фиг. 1 и Фиг. 2, каркас 112 может быть вспенен путем добавления, например, 1% по весу Expancel™ 950 MB 80. В некоторых примерах плотность каркаса может быть уменьшена приблизительно на 15%, что уменьшает общее количество требуемого ТПУ приблизительно на 11%.
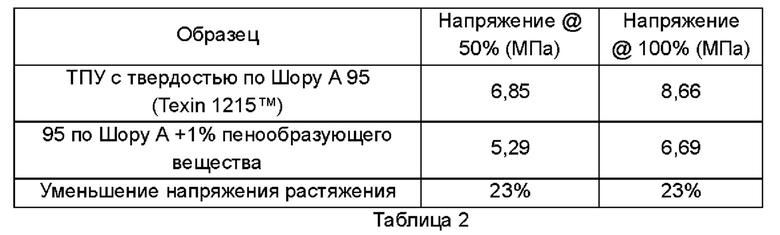
Однако, из-за изменения материала ТПУ, изпользуемого для каркаса, конструкция поручня может требовать изменения с целью сохранения удовлетворительных рабочих характеристик изделия. А именно, использование пенообразующего вещества в целом понижает модуль материала ТПУ. Поручни достигают требуемой осевой жесткости и постоянства размеров при изгибе за счет жесткости поперечного сечения и, прежде всего, каркаса. В некоторых существующих поручнях каркас может быть сформирован из Lubrizol Estane 58226™ с твердостью по Шору А 92 или аналогичных материалов. Добавление пенообразующего вещества в этот материал в необходимом количестве может снизить модуль жесткости до уровня, при котором изделие может излишне деформироваться при изгибе и может иметь тенденцию к сходу с блока эскалатора. Поэтому был выбран другой материал ТПУ каркаса, который имел жесткость, аналогичную Estane 58226™ после добавления 1% по весу пенообразующего вещества. Материалом является Covestro Texin 1215™, который имеет твердость по Шору А 95 и механические свойства при растяжении, схожие с Estane 58226™ после добавления пенообразующего вещества. Результаты приведены в Таблице 2 и на Фиг. 17.
Второй тип поручня, в котором может применяться пенообразующее вещество, относится к современным крупным изделиям, поставляемым для городского транспорта и промышленного применения, как приведено в международной публикации № WO 2009/033272 А1. Примеры проиллюстрированы на Фиг. 3, 4, 5 и 6. В этих примерах в общей сложности меньше материала, в котором может применяться пенообразующее вещество, но результат, тем не менее, может быть существенным. Авторы настоящего изобретения обнаружили, что внедрение вспененного ТПУ в каркас в этих примерах может снизить ТПУ более чем на 7% от общего объема для поручня.
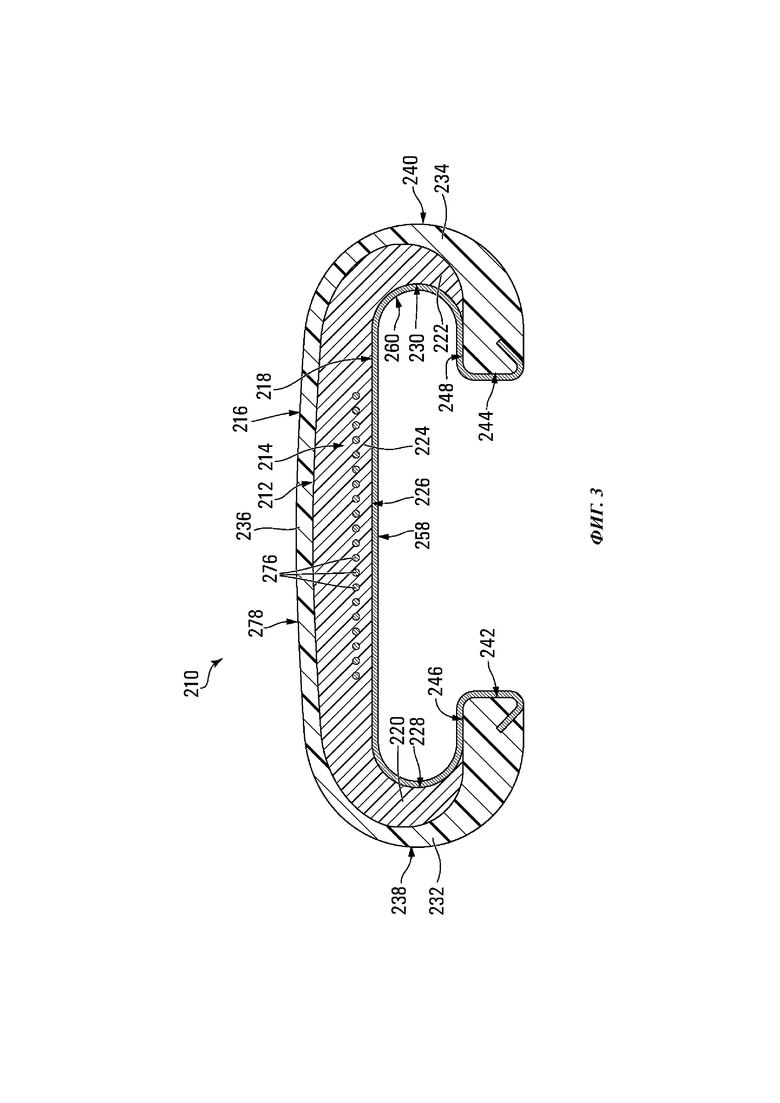
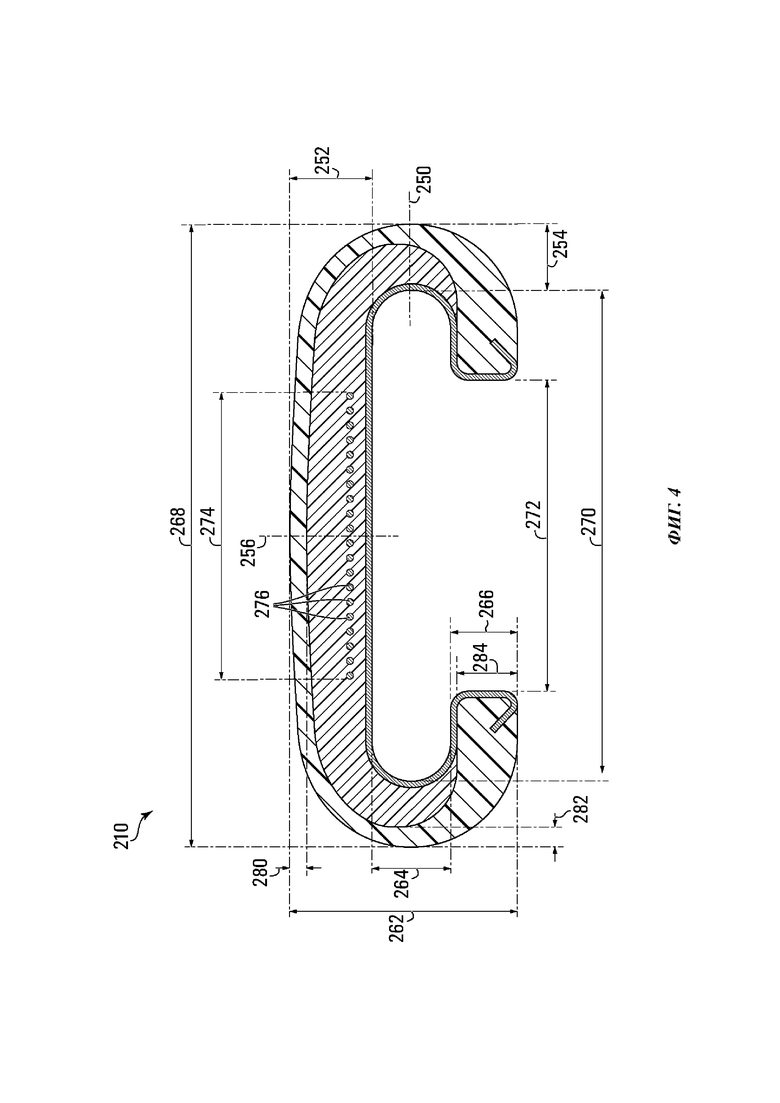
На Фиг. 3 поручень в целом обозначен позицией 210. Поручень 210 содержит каркас 212, ограничитель 214 растягивания, оболочку 216 и скользящий слой 218.
В показанном примере каркас 212 содержит первую боковую часть 220 каркаса, вторую боковую часть 222 каркаса, расположенную на расстоянии от первой боковой части 220 каркаса, и центральную часть 224 каркаса по существу постоянной толщины, проходящую между первой и второй боковыми частями 220, 222 каркаса. Показано, что ограничитель 214 растягивания расположен внутри центральной части 224 каркаса. В показанном примере ограничитель 214 растягивания сформирован из множества продольных тросов 276, расположенных вдоль центральной плоскости внутри центральной части 224 каркаса. В этом примере показано, что каркас 212 сужается по толщине у первой и второй боковых частей 220, 222 каркаса. Центральная часть 224 каркаса определяет верхнюю внутреннюю поверхность 226. Первая и вторая боковые части 220, 222 каркаса определяют первую и вторую вогнутые внутренние поверхности 228, 230, соответственно. Первая и вторая вогнутые внутренние поверхности 228, 230 примыкают к верхней внутренней поверхности 226 на обеих ее сторонах.
В примере проиллюстрировано, что оболочка 216 присоединена непосредственно к каркасу 212 по границе раздела для образования сплошного тела. Оболочка 216 содержит первую боковую часть 232 оболочки, покрывающую первую боковую часть 220 каркаса, вторую боковую часть 234 оболочки, покрывающую вторую боковую часть 222 каркаса, и центральную часть 236 оболочки по существу постоянной толщины, проходящую между первой и второй боковыми частями 232, 234 оболочки, прилегающую к центральной части 224 каркаса. Центральная часть 236 оболочки определяет верхнюю наружную поверхность 278. Верхняя наружная поверхность 278 может иметь, как проиллюстрировано, небольшую выпуклую кривизну.
В примере проиллюстрировано, что первая и вторая боковые части 232, 234 оболочки определяют первую и вторую выпуклые наружные поверхности 238, 240, соответственно. Первая и вторая выпуклые наружные поверхности 238, 240 примыкают к верхней наружной поверхности 278 на обеих ее сторонах.
В примере проиллюстрировано, что при С-образном поперечном сечении первая и вторая боковые части 232, 234 оболочки окружают Т-образный желоб и определяют полукруглые части кромки, которые определяют по существу противоположные первую и вторую боковые внутренние поверхности 242, 244, соответственно. Толщина каждой из первой и второй боковых частей 232, 234 оболочки может увеличиваться по направлению к первой и второй боковым внутренним поверхностям 242, 244, соответственно, что компенсирует сужение каркаса 212.
В примере проиллюстрировано, что первая и вторая боковые части 232, 234 оболочки также определяют первую и вторую нижние внутренние поверхности 246, 248. Показано, что первая нижняя внутренняя поверхность 246 присоединена между первой вогнутой внутренней поверхностью 228 и первой боковой внутренней поверхностью 242, а вторая нижняя внутренняя поверхность 248 присоединена между второй вогнутой внутренней поверхностью 230 и второй боковой внутренней поверхностью 244, соответственно.
В примере проиллюстрировано, что скользящий слой 218 присоединен или иным способом прикреплен к верхней внутренней поверхности 226, первой и второй вогнутым внутренним поверхностям 228, 230, первой и второй нижним внутренним поверхностям 246, 248 и первой и второй боковым внутренним поверхностям 242, 244. Скользящий слой 218 может иметь криволинейные концы, которые, как проиллюстрировано, встроены внутрь оболочки 216 вблизи первой и второй боковых внутренних поверхностей 242, 244.
Различные размеры поручня 210 проиллюстрированы на Фиг. 4. В примере проиллюстрировано, что поручень 210 имеет высоту 252 лицевой поверхности и ширину 254 боковой части. Высота 252 лицевой поверхности представляет собой вертикальный размер по оси 256 центра ширины поручня 210 между нижней поверхностью 258 скользящего слоя 218 и верхней наружной поверхностью 278 (поверхности 258, 278 показаны на Фиг. 3). Ширина 254 боковой части представляет собой горизонтальный размер по оси 250 центра высоты поручня 210 между внутренней боковой поверхностью 260 скользящего слоя 218 и второй выпуклой наружной поверхностью 240 (поверхности 260, 240 показаны на Фиг. 3). Поручень 210 может быть по существу симметричным относительно оси 256 центра ширины, как проиллюстрировано, следовательно, ширина боковой части может быть одинаковой на обеих сторонах поручня 210.
Вертикальные размеры поручня 210 также включают высоту 262 поручня, высоту 264 желоба, высоту 266 кромки, высоту 280 оболочки и высоту 284 кромки оболочки. Горизонтальные размеры поручня 210 также включают ширину 268 поручня, ширину 270 желоба, ширину 272 устья, ширину 274 ограничителя растягивания и ширину 282 боковой части оболочки.
На Фиг. 3 и 4 показано, что ограничитель 214 растягивания сформирован из множества продольных тросов 276, расположенных вдоль центральной плоскости внутри центральной части 224 каркаса. В примере показано, что концы тросов 276 смещены вовнутрь по отношению к первой и второй боковым внутренним поверхностям 242, 244. Другими словами, ширина 274 ограничителя растягивания по существу меньше, чем ширина 272 устья. В процессе эксплуатации расположение концов тросов 276 на некотором расстоянии от участков напряжений в частях 220, 222, 232, 234 может влиять на способность ограничителя 214 растягивания удерживать нейтральную плоскость при изгибе.
Размеры поручней 210 приведены в Таблице 3. Предполагается, что эти размеры приведены в качестве примера, а не ограничения.
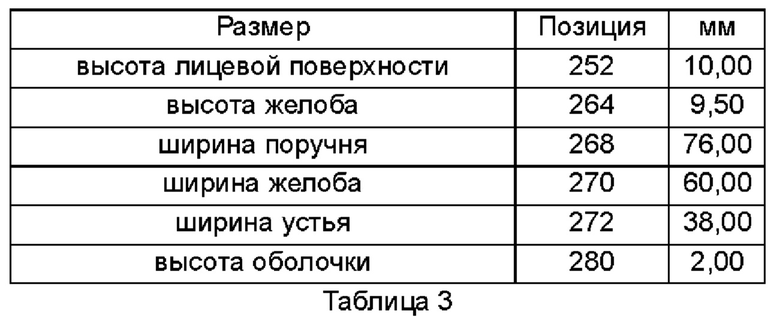
В соответствии с этим примером, площадь поперечного сечения оболочки 216 и каркаса 212 может быть приблизительно 430 мм2 (48%) и 460 мм2 (52%), соответственно.
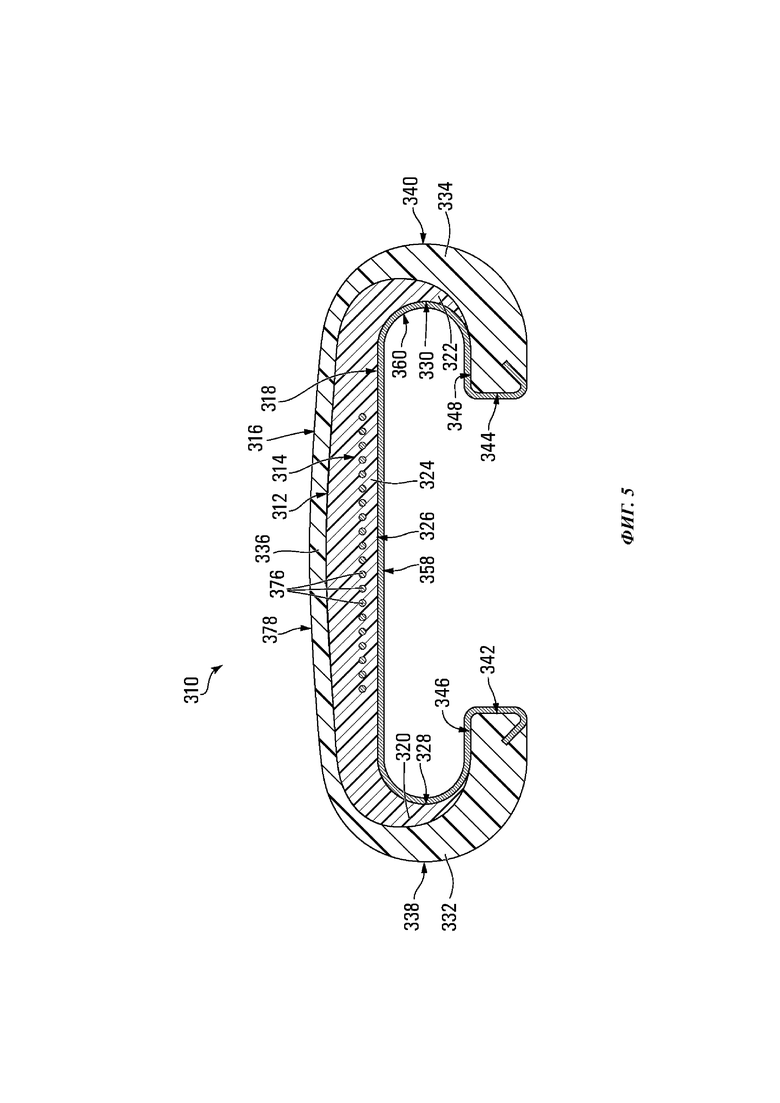
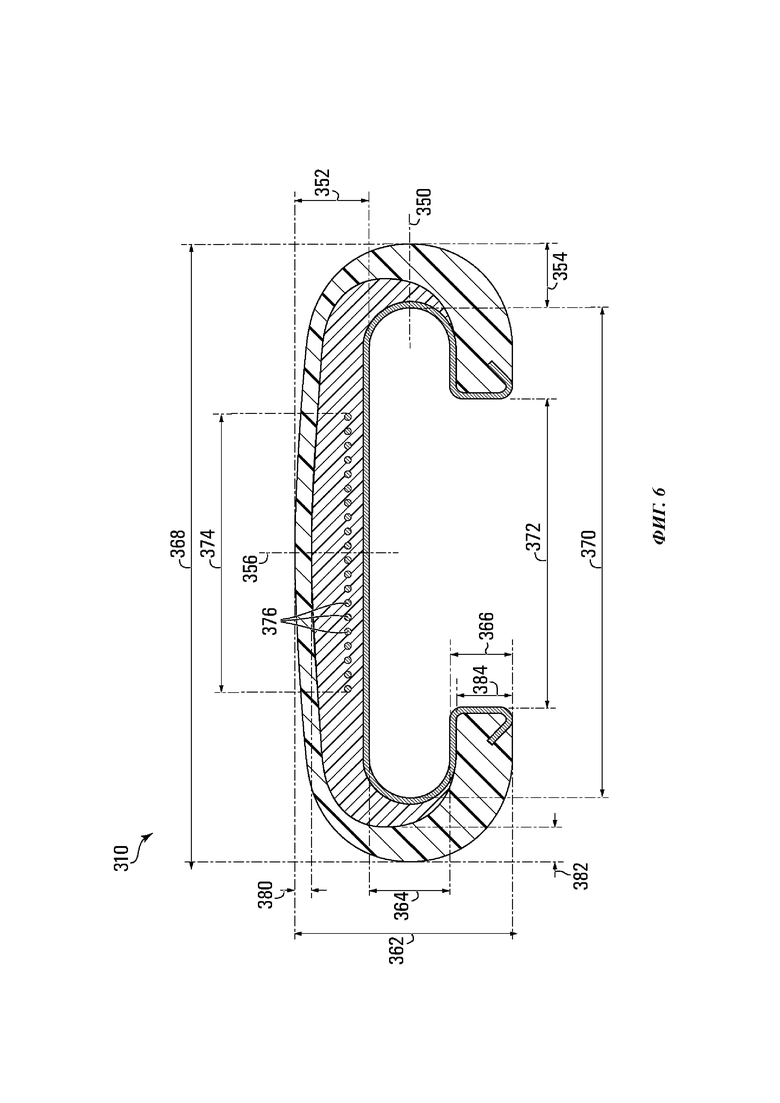
На Фиг. 5 аналогичный поручень в целом обозначен позицией 310. Поручень 310 содержит каркас 312, ограничитель 314 растягивания, оболочку 316 и скользящий слой 318. Показано, что каркас 312 сужается по толщине у первой и второй боковых частей 320, 322 каркаса. По сравнению с поручнем 210, первая и вторая боковые части 320, 322 каркаса сужаются более резко, а толщина первой и второй боковых частей 332, 334 оболочки соответствующим образом увеличивается по направлению к первой и второй боковым внутренним поверхностям 342, 344. В остальном конструкция поручня 310 аналогична конструкции поручня 210, показанной на Фиг. 3 и Фиг. 4, и описание признаков повторяться не будет.
Различные размеры поручня 310 проиллюстрированы на Фиг. 6. Размеры поручня 310 приведены в Таблице 4. Предполагается, что эти размеры приведены в качестве примера, а не ограничения.
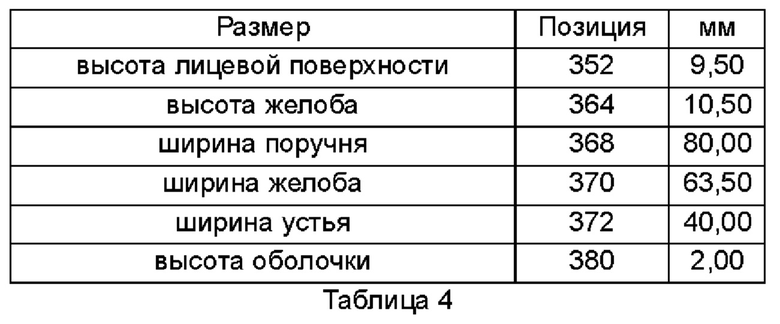
В соответствии с этим примером, площадь поперечного сечения оболочки 316 и каркаса 312 может быть приблизительно 500 мм2 (52%) и 460 мм2 (48%), соответственно.
Поручни 110, 210, 310 со вспененными каркасами были испытаны и продемонстрировали функционирование с удовлетворительными характеристиками, при этом конкретные испытания раскрыты более подробно ниже. Кроме экономии затрат, также было показано, что при использовании вспененных вариантов этих изделий можно получить преимущества в производственном процессе.
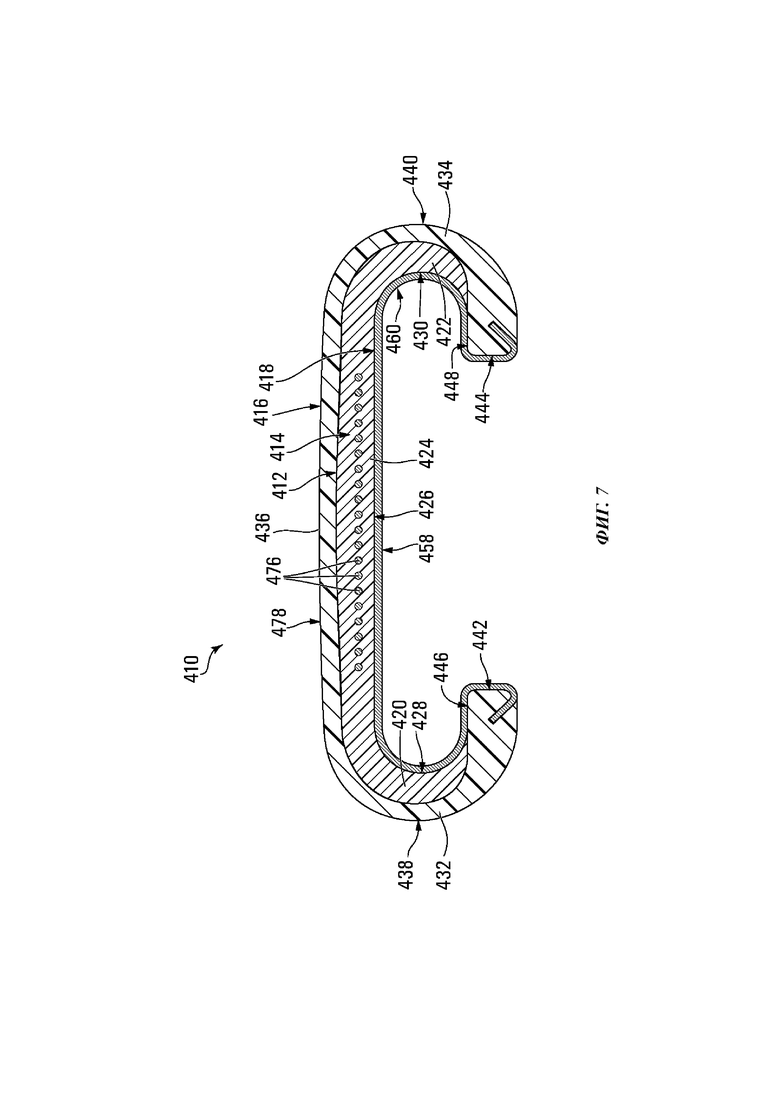
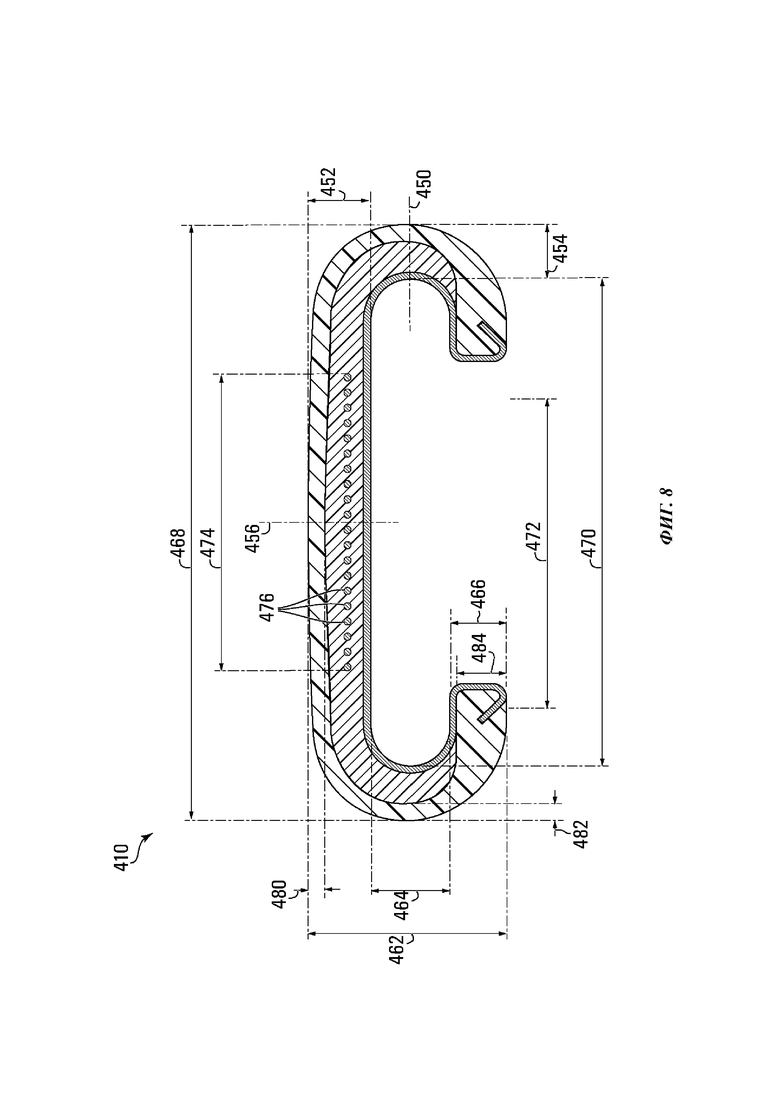
Следующий тип поручня, в котором можно применять пенообразующее вещество, имеет компактную конструкцию, как раскрыто в международной публикации № WO 2016/176778 А1. На Фиг. 7 поручень в целом обозначен позицией 410. Поручень 410 содержит каркас 412, ограничитель 414 растягивания, оболочку 416 и скользящий слой 418. Конструкция поручня 412 аналогична конструкции, раскрытой в международной публикации WO 2016/176778 А1, и описание признаков не будет повторяться.
Различные размеры поручня 410 проиллюстрированы на Фиг. 8. Размеры поручня 410 приведены в Таблице 5. Предполагается, что эти размеры приведены в качестве примера, а не ограничения.
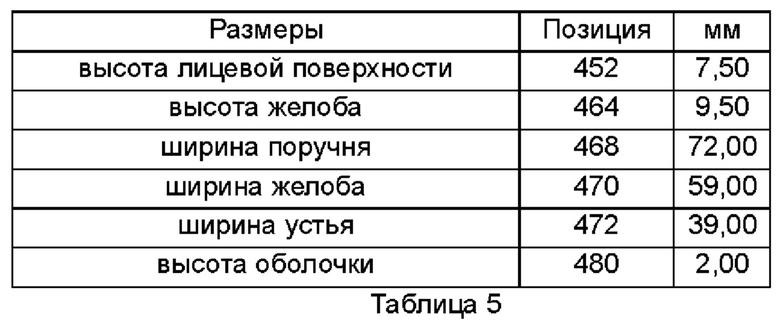
В соответствии с этим примером, площадь поперечного сечения оболочки 416 и каркаса 412 может быть приблизительно 310 мм2 (47%) и 350 мм2 (53%), соответственно.
Компактная конструкция поручня 410 может снизить мощность, требуемую для приведения в движение поручня 410. Например, вес поручня 410 может быть приблизительно на 30-40% меньше, чем вес стандартного поручня, который подлежит замене. Такое снижение веса приведет к меньшему расходу энергии на эскалаторах, траволаторах и/или других транспортировочных устройствах.
Подобное снижение потребности в ТПУ может быть достигнуто с применением вспененных материалов в этой компактной конструкции поручня. Однако, меньшее поперечное сечение поручня подразумевает, что в целях поддержания удовлетворительных технических характеристик изделия может быть необходима модификация. Выбор материала является одним из возможных способов, но в этом изделии уже может применяться ТПУ с твердостью 95 по Шору А, ТПУ для каркаса. Более твердые варианты ТПУ могут быть сложными в применении в процессе экструзии, и было необходимо максимально увеличить использование пенообразующего вещества для наибольшего возможного снижения плотности и цены. Это привело к разработке новых конструкций поручней, которые показаны на Фигурах 9, 10, 11 и 12.
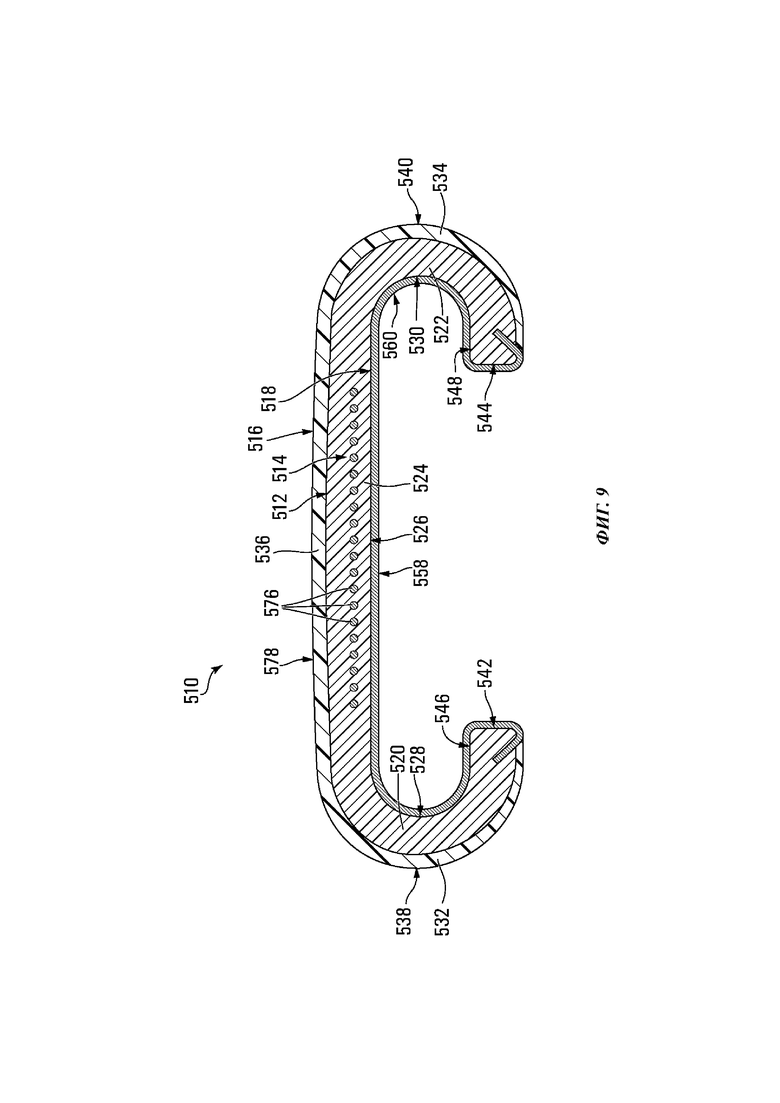
На Фиг. 9 поручень в целом обозначен позицией 510. Поручень 510 содержит каркас 512, ограничитель 514 растягивания, оболочку 516 и скользящий слой 518.
В показанном примере каркас 512 содержит первую боковую часть 520 каркаса, вторую боковую часть 522 каркаса, расположенную на расстоянии от первой боковой части 520 каркаса, и центральную часть 524 каркаса по существу постоянной толщины, проходящую между первой и второй боковыми частями 520, 522 каркаса. Показано, что ограничитель 514 растягивания расположен внутри центральной части 524 каркаса. В примере показано, что ограничитель 514 растягивания сформирован из множества продольных тросов 576, расположенных вдоль центральной плоскости внутри центральной части 524 каркаса. Центральная часть 524 каркаса определяет верхнюю внутреннюю поверхность 526. Первая и вторая боковые части 520, 522 каркаса определяют первую и вторую вогнутые внутренние поверхности 528, 530, соответственно. Первая и вторая вогнутые внутренние поверхности 528, 530 примыкают к верхней внутренней поверхности 526 на обеих ее сторонах.
В примере проиллюстрировано, что оболочка 516 присоединена непосредственно к каркасу 512 по границе раздела для образования сплошного тела. Оболочка 516 содержит первую боковую часть 532 оболочки, покрывающую первую боковую часть 520 каркаса, вторую боковую часть 534 оболочки, покрывающую вторую боковую часть 522 каркаса, и центральную часть 536 оболочки по существу постоянной толщины, проходящую между первой и второй боковыми частями 532, 534 оболочки, прилегающую к центральной части 524 каркаса. Центральная часть 536 оболочки определяет верхнюю наружную поверхность 578. Верхняя наружная поверхность 578 может иметь, как проиллюстрировано, небольшую выпуклую кривизну.
В примере проиллюстрировано, что первая и вторая боковые части 532, 534 оболочки определяют первую и вторую выпуклые наружные поверхности 538, 540, соответственно. Первая и вторая выпуклые наружные поверхности 538, 540 примыкают к верхней наружной поверхности 578 на обеих ее сторонах.
В примере проиллюстрировано, что при С-образном поперечном сечении, первая и вторая боковые части 520, 522 каркаса окружают Т-образный желоб и определяют полукруглые части кромки, которые определяют по существу противоположные первую и вторую боковые внутренние поверхности 542, 544, соответственно.
Показано, что первая и вторая боковые части 532, 534 оболочки незначительно сужаются по толщине у первой и второй боковых частей 520, 522 каркаса. Толщина каждой из первой и второй боковых частей 520, 522 каркаса может незначительно увеличиваться по направлению к первой и второй боковым внутренним поверхностям 542, 544, соответственно, что компенсирует сужение оболочки 516.
В примере проиллюстрировано, что первая и вторая боковые части 520, 522 каркаса также определяют первую и вторую нижние внутренние поверхности 546, 548. Показано, что первая нижняя внутренняя поверхность 546 присоединена между первой вогнутой внутренней поверхностью 528 и первой боковой внутренней поверхностью 542, а вторая нижняя внутренняя поверхность 548 присоединена между второй вогнутой внутренней поверхностью 530 и второй боковой внутренней поверхностью 544, соответственно.
В примере проиллюстрировано, что скользящий слой 518 присоединен или иным способом прикреплен к верхней внутренней поверхности 526, первой и второй вогнутым внутренним поверхностям 528, 530, первой и второй нижним внутренним поверхностям 546, 548 и первой и второй боковым внутренним поверхностям 542, 544. Скользящий слой 518 может иметь криволинейные концы, которые, как проиллюстрировано, встроены внутрь каркаса 512 вблизи первой и второй боковых внутренних поверхностей 542, 544.
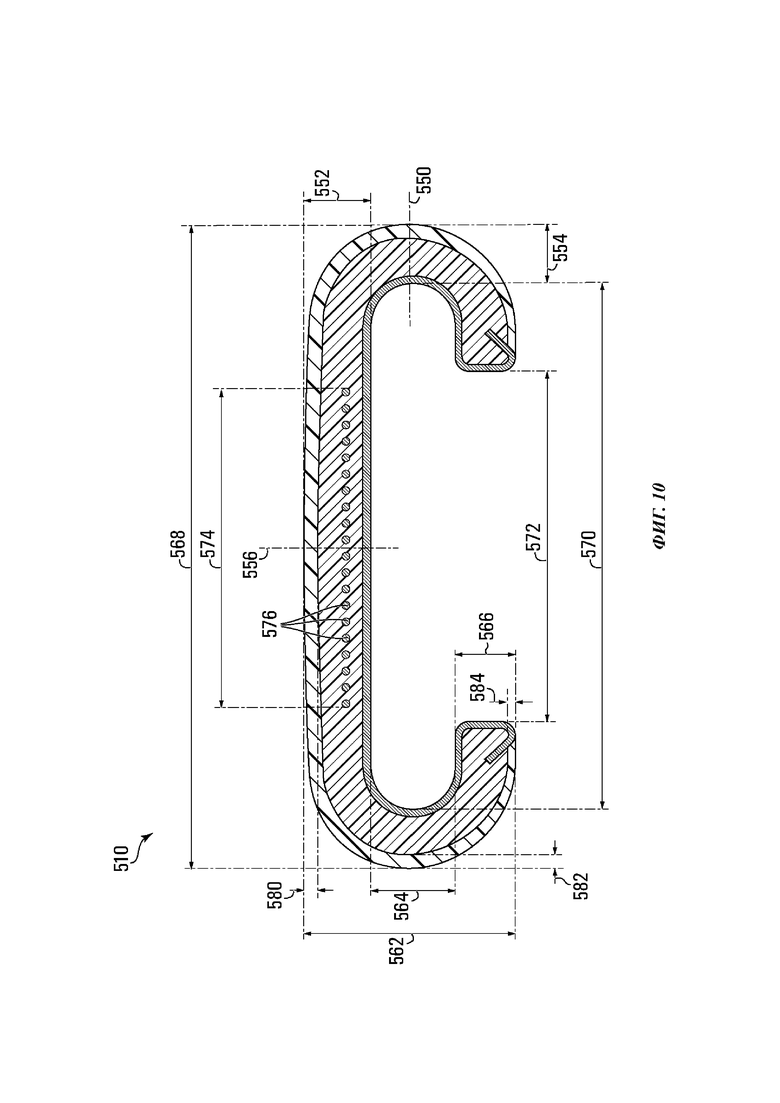
Различные размеры поручня 510 проиллюстрированы на Фиг. 10. В примере проиллюстрировано, что поручень 510 имеет высоту 552 лицевой поверхности и ширину 554 боковой части. Высота 552 лицевой поверхности представляет собой вертикальный размер по оси 556 центра ширины поручня 510 между нижней поверхностью 558 скользящего слоя 518 и верхней наружной поверхностью 578 (поверхности 558, 578 показаны на Фиг. 9). Ширина 554 боковой части представляет собой горизонтальный размер по оси 550 центра высоты поручня 510 между внутренней боковой поверхностью 560 скользящего слоя 518 и второй выпуклой наружной поверхностью 540 (поверхности 560, 540 показаны на Фиг. 9). Поручень 510 может быть по существу симметричным относительно оси 556 центра ширины, как проиллюстрировано, и, следовательно, ширина боковой части может быть одинаковой на обеих сторонах поручня 510.
Вертикальные размеры поручня 510 также включают высоту 562 поручня, высоту 564 желоба, высоту 566 кромки, высоту 580 оболочки и высоту 584 кромки оболочки. Горизонтальные размеры поручня 510 также включают ширину 568 поручня, ширину 570 желоба, ширину 572 устья, ширину 574 ограничителя растягивания и ширину 582 боковой части оболочки.
В поручне 510 уменьшена площадь поперечного сечения оболочки 516. В некоторых примерах высота 580 оболочки может составлять от приблизительно 0,5 мм до приблизительно 1,5 мм, ширина 582 боковой части оболочки может составлять от приблизительно 0,5 мм до приблизительно 1,5 мм, а высота 584 кромки оболочки может составлять от приблизительно 0,1 мм до приблизительно 1,0 мм.
Различные размеры поручня 510 проиллюстрированы на Фиг. 10. Размеры поручня 510 приведены в Таблице 6. Предполагается, что эти размеры приведены в качестве примера, а не ограничения.
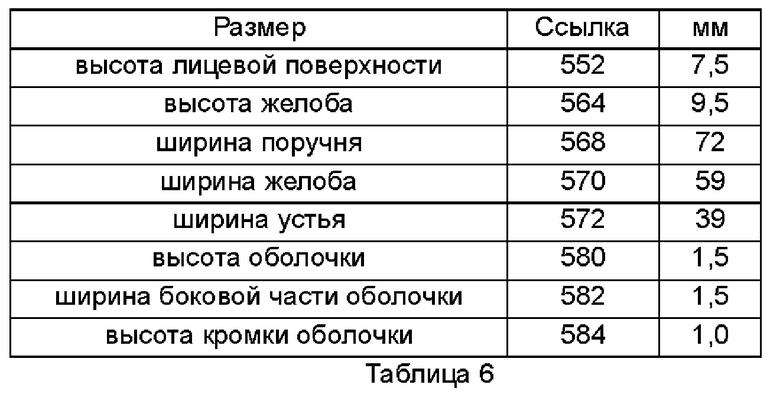
В соответствии с этим примером, площадь поперечного сечения оболочки 516 и каркаса 512 может быть приблизительно 172 мм2 (26%) и 488 мм2 (74%), соответственно. Зависимость между площадями поперечного сечения каркаса и элементами оболочки может разниться. В некоторых примерах оболочка может составлять от 10 до 30% от общего количества ТПУ, необходимого для поручня.
В поручне 510 оболочка 516 может быть тонкой, в некоторых примерах приблизительно 1,5 мм или меньше, так что большая часть поручня 510 может быть вспенена для большего общего уменьшения плотности ТПУ. В некоторых примерах каркас 512 может быть сформирован из ТПУ с твердостью по Шору А от 90 до 98, например из Texin 1215™ с твердостью по Шору А 95. Модуль жесткости материала, а, следовательно, жесткость изделия может быть уменьшена путем добавления пенообразующего вещества. В некоторых примерах пенообразующее вещество может быть добавлено для того, чтобы повлиять на уменьшение плотности от 15 до 30%. Оболочка 516 может быть сформирована из того же самого ТПУ, которое применялось для каркаса, но без пенообразующего вещества.
В примерах, где у оболочки 516 более высокий модуль упругости при растяжении, чем у каркаса 512, прочность кромки или способность профиля сопротивляться раскрыванию будет обеспечена оболочкой 516 в большей степени, чем в поручнях, раскрытых в международных публикациях №№ WO 2009/033272 А1 и WO 2016/176778 А1, без пенообразующего вещества. Поэтому, как проиллюстрировано, первая и вторая боковые части 532, 534 оболочки незначительно сужаются по толщине у первой и второй боковых частей 520, 522 каркаса по направлению к зоне контакта со скользящим слоем 518. Такая конструкция может предохранять поручень 510 от излишней жесткости при изгибе.
В качестве альтернативы, при снижении уровней плотности до приблизительно 20%, можно использовать материал оболочки с более низким модулем жесткости, чем у основного материала каркаса. В одном из примеров был применен Texin 1215™ с твердостью по Шору А 95 в качестве основного материала каркаса 512, а в качестве материала для оболочки 516 был применен Desmopan 385 Е™ (Covestro) с твердостью по Шору А86. Плотность каркаса 512 была понижена приблизительно на 15% за счет применения вспененного ТПУ, и полученное изделие продемонстрировало приемлемые прочность кромки и характеристики изгиба.
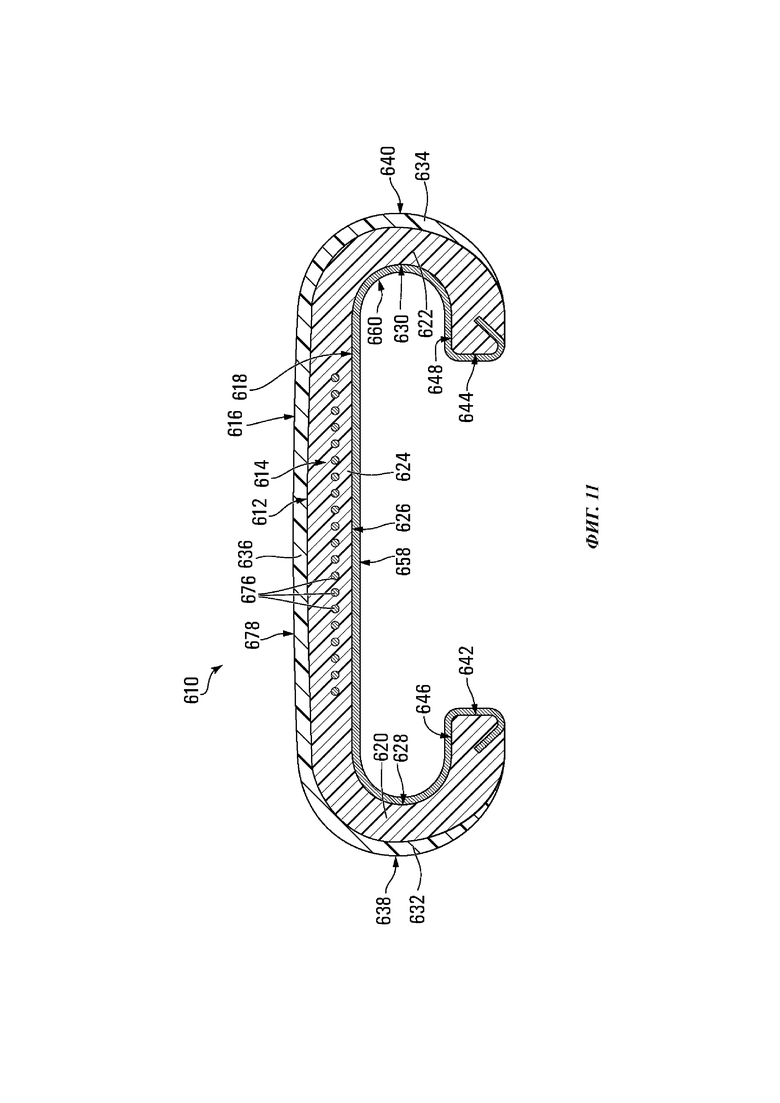
На Фиг. 11 аналогичный поручень в целом обозначен позицией 610. Поручень 610 содержит каркас 612, ограничитель 614 растягивания, оболочку 616 и скользящий слой 618. Показано, что первая и вторая боковые части 632, 634 оболочки сужаются по толщине у первой и второй боковых частей 620, 622 каркаса. По сравнению с поручнем 610, первая и вторая боковые части 632, 634 оболочки сужаются более резко и заканчиваются вдоль первой и второй боковых частей 620, 622 каркаса, соответственно. Первая и вторая боковые части 632, 634 оболочки заканчиваются в положении, смещенном наружу относительно первой и второй боковых внутренних поверхностей 642, 644, соответственно.
В соответствии с этим примером, площадь поперечного сечения поверхности оболочки 616 и каркаса 612 может быть приблизительно 150 мм2 (23%) и 510 мм2 (77%), соответственно. В остальном конструкция поручня 610 аналогична конструкции поручня 510, показанной на Фиг. 10 и Фиг. 11, и описание признаков повторяться не будет.
В поручне 610 прочность кромки и характеристики изгиба изделия могут быть оптимизированы за счет свойств компонентов и их конфигурации. В примере проиллюстрировано, что для того, чтобы максимизировать жесткость кромки и свойства изгиба, первая и вторая боковые части 632, 634 оболочки полностью сужаются в области кромки.
Изготовление поручня со вспененными материалами будет раскрыто далее более подробно.
На Фиг. 13 пример экструзионного устройства в целом обозначен позицией 700. Устройство 700 использовалось авторами изобретения для проведения опытного производства вспененного ТПУ. Показано, что устройство 700 содержит основной бункер 702 для хранения сухого ТПУ для каркаса, вакуумную камеру 704, соединенную с основным бункером 702 для забора ТПУ для процесса экструзии, и боковой загрузчик 706 для введения газообразующего вещества в ТПУ. Расплавленный ТПУ, включая газообразующее вещество, затем подают в шнековый экструдер 708, который проталкивает ТПУ через ряд формующих головок 710, 712, 714. Может быть предусмотрена охлаждающая система 716, а устройство 700 может управляться оператором через панель 718 управления.
ТПУ для матрицы пеноматериала представлял собой порошковый ТПУ Texin 1215™, с твердостью по Шору А 95, удельным весом 1,16, и Tm=181°С (Covestro). Пенообразующим веществом был Expancel™ 950 MB 80 с нерасширенными микросферическими частицами (Akzo Nobel N.V.), имеющий удельный вес 0,4-0,5 кг/л, размер частиц приблизительно от 20 до 40 мкм. В результате термомеханического анализа микросферические частицы Expancel™ могут достигать максимального объема при температуре приблизительно 210°С.
ТПУ гранулы высушивались в вакуумной камере 704 при давлении менее чем 20 дюймов ртутного столба (~68 кПа) более 4 часов. Шнековый экструдер 708 (например, экструдер Harrel Geartruder™) был установлен с тремя подсоединенными к нему одинаковыми формующими головками 710, 712, 714. Во время экструзии сначала формируется однофазная система с матрицей (связующим) и наполнителем вблизи бокового загрузчика 706. В этом положении начинают выполнять вспенивание ТПУ. Далее давление внутри шнекового экструдера 708 поддерживают на относительно высоком уровне. Образование пузырьков газа может влиять на сдвиговое напряжение в смеси. Соответственно, давление смеси может увеличиваться вдоль оси формующей головки по мере того, как смесь продвигается к входу формующих головок 710, 712, 714.
Температура цилиндра шнекового экструдера 708 поддерживалась приблизительно на уровне 185°С, и расширенный ТПУ обрабатывался со скоростью вращения шнека приблизительно 5 об/мин. Были выбраны два температурных режима на формующих головках 710, 720, 730. Для установки более низкой температуры формующая головка 710 поддерживалась при температуре приблизительно 165°С, формующая головка 712 поддерживалась при температуре приблизительно 150°С, а формующая головка 714 поддерживалась при температуре приблизительно 140°С. Для установки повышенной температуры, формующая головка 710 поддерживалась при температуре приблизительно 180°С, формующая головка 712 поддерживалась при температуре приблизительно 170°С, а формующая головка 714 поддерживалась при температуре приблизительно 160°С. Микросферические частицы Expancel™ подводились с бокового загрузчика 706, а весовой процент микросферических частиц Expancel™ в смеси с ТПУ достигался за счет согласования подачи материалов из бокового загрузчика 706 и основного бункера 702. Вспененные тест-полоски диаметром приблизительно от 5 до 7 мм изготавливались и охлаждались водой при температуре окружающей среды в охлаждающей системе 716.
На Фиг. 14 пример экструзионного устройства обозначен позицией 800. Устройство 800 содержит первый экструдер для каркаса, показанный позицией 802, и второй экструдер для оболочки, показанный позицией 804. Каждый из экструдеров аналогичен устройству 700, раскрытому выше и показанному на Фиг. 13. Экструдер 802 содержит вход 806 для каркаса ТПУ и боковой загрузчик 808 для введения газообразующего вещества для каркаса ТПУ. Экструдер 804 содержит вход 810 для оболочки ТПУ и боковой загрузчик 812, который может быть использован для введения концентрата красителя для оболочки ТПУ. Показано, что каждый из экструдеров 802, 804 содержит приводы 814, 816 экструдеров соответственно для привода соответствующих вытеснительных насосов. Также показаны насосы 818, 820 плавления и приводы 822, 824 насосов плавления, которые соединены с насосом плавления и тележкой 826 формующей головки. ТПУ для каркаса и оболочки подают экструдерами 802, 804 в пресс-форму 828 для изготовления поручня, например в соответствии с идеями, раскрытыми в международной публикации № WO 2009/033270 А1.
Внутренняя структура вспененного полимера главным образом определяет его свойства, в том числе физические, механические, температурные и/или акустические свойства. Следовательно, анализ морфологии вспененных полимеров с помощью компьютерной томографии (КТ) может превосходить методы получения двухмерного изображения, так как она обеспечивает более исчерпывающую информацию. Морфология образцов вспененного ТПУ, в том числе микросферических частиц Expancel™, образованных при различных режимах обработки, изучалась с применением КТ-сканирования (SkyScan 1172™, BrukerCorp.Бельгия). На Фиг. 15 показаны изображения экструзионного вспененного ТПУ с приблизительно 1% по весу микросферических частиц Expancel™. Изображения демонстрируют вспенный ТПУ, имеющий замкнутоячеистую структуру и квазиравномерное распределение ячеек.
С точки зрения обработки, может быть важно понимание вязкости расплава полимера в процессе вспенивания, так как вязкость может определять необходимость изменения параметров обработки по сравнению с существующим процессом экструзии ТПУ. Для измерения вязкости расплавов ТПУ с различным содержанием микросферических частиц Expancel™ непосредственно в экструзионной линии использовался проточный капилляр. Результаты показаны на Фиг. 16. При добавлении 0,1% по весу, 0,4% по весу, 0,7% по весу и 1% по весу микросферических частиц Expancel™ (по весу) в ТПУ, вязкость при 180°С не показывала значительных изменений. Это говорит о том, что можно не изменять параметры обработки для процесса вспенивания ТПУ по сравнению с существующим процессом экструзии ТПУ, включая, например, способы и устройства для экструзии, раскрытые в международных публикациях №№ WO 2009/033270 А1, WO 2009/033272 А1, WO 2009/033273 А1 и/или WO 2016/201578 А1. Однако, с учетом пониженной плотности каркаса со вспененными материалами, могут быть необходимы незначительные изменения существующего процесса экструзии ТПУ с целью обеспечения надлежащей подачи материала в пресс-форму. Это, в частности, подразумевает, например, снижение скорости передачи для вытеснительного насоса, отвечающего за подачу каркаса ТПУ до входа в пресс-форму (т.е. шнековый экструдер 708, показанный на Фиг. 13), причем указанное снижение соответствует полученному уменьшению плотности вспененного каркаса.
Помимо процесса производства вспененных поручней, важным моментом может также быть сращивание поручня, так как срощенное соединение может быть самой слабой частью данной системы поручня. В целом, имеются два вида сращивания поручня, а именно «на объекте» (на месте сборки поручня) и заводское сращивание, и они могут предусматривать различные методы и конструкции. Оба типа сращивания были разработаны при использовании поручней со вспененным каркасом. С дополнительной информацией, относящейся к сращиванию поручней, можно ознакомится при рассмотрении патента США №6,086,806, патентных заявок США №№62/591,954 и/или 62/591,971, причем все содержание каждого вышеуказанных документов включено в настоящую заявку путем отсылки. Было установлено, что использование вспененного материала каркаса может привести к более простому способу сращивания благодаря уменьшению наплыва (набухания), что требует меньшей точности для заполнения формы для сращивания из-за расширения вспененного материала.
Для обеспечения соответствия испытаниям на механические свойства, была произведена оценка характеристик поручней, имеющих каркас из вспененного материала:
1. Испытание на динамическую (усталостное напряжение) стойкость поручней, предназначенных для работы в помещении и на открытом воздухе
Поручни со вспененным каркасом и срощенным соединением, выполненным на объекте, выдержали 1400 часов испытаний на устойчивость к атмосферному воздействию и со срощенным соединением, выполненным на производстве, выдержали 800 часов испытаний на устойчивость в закрытом помещении. Это испытание соответствует приблизительно 5 годам работы поручня в полевых условиях.
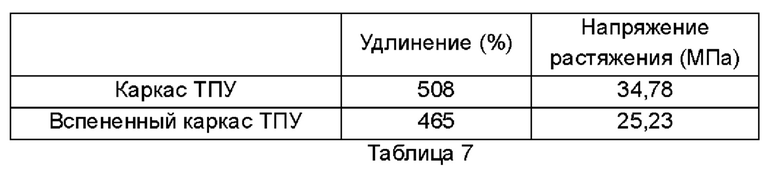
2. Модуль упругости при растяжении
Испытания на предел прочности при растяжении выполнялись на каркасе поручня для определения удлинения и напряжения растяжения вспененного каркаса ТПУ. Опытные образцы были подготовлены путем отслаивания полотна от нижней стороны поручня, осуществления продольной резки на устройстве для резки внешней оболочки, и вырезания по форме гантели (с помощью лекала). Сравнение удлинения и напряжения растяжения каркасных ТПУ материалов показаны в Таблице 7.
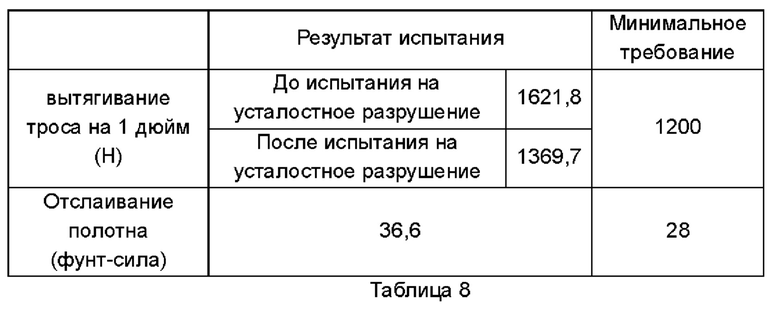
3. Испытание на вытягивание троса и отслаивание полотна
Хорошая адгезия между тросами ограничителя растягивания и каркасом может быть решающим фактором для предотвращения отказа поручня.
Стандартное испытание на вытягивание на 1 дюйм (1'') троса было осуществлено на вспененном поручне до и после 1000 часов испытаний на усталостное разрушение в закрытом помещении, и также было осуществлено испытание на отслаивание полотна. Результаты испытаний вытягивания на 1 дюйм троса и отслаивания полотна приведены в Таблице 8.
4. Высота и положение ограничителя растягивания
В некоторых примерах тросы ограничителя растягивания могут выдерживать почти до 99% нагрузки на поручень. Положение тросов внутри каркаса может быть чувствительным к внутреннему напряжению тросов. Чтобы определить то, может ли добавление газообразующего вещества Expancel™ в каркас повлиять на высоту и положение тросов, была измерена высота тросов вдоль поперечного сечения поручня. Как показано на Фиг. 16, средняя высота тросов была увеличена приблизительно на 1,3% за счет добавления Expancel™. Это говорит о том, что добавление газообразующего вещества Expancel™ не приводит к значительному изменению высоты, а разница скорее может быть обусловлена изменчивостью между партиями.
На Фиг. 17 показаны тросы ограничителя растягивания, расположенные внутри вспененного каркаса.
На Фиг. 18 и Фиг. 19 показано проникание твердого и вспененного материала каркаса вокруг одного из многожильных тросов, соответственно. Представляется, что добавление газообразующего вещества Expancel™ может не влиять на проникание ТПУ вокруг тросов. Размер микросферических частиц, судя по всему, больше, чем расстояние между тросами, и, следовательно, они располагаются вокруг группы тросов, а не между ними.
В Таблице 9 приведен примерный расчет стоимости для поручней, выполненных с применением 1% по весу газообразующего вещества Expancel™.
Предполагается, что расчет приведен в качестве примера, а не ограничения. Несмотря на то, что вес каркаса ТПУ был уменьшен на 14% за счет вспененного материала, стоимость газообразующего вещества Expancel™ приблизительно в четыре раза выше, чем стоимость ТПУ, и, следовательно, общая экономия может составлять только приблизительно 10%. Если доля материалов каркаса в поручне увеличивается, то увеличивается потенциал для экономии дополнительных средств. Вдобавок к уменьшению стоимости материала, применение вспененных материалов в каркасе может также приводить к увеличению производительности за счет уменьшения плотности и теплоемкости вспененного каркаса. Это приводит к более быстрому охлаждению и затвердеванию во время процесса экструзии, что может подразумевать более низкие производственные расходы.
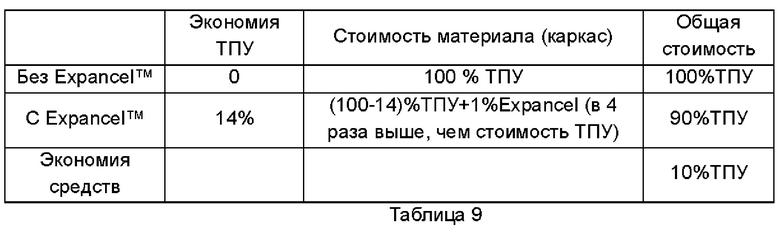
Таким образом, за счет добавления 1% по весу микросферических частиц Expancel™ стоимость каркаса ТПУ можно снизить на 10%, а вес каркаса ТПУ в поручне может быть уменьшен на 14%.
Объект настоящего изобретения не обязательно ограничивается поручнями, и сфера его применения может включать другие изделия с постоянным поперечным сечением.
Кроме того, хотя вспенивание обсуждается в настоящей заявке в качестве конкретного подхода для уменьшения плотности каркаса поручня, a Expancel™ определен в качестве конкретного химического газообразующего вещества (СВА, от англ. Chemical Blowing Agent), возможно применение других методов и веществ для получения композитных поручней, имеющих части с уменьшенной плотностью и сохраняющих при этом приемлемые механические свойства. Могут применяться другие химические газообразующие вещества, например, но без ограничения, Infinergy™ (BASF), или, в некоторых случаях, существует возможность достижения вспенивания путем механического впрыскивания газа в поток экструзионного расплава.
Более того, следует понимать, что термины, используемые в настоящей заявке для обозначения геометрических или математических зависимостей, не должны интерпретироваться с абсолютной точностью. Например, термины «вогнутый» и «выпуклый», используемые в настоящей заявке, не должны интерпретироваться в значении конструкций, имеющих криволинейную поверхность, которая является в точности круглой. Эти термины и другие термины в настоящей заявке могут интерпретироваться с некоторой вариативностью, без строгого соблюдения математических определений, поскольку они будут понятны специалистам в данной области техники. Также следует понимать, что термины, используемые в настоящей заявке для обозначения ориентации, в том числе «вертикальный», «горизонтальный», «ширина» и «высота», соответствуют поручню в соответствии с чертежами и предназначены для облегчения понимания, но не обязательно указывают ориентацию различных элементов в процессе производства и/или использования.
Хотя вышеприведенное описание предусматривает примеры одного или более устройств, или способов, следует понимать, что другие устройства или способы могут попадать в объем прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПАКТНЫЙ ПОРУЧЕНЬ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА С УЛУЧШЕННЫМИ МЕХАНИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ | 2016 |
|
RU2717807C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭКСТРУДИРОВАНИЯ ПОРУЧНЯ ИЗ ТЕРМОПЛАСТМАССЫ | 2008 |
|
RU2497671C2 |
| ПОРУЧЕНЬ (ВАРИАНТЫ) | 2008 |
|
RU2520842C2 |
| СПОСОБ ВЫПОЛНЕНИЯ СРОЩЕННОГО СОЕДИНЕНИЯ В ПОРУЧНЕ ИЛИ ДРУГОМ ПРОТЯЖЕННОМ ИЗДЕЛИИ | 2018 |
|
RU2777289C2 |
| ЖАРОСТОЙКИЙ ИЗОЛЯЦИОННЫЙ КОМПОЗИТНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2003 |
|
RU2303744C2 |
| ПОРУЧЕНЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОРУЧНЯ | 2022 |
|
RU2827371C2 |
| ВСПЕНЕННЫЕ ТЕРМОПЛАСТИЧНЫЕ ПОЛИУРЕТАНЫ | 2000 |
|
RU2229486C2 |
| УСТРОЙСТВО И СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ СЛОЯ СКОЛЬЖЕНИЯ ДЛЯ ПОРУЧНЕЙ ИЗ ЭКСТРУДИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2476316C2 |
| ДВИЖУЩИЙСЯ ПОРУЧЕНЬ ДЛЯ ЭСКАЛАТОРА ИЛИ ДВИЖУЩЕГОСЯ ТРОТУАРА | 2009 |
|
RU2491225C2 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ЛЮДЕЙ, В ЧАСТНОСТИ, ЭСКАЛАТОР ИЛИ ДВИЖУЩИЙСЯ ТРОТУАР С ДВИЖУЩИМСЯ ПОРУЧНЕМ ИЛИ ПОРУЧЕНЬ ДЛЯ ЭСКАЛАТОРА ИЛИ ДВИЖУЩЕГОСЯ ТРОТУАРА | 2009 |
|
RU2527872C2 |
Изобретение относится к поручням, пригодным к использованию с эскалатором. Поручень содержит каркас, оболочку, присоединенную к каркасу, ограничитель растягивания внутри каркаса и скользящий слой, присоединенный к каркасу. По меньшей мере часть каркаса состоит из газовой фазы, диспергированной в ТПУ. Способ изготовления поручня содержит этапы, на которых подают ограничитель растягивания и скользящий слой в пресс-форму. Подают ТПУ в пресс-форму в расплавленном состоянии. Диспергируют газовую фазу в ТПУ для формирования каркаса. Объединяют ТПУ с ограничителем растягивания таким образом, чтобы встроить ограничитель растягивания внутрь ТПУ. Приводят скользящий слой в контакт с ТПУ. Подают термопластичный материал, отличный от ТПУ, в пресс-форму в расплавленном состоянии в виде отдельного потока. Приводят поток этого термопластичного материала в контакт с ТПУ на противоположной стороне относительно скользящего слоя для образования оболочки. ТПУ, указанный термопластичный материал, ограничитель растягивания и скользящий слой образуют композитный экструдат. Экструдируют композитный экструдат из пресс-формы. Достигается уменьшение плотности каркаса движущегося поручня. 4 н. и 50 з.п. ф-лы, 21 ил., 9 табл.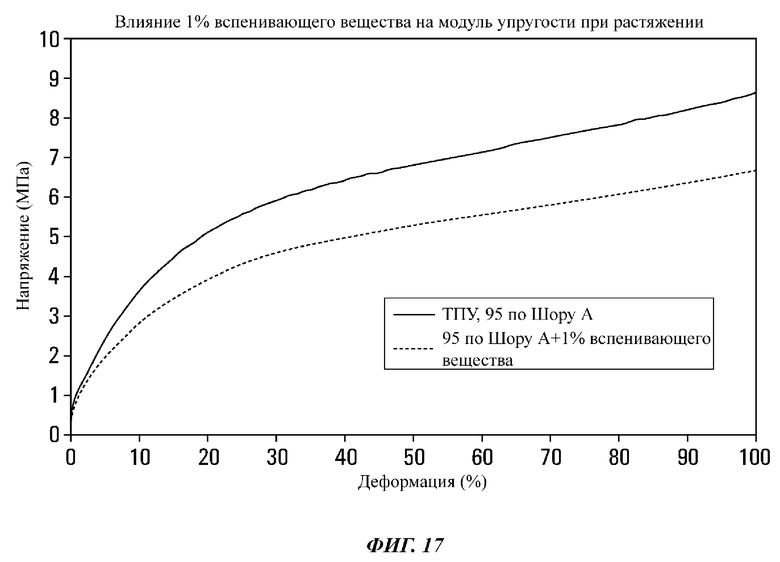
1. Поручень, предназначенный для использования с эскалатором, траволатором и/или другим транспортировочным устройством, содержащий:
каркас;
ограничитель растягивания внутри каркаса;
и скользящий слой, присоединенный к каркасу,
причем по меньшей мере часть каркаса состоит из газовой фазы, диспергированной в термопластичном полиуретане (ТПУ).
2. Поручень по п. 1, в котором газовая фаза уменьшает плотность по меньшей мере части каркаса по меньшей мере на 5% по сравнению с плотностью ТПУ.
3. Поручень по п. 2, в котором газовая фаза уменьшает плотность по меньшей мере части каркаса по меньшей мере на 10% по сравнению с плотностью ТПУ.
4. Поручень по п. 3, в котором газовая фаза уменьшает плотность по меньшей мере части каркаса приблизительно на 15% по сравнению с плотностью ТПУ.
5. Поручень по любому из пп. 1-4, в котором каркас имеет по существу равномерное распределение пузырьков газа в ТПУ.
6. Поручень по п. 5, в котором пузырьки газа определяют по существу замкнутоячеистую структуру в ТПУ.
7. Поручень по любому из пп. 1-6, в котором газовая фаза образована из частиц синтактической пены, диспергированных в ТПУ.
8. Поручень по п. 7, в котором частицы включают в себя расширенные микросферические частицы Expancel™.
9. Поручень по п. 8, в котором каркас содержит приблизительно 1%, по весу, расширенных микросферических частиц Expancel™.
10. Поручень по любому из пп. 1-9, в котором ТПУ представляет собой ТПУ на основе полиэстера.
11. Поручень по п. 10, в котором ТПУ имеет твердость по Шору А приблизительно от 92 до 98.
12. Поручень по п. 11, в котором ТПУ имеет твердость по Шору А приблизительно 95.
13. Поручень по любому из пп. 1-12, в котором:
каркас содержит первую боковую часть каркаса, вторую боковую часть каркаса, расположенную на расстоянии от первой боковой части каркаса, и центральную часть каркаса по существу постоянной толщины, проходящую между первой и второй боковыми частями каркаса, при этом центральная часть каркаса определяет верхнюю внутреннюю поверхность, а первая и вторая боковые части каркаса определяют первую и вторую вогнутые внутренние поверхности, соответственно, примыкающие к верхней внутренней поверхности на обеих ее сторонах;
ограничитель растягивания расположен внутри центральной части каркаса;
и скользящий слой присоединен по меньшей мере к верхней внутренней поверхности и первой и второй вогнутым внутренним поверхностям.
14. Поручень по п. 13, содержащий оболочку, присоединенную к каркасу, при этом оболочка содержит первую боковую часть оболочки, покрывающую первую боковую часть каркаса, вторую боковую часть оболочки, покрывающую вторую боковую часть каркаса, и центральную часть оболочки по существу постоянной толщины, проходящую между первой и второй боковыми частями оболочки, прилегающую к центральной части каркаса, причем центральная часть оболочки определяет верхнюю наружную поверхность, а первая и вторая боковые части оболочки определяют первую и вторую выпуклые наружные поверхности соответственно, примыкающие к верхней наружной поверхности на обеих ее сторонах, причем первая и вторая боковые части оболочки также определяют первую и вторую нижние внутренние поверхности соответственно, присоединенные между первой и второй вогнутыми внутренними поверхностями, и по существу противоположные первую и вторую боковые внутренние поверхности соответственно, и при этом оболочка сформирована из термопластичного материала, отличного от материала каркаса.
15. Поручень по п. 14, в котором каркас сужается по толщине у первой и второй боковых частей каркаса, причем оболочка имеет соответствующее увеличение по толщине у первой и второй боковых частей оболочки, причем первая и вторая боковые части оболочки также определяют первую и вторую боковые внутренние поверхности соответственно.
16. Поручень по п. 14, в котором оболочка сужается по толщине у первой и второй боковых частей оболочки, а каркас имеет соответствующее увеличение по толщине у первой и второй боковых частей каркаса, причем первая и вторая боковые части каркаса также определяют первую и вторую боковые внутренние поверхности соответственно.
17. Поручень по п. 16, в котором высота кромки оболочки у первой и второй боковых внутренних поверхностей составляет от приблизительно 0,1 мм до приблизительно 1,0 мм.
18. Поручень по п. 16, в котором каждая из первой и второй боковых частей оболочки заканчивается в положении, смещенном наружу относительно первой и второй боковых внутренних поверхностей соответственно.
19. Поручень по любому из пп. 16-18, в котором высота оболочки по оси центра ширины составляет от приблизительно 0,5 мм до приблизительно 1,5 мм.
20. Поручень по любому из пп. 16-19, в котором ширина боковой части оболочки по оси центра высоты составляет от приблизительно 0,5 мм до приблизительно 1,5 мм.
21. Поручень по любому из пп. 16-20, в котором оболочка имеет размер, предусматривающий от приблизительно 10 до приблизительно 30% материала поручня.
22. Поручень по п. 13, содержащий оболочку, присоединенную к каркасу, при этом оболочка содержит первую боковую часть оболочки, покрывающую первую боковую часть каркаса, вторую боковую часть оболочки, покрывающую вторую боковую часть каркаса, и центральную часть оболочки по существу постоянной толщины, проходящую между первой и второй боковыми частями оболочки, прилегающую к центральной части каркаса, причем центральная часть оболочки определяет верхнюю наружную поверхность, а первая и вторая боковые части оболочки определяют первую и вторую выпуклые наружные поверхности соответственно, примыкающие к верхней наружной поверхности на обеих ее сторонах, причем первая и вторая боковые части оболочки также определяют первую и вторую нижние внутренние поверхности соответственно, присоединенные между первой и второй вогнутыми внутренними поверхностями, и по существу противоположные первую и вторую боковые внутренние поверхности соответственно, и при этом оболочка сформирована из ТПУ на основе полиэстера.
23. Поручень по п. 22, в котором материал оболочки имеет твердость по Шору А приблизительно от 85 до 92.
24. Поручень по п. 23, в котором материал оболочки имеет твердость по Шору А приблизительно 86.
25. Поручень, предназначенный для использования с эскалатором, траволатором и/или другим транспортировочным устройством, содержащий:
каркас;
оболочку, присоединенную к каркасу;
ограничитель растягивания внутри каркаса;
и скользящий слой, присоединенный к каркасу,
причем по меньшей мере часть каркаса состоит из газовой фазы, диспергированной в термопластичном полиуретане (ТПУ).
26. Поручень по п. 25, в котором:
каркас содержит первую боковую часть каркаса, вторую боковую часть каркаса, расположенную на расстоянии от первой боковой части каркаса, и центральную часть каркаса по существу постоянной толщины, проходящую между первой и второй боковыми частями каркаса, при этом центральная часть каркаса определяет верхнюю внутреннюю поверхность, а первая и вторая боковые части каркаса определяют первую и вторую вогнутые внутренние поверхности соответственно, примыкающие к верхней внутренней поверхности на обеих ее сторонах;
оболочка содержит первую боковую часть оболочки, покрывающую первую боковую часть каркаса, вторую боковую часть оболочки, покрывающую вторую боковую часть каркаса, и центральную часть оболочки по существу постоянной толщины, проходящую между первой и второй боковыми частями оболочки, прилегающую к центральной части каркаса, причем центральная часть оболочки определяет верхнюю наружную поверхность, а первая и вторая боковые части оболочки определяют первую и вторую выпуклые наружные поверхности соответственно, примыкающие к верхней наружной поверхности на обеих ее сторонах, причем первая и вторая боковые части оболочки также определяют первую и вторую нижние внутренние поверхности соответственно, присоединенные между первой и второй вогнутыми внутренними поверхностями, и по существу противоположные первую и вторую боковые внутренние поверхности соответственно, и при этом оболочка сформирована из термопластичного материала, отличного от материала каркаса; причем
ограничитель растягивания находится внутри центральной части каркаса;
и при этом скользящий слой присоединен по меньшей мере к верхней внутренней поверхности и первой и второй вогнутым внутренним поверхностям.
27. Поручень по п. 26, в котором каркас сужается по толщине у первой и второй боковых частей каркаса, а оболочка имеет соответствующее увеличение по толщине у первой и второй боковых частей оболочки, причем первая и вторая боковые части оболочки также определяют первую и вторую боковые внутренние поверхности соответственно.
28. Поручень по п. 26, в котором оболочка сужается по толщине у первой и второй боковых частей оболочки, а каркас имеет соответствующее увеличение по толщине у первой и второй боковых частей каркаса, причем первая и вторая боковые части каркаса также определяют первую и вторую боковые внутренние поверхности соответственно.
29. Поручень по п. 28, в котором высота кромки оболочки у первой и второй боковых внутренних поверхностей составляет от приблизительно 0,1 мм до приблизительно 1,0 мм.
30. Поручень по п. 28, в котором каждая из первой и второй боковых частей оболочки заканчивается в положении, смещенном наружу относительно первой и второй боковых внутренних поверхностей соответственно.
31. Поручень по любому из пп. 28-30, в котором высота оболочки по оси центра ширины составляет от приблизительно 0,5 мм до приблизительно 1,5 мм.
32. Поручень по любому из пп. 28-31, в котором ширина боковой части оболочки по оси центра высоты составляет от приблизительно 0,5 мм до приблизительно 1,5 мм.
33. Поручень по п. 25, в котором оболочка сформирована из термопластичного полиуретана на основе полиэстера.
34. Поручень по п. 33, в котором материал оболочки имеет твердость по Шору А приблизительно от 85 до 92.
35. Поручень по п. 34, в котором материал оболочки имеет твердость по Шору А приблизительно 86.
36. Поручень по любому из пп. 25-35, в котором газовая фаза уменьшает плотность по меньшей мере части каркаса по меньшей мере на 5% по сравнению с плотностью ТПУ.
37. Поручень по п. 36, в котором газовая фаза уменьшает плотность по меньшей мере части каркаса по меньшей мере на 10% по сравнению с плотностью ТПУ.
38. Поручень по п. 37, в котором газовая фаза уменьшает плотность по меньшей мере части каркаса приблизительно на 15% по сравнению с плотностью ТПУ.
39. Поручень по любому из пп. 25-38, в котором каркас имеет по существу равномерное распределение пузырьков газа в ТПУ.
40. Поручень по п. 39, в котором пузырьки газа определяют по существу замкнутоячеистую структуру в ТПУ.
41. Поручень по любому из пп. 25-40, в котором газовая фаза образована из частиц синтактической пены, диспергированных в ТПУ.
42. Поручень по п. 41, в котором частицы включают в себя расширенные микросферические частицы Expancel™.
43. Поручень по п. 42, в котором каркас имеет приблизительно 1%, по весу, расширенных микросферических частиц Expancel™.
44. Поручень по любому из пп. 25-43, в котором ТПУ представляет собой ТПУ на основе полиэстера.
45. Поручень по п. 44, в котором ТПУ имеет твердость по Шору А приблизительно от 92 до 98.
46. Поручень по п. 45, в котором ТПУ имеет твердость по Шору А приблизительно 95.
47. Способ изготовления поручня по любому из пп. 1-46, содержащий этапы, на которых:
подают ограничитель растягивания и скользящий слой в пресс-форму;
подают термопластичный полиуретан (ТПУ) в пресс-форму в расплавленном состоянии;
диспергируют газовую фазу в ТПУ для формирования каркаса;
объединяют ТПУ с ограничителем растягивания таким образом, чтобы встроить ограничитель растягивания внутрь ТПУ;
приводят скользящий слой в контакт с ТПУ, причем ТПУ, ограничитель растягивания и скользящий слой образуют композитный экструдат;
и экструдируют композитный экструдат из пресс-формы.
48. Способ по п. 47, в котором на этапе диспергирования вводят химическое или физическое газообразующее вещество в ТПУ.
49. Способ по п. 48, в котором на этапе введения добавляют частицы в ТПУ для образования синтактической пены.
50. Способ по п. 49, в котором частицы включают в себя нерасширенные микросферические частицы Expancel™.
51. Способ изготовления поручня по любому из пп. 14-21 и 26-32, содержащий этапы, на которых:
подают ограничитель растягивания и скользящий слой в пресс-форму;
подают термопластичный полиуретан (ТПУ) в пресс-форму в расплавленном состоянии;
диспергируют газовую фазу в ТПУ для формирования каркаса;
объединяют ТПУ с ограничителем растягивания таким образом, чтобы встроить ограничитель растягивания внутрь ТПУ;
приводят скользящий слой в контакт с ТПУ;
подают термопластичный материал, отличный от ТПУ, в пресс-форму в расплавленном состоянии в виде отдельного потока, и приводят поток этого термопластичного материала в контакт с ТПУ на противоположной стороне относительно скользящего слоя для образования оболочки, причем ТПУ, указанный термопластичный материал, ограничитель растягивания и скользящий слой образуют композитный экструдат;
и экструдируют композитный экструдат из пресс-формы.
52. Способ по п. 51, в котором на этапе диспергирования вводят химическое или физическое газообразующее вещество в ТПУ.
53. Способ по п. 52, в котором на этапе введения добавляют частицы в ТПУ для образования синтактической пены.
54. Способ по п. 53, в котором частицы включают в себя нерасширенные микросферические частицы Expancel™.
| Колосоуборка | 1923 |
|
SU2009A1 |
| DE 102014118480 A1, 16.06.2016 | |||
| Интернет-ресурс-сайт: wpc-research.ru›blog/primienieniie.expancell_v.dpk | |||
| Интернет-ресурс-сайт: cyberleninka.ru›Грнти›.polimernye-mikrosfery-v | |||
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА | 2006 |
|
RU2318154C1 |
| WO 2009033072 A1, весь документ | |||
| Поручень | 1987 |
|
SU1579452A3 |

