Изобретение относится к медицине, а именно к ортопедической стоматологии, и может быть использовано при изготовлении съемных ортопедических конструкций методом термического прессования.
Известен способ изготовления зубных протезов (патент RU №2233140 С1, Каливраджиян Э.С., 27.07.2004 г.), который заключается в получении литейной формы с последующей заменой восковой конструкции протеза на пластмассу методом литьевого деформирования. Однако данный способ предназначен только для акриловых пластмасс. Его нельзя использовать для изготовления базиса протеза из безмономерных термополимеров методом инжекционного литья.
Задачей предлагаемого способа изготовления съемных ортопедических конструкций методом инжекционного литья с использованием дополнительных каналов является снижение усадки материала, повышение точности прилегания внутренней поверхности протеза к микрорельефу протезного ложа, улучшение функциональных качеств протеза и поднятие качества ортопедического лечения.
Поставленная задача достигается тем, что в процессе изготовления съемных ортопедических конструкций, новым является то, что в момент подготовки литниковой системы, помимо главного литника, подводимого к базису будущей конструкции, делают бором слепые литниковые каналы по границам протеза в местах наибольшей усадки термополимера при данной технологии для дополнительной фиксации материала в момент инжекции. Это позволит снизить усадку материала, повысить точность прилегания внутренней поверхности протеза к микрорельефу протезного ложа, улучшить функциональные качества протеза и поднять качество ортопедического лечения.
Изобретение поясняется фигурами:
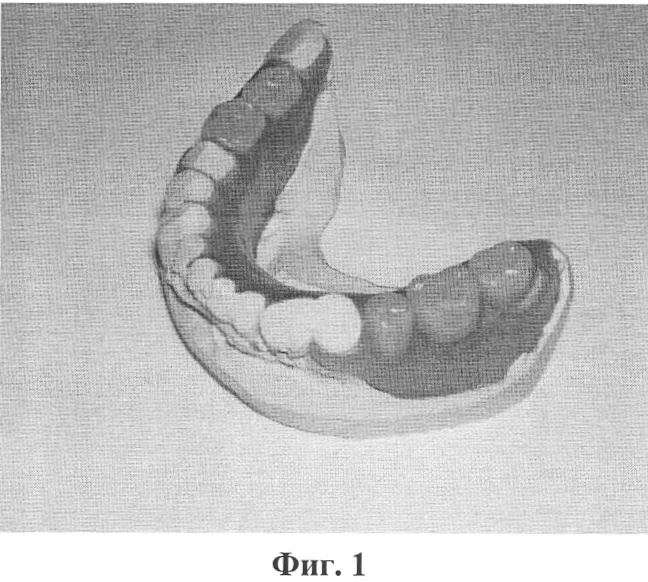
- фиг.1. Восковая конструкция съемного протеза на рабочей модели.
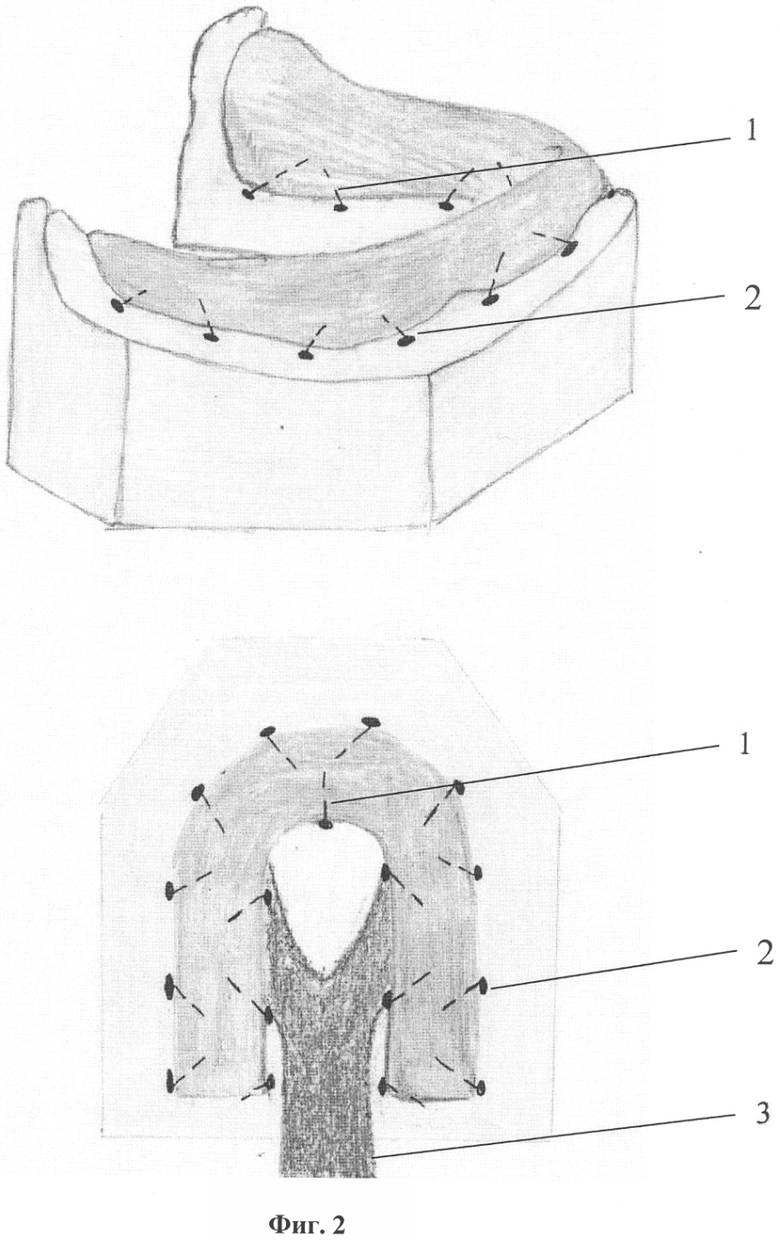
- фиг.2. Устройство литниковой системы.
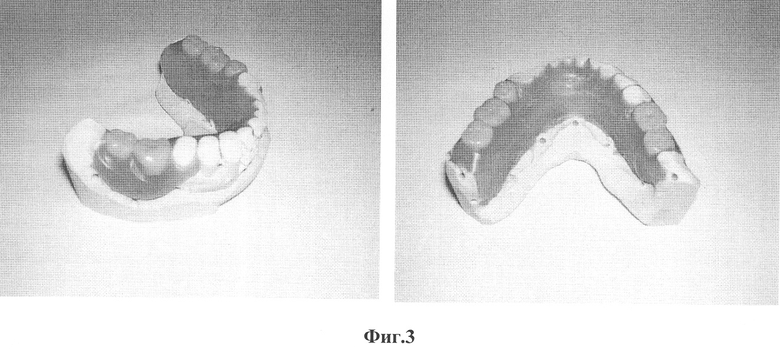
- фиг.3. Подготовленная модель с дополнительными литниковыми каналами.
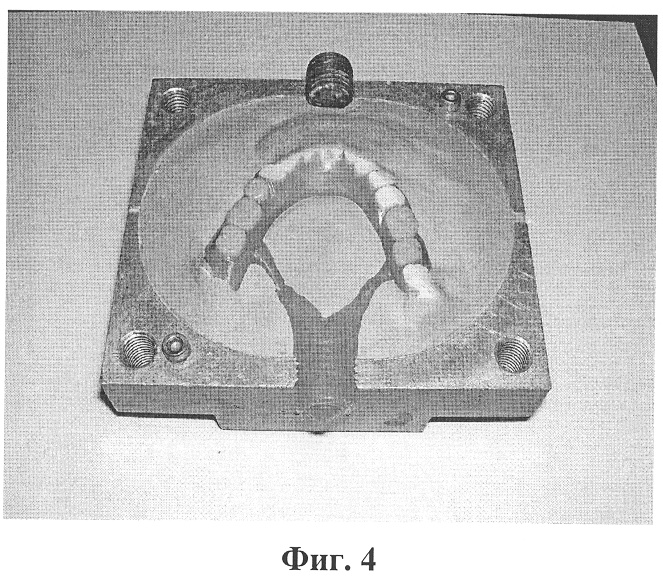
- фиг.4. Загипсовка рабочей модели с литниковой системой в кювету.
- фиг.5. Кюветы после выпаривания воска.
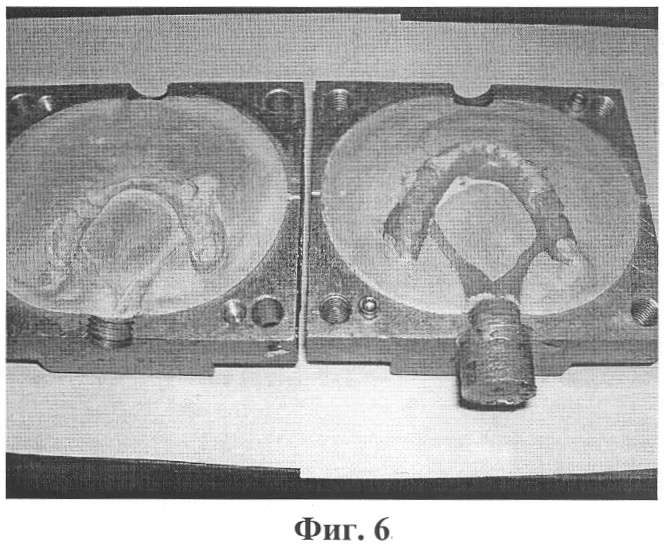
- фиг.6. Раскрытая кювета после инжекционного литья.
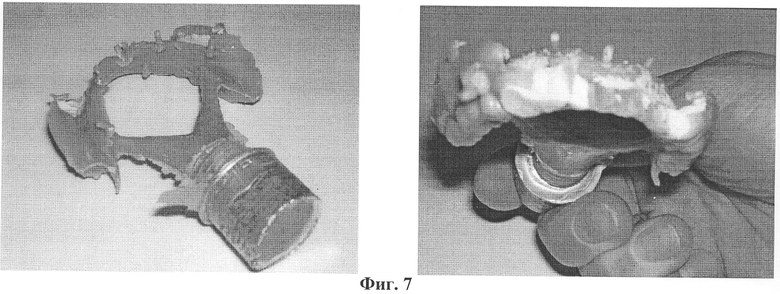
- фиг.7. Литниковая система после инжекционного литья.
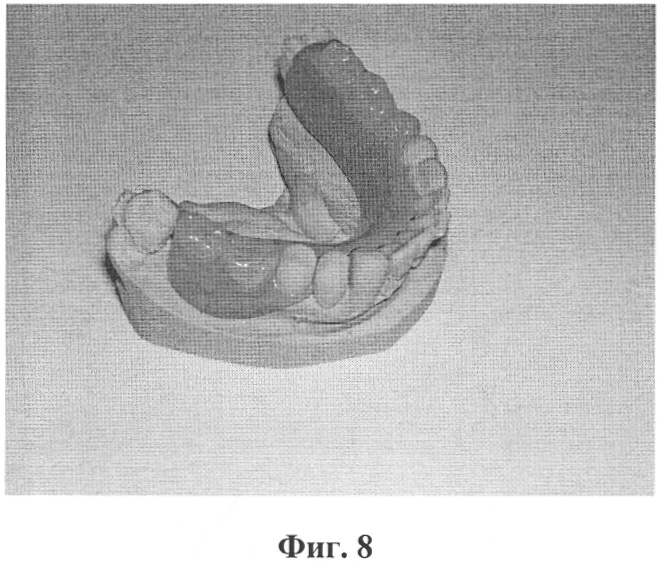
- фиг.8. Готовый съемный протез.
Способ осуществляется следующим образом.
Традиционным способом изготавливают восковую конструкцию съемного протеза (Фиг.1). После припасовки она приливается воском к модели. Готовят литниковую систему. Для дополнительной фиксации материала, по границам протеза, в местах наибольшей усадки термополимера при данной технологии делают бором слепые литниковые каналы 1 диаметром 2 мм и глубиной 5 мм с промежутками друг от друга 10 мм (Фиг.2, 3,). Каналы высверливают под углом, «елочкой». Это позволяет максимально удержать материал во время остывания. Далее каналы поверхностно закрывают воском, чтобы в процессе загипсовки не закрылись их выходные отверстия 2 гипсом. Подводят главный литник и гипсуют в кювету (Фиг.4). Воск выпаривают традиционным методом, в результате чего получаем готовое протезное ложе и литниковые каналы для затекания материала, которые в процессе термического прессования будут служить дополнительными фиксаторами (Фиг.5). Фиксируют кювету в аппарат для термического прессования. Проводят инжекционное литье термополимера. После финишной обработки протез готов к наложению в полость рта (Фиг.6, 7, 8).
Таким образом, предложенный способ позволяет изготовить съемные конструкции из безмономерных термополимеров методом термического прессования, уменьшить усадку данного материала, добиться наибольшей точности прилегания внутренней поверхности протеза к микрорельефу протезного ложа, что улучшает качество ортопедического лечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления съемного зубного протеза | 2019 |
|
RU2721581C1 |
| Способ изготовления съемного зубного протеза на основе этилметакрилата холодного отверждения | 2024 |
|
RU2834812C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2233140C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ПРОТЕЗА-ОБТУРАТОРА ТВЕРДОГО И МЯГКОГО НЕБА | 2006 |
|
RU2310419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЕМНЫХ ПРОТЕЗОВ ИЗ ТЕРМОПЛАСТОВ, НЕЙЛОНА С МЕТАЛЛИЧЕСКИМ КАРКАСОМ | 2015 |
|
RU2588488C1 |
| ПОЛНЫЙ СЪЕМНЫЙ ЗУБНОЙ ПРОТЕЗ ВЕРХНЕЙ ЧЕЛЮСТИ | 2005 |
|
RU2314773C2 |
| ПРОТЕЗ-ОБТУРАТОР ВЕРХНЕЙ ЧЕЛЮСТИ | 2004 |
|
RU2281059C1 |
| СПОСОБ ПРОТЕЗИРОВАНИЯ ПОСТРЕЗЕКЦИОННЫХ ДЕФЕКТОВ НЁБА И ПРОТЕЗ-ОБТУРАТОР НЁБА | 2007 |
|
RU2349284C2 |
| Способ изготовления зубных протезов | 2020 |
|
RU2721890C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ | 2003 |
|
RU2224480C2 |

Изобретение относится к медицине, а именно к ортопедической стоматологии, и может быть использовано при изготовлении съемных ортопедических конструкций методом термического прессования. Техническим результатом является снижение усадки материала, повышение точности прилегания внутренней поверхности протеза к микрорельефу протезного ложа, улучшение функциональных качеств протеза и улучшение качества ортопедического лечения. Способ включает подготовку восковой конструкции, припасовку ее в полости рта и приливание воском к модели. В момент подготовки литниковой системы, помимо главного литника, подводимого к базису будущей конструкции, высверливают бором слепые литниковые каналы по границам протеза под углом «елочкой» диаметром 2 мм и глубиной 5 мм с промежутками друг от друга 10 мм, в местах наибольшей усадки термополимера при данной технологии для дополнительной фиксации материала в момент инжекции, затем каналы поверхностно закрывают воском, подводят главный литник и гипсуют в кювету. Воск выпаривают традиционным методом, фиксируют кювету в аппарат для термического прессования, проводят инжекционное литье термополимера и финишную обработку протеза. 8 ил.
Способ изготовления съемных ортопедических конструкций методом инжекционного литья с использованием дополнительных каналов, включающий подготовку восковой конструкции, припасовку ее в полости рта и приливание воском к модели, отличающийся тем, что в момент подготовки литниковой системы, помимо главного литника, подводимого к базису будущей конструкции, высверливают бором слепые литниковые каналы по границам протеза под углом "елочкой" диаметром 2 мм и глубиной 5 мм, с промежутками друг от друга 10 мм, в местах наибольшей усадки термополимера при данной технологии для дополнительной фиксации материала в момент инжекции, затем каналы поверхностно закрывают воском, подводят главный литник и гипсуют в кювету, выпаривают воск традиционным методом, фиксируют кювету в аппарат для термического прессования, проводят инжекционное литье термополимера и финишную обработку протеза.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2233140C1 |
| Устройство для изготовления зубных протезов | 1987 |
|
SU1468519A1 |
| US 2004227266 А, 18.11.2004 | |||
| БИБЛИСГТоНЛ^I | 0 |
|
SU374472A1 |

