Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления модифицированных абразивных прессовок (прессованных порошковых
заготовок).
Детали режущих инструментов, в которых используются алмазные прессовки (коронки, армированные поликристаллическими алмазами), известные также под названием прессовки (вставки) из поликристаллического алмаза (ПКА или PCD) и из поликристаллического кубического нитрида бора(ПКНБ или PCBN), широко применяются при сверлении (бурении), фрезеровании, резании и других подобных абразивных работах. Такая деталь инструмента обычно включает слой ПКА или ПКНБ на связке с подложкой (опорой), в большинстве случаев с подложкой из цементированного карбида. Слой ПКА или ПКНБ может представлять собой острую режущую кромку или вершину резца, или режущую, или абразивную поверхность.
Алмазные абразивные прессовки состоят из массы алмазных частиц, содержащей значительное количество непосредственных соединений алмаза с алмазом. Поликристаллический алмаз обычно имеет вторую фазу, содержащую катализатор-растворитель алмаза, например, кобальт, никель, железо или сплав, содержащий один или несколько таких металлов. Прессовки из кубического нитрида бора (КНБ или cBN) в большинстве случаев будут содержать также связующую фазу, которая обычно является катализатором КНБ, или будут содержать такой катализатор. Подходящими связующими фазами для КНБ являются, например, алюминий, щелочные металлы, кобальт, никель, вольфрам и т.п.
Такая вставная режущая пластина при использовании на различных этапах ее срока службы подвергается воздействию больших нагрузок и высоких температур. На ранних этапах, когда острая режущая кромка пластины контактирует с подземной формацией (породой) или обрабатываемым изделием, режущий инструмент подвергается воздействию высокого контактного (удельного) давления. Это приводит к целому ряду возможных процессов образования трещин, например, к возникновению усталостного растрескивания.
По мере истирания режущей кромки пластины контактное давление уменьшается и обычно становится слишком низким, чтобы стать причиной большого разрушения. Однако такое давление все еще может вызывать развитие трещин, появившихся при высоком контактном давлении, и, в конечном счете, может привести к разрушению от термического растрескивания.
При оптимизации эксплуатационных характеристик режущего инструмента повышение износостойкости (для увеличения срока службы режущего инструмента) обычно обеспечивают путем изменения таких параметров, как средний размер абразивных зерен, общее содержание катализатора-растворителя, плотность абразивного материала и т.п. Однако при повышении износостойкости материала ПКА или ПКНБ он обычно становится более хрупким или склонным к растрескиванию. Следовательно, элементы ПКА или ПКНБ, рассчитанные на более высокую износостойкость, будут, как правило, иметь низкую прочность при ударных нагрузках или уменьшенное сопротивление растрескиванию. Проблема выбора между такими свойствами, как прочность при ударных нагрузках и износостойкость, по сути создает самоограничения при расчете оптимальных конструкций, в частности, для выполнения требуемых работ.
Если найти возможность исключить или контролировать процесс выкрашивания ПКА или ПКНБ, имеющих более высокую износостойкость, то можно обеспечить более полную реализацию потенциально улучшенных эксплуатационных характеристик режущих инструментов такого типа.
Известно, что удаление всех инфильтратов металлов из слоя ПКА приводит к существенному повышению сопротивления термической деструкции при высоких температурах, что и раскрыто в патенте US 4224380 и патенте GB 1598837. В патенте JP 59119500 заявлено об улучшении эксплуатационных характеристик спеченных материалов ПКА после химической обработки рабочей поверхности. Такая обработка обеспечивает растворение и удаление матрицы катализатор-растворитель на участке, непосредственно прилегающем к рабочей поверхности. В этом патенте утверждается, что это изобретение повышает термостойкость материала ПКА на участке, где была удалена матрица, не снижая прочности спеченного алмаза.
В патентах US 6544308 и 6562462 описаны изготовление и характеристики режущих инструментов, которые, как указано, имеют повышенную износостойкость без снижения сопротивления удару. Между прочим, режущий элемент ПКА характеризуется наличием прилегающего к режущей поверхности участка, на котором по существу отсутствует катализирующее вещество. Указано, что такое частичное удаление (до 70% алмазной поверхности освобождается от катализирующего вещества) является благоприятным с точки зрения повышения термостойкости.
К способам удаления катализирующего вещества, которые упоминаются в этих патентах, относятся способы кислотного травления (например, с использованием горячих смесей плавиковой и азотной кислоты или соляной и азотной кислоты) или электрический разряд, или другие электрические или гальванические способы, или термовакуумное испарение. Однако эти способы не учитывают изменения в составе металлической матрицы (связующего материала). Горячее прессование (спекание) абразивных прессовок проводится при высоких температурах и высоких давлениях в прессах, которые до некоторой степени отличаются непостоянством создаваемого ими режима температуры и давления. Это непостоянство осложняется трудностью контроля высоких давлений и высоких температур, требуемых для синтеза и спекания.
Непостоянство режима технологического процесса обусловлено постепенным изменением свойств деталей (узлов) пресса в результате старения при использовании, изменениями физических размеров и свойств элементов капсулы и градиентами давления и температуры в капсуле. Эти градиенты могут быть минимизированы путем тщательного выбора материалов конструкции элементов капсулы и путем основного расчета капсулы. Кроме того, для минимизации таких градиентов для пресса может быть разработан эксплуатационный режим по давлению, температуре и времени. Однако полностью устранить эти градиенты невозможно.
Гораздо более серьезной и неизбежной причиной непостоянства режима являются различные условия обработки, требуемые для спекания различных ПКА и ПКНБ, которые по замыслу имеют различные размеры зерен, разную толщину слоя, различный состав слоя и разную общую высоту и наружный диаметр.
Все вышеуказанные причины непостоянства режима приводят к различиям в конечном составе металлической матрицы. Непостоянство состава металлической матрицы приводит к изменению скорости удаления металлической матрицы, так как некоторые ее компоненты будут в большей степени поддаваться удалению этим способом, а какие-то - в меньшей степени. Если причина непостоянства состава металлической матрицы находится внутри капсулы, то это приводит к изменениям толщины термостойкого слоя в абразивной прессовке, а это - неприемлемо, так как переходит в область улучшения и ухудшения рабочих характеристик абразивной прессовки.
В тех случаях когда причиной непостоянства является пресс или режим работы пресса, иными словами, причина находится вне капсулы, возникает необходимость непрерывного регулирования эксплуатационного режима, при котором происходит удаление катализирующего вещества, в соответствии с изделием - конкретной абразивной прессовкой. С точки зрения производительности это неудобно и может обойтись дороже.
Краткое изложение существа изобретения
В настоящем изобретении предлагается способ обработки абразивной прессовки, имеющей рабочую поверхность, в котором осуществляют контактирование рабочей поверхности или участка, прилегающего к рабочей поверхности абразивной прессовки с галогенсодержащим газом или газообразной средой, содержащей источник ионов галогенидов, предпочтительно при температуре в пределах 800°С с целью удаления катализирующего вещества и любого постороннего (примесного) вещества металлической матрицы (связующего материала) с участка, прилегающего к рабочей поверхности.
Контактирование с рабочей поверхностью или прилегающим участком предпочтительно происходит при температуре от примерно 300°С до примерно 800°С, более предпочтительно - от примерно 650°С до примерно 700°С.
Абразивная прессовка предпочтительно включает ПКА или ПКНБ.
Металлическая матрица абразивной прессовки обычно включает катализатор-растворитель, например, Ni, Со или Fe, постороннее вещество металлической матрицы, например, металлы или соединения металлов, выбранные из группы, включающей такие соединения, как карбиды титана, ванадия, ниобия, тантала, хрома, молибдена и вольфрама, и, возможно, вторую фазу или фазу связующего.
Абразивную прессовку из ПКА или ПКНБ предпочтительно изготавливают в соответствии с технологическим процессом при высоком давлении и высокой температуре (ВДВТ или НРНТ).
Галогенсодержащий газ или газообразная среда предпочтительно включает хлор, хлористый водород, фтороводород, оксид углерода, водород и фтор.
В соответствии с другой особенностью изобретения создана абразивная прессовка, включающая слой абразивного материала, содержащий катализирующее вещество, постороннее вещество металлической матрицы и, возможно, вторую фазу или фазу связующего, имеющую рабочую поверхность и связанную с подложкой вдоль поверхности раздела, в частности, с подложкой из цементированного карбида; такая абразивная прессовка отличается наличием абразивного слоя, имеющего прилегающий к рабочей поверхности участок с небольшим содержанием катализирующего вещества и постороннего вещества металлической матрицы, который, в частности, является равномерным, и участок с большим содержанием катализирующего вещества и постороннего вещества металлической матрицы.
Подробное описание предпочтительных вариантов осуществления изобретения
Основной решаемой проблемой изобретения является удаление из абразивной прессовки материала металлической матрицы, обычно включающего кроме катализирующего вещества, постороннее вещество металлической матрицы, так чтобы получить в основном равномерный слой или участок с небольшим содержанием металлической матрицы или катализирующего вещества.
Следовательно, данное изобретение, в частности, направлено на создание способа удаления металлической матрицы из ПКА или ПКНБ, в результате применения которого толщина обработанного слоя будет равномерной. Так как металлическая матрица типовой абразивной прессовки содержит несколько коррозионно-стойких металлов (таких, как вольфрам) и несколько металлов, подверженных коррозии (таких, как кобальт), в различных количествах, то этот способ должен обеспечить возможность удаления всех этих металлов с одинаковой скоростью, для того чтобы сформировать обработанный слой равномерной толщины.
Для удобства в целях иллюстрации изобретения будет использована абразивная прессовка, имеющая в составе вещества металлической матрицы вольфрам и кобальт. Общеизвестно, что вольфрам вступает в реакцию с галогенами с образованием группы галогенидов вольфрама. Для того чтобы исследовать проблему непостоянства толщины слоя, рассматривалась возможность разработки двухступенчатого способа, при котором вначале с помощью соляной кислоты удаляют кобальт с последующим удалением вольфрама в результате высокотемпературной реакции с источником галогенов. Предполагалось, что двухступенчатый способ необходим, потому что для улетучивания галогенидов кобальта часто требуются высокие температуры, а такие высокие температуры пагубно отразились бы на характеристиках прочности и износа абразивной прессовки. Например, кобальтовый хлорид CoCl2 плавится при 724°С и закипает при 1049°С. В варианте с абразивной прессовкой из поликристаллического алмаза максимальная температура, воздействию которой она может быть подвергнута без повреждения, составляет приблизительно 800°С и то только в нейтральной атмосфере или вакууме, и в течение короткого периода времени. Любой способ удаления металлической матрицы следовало бы осуществлять при температуре намного ниже 800°С, и, таким образом, обработка абразивных прессовок с помощью источника галогенов почти без сомнений привела бы к образованию галогенидов кобальта в твердом или расплавленном виде, которые будут пассивировать или маскировать поверхность металла и замедлять или останавливать процесс удаления металла.
Имея в виду вышесказанное, был опробован способ обработки ПКА газообразным хлором и газообразным хлором, содержащим оксид углерода, в смеси с газообразным аргоном при температуре 600°С, 650°С и 700°С. Результат был неожиданным: были удалены и кобальт, и вольфрам, однако некоторое количество вольфрама осталось. Рентгеновский флуоресцентный анализ показал, что оставшийся вольфрам был соединен с кислородом. Далее испытания проводили при температуре 400°С, 500°С, 600°С и 700°C с помощью газообразного хлора в атмосфере аргона, но на этот раз с помощью газообразного хлористого водорода в качестве источника водорода с целью обеспечить улетучивание всех оксидов вольфрама в виде оксихлоридов вольфрама. Можно также использовать смесь водорода и газообразного хлора, однако такой состав газа необходимо очень тщательно контролировать, чтобы исключить возможность взрыва.
Кроме того, этот способ должен обеспечить возможность улетучивания других возможно присутствующих металлов или соединений металлов. Присутствие этих металлов или соединений металлов может быть следствием твердофазной или жидкофазной диффузии в слой ПКА или ПКНБ из элементов капсулы при контакте со слоем во время прессования (спекания) в условиях ВДВТ. Это могут быть, например, карбиды металлов, таких, как титан, ванадий, ниобий, тантал, хром, молибден и вольфрам, или сами металлы.
Некоторые присутствующие соединения металлов могут образовывать пассивированные участки или слои, и этот способ должен также обеспечить возможность их удаления. Такими соединениями являются, например, оксиды или карбиды вольфрама, кобальта или конструкционные материалы элементов капсулы. Один из примеров, как этим способом можно удалить оксиды вольфрама: следует добавить источник водорода, например, газообразный хлористый водород, который вступает в реакцию с оксидами вольфрама с образованием летучих оксихлоридов вольфрама.
Было установлено, что при обработке абразивной прессовки при температурах 300-800°С, предпочтительно 650-700°С, в газообразной среде, содержащей 0,1%-100% хлора, а предпочтительно, 10%-20% хлора, с использованием газообразного аргона для баланса, можно получить в основном равномерный участок или слой материала, который по существу не содержит вещества металлической матрицы.
Для повышения степени удаления металлической матрицы, например, путем удаления всех оксидов вольфрама, все еще присутствующих в слое или на участке, можно, по выбору, использовать источник водорода, например газообразный хлористый водород, или восстановительный газ, например оксид углерода, в количествах 0,1%-99,9%, а предпочтительно, 10%-20%. Можно еще использовать соль галогенида аммония, которая в варианте с хлоридом аммония при температуре разлагается с образованием газообразного азота, газообразного водорода и газообразного хлора. В этом случае последние два при температуре могут вступать в реакцию с образованием газообразного хлористого водорода. В случае использования газообразного водорода необходимо принять меры во избежание образования взрывчатых смесей с газообразным хлором. Например, невзрывоопасная смесь должна иметь предельное содержание хлора 0-3,5%, а водорода 0-2%, остальное - инертный газ, например аргон.
При осуществлении предлагаемого в данном изобретении способа на абразивные прессовки ПКА или ПКНБ вначале наносят маскировочное покрытие для маскирования всех участков, которые должны остаться без изменения. Примером обработки с нанесением маскировочного покрытия является нанесение покрытия способом электроосаждения сплава инконель на цементированный карбид вольфрама и/или на предназначенную для этого поверхность ПКА или ПКНБ.
Абразивные прессовки помещают в камерную печь в кварцевой трубе. Трубу продувают аргоном при комнатной температуре, затем герметизируют и повышают температуру со скоростью, например, 10°С/мин в потоке аргона до тех пор, пока не будет достигнута требуемая температура.
При температуре включают подачу химически активных газов и поддерживают скорость потока, например, 900 мл/мин (при температуре 25°С и давлении, равном 1 атмосфере) в течение реакции, продолжительность которой обычно составляет 1 час, но может составлять от 15 минут до 12 часов и более в зависимости от состава газа, температуры и требуемой глубины удаления материала металлической матрицы.
При завершении реакции подачу химически активных газов выключают и медленно охлаждают печь в потоке аргона.
Маскирующий агент может быть удален путем шлифования или любым другим подходящим способом. Если выбран соответствующий маскирующий агент, то, возможно, не потребуется удалять его до применения абразивной прессовки.
Хотя для удобства особое внимание было уделено газообразному хлору и газообразным средам, содержащим ионы хлора, настоящее изобретение включает и другие галогенсодержащие газы и ионы галогенидов.
Предлагаемый в настоящем изобретении способ не только решает проблему непостоянства термостойкого слоя, но и является более быстрым (чем, например, электрические или гальванические способы), уменьшает образование сточных вод (по сравнению, например, со способом кислотного травления) и в ряде случаев является менее опасным (по сравнению, например, со способом, в котором используется фтористоводородная/азотная кислота).
Данное изобретение будет теперь рассмотрено более подробно со ссылкой на не ограничивающие примеры, приведенные ниже.
Пример 1: использование газообразного хлора
Абразивную прессовку из поликристаллического алмаза с Co-WC-подложкой помещали в кварцевой трубе внутрь камерной печи и продували трубу газообразным аргоном. Температуру повышали до 700°С со скоростью 10°С/мин. После достижения конечной температуры в трубу в течение 1 часа подавали газовую смесь, содержащую 80% аргона и 20% хлора, со скоростью 900 мл/мин. Затем подачу газов отключали и охлаждали печь в атмосфере газообразного аргона. Абразивную прессовку извлекали из трубы, обрабатывали резанием и полировали, для того чтобы лучше было видно поперечное сечение слоя поликристаллического алмаза, и с помощью растрового электронного микроскопа измеряли глубину удаления материала металлической матрицы из слоя поликристаллического алмаза.
Эту операцию повторяли еще для двух абразивных прессовок, устанавливая конечную температуру соответственно 650°С и 600°С.
Результаты показали едва заметный слой, очищенный от металлической матрицы, по истечении 1 часа при 600°С, хорошо просматривающийся очищенный слой по истечении 1 часа при 650°С и слой, очищенный на большую глубину, спустя 1 час при 700°С. Средняя толщина очищенного слоя по истечении 1 часа при 700°С составляла 246 мкм при стандартном (среднеквадратичном) отклонении 64 мкм от края до края абразивной прессовки. Соотношение кобальт: вольфрам: кислород изменилось с 54:18:29 до обработки газами до 24:28:49 после обработки газами; это указывает на то, что преимущественно был удален кобальт, а не вольфрам, и что в прессовке остался кислород.
Пример 2: использование газовой смеси оксид углерода/хлор
Затем проводилась такая же операция, как в примере 1, за исключением того, что газовая смесь, подаваемая в трубу при температуре, содержала 20% оксида углерода, 20% хлора и 60% аргона. По истечении 1 часа при 600°С очищенный слой был едва заметным, а при 650°С он также хорошо просматривался. При обработке в течение 1 часа при 700°С средняя толщина очищенного слоя составляла 314 мкм при стандартном (среднеквадратичном) отклонении 33 мкм от края до края прессовки. Соотношение кобальт: вольфрам: кислород изменилось с 58:18:24 до обработки газами до 22:37:41 после обработки газами; это указывает на то, что также преимущественно был удален кобальт, а не вольфрам, и что в прессовке остался кислород.
Пример 3: использование газовой смеси хлор/хлористый водород
Затем проводилась такая же операция, как в примере 1, за исключением того, что газовая смесь, подаваемая в трубу при температуре, содержала 20% хлора, 20% хлористого водорода и 60% аргона. В этом примере газообразный хлористый водород получали в результате барботирования аргона через концентрированный раствор соляной кислоты. Вследствие этого в трубу также поступало некоторое количество водяного пара. При обработке в течение 1 часа при 700°C средняя толщина очищенного слоя составляла 133 мкм при стандартном (среднеквадратичном) отклонении 10 мкм от края до края прессовки, что указывает на то, что проблема непостоянства в значительной степени решена. Соотношение кобальт: вольфрам: кислород изменилось с 59:28:14 до обработки газами до 22:52:26 после обработки газами; это указывает на то, что также преимущественно был удален кобальт, а не вольфрам, и что в прессовке остался кислород.
Пример 4: использование газовой смеси безводной соляной кислоты и хлора
Затем проводилась такая же операция, как в примере 1, за исключением того, что газовая смесь, подаваемая в трубу при температуре, содержала 20% хлора, 20% хлористого водорода и 60% аргона. В этом примере газообразный хлористый водород получали из баллона с сухим газообразным хлористым водородом. При обработке в течение 1 часа при 700°С средняя толщина очищенного слоя составляла 663 мкм при стандартном (среднеквадратичном) отклонении 8 мкм от края до края прессовки, что указывает на то, что проблема непостоянства в значительной степени решена, а также увеличена скорость удаления. Соотношение кобальт: вольфрам: кислород изменилось с 53:35:12 до обработки газами до 20:27:53 после обработки газами; это указывает на удаление и кобальта, и вольфрама.
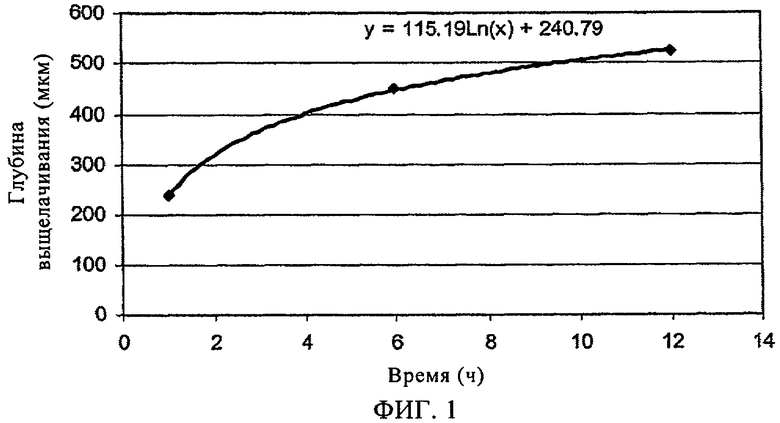
Пример 5: использование газовой смеси безводного хлористого водорода и хлора в течение длительного времени
Затем проводилась такая же операция, как в примере 4, за исключением того, что в этом примере абразивная прессовка не имела Co-WC подложки. Обработку газами проводили в течение 1 часа, 6 часов и 12 часов. Результаты показаны на кривой, представленной на фиг.1. Уменьшение глубины очищения по прошествии длительного времени объясняется регулированием скорости диффузии в абразивной прессовке. В абразивных прессовках наблюдали слой с двойным очищением, что объясняли небольшим различием скоростей удаления кобальта и вольфрама. Предполагается, что путем регулирования соотношения хлора и хлористого водорода в газовой смеси, эти скорости удаления можно сделать равными, чтобы исключить образование слоя с двойным очищением.
Сравнительные примеры
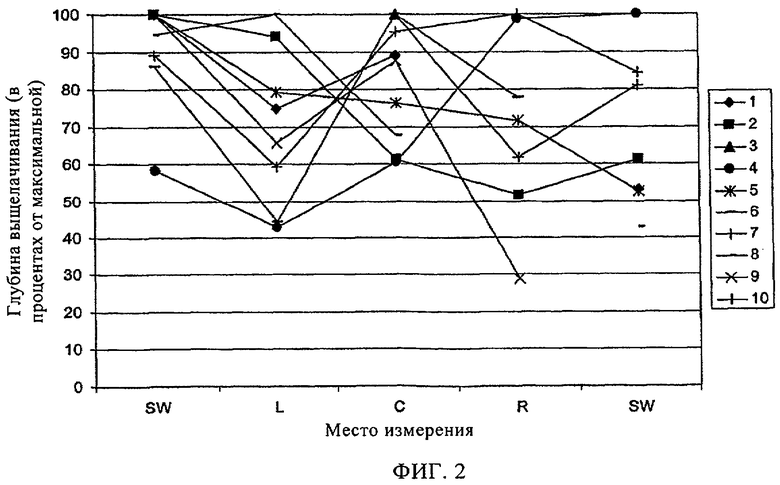
Представленные ниже сравнительные примеры приведены для иллюстрации степени непостоянства, которую можно наблюдать в прессовке при использовании обычного способа кислотного выщелачивания. Десять спеченных абразивных прессовок ПКА подвергали обычному кислотному выщелачиванию в кипящей 16%-ной соляной кислоте в течение некоторого периода времени. После этого их разрезали, чтобы показать поперечное сечение слоя, из которого удалена металлическая матрица, и с помощью растрового электронного микроскопа измеряли толщину слоя у каждой боковой стенки, а также с левой стороны, в середине и с правой стороны.
Результаты этих измерений графически представлены на фиг.2, где места измерений указаны буквами SW (боковая стенка) - L (левая сторона) - С (середина) - R (правая сторона) - SW (боковая стенка).
Для облегчения сравнения глубина выщелачивания в каждой точке измерения выражена в относительных единицах в виде процента от максимальной глубины выщелачивания, полученной для образца путем измерения. Таким образом, в образце 1 результат измерения в середине указан как 89% максимальной глубины выщелачивания для образца 1, полученной путем измерения у левой боковой стенки. Очевидно, что в этих абразивных прессовках равномерность глубины выщелачивания явно отсутствует.
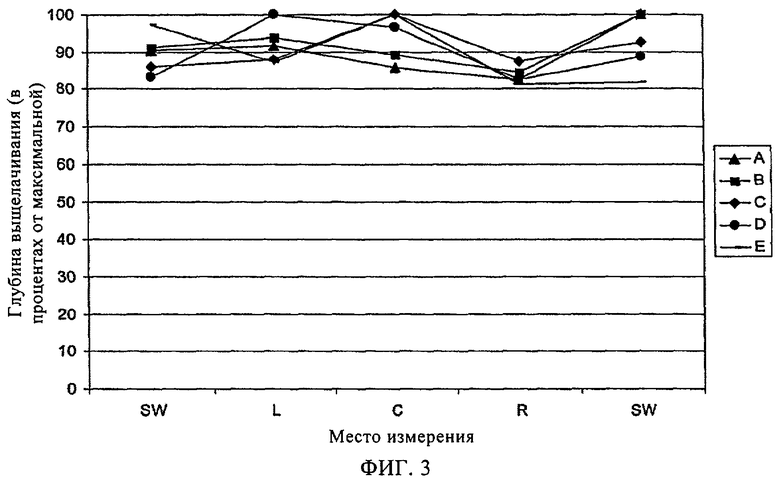
Затем предлагаемый в данном изобретении способ, описанный (выше) в примере 3, применяли для выщелачивания нескольких режущих инструментов, обозначенных как режущие инструменты А, В, С, D и Е. Результаты этих процессов обработки представлены на фиг.3, из которой очевидно, что в этих абразивных прессовках имеется существенное улучшение равномерности глубины выщелачивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОНЕНТ ОБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА | 2008 |
|
RU2475338C2 |
| АБРАЗИВНАЯ ПРЕССОВКА ИЗ ПОЛИКРИСТАЛЛИЧЕСКОГО АЛМАЗА | 2007 |
|
RU2466200C2 |
| СУПЕРАБРАЗИВНЫЙ МАТЕРИАЛ С ЗАЩИТНЫМ АДГЕЗИВНЫМ ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ПОКРЫТИЯ | 2014 |
|
RU2666390C2 |
| СПРЕССОВАННЫЙ В ТАБЛЕТКУ РЕЖУЩИЙ ЭЛЕМЕНТ | 2001 |
|
RU2320615C9 |
| ПОЛИКРИСТАЛЛИЧЕСКИЙ АЛМАЗ С ПОВЕРХНОСТЬЮ, ОБЕДНЕННОЙ КАТАЛИЗИРУЮЩИМ МАТЕРИАЛОМ | 2001 |
|
RU2270820C9 |
| ПОЛИКРИСТАЛЛИЧЕСКИЙ МАТЕРИАЛ, ИЗДЕЛИЯ, ВКЛЮЧАЮЩИЕ ЭТОТ МАТЕРИАЛ, ИНСТРУМЕНТЫ, ВКЛЮЧАЮЩИЕ ЭТОТ МАТЕРИАЛ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2599319C2 |
| АБРАЗИВЫ С ПОКРЫТИЕМ | 2005 |
|
RU2372371C2 |
| ТВЕРДОСПЛАВНОЕ ТЕЛО | 2010 |
|
RU2521937C2 |
| ВСТАВКА ДЛЯ РАЗРУШАЮЩЕГО ИНСТРУМЕНТА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗУЮЩИЙ ЕЕ ИНСТРУМЕНТ | 2009 |
|
RU2532932C2 |
| СВЕРХТВЕРДЫЕ АЛМАЗНЫЕ КОМПОЗИТЫ | 2008 |
|
RU2463372C2 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении режущего инструмента. Осуществляют обработку абразивной прессовки путем контактирования ее рабочей поверхности или прилегающего к рабочей поверхности участка с галогенсодержащим газом или газообразной средой, содержащей источник ионов галогенидов. Обеспечивают удаление катализирующего вещества и любого постороннего вещества металлической матрицы абразивной прессовки с участка, прилегающего к рабочей поверхности абразивной прессовки. В результате повышается износостойкость абразивной прессовки и увеличивается ее прочность при ударных нагрузках за счет уменьшения растрескивания. 10 з.п. ф-лы, 3 ил.
1. Способ обработки абразивной прессовки, имеющей рабочую поверхность, при котором осуществляют контактирование рабочей поверхности или прилегающего к рабочей поверхности участка абразивной прессовки с галогенсодержащим газом или газообразной средой, содержащей источник ионов галогенидов, для удаления катализирующего вещества и любого постороннего вещества металлической матрицы абразивной прессовки с участка абразивной прессовки, прилегающего к рабочей поверхности.
2. Способ по п.1, в котором контактирование рабочей поверхности или прилегающего к ней участка осуществляют при температуре приблизительно 800°С или ниже.
3. Способ по п.1 или 2, в котором контактирование рабочей поверхности или прилегающего к ней участка осуществляют при температуре от приблизительно 300°С до приблизительно 800°С.
4. Способ по п.3, в котором контактирование рабочей поверхности или прилегающего к ней участка осуществляют при температуре от приблизительно 650°С до приблизительно 700°С.
5. Способ по п.1, в котором абразивная прессовка включает поликристаллический алмаз (ПКА) или поликристаллический кубический нитрид бора (ПКНБ).
6. Способ по п.5, в котором абразивная прессовка включает слой ПКА или ПКНБ, связанный с металлической матрицей, включающей катализатор-растворитель, постороннее вещество металлической матрицы и, возможно, вторую фазу или фазу связующего.
7. Способ по п.5, в котором абразивную прессовку из ПКА или ПКНБ изготавливают в процессе при высоком давлении и высокой температуре.
8. Способ по одному из пп.1-7, в котором галогенсодержащим газом или упомянутой газообразной средой являются газ или газы, выбранные из группы, включающей хлор, хлористый водород, фтороводород, оксид углерода, водород и фтор.
9. Способ по одному из пп.1-7, в котором галогенсодержащий газ или газообразная среда содержит источник водорода.
10. Способ по п.9, в котором галогенсодержащий газ или газообразная среда содержит газообразный хлор и газообразную хлористоводородную кислоту или газообразный водород.
11. Способ по п.9, в котором галогенсодержащий газ или газообразную среду получают путем разложения соли галогенида аммония.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| GB 1598837 A, 23.09.1981 | |||
| Способ изготовления вставки бурового алмазосодержащего инструмента | 1980 |
|
SU984684A1 |

