Данное изобретение относится к способу токопроводного соединения первого и второго электрических проводников, состоящих из разных материалов.
Указанный способ используют, например, для соединения проводника (жилы) нагревательного кабеля, имеющего меньшее сопротивление, с так называемым «холодным проводником (жилой)», выполненным из меди, для подсоединения к источнику питания. Резистивный проводник обычно выполняется из сплава NiCr. Такой проводник нельзя соединить с проводником из меди, используя обычные способы сварки. Спаивание обоих проводников порождает проблемы из-за наличия в зоне сращивания углеродных включений с пониженной электропроводностью. Аналогичные проблемы возникают в случае, когда необходимо соединить другие электрические проводники из разных материалов.
Согласно известному способу, раскрытому в ЕР №0852245 А2, который относится к соединению меньшего резистивного проводника с большим медным проводником, сначала уменьшают диаметр конца медного проводника до меньшего диаметра. Затем оба проводника соединяют с использованием обжимного соединителя, диаметр которого не превышает диаметр медного проводника. Обжимной соединитель является дополнительным элементом. Это удорожает сращивание. Такое соединение имеет относительно высокое контактное сопротивление и может создать ряд проблем в ходе процесса экструзии, используемого для нанесения на проводники изоляционного покрытия.
В основу настоящего изобретения положена задача создания способа токопроводного соединения первого и второго электрических проводников, состоящих из разных материалов и возможно имеющих разные диаметры, причем указанный способ позволяет получить сросток с удовлетворительной электропроводностью и обеспечить направляющие посредством экструдера для нанесения изоляционного покрытия без нарушений.
Таким образом, в изобретении предлагается способ для токопроводного соединения первого и второго электрических проводников, состоящих из разных материалов, отличающийся тем, что способ содержит следующие последовательные этапы:
обеспечивают механический контакт концов первого и второго проводников друг с другом в перекрывающемся положении;
соединяют друг с другом с помощью сварки первый и второй проводники без подачи дополнительного материала для сварки; и
механически формуют зону перекрытия для обеспечения перехода, плавно изменяющегося по ширине, между первым и вторым проводниками.
Согласно этому способу материалы проводников приводят в состояние, пригодное для сварки, без дополнительной подачи специального материала для сварки. Во время процесса сварки проводники соединяют друг с другом несмотря на то, что они выполнены из разных материалов, например разных сплавов. Способ обеспечивает предел механической прочности на разрыв в зоне сращивания и переход, плавно изменяющийся по ширине, между первым и вторым проводниками. Это дает возможность обработки сварных проводников с использованием экструзионной головки обычной экструзионной линии для изоляции с направляющей и матрицей, где изоляционный материал подается под значительным давлением. При этом удается избежать видимого сдвига между двумя проводниками, которые встречают сопротивление, проходя через пластмассу под давлением в экструзионной головке. Вдобавок, поддерживается пластичность в зоне сращивания. Это важно для процесса изготовления, так как соединенный проводник должен пройти через несколько шкивов.
Преимуществом является то, что указанный способ можно использовать перед нанесением изоляционного покрытия на первый и второй проводники на экструзионной линии.
Предпочтительно, чтобы соединение первого и второго проводников друг с другом выполнялось с помощью ультразвуковой сварки и предпочтительно с использованием приспособления, имеющего рифленое основание. Основание делается рифленым для того, чтобы лучше передавать вибрационное усилие на проводники.
Предпочтительно, чтобы первый и второй проводники можно было соединять друг с другом ультразвуковой сваркой, выполняя следующие шаги:
помещение второго проводника поверх первого проводника в перекрывающемся положении между первым подвижным боковым упором и вторым боковым упором;
перемещение первого упора для сжатия боковых сторон первого и/или второго проводника;
прижатие плоского верхнего приспособления к верхней части второго проводника; и
использование преобразователя, вызывающего вибрацию плоского верхнего приспособления.
Предпочтительно, чтобы первый проводник можно было сделать плоским с одного конца для формирования по меньшей мере плоской верхней поверхности, по которой второй проводник входит в механический контакт. Этот шаг улучшает как механический контакт, так и сварное соединение.
В одном предпочтительном варианте изобретения перед созданием механического контакта круглое поперечное сечение первого проводника преобразуют на одном конце в практически квадратное поперечное сечение, выполняя следующие шаги:
помещение первого проводника между первым подвижным боковым упором и вторым боковым упором;
перемещение первого упора для сжатия боковых сторон первого проводника;
прижатие плоского верхнего приспособления к верхней части первого проводника.
После выполнения указанных шагов способ предпочтительно содержит использование преобразователя, вызывающего вибрацию указанного плоского верхнего приспособления, что обеспечивает предварительную ультразвуковую сварку первого проводника.
Действуя таким образом, можно обеспечить минимальную деформацию второго проводника, например проволоки с более высоким сопротивлением, что повышает прочность сростка.
В первом варианте изобретения перед созданием механического контакта конец первого проводника расщепляют в осевом направлении по меньшей мере на две части, которые укладывают вокруг конца второго проводника.
Во втором варианте изобретения перед созданием механического контакта в конце первого проводника формируют продольно идущую канавку для размещения конца второго проводника.
Указанные первый и второй проводники могут иметь разные диаметры.
Способ согласно настоящему изобретению можно использовать для соединения проводника с большим удельным сопротивлением для нагревательных кабелей с медным проводником.
Способ согласно настоящему изобретению описан далее с демонстрацией предпочтительных вариантов его осуществления вместе с чертежами, на которых показано:
Фиг.1 - схема нагревательного кабеля с подсоединенным кабелем питания;
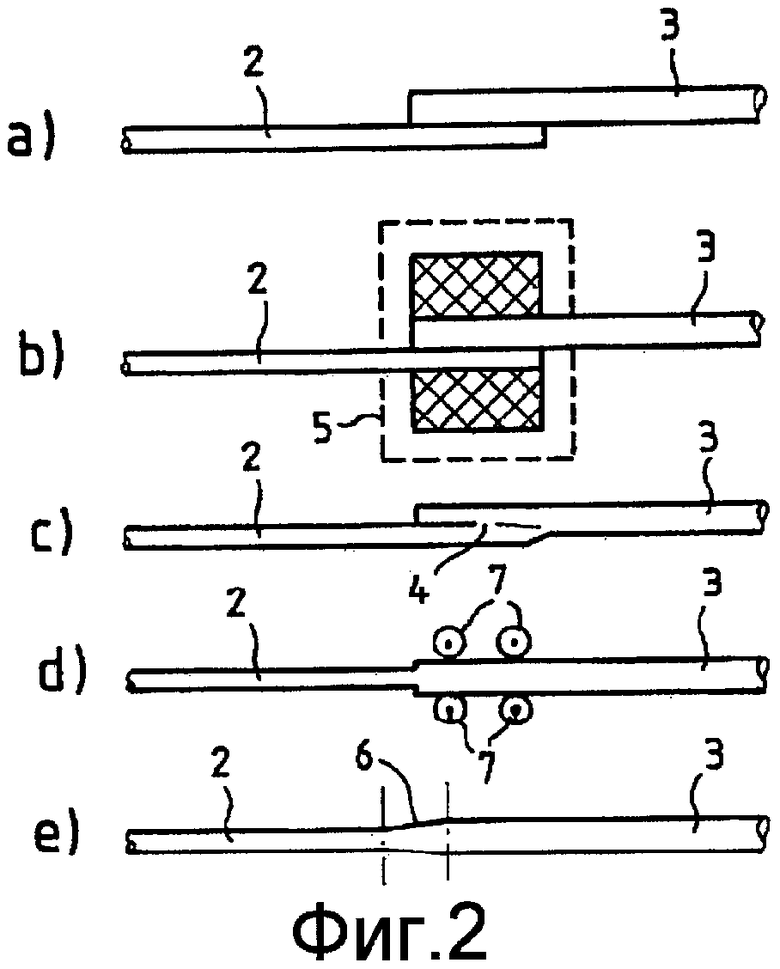
Фиг.2 - пять этапов способа для токопроводного соединения двух электрических проводников согласно первому варианту настоящего изобретения;
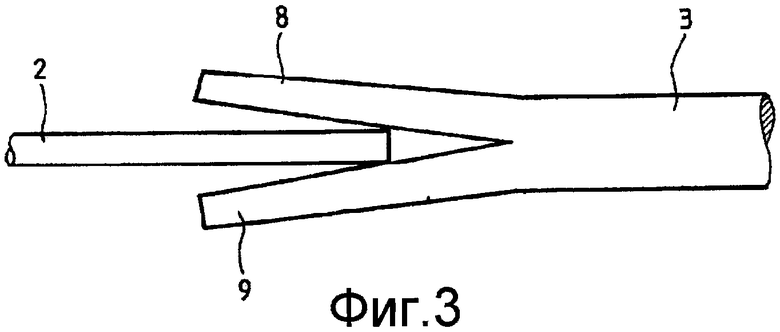
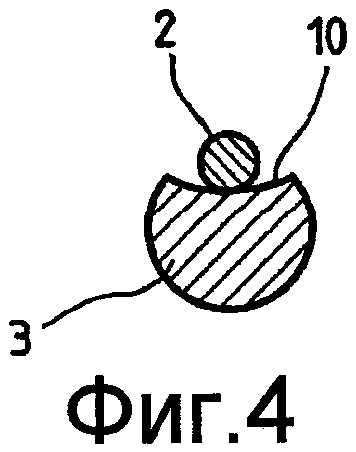
Фиг.3 и 4 - детали проводников в увеличенном масштабе, подлежащих соединению согласно настоящему изобретению;
Фиг.5 - схематическое представление первого этапа способа для электропроводного соединения двух электрических проводников согласно второму варианту настоящего изобретения;
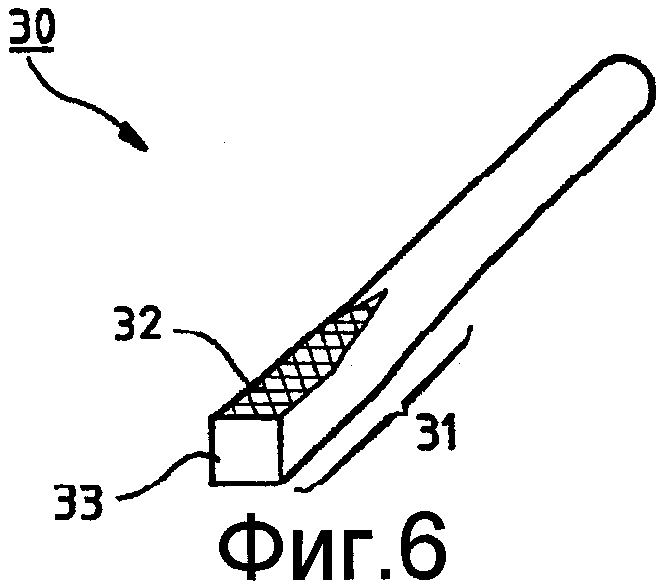
Фиг.6 - схематическое представление одного из электрических проводников после обработки согласно первому этапу; и
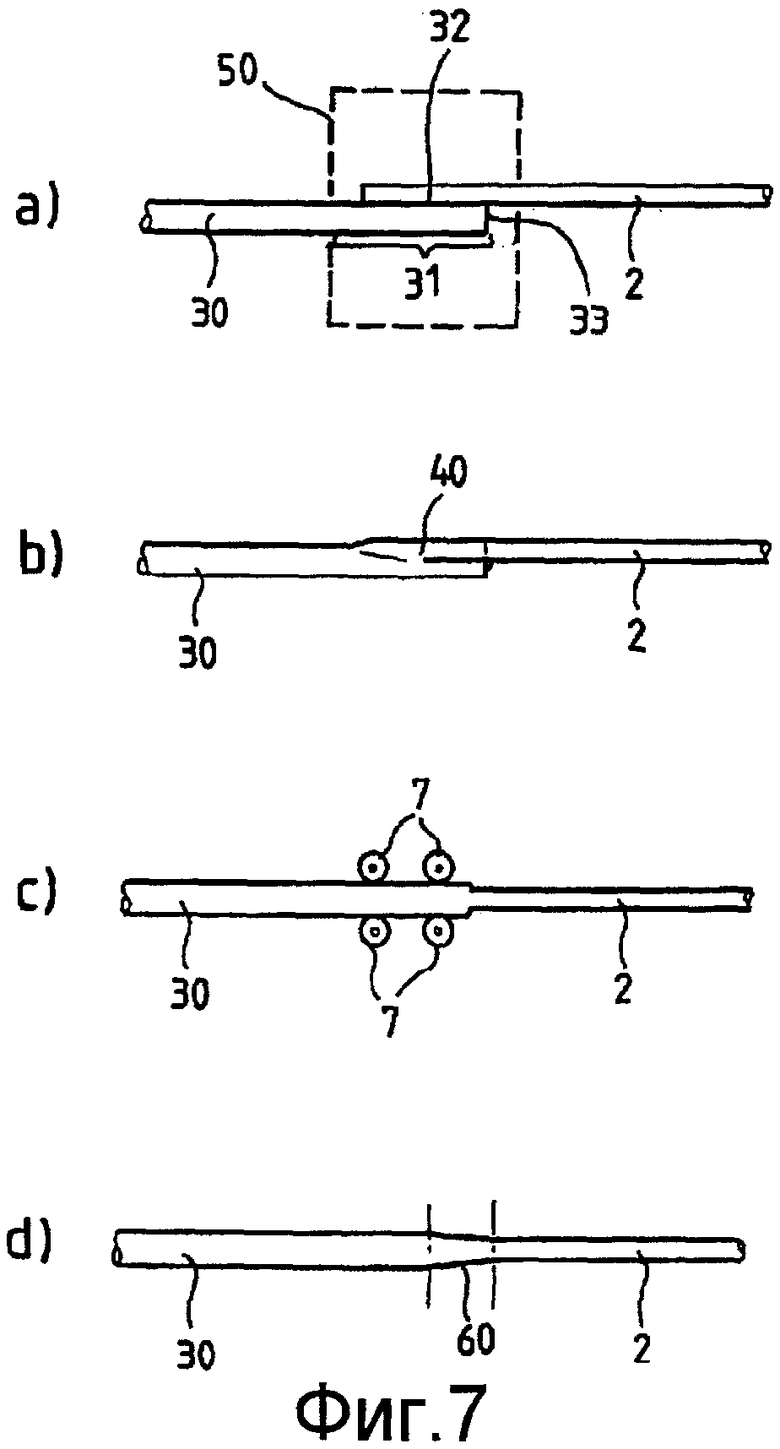
Фиг.7 - схематическое представление четырех дополнительных последовательных этапов согласно второму варианту настоящего изобретения.
В первом и втором вариантах способа изобретение объясняется с использованием ультразвуковой сварки. Тем не менее, также не следует исключать возможность использования других способов сварки без подачи дополнительного материала для сварки, таких как сварка вольфрамовым электродом в среде инертного газа (TIG-сварка), лазерная сварка и высокочастотная (HF) сварка. Вдобавок, способ объясняется применительно к соединению проводника с большим удельным сопротивлением и медного проводника. Тем не менее, сюда также следует отнести и другие проводники с различными материалами, например сплавы.
На фиг.1 схематически показан нагревательный кабель 1, смонтированный в полу здания (не показано) в форме меандра. Нагревательный кабель 1 содержит резистивный проводник и медный проводник (не виден), которые соединены друг с другом в зоне 4 сращивания. Проводники окружены покрытием 1' из изоляционного материала, которое может быть нанесено с использованием экструзионной линии (не показана). Только в качестве примера, диаметр резистивного проводника меньше, чем у медного проводника. В некоторых случаях диаметр медного проводника может быть меньше, чем у самого крупного резистивного проводника. Оба проводника соединены друг с другом в зоне 4 сращивания с использованием способа согласно первому либо второму варианту настоящего изобретения.
В первом варианте способа согласно настоящему изобретению два проводника 2, 3 входят в механический контакт друг с другом в перекрывающемся положении, как показано на фиг.2а. В этом положении их помещают в агрегат 5 для ультразвуковой сварки и сваривают друг с другом согласно фиг.2b. Ультразвуковая сварка происходит в результате вибрации в продольном направлении, например, с частотой 20 кГц, при предпочтительном использовании при перемещении высокой энергии колебаний с малой амплитудой. Два проводника 2, 3 движутся навстречу друг другу таким образом, что удаляются оксидные слои и создается межмолекулярная связь. В результате материалы двух проводников 2 и 3 приводятся в состояние, пригодное для сварки, с использованием ультразвуковой энергии, и соединяются друг с другом без дополнительного сварочного материала, образуя соединение с высоким пределом механической прочности на разрыв. Соединенные проводники 2 и 3 с зоной 4 сращивания показаны на фиг.2с.
Затем зона 4 сращивания механически формуется для обеспечения перехода 6, плавно изменяющегося по ширине, между двумя проводниками 2 и 3, как показано на фиг.2е. На фиг.2d показано механическое изменение формы под действием четырех роликов 7. Это можно выполнить, используя, например, фрезерование, прокатку или ковку.
Перед сваркой двух проводников 2 и 3, а если точнее, то перед их механическим контактом, можно подготовить конец медного проводника 3 согласно фигурам 3 и 4.
Так, можно расщепить в осевом направлении конец медного проводника 3 по меньшей мере на две части 8 и 9, между которыми можно вставить резистивный проводник 2. Также можно на конце медного проводника 3 сформировать канавку 10, идущую в продольном направлении, в которую можно уложить резистивный проводник 2.
Во втором способе согласно настоящему изобретению подготовка конца медного проводника 30 происходит на первом этапе согласно фиг.5. Круговое поперечное сечение медного проводника 30 следует преобразовать на конце 31 в практически квадратное поперечное сечение предпочтительно с помощью агрегата 50 для ультразвуковой сварки, содержащего первый подвижный боковой упор 51, второй фиксированный боковой упор 52 и плоское верхнее приспособление 53, имеющее рифленое основание (поверхность не видна). Квадратная форма облегчает размещение резистивного проводника на его верхней части. Этот первый этап содержит следующие шаги:
вставку медного проводника 30 между первым подвижным боковым упором 51 и вторым боковым упором 52;
перемещение первого бокового упора 51 (смотри стрелку F) для сжатия боковых сторон медного проводника 30;
опускание и прижатие плоского верхнего приспособления 53 к верхней части медного проводника 30 с заданным давлением;
и предпочтительное использование преобразователя (не показан) сварочного агрегата 50, вызывающего вибрацию верхнего приспособления 53, обеспечивая тем самым предварительную ультразвуковую сварку медного проводника 30.
Затем губы упора 51 раскрываются, и верхнее приспособление 53 возвращается в исходное положение.
На фиг.6 схематически показан медный проводник 30 после первого этапа. На подготовленном конце 31 круговое поперечное сечение медного проводника 30 преобразовано в практически квадратное поперечное сечение 33. Плоская верхняя поверхность 32 медного проводника 30 подходит для помещения на нее резистивного проводника. Плоская верхняя поверхность 32 медного проводника 30 выполнена рифленой (как условно показано на фиг.6). В сварочном агрегате 50, а если точнее, то между первым боковым подвижным упором и вторым боковым упором резистивный проводник 2 входит в механический контакт с плоской верхней поверхностью 32 медного проводника 30 квадратной формы 33 в перекрывающемся положении согласно фиг.7а. В этом положении два проводника 2, 30 сваривают друг с другом ультразвуковой сваркой. Первый упор, перемещаясь, сдавливает боковые стороны медного проводника и/или резистивного проводника. Плоское верхнее приспособление давит на верхнюю часть резистивного проводника. Преобразователь вызывает вибрацию верхнего приспособления. Ультразвуковая сварка происходит тогда, когда верхнее приспособление колеблется, например, с частотой продольных колебаний 20 кГц, предпочтительно с использованием при перемещении высокой энергии колебаний с низкой амплитудой. Два проводника 2, 30 движутся навстречу друг другу таким образом, что удаляются слои оксида и создается межмолекулярная связь. Таким образом, материалы двух проводников 2 и 3 приводятся в состояние, пригодное для сварки, в результате использования ультразвуковой энергии и соединяются друг с другом без дополнительного сварочного материала, образуя соединение с высоким пределом механической прочности на разрыв.
Соединенные проводники 2 и 30 с зоной 40 сращивания показаны на фиг.7b. Далее зону 40 сращивания механически формуют для обеспечения перехода 60, плавно изменяющегося по ширине, между двумя проводниками 2 и 30, как показано на фиг.7d. На фиг.7c показано механическое изменение формы под действием четырех роликов 7. Это можно выполнить, используя, например, фрезерование, прокатку или ковку.
Оба проводника 2, 3, 30 являются одножильными проводниками, как было описано выше и показано на чертежах. Они также могут быть (один из них или оба) многожильными проводниками. Резистивный проводник 2 может, например, представлять собой трехжильный проводник, соединенный с одножильным медным проводником 3, 30 или семижильным медным проводником. В упомянутых многожильных проводниках может быть и другое количество жил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОВРЕМЕННОГО СРАЩИВАНИЯ ЖИЛ ВЫСОКОВОЛЬТНОГО КАБЕЛЯ С ПОМОЩЬЮ МИКРОВЗРЫВА | 1999 |
|
RU2164461C2 |
| КОНЦЕВАЯ МУФТА ДЛЯ НИЗКОВОЛЬТНОГО ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 2004 |
|
RU2362246C2 |
| МОДУЛЬНЫЙ СОЕДИНИТЕЛЬ С ОТДЕЛЯЕМЫМ УСТРОЙСТВОМ ФИКСАЦИИ ПРОВОДА | 1995 |
|
RU2144249C1 |
| СТОПОРНОЕ ПРЕДОХРАНИТЕЛЬНОЕ СРЕДСТВО | 1994 |
|
RU2103465C1 |
| СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА ДЛЯ СОЕДИНЕНИЯ МЕТОДОМ СПЛАВЛЕНИЯ | 1996 |
|
RU2153778C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО РЕЗИСТИВНОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2337507C1 |
| КОМБИНАЦИЯ ГАЛЬВАНИЧЕСКОГО ЭЛЕМЕНТА И ИНДИКАТОРА СОСТОЯНИЯ ЭЛЕМЕНТА (ВАРИАНТЫ) | 1992 |
|
RU2124786C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ | 2003 |
|
RU2319240C2 |
| ПАНЕЛЬНЫЙ ЭЛЕМЕНТ С РАМОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2324800C2 |
| ТОКОВЫЙ ПРЕДОХРАНИТЕЛЬ С ДОПОЛНИТЕЛЬНЫМ МЕХАНИЧЕСКИМ РАЗМЫКАТЕЛЕМ ПРЕДПОЧТИТЕЛЬНО В ВИДЕ УДАРНИКА ДЛЯ ИСПОЛЬЗОВАНИЯ В УСТРОЙСТВАХ ЗАЩИТЫ ОТ ПЕРЕНАПРЯЖЕНИЯ | 2007 |
|
RU2407127C2 |

Изобретение может быть использовано для получения электропроводного соединения электрических проводников, которые состоят из разных материалов и имеют разное сечение. При реализации способа создают механический контакт концов первого и второго проводников друг с другом в перекрывающемся положении и соединяют друг с другом сваркой, например, ультразвуковой, без подачи дополнительного материала. После сварки механически формуют зону перекрытия для обеспечения перехода, плавно изменяющегося по ширине между первым и вторым проводниками. Затем на проводники наносят изоляционное покрытие с помощью экструзионной линии. Способ обеспечивает соединение с хорошей электропроводностью и позволяет получить изоляционное покрытие без нарушений за счет плавного перехода между соединенными проводниками. 8 з.п. ф-лы, 7 ил.
| ГРАЧЕВ А.А | |||
| и др | |||
| Ультразвуковая микросварка | |||
| - М.: Энергия, 1977, с.34, 35 | |||
| Устройство для заливки металла | 1980 |
|
SU858245A1 |
| US 5104028 A, 14.04.1992 | |||
| DE 2934423 A1, 26.03.1981 | |||
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДОВ ИЗ МАТЕРИАЛОВ С РАЗЛИЧНЫМИ ФИЗИКО-МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 1993 |
|
RU2072286C1 |

