Настоящее изобретение относится к упаковочной пленке на основе полимерной пленки, используемой для упаковки пищевых продуктов, имеющих форму параллелепипеда.
Обычная упаковка для имеющих форму параллелепипеда или кубика пищевых продуктов, таких, например, как бульонные кубики, состоит из покрытой лаком золотистого оттенка или запечатанной многокрасочным оттиском алюминиевой фольги, образующей наружную сторону упаковки, и бумажного слоя, образующего внутреннюю сторону упаковки. Между алюминиевой фольгой и бумажным слоем расположен тонкий слой воска. При нагревании упакованного кубика воск расплавляется, диффундирует через бумагу и склеивает между собой взаимно перекрывающиеся части упаковочной пленки.
Из заявки WO 01/25109 известна полимерная пленка, используемая для упаковки имеющих форму кубиков продуктов, таких, например, как суповые кубики. Такая полимерная пленка, выполненная из полиолефина, предпочтительно из ориентированного полиэтилена (ОПЭ) или ориентированного полипропилена (ОПП), характеризуется легкой фальцуемостью. Подобная пленка может иметь с одной стороны металлическое покрытие, а также клеевой или термосвариваемый слой, нанесенный, например, только на том локальном участке, где требуется его наличие. Помимо этого на полимерную пленку может быть нанесен слой краски (цветной оттиск), при необходимости покрытый защитным лаком.
Из ЕР-А 0870695 известна предназначенная для упаковки бульонных кубиков упаковочная пленка, которая состоит из выполненной на основе полиолефина пленки, на наружную сторону которой в заданных местах нанесен слой склеивающего при комнатной температуре материала. С внутренней стороны на полиолефиновую пленку нанесено антиадгезионное покрытие. При необходимости на полиолефиновую пленку можно нанести металлическое покрытие для создания барьерного слоя, препятствующего проникновению кислорода.
Упаковочная пленка, предназначенная для упаковки имеющих форму кубиков продуктов и выполненная на основе полиолефиновой пленки, известна также из ЕР-А 0990596.
В основу настоящего изобретения была положена задача разработать упаковочную пленку указанного в начале описания типа на основе полимерной пленки, которая отвечала бы высоким требованиям касательно барьерных свойств, прочности, фальцуемости и внешнему виду. Такая упаковочная пленка должна, кроме того, быть экономичной в изготовлении и допускать возможность упаковки в нее продуктов на обычных упаковочных машинах.
Указанная задача решается согласно изобретению с помощью упаковочной пленки на основе полимерной пленки, на которой расположен барьерный слой, препятствующий проникновению водяного пара и газов, поверх этого барьерного слоя необязательно нанесен первый защитный лаковый слой, на барьерный слой или на первый защитный лаковый слой при его наличии нанесено печатное изображение и на печатное изображение нанесены второй защитный лаковый слой, а также свариваемый слой, расположенный на заданных его участках.
Предлагаемая в изобретении упаковочная пленка отличается тем, что все остальные ее покрытия и слои расположены только по одну сторону полимерной пленки, служащей основой.
В качестве материала для изготовления полимерной пленки предпочтительно использовать полиолефин, прежде всего ориентированный полипропилен (ОПП) или полиэтилен высокой плотности (ПЭВП). Другим предпочтительным полимерным материалом является полилактат (ПЛ).
Задерживающий слой, препятствующий проникновению газов, паров и влаги, т.е. так называемый барьерный слой, может быть образован металлической фольгой, например алюминиевой фольгой. В качестве примера иных материалов, которые могут использоваться в качестве задерживающего слоя, можно назвать полимерные пленки из таких материалов, как поливинилиденхлорид или этилвиниловый спирт, либо слои из керамических материалов, таких как оксид, соответственно нитрид кремния или алюминия, которые наносят на пленочную подложку осаждением в вакууме тонким слоем толщиной, например, от 10 до 500 нм. Примером других запирающих слоев служат металлические слои, в частности алюминиевые слои, которые наносят на основу путем металлизации распылением.
Согласно изобретению для придания полимерной пленке и тем самым упаковочной пленке барьерных свойств, препятствующих проникновению сквозь нее жидкостей, газов, паров, водяного пара, ароматических или пахучих веществ, наиболее целесообразно использовать наносимое металлизацией металлическое покрытие. Предпочтительным металлическим покрытием является алюминиевое покрытие, наносимое на полимерную пленку, например, путем металлизации распылением или осаждением в вакууме в виде слоя толщиной от примерно 10 нм до примерно 2 мкм.
В качестве защитного слоя, наносимого на металлическое покрытие, целесообразно использовать лак на основе нитроцеллюлозного лака. Этот первый защитный лаковый слой одновременно служит запечатываемым материалом, т.е. материалом, на который наносится печатное изображение. В этом случае печатное изображение также предпочтительно покрывать защитным лаковым слоем на основе нитроцеллюлозного лака. На печатное изображение помимо второго защитного лакового слоя наносят также свариваемый слой, которым упаковочную пленку покрывают на заданных участках.
Наносить печатное изображение (рисунок, текст и т.д.) на металлизированную или покрытую первым защитным лаковым слоем полимерную пленку можно всеми известными методами печати, такими, например, как типографская или высокая печать, офсетная печать, флексографская печать, трафаретная печать, гелиография и глубокая печать с медных форм, а также лазерной печатью, струйной печатью, электрофотографическим и магнитографическим методами печатания. Выбор того или иного метода печати зависит от требуемого ее качества, от конкретных технических возможностей и размера тиража. Второй защитный лаковый слой защищает печатное изображение.
В качестве свариваемого слоя предпочтительно использовать термосвариваемый слой, выполняемый из лака на основе сополимера этилена и винилацетата или винилацетата и винилхлорида.
Поскольку свариваемый слой необходимо с высокой точностью наносить на заданные участки, его предпочтительно наносить также с помощью печатной машины с регулированием приводки по приводочным меткам (с точным соблюдением приводки).
Предлагаемую в изобретении упаковочную пленку изготавливают в рулонированном виде. При упаковке продуктов в такую упаковочную пленку первым методом ее сматывают с рулона и нарезают на отдельные листки. Эти листки упаковочной пленки, каждый из которых образует индивидуальный упаковочный материал для одного параллелепипеда или кубика, форму которого имеет упаковываемый в него продукт, обертывают в специальном устройстве вокруг параллелепипеда, загибая листок упаковочной пленки на ребрах параллелепипеда с плотным прилеганием к его боковым граням, при этом на двух противоположных торцовых гранях параллелепипеда края пленки подгибают и внахлестку накладывают друг на друга. На этом участке, на котором края пленки внахлестку наложены друг на друга, расположен свариваемый слой. При упаковке продуктов в предлагаемую в изобретении упаковочную пленку вторым методом из нее путем ее продольной сварки формируют рукав, от которого после помещения в него кубика упаковываемого продукта отрезают отдельную упаковку вместе с находящимся в ней продуктом. Затем упаковочную пленку подгибают с открытых сторон аналогично первому методу упаковки.
Предлагаемая в изобретении упаковочная пленка обладает высокой фальцуемостью при малой способности к упругому восстановлению исходной формы.
Другие преимущества и отличительные особенности изобретения более подробно рассмотрены ниже на примере предпочтительных вариантов его осуществления со ссылками на прилагаемые схематичные чертежи, на которых показано:
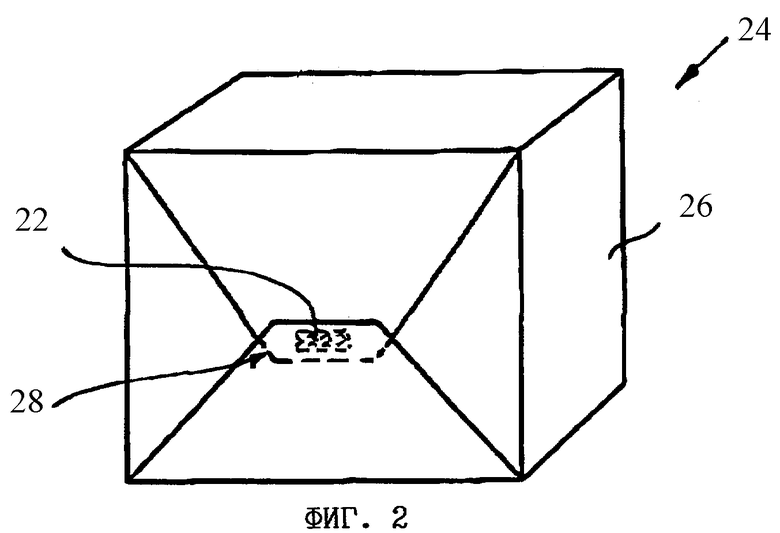
на фиг.1 - многослойная структура упаковочной пленки, выполненной по предпочтительному варианту, и
на фиг.2 - вид в перспективе имеющего форму параллелепипеда продукта, упакованного в показанную на фиг.1 упаковочную пленку путем ее обертывания, соответственно сгибания вокруг продукта и подгибания ее краев.
Показанная на фиг.1 упаковочная пленка 10 представляет собой многослойный материал, состоящий из полимерной пленки 12, которая либо выполнена из ориентированного полипропилена (ОПП) и имеет толщину от 25 до 45 мкм, либо выполнена из полиэтилена высокой плотности (ПЭВП) и имеет толщину от 20 до 45 мкм, либо выполнена из полилактата (ПЛ) и имеет толщину от 15 до 40 мкм, барьерного слоя 14 из алюминия, который нанесен на полимерную пленку 12 металлизацией в вакууме в виде слоя толщиной от 10 нм до 2 мкм, первый защитный лаковый слой 16 из нитроцеллюлозного лака с удельной поверхностной плотностью 1,1±0,5 г/м2, печатное изображение 18, нанесенное, например, методом гелио- или флексографии, второй защитный лаковый слой 20 из нитроцеллюлозного лака с удельной поверхностной плотностью 4,0±0,5 г/м2 и термосвариваемый слой 22, полученный нанесением лака на основе либо сополимера этилена и винилацетата с удельной поверхностной плотностью 4,0±0,5 г/м2, либо сополимера винилацетата и винилхлорида с удельной поверхностной плотностью 4,0±0,5 г/м2, либо акрилата с удельной поверхностной плотностью 4,0±0,5 г/м2.
При изготовлении упаковочной пленки 10 сначала на полимерную пленку 12 наносят барьерный слой 14. После этого наносят первый защитный лаковый слой 16. Этот слой может также отсутствовать, если барьерный слой допускает нанесение печатного изображения непосредственно на него. На этот первый защитный лаковый слой 16 или при его отсутствии непосредственно на барьерный слой 14 наносят печатное изображение 18, поверх которого затем наносят второй защитный лаковый слой 20.
Термосвариваемый слой 22 наносят на заданные участки печатного изображения 18, на которых в процессе последующей упаковки продукта в упаковочную пленку она должна запечатываться путем ее термосварки.
Свободная сторона полимерной пленки 12 образует внутреннюю сторону, а второй защитный лаковый слой 20 и нанесенный на заданные участки термосвариваемый слой 22 образуют наружную сторону упаковки, изготовленной из упаковочной пленки 10.
Изготовленная из упаковочной пленки 10 упаковка 24 согласно фиг.2 плотно прилегает к упакованному в нее содержимому, которым является имеющий форму параллелепипеда продукт, например твердая или полутвердая бульонная масса, при этом боковые поверхности 26 упаковки соответствуют боковым граням упакованного в нее бульонного кубика. С двух взаимно противолежащих сторон упаковки образующая ее упаковочная пленка загнута вокруг упакованного в нее продукта и подогнута по краям. На участке 28, на котором края пленки внахлестку наложены друг на друга, находится нанесенные на заданные участки термосвариваемый слой 22. Запечатывание упаковки термосваркой происходит, например, при прохождении упакованного в нее продукта в форме параллелепипеда или кубика между двумя нагреваемыми планками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многослойный высокобарьерный полимерный материал для упаковки пищевых продуктов | 2021 |
|
RU2764617C1 |
| ПРОЗРАЧНЫЙ ВЫСОКОБАРЬЕРНЫЙ МАТЕРИАЛ | 2016 |
|
RU2624704C1 |
| Гибкий барьерный упаковочный покрывной материал для индукционной сварки | 2024 |
|
RU2839187C1 |
| ПЛЕНОЧНАЯ УПАКОВКА | 2008 |
|
RU2490192C2 |
| СЛОИСТЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ, УПАКОВОЧНЫЕ КОНТЕЙНЕРЫ, ИЗГОТОВЛЕННЫЕ ИЗ НЕГО, И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО МАТЕРИАЛА | 2018 |
|
RU2721850C1 |
| НЕФОЛЬГИРОВАННЫЙ УПАКОВОЧНЫЙ ЛАМИНАТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УПАКОВОЧНЫЙ КОНТЕЙНЕР, ВЫПОЛНЕННЫЙ ИЗ НЕГО | 2011 |
|
RU2586143C2 |
| СЛОИСТЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ, УПАКОВОЧНЫЕ КОНТЕЙНЕРЫ, ИЗГОТОВЛЕННЫЕ ИЗ НЕГО, И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО МАТЕРИАЛА | 2018 |
|
RU2721834C1 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| БУМАЖНАЯ УПАКОВКА С БАРЬЕРНЫМИ СВОЙСТВАМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2646404C2 |
| ГИБКАЯ УПАКОВКА, ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ | 2020 |
|
RU2782880C1 |
Изобретение относится к технологии получения пленочных изделий, в частности к упаковочным пленкам для пищевых продуктов. Пленка имеет форму параллелепипеда. На одной ее стороне расположен барьерный слой, препятствующий проникновению водяного пара и газов. Поверх этого барьерного слоя необязательно нанесен первый защитный лаковый слой. На барьерный слой или на первый защитный лаковый слой при его наличии нанесено печатное изображение, на которое нанесены второй защитный лаковый слой и свариваемый слой, расположенный на заданных участках. 10 з.п. ф-лы, 2 ил.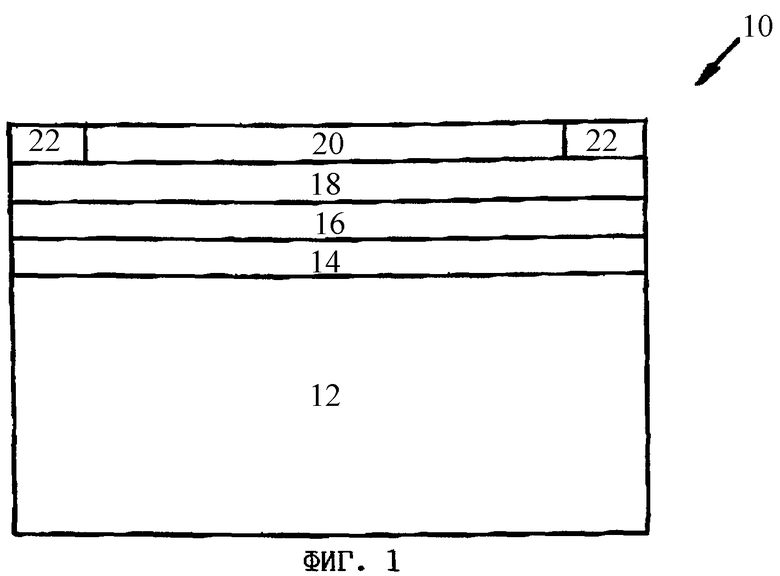
| Устройство для нанесения покрытий на металлические изделия шарообразной или цилиндрической формы | 1959 |
|
SU125109A1 |
| ПЛЕНКА ИЗ СИНТЕТИЧЕСКОГО МАТЕРИАЛА | 2000 |
|
RU2266246C2 |
| УПАКОВОЧНЫЙ КОНТЕЙНЕР ИЗ ЛАМИНИРОВАННОГО УПАКОВОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2121950C1 |
| Пневмоударная машина с независимым вращением инструмента | 1979 |
|
SU870695A1 |
| СИСТЕМА АВТОМАТИЧЕСКОЙ ПЕРЕЕЗДНОЙ СИГНАЛИЗАЦИИ | 2021 |
|
RU2761960C1 |

