Предпосылки создания изобретения
Настоящее изобретение относится к сверхтвердым композиционным материалам из алмаза, имеющим повышенную термостойкость.
Сверхтвердые алмазные композиционные материалы, обычно в виде абразивных прессовок (вставок), широко применяются при резании, фрезеровании, шлифовании, сверлении (бурении) и других абразивных работах, а также могут использоваться в качестве опорных поверхностей (рабочих поверхностей подшипника) и т.п. Как правило, они включают алмазную фазу, обычно частицы алмаза, распределенные в матрице второй фазы или фазе связующего вещества. Матрица может быть металлической или керамической или представлять собой кермет (керамико-металлический материал). Эти частицы могут быть связаны друг с другом во время осуществления обычно используемого способа изготовления прессовки в режиме высокого давления и высокой температуры, образуя поликристаллический алмаз (ПКА, англ. PCD).
Поликристаллические алмазы находят широкое применение благодаря их высокой износостойкости и прочности. В частности, они могут применяться в режущих элементах ножниц, входящих в буровое долото, используемое для подземного бурения.
Широко используемый режущий инструмент, включающий абразивную прессовку из композита на основе ПКА, представляет собой инструмент, который включает слой ПКА на связке с подложкой-основой. Такие слои обычно имеют высокое содержание алмазных частиц и, как правило, большое число прямых соединений или контактов алмаза с алмазом. Алмазные прессовки, как правило, спекают в режиме высокой температуры и высокого давления, при котором частицы алмаза являются устойчивыми с точки зрения кристаллографии и термодинамики.
Описание примеров абразивных прессовок из композиционного материала можно найти в патентах US 3745623, 3767371 и 3743489.
Слой ПКА в абразивной прессовке такого типа кроме частиц алмаза обычно включает катализатор-растворитель или фазу связующего вещества. Обычно это выглядит как металлическая матрица связующего (металлическая связка), которая смешана со сросшейся с ней структурной сеткой алмазного материала в виде частиц. Эта матрица обычно содержит металл, проявляющий каталитическую или сольватирующую активность по отношению к углероду, такой как кобальт, никель, железо или сплав, содержащий несколько таких металлов.
Абразивные прессовки из композита на основе ПКА изготавливают, как правило, путем формирования несвязанного ансамбля из алмазных частиц и катализатора-растворителя, вспомогательного вещества (добавки) для спекания или связующего на подложке из цементированного карбида. Этот несвязанный ансамбль помещают в реакционную капсулу, которую затем устанавливают в реакционную зону обычного устройства, работающего в режиме высокого давления и высокой температуры. После этого содержимое реакционной капсулы подвергают воздействию соответствующих условий высокой температуры и высокого давления, чтобы обеспечить спекание всей структуры.
Обычно рассчитывают, по меньшей мере частично, на образование связующего из подложки из цементированного карбида как источника металлического связующего вещества для спеченного поликристаллического алмаза. Тем не менее, во многих случаях перед спеканием с алмазным порошком смешивают дополнительное количество порошка металлического связующего. Тогда этот металл фазы связующего действует как жидкофазная среда для ускорения спекания алмазной части в заданном режиме спекания.
Предпочтение, оказываемое системам катализатора-растворителя или связующего, используемым для создания материалов из ПКА, характеризующихся наличием соединений алмаза с алмазом, которые включают элементы группы VIIIA, например Со, Ni, Fe, а также такие металлы, как Mn, в основном связано с высокой растворимостью углерода в этих элементах при расплавлении. Это дает возможность части алмазного материала растворяться и повторно осаждаться в виде алмаза, образуя, таким образом, межкристаллическую алмазную связь в режиме термодинамической стабильности алмаза (при высокой температуре и высоком давлении). Такая межкристаллическая связь алмаза с алмазом необходима, так как обеспечивает высокую прочность и износостойкость материалов из ПКА.
Неблагоприятным следствием применения этих катализаторов-растворителей является процесс, известный в литературе как термическая деструкция. Такая деструкция имеет место, когда алмазный композиционный материал в присутствии подобного материала катализатора-растворителя подвергается воздействию температур, как правило, выше 700°С либо в условиях применения инструмента, либо в условиях его изготовления. Такая температура может серьезно ограничить применение алмазных композиционных материалов в целом и материалов из ПКА, в частности, в таких областях, как бурение горных пород или механическая обработка материалов (обработка резанием).
Предполагается, что термодеструкция материалов из ПКА возникает в результате действия двух механизмов.
Первый механизм является следствием различий коэффициентов теплового расширения металлического катализатора-растворителя, являющегося связующим, и сросшегося с ним алмаза. Различное расширение при высокой температуре может привести к образованию микротрещин в сросшемся алмазе. Это может вызывать определенное беспокойство даже при температурах выше 400°С.
Второй механизм обусловлен каталитической активностью, присущей металлическому катализатору-растворителю в углеродной системе. При нагревании выше примерно 700°С металлическое связующее начинает превращать алмаз в неалмазный углерод. Это явление носит заметный характер, даже если связующее все еще находится в твердом состоянии. При низких давлениях, т.е. в режиме устойчивости графита, это приводит к образованию неалмазного углерода, в частности углерода графита, образование которого, в конечном счете, становится причиной значительного ухудшения механических свойств, ведущего к внезапному механическому разрушению инструмента. Этот второй механизм в основном относится к алмазным композиционным материалам, содержащим материал катализатора-растворителя, даже в тех случаях, когда отсутствует существенное срастание алмаза с таким материалом.
Один из самых старых способов решения этой проблемы термодеструкции был раскрыт в US 4224380, а также в US 6544308 и заключался в удалении катализатора-растворителя посредством выщелачивания кислотами или электрохимическими способами, что приводило к получению пористого материала из ПКА, который демонстрировал повышение термической стойкости. Однако такая возникающая в результате пористость становилась причиной ухудшения механических свойств материала из ПКА. Кроме того, таким способом, как выщелачивание, невозможно в полном объеме удалить отдельные участки (слои) катализатора-растворителя, полностью включенные в межкристаллическую алмазную связь. Поэтому считается, что способ выщелачивания ведет к ухудшению свойств.
Другой способ решения проблемы термодеструкции связан с использованием систем связующего вещества, не являющегося металлическим или катализатором-растворителем. Решение этой проблемы обеспечивают, например, путем пропитки алмазной прессовки расплавленным кремнием или эвтектическим кремнием, который затем вступает в реакцию с частью алмаза для образования карбида кремния в качестве связующего на месте, как указано в патентах US 3239321, 4151686, 4124401 и 4380471, а также US 5010043, где используются низкие давления. Такой алмаз, связанный с помощью SiC, демонстрирует заметное повышение термостойкости с возможностью выдерживать в течение нескольких часов температуру 1200°С, по сравнению с материалами из ПКА, созданными с использованием катализаторов-растворителей, которые неспособны выдерживать температуры выше 700°С в течение какого-либо поддающегося оценке периода времени. Однако в прессовках из алмаза, связанного с помощью SiC, отсутствует связь алмаза с алмазом. Следовательно, несмотря на то, что этот способ может иметь некоторое преимущество, предел прочности этих материалов ограничен прочностью матрицы из SiC, что приводит к снижению прочности и износостойкости материалов.
Другие способы решения проблемы термодеструкции раскрыты в патентах US 3929432; 4142869 и 5011514. В этом случае поверхность алмазного порошка сначала взаимодействует с карбидообразующим элементом, например вольфрамом или металлом группы IVA, а затем поры (просветы) между имеющими покрытие мелкими абразивными частицами алмаза заполняются эвтектическими композициями металла, такими как силициды или медные сплавы. И в этом случае несмотря на то, что термостойкость алмаза повышается, связь алмаза с алмазом отсутствует и предел прочности такого материала снова ограничен прочностью матрицы из металлического сплава.
Еще один используемый способ заключается в попытке изменить свойства стандартных металлических катализаторов-растворителей на месте. В US 4288248 описана реакция таких катализаторов-растворителей, как Fe, Ni и Со с Сr, Mn, Тa и Аl для образования интерметаллических соединений (интерметаллидов). Аналогично, в патенте US 4610699 описано взаимодействие стандартных металлических катализаторов с металлами IV, V, VI групп в зоне устойчивости алмаза, что приводит к образованию точно не установленных интерметаллидов. Однако образование таких интерметаллических соединений в катализаторе препятствует срастанию алмаза и, следовательно, отрицательно сказывается на прочности материала.
Более поздние идеи использования интерметаллических соединений для обеспечения термостойкости и, тем не менее, получения материалов с высокой прочностью благодаря срастанию алмаза рассмотрены в US 2005/0230156. В настоящем изобретении рассмотрена необходимость покрытия мелких абразивных частиц алмаза кобальтовым катализатором для обеспечения срастания поликристаллического алмаза до того, как станет возможным его взаимодействие с добавленными соединениями, образующими интерметаллиды. Предполагается, что после требуемого срастания алмаза кобальтовый катализатор образует интерметаллид, который делает его неспособным к реакции со сросшимся алмазом.
В иллюстративном варианте осуществления изобретения, предлагаемого в настоящем описании, с имеющим кобальтовое покрытие алмазом смешивают кремний с целью образования в связующем силицида кобальта для защиты после требуемого срастания алмаза. Однако из практики хорошо известно, что соединения кремния плавятся при более низких температурах, чем кобальтовое покрытие, в результате чего до появления возможности срастания алмаза в присутствии расплавленного кобальта сначала происходит реакция между кобальтом и кремнием. Кроме того, результаты опытов показали, что эти силициды кобальта не могут способствовать срастанию алмаза даже в условиях, когда они находятся в расплавленном состоянии. Далее, известно также, что добавляемые соединения, образующие интерметаллиды, идентифицированные в настоящем изобретении, образуют эвтектики (эвтектические смеси) с температурами плавления ниже температуры плавления кобальтового покрытия. Поэтому конечный результат заключается в том, что интерметаллические соединения в значительных количествах образуются до того, как появится возможность срастания алмаза, что приводит к получению непрочных материалов из ПКА из-за уменьшения или отсутствия срастания алмаза.
В патентах US 4439237 и 6192875 раскрыты композиты из металла и алмаза, созданные с применением метода порошковой металлургии, которые включают подложку из Ni и (или) Со с распределенным в ней интерметаллическим соединением на основе Sn, Sb или Zn. Однако они также не являются спеченными в режиме высокого давления и высокой температуры (ВДВТ), поэтому невозможно рассчитывать на срастание алмаза.
В US 4518659 раскрыт способ изготовления композитов на основе алмаза в режиме ВДВТ, в котором, для того чтобы обеспечить оптимальные каталитические свойства металла, являющегося катализатором-растворителем, для предварительной пропитки алмазного порошка используются некоторые расплавленные металлы, не являющиеся катализаторами (например, Сu, Sn, Al, Zn, Mg и Sb). В этом случае несмотря на предположение о том, что в массе ПКА сохраняются небольшие уровни содержания остаточного металла, не являющегося катализатором, предполагается, что их недостаточно для образования большого количества интерметаллидов.
Таким образом, задача настоящего изобретения заключается в определении такой системы металлического связующего, которая обеспечит получение термостойких алмазных композиционных материалов, которая допускает растворение и повторное осаждение алмаза в условиях синтеза алмаза, в частности, для образования сросшегося ПКА, но не способствует термической деструкции при использовании полученного композиционного материала при высоких температурах (выше 700°С) в режиме давления окружающей среды.
Краткое изложение существа изобретения
В соответствии с изобретением сверхтвердый композиционный материал, в частности композиционный материал из поликристаллического алмаза, включает фазу алмаза и фазу связующего, причем фаза связующего содержит трехкомпонентный карбид с общей формулой:
MxM'yCz,
в которой:
М - по меньшей мере один металл, выбранный из группы, включающей переходные металлы и редкоземельные металлы;
М' - металл, выбранный из группы, включающей металлы основной группы или металлоиды и переходные металлы Zn и Сd;
Х обычно составляет 2,5-5,0, предпочтительно - 2,5-3,5 и наиболее предпочтительно - примерно 3;
Y обычно составляет 0,5-3,0, предпочтительно - около 1; и
Z обычно составляет 0,1-1, предпочтительно - 0,5-1.
М - металл, предпочтительно выбранный из группы, включающей Со, Fe, Ni, Mn, Cr, Pd, Pt, V, Nb, Та, Ti, Zr, Ce, Y, La и Sc.
М' - металл, предпочтительно выбранный из группы, включающей Al, Ga, In, Ge, Sn, Pb, Tl, Mg, Zn и Cd, и, в частности, представляет собой Sn, In или Pb.
Трехкомпонентный карбид предпочтительно составляет по меньшей мере 30 об.% фазы связующего, более предпочтительно - по меньшей мере 40 об.% фазы связующего, еще более предпочтительно - всю фазу связующего за исключением нескольких других интерметаллических соединений, так что в фазе связующего не присутствует свободный или несвязанный М, и наиболее предпочтительно трехкомпонентный карбид составляет всю фазу связующего.
Фаза связующего предпочтительно составляет примерно менее 30 об.%, более предпочтительно - примерно менее 20 об.%, еще более предпочтительно - примерно менее 15 об.% и наиболее предпочтительно - примерно менее 10 об.% сверхтвердого композиционного материала.
Изобретение используется для алмазной абразивной прессовки, включающей алмазный композиционный материал, предлагаемый в изобретении, и для (режущего) инструмента, включающего алмазную абразивную прессовку, предназначенного для применения при резании, фрезеровании, шлифовании, сверлении (бурении) и других абразивных работах.
Алмазный композиционный материал может также использоваться в качестве опорной (несущей) поверхности.
Краткое описание чертежей
Далее следует более подробное описание изобретения, только на примерах, со ссылкой на прилагаемые чертежи, где:
фиг.1 - схема двухкомпонентной фазы для простой системы Co-Sn, иллюстрирующая образование различных предполагаемых Co-Sn-интерметаллидов;
фиг.2 - схема трехкомпонентной фазы для системы Co-Sn-C, иллюстрирующая образование различных интерметаллидов и трехкомпонентного карбида, включенного в алмазный композиционный материал, предлагаемый в предпочтительном варианте осуществления изобретения;
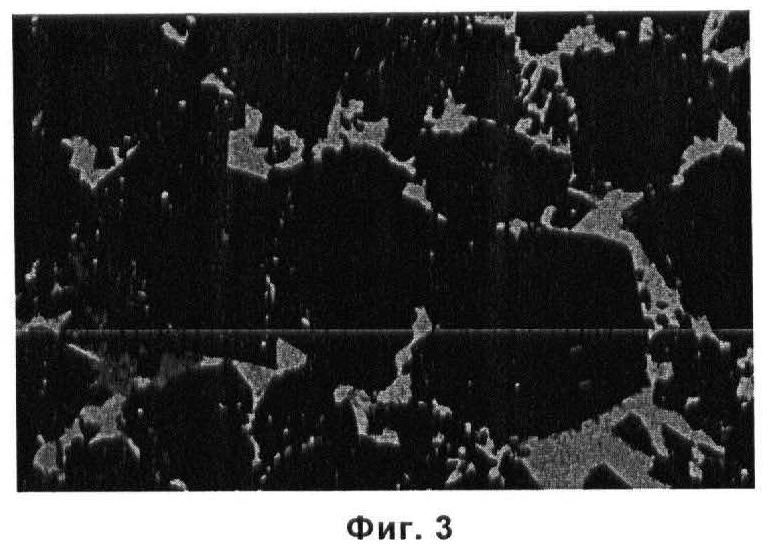
фиг.3 - микрофотография алмазного композиционного материала, предлагаемого в предпочтительном варианте осуществления изобретения, полученная на сканирующем электронном микроскопе с высоким коэффициентом увеличения;
фиг.4 - микрофотография алмазного композиционного материала, предлагаемого в другом предпочтительном варианте осуществления изобретения, полученная на сканирующем электронном микроскопе; и
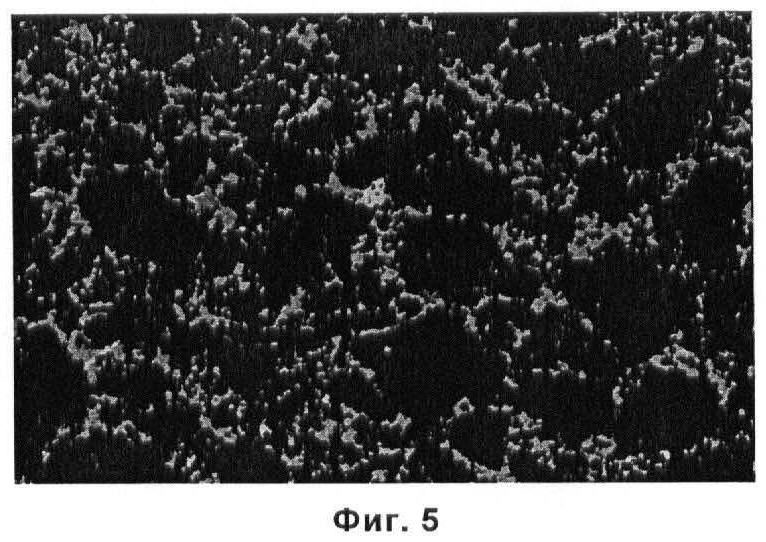
фиг.5 - микрофотография алмазного композиционного материала, предлагаемого в еще одном предпочтительном варианте осуществления изобретения, полученная на сканирующем электронном микроскопе.
Подробное описание предпочтительных вариантов осуществления изобретения
Настоящее изобретение касается сверхтвердого композиционного материала, включающего алмаз, имеющий более высокую термостойкость по сравнению с обычными алмазными композиционными материалами, спеченными с использованием катализатора-растворителя. Система связующего, в частности, содержит по меньшей мере одно соединение трехкомпонентного карбида на основе интерметаллида.
Общеизвестно, что карбиды переходных металлов обладают интересными и полезными свойствами и обычно используются при нанесении огнеупорных покрытий. При включении непереходных металлов или металлоидов (М') для получения новой группы трехкомпонентных карбидов (MM'C) возникает родственная группа соединений, которые также можно характеризовать как интерметаллические карбиды. Такие трехкомпонентные карбиды обычно являются субстехиометрическими в отношении углерода и обычно представляют собой хрупкие, псевдокерамические фазы. Хотя в настоящее время они исследуются в различных областях применения науки о материалах с улучшенными свойствами, ранее они не были раскрыты как фазы, пригодные в области синтеза или спекания алмаза в режиме ВДВТ.
Основной класс трехкомпонентных карбидов, предлагаемых в изобретении, имеет общую формулу:
MxM'yCz,
в которой:
М - элемент с высокой растворимостью углерода, который обычно представляет собой переходный металл или редкоземельный металл и предпочтительно является катализатором-растворителем для синтеза алмаза;
М' - металл, который обычно представляет собой непереходный металл или металл основной группы, или металлоид;
x обычно составляет 2,5-5,0, предпочтительно - 2,5-3,5 и наиболее предпочтительно - примерно 3;
y обычно составляет 0,5-3,0, предпочтительно - около 1; и
z обычно составляет 0,1-1, предпочтительно - 0,5-1.
М, в широком понимании, представляет собой элемент или смесь элементов, демонстрирующих высокую растворимость углерода, и обычно является переходным металлом. Установлено, что такие переходные металлы, как Со, Fe, Ni, Mn и Сr, а также их сплавы, о которых уже известно, что они проявляют активность как катализаторы-растворители алмаза, являются особенно эффективными компонентами. Однако другие переходные металлы, такие как Pd и Pt, или металлы групп IVA и VA, такие как, например, Ti, Zr, V, Nb и Та, а также редкоземельные металлы, такие как, например, Се, Y, La и Sc, также являются подходящими компонентами.
М' обычно является металлом основной группы или металлоидом, таким как, например, Al, Ga, In, Ge, Sn, Pb, Tl и Mg. Однако эта группа может включать также переходные металлы Zn и Cd. Рекомендуемые образцы М' включают Sn, In и Pb.
Установлено, что трехкомпонентные карбиды, имеющие состав M3M'C, включают большинство представляющих интерес соединений, которые обладают активностью при спекании алмаза. Вместе с тем, существует ряд подходящих соединений, включающих такие элементы, как V, Nb и Та, которые имеют несколько отличающиеся стехиометрические значения. Поэтому область предпочтительных стехиометрических значений для x находится в пределах 2,5-5,0, а для y - 0,5-3,0. Более предпочтительно x находится в пределах 2,5-3,5, а у предпочтительно примерно равен 1. Содержание углерода в трехкомпонентном карбиде обычно является субстехиометрическим, так что z предпочтительно находится в пределах 0,5-1.
Сверхтвердые алмазные композиционные материалы, предлагаемые в изобретении, обычно отличаются существенным уровнем содержания трехкомпонентного карбида в связующем. Поэтому трехкомпонентный карбид предпочтительно составляет по меньшей мере 30 об.%, более предпочтительно по меньшей мере 40 об.% фазы связующего. Более предпочтительно связующее содержит только трехкомпонентный карбид и интерметаллиды, так что свободный или несвязанный М не присутствует. Наиболее предпочтительно связующее вещество полностью состоит из трехкомпонентного карбида.
Содержание связующего в сверхтвердых алмазных композиционных материалах обычно составляет менее 30 об.%, предпочтительно менее 20 об.%, более предпочтительно менее 15 об.% и наиболее предпочтительно менее 10 об.%.
Согласно вышеизложенному при модификации общепринятых систем катализатора-растворителя на основе переходных металлов с целью получения термостойкого ПКА обычно акцентируют внимание на каком-либо способе уменьшения каталитической активности связующего в конечном продукте. Эти способы могут, например, включать образование устойчивых соединений, таких как интерметаллиды, которые эффективно химически связывают катализатор-растворитель и приводят его в неактивное состояние. К сожалению, с практической точки зрения, такие модификации обычно уменьшают также каталитическую эффективность связующего при спекании в режиме ВДВТ, делая начальное спекание алмаза субоптимальным (условно оптимальным). Достижение баланса в уменьшении химической активности связующего на основе катализатора-растворителя в отношении алмаза в конечном продукте и в обеспечении по-прежнему его эффективной работы как катализатора спекания алмаза в режиме ВДВТ безусловно не является тривиальной задачей.
Установлено, что в противоположность результатам наблюдений на практике многих стандартных известных связующих, модифицированных интерметаллидами, системы связующих с существенными уровнями содержания определенных трехкомпонентных карбидов способны обеспечить оптимально спеченную структуру алмаза в режиме ВДВТ, в частности, при производстве материалов из ПКА. Такие карбиды, присутствуя в конечном продукте, способны также сделать его более термостойким благодаря химическому связыванию свободного М или связующему на основе катализатора-растворителя.
Предполагается, что многие системы на основе интерметаллических связующих неэффективны при осуществлении спекания алмаза, так как механизм, благодаря которому они работают, требует расплавления и диссоциации интерметаллида, таким образом, выделения расплавленного металла катализатора-растворителя на месте в качестве спекающей добавки. Если они имеют более высокие температуры плавления, то в обычном режиме ВДВТ этот процесс может быть замедлен или вообще невозможен.
Например, установлено, что из двух видов интерметаллидов, встречающихся в системе Co-Sn, - CoSn (температура плавления при атмосферном давлении 936°С) и Co3Sn2 (температура плавления при атмосферном давлении 1170°С) - только CoSn способствует спеканию ПКА в обычном режиме ВДВТ, при котором температура, как правило, составляет примерно 1300-1450°С, а давление - 50-60 кбар. При условии, что давление обычно существенно влияет на повышение температуры плавления, вероятно, что, пока CoSn в режиме ВДВТ находится в расплавленном состоянии, Co3Sn2 не расплавлен или по меньшей мере недостаточно расплавлен. (Единственное теоретическое объяснение поведения при плавлении состоит в том, что для разрушения структуры какого-либо соединения в степени, достаточной для обеспечения способности расплава к растворению и диффузии, следует значительно и резко повысить температуру выше температуры плавления этого соединения.) Следовательно, можно предположить, что в данном случае структура Co3Sn2 сохраняется в достаточной степени, чтобы препятствовать диффузии и ассоциации (связи молекул) углерода, необходимых для осуществления спекания.
При условии, что температуры плавления многих трехкомпонентных карбидов, как правило, оказываются такими же, как у многих обычных интерметаллидов, которые не обеспечивают спекание ПКА в обычном режиме ВДВТ, удивительно, что трехкомпонентные карбиды, по-видимому, действуют также как спекающие добавки. Например, считается, что Co3SnC0,7 плавится при температуре приблизительно 1100-1150°С. Следовательно, в период спекания в заданном режиме ВДВТ в любом случае существует одинаковая вероятность расплавления системы связующего и, следовательно, выделения металла, являющегося катализатором-растворителем для спекания. В настоящем изобретении предполагается, что наблюдаемое повышение эффективности трехкомпонентных карбидов для спекания может быть следствием уже установленного присутствия углерода в кристаллической структуре трехкомпонентных карбидов. Это может способствовать повышению подвижности углерода, даже в твердой или полутвердой структуре трехкомпонентного карбида, почти в расплаве. Таким образом, даже при температурах, очень близких к температурам плавления этих соединений, они могут быть способны переносить углерод намного более эффективно, чем это ожидалось бы в других условиях.
Структуры спеченного ПКА, включающие трехкомпонентные карбиды этого вида, демонстрируют заметное повышение термостойкости. Такое поведение, вероятно, объясняется следующими механизмами.
Коэффициент теплового расширения трехкомпонентного карбида и, следовательно, модифицированного связующего более близок по величине к коэффициенту теплового расширения сетчатой структуры сросшегося ПКА, чем коэффициент теплового расширения основного катализатора-растворителя. Таким образом, различия в расширении вследствие высокой температуры и напряжения, возникающие в результате этого процесса, уменьшаются.
Реакционная способность трехкомпонентного карбида в твердом состоянии при контакте с ПКА, по-видимому, снижена или отсутствует. Следовательно, даже если температуры повышаются выше тех, при которых обычный ПКА с металлическим связующим подвергается риску, ПКА, включающий такие трехкомпонентные карбиды, оказывается более термостойким. Предполагается, что это распространяется на алмазные композиционные материалы, в которых срастание алмаза незначительно или отсутствует.
Дополнительное преимущество использования системы связующего, модифицированной за счет образования таких трехкомпонентных карбидов, объясняется поведением самих трехкомпонентных карбидов при осаждении или образовании. По-видимому, фазы этих карбидов предпочтительно образуются или распределяются на межфазных границах, образовавшихся между материалом фазы связующего и фазы алмаза. Следовательно, даже в тех составах, где трехкомпонентный карбид не составляет всю (или даже большую часть) фазы связующего, т.е. где обычно имеется значительное количество свободного катализатора-растворителя, фазы трехкомпонентного карбида все еще могут действовать как частичный защитный барьер между остающейся каталитически активной фазой связующего и фазой алмаза. Такое поведение вносит существенную надежность в определение пределов состава связующего, в которых трехкомпонентный карбид все еще может эффективно действовать в направлении повышения термостойкости.
Однако несмотря на то, что низкое содержание трехкомпонентных карбидов в связующем веществе все еще может способствовать повышению термостойкости, как правило, рекомендуется увеличивать содержание трехкомпонентных карбидов до предела. Следовательно, основная проблема изобретения заключается в том, чтобы обеспечить предпочтительное образование трехкомпонентного карбида в составе фазы связующего в конечном изделии из алмаза. Такое предпочтительное образование, как правило, осуществляется за счет обычных видов интерметаллидов (т.е. тех, которые не содержат углерод в своей кристаллической структуре), которые также появляются в химической системе.
В настоящее время наиболее эффективный способ обеспечения максимального образования фаз таких карбидов заключается в выборе правильного состава, что касается М и М', особенно соотношения М:М'. В представляющих интерес химических системах обычно имеется возможность максимизировать количество трехкомпонентного карбида, образующегося в результате отклонения соотношения М:М' от того соотношения, которое требуется для образования обычных видов интерметаллидов, в направлении соотношения, которое необходимо для образования трехкомпонентного карбида. Для иллюстрации этого правила можно использовать систему Co-Sn-C.
На прилагаемой фиг.1 представлена схема бинарной (двухкомпонентной) фазы для простой системы Co-Sn, на которой показаны различные интерметаллиды Co-Sn, ожидаемые по всей области значений 100% Со-100% Sn. Обычно отмечают три основных вида интерметаллидов, а именно:
CoSn2 с атомным отношением Co:Sn, равным 1:2;
CoSn с атомным отношением Co:Sn, равным 1:1;
Со3Sn2 с атомным отношением Co:Sn, равным 3:2.
В соответствии с обычными правилами металлургии максимизацию образования любого из этих отдельных интерметаллидов легко можно обеспечить посредством выбора соответствующих пределов отношения Co:Sn (и подходящих температурных условий в соответствии с показанными границами фаз).
Как видно далее из прилагаемой фиг.2, на схеме более сложной трехкомпонентной фазы для системы Co-Sn-C показано образование двух интерметаллидов на одинаковой основе и, кроме того, присутствие трехкомпонентного карбида, а именно:
CoSn с атомным отношением Co:Sn, равным 1:1;
Со3Sn2 с атомным отношением Co:Sn, равным 3:2;
Co3SnC0,7 с атомным отношением Co:Sn, равным 3:1.
Что касается смеси бинарной фазы, то путем выбора соответствующих пределов отношения Co:Sn можно преимущественно изменить состав в отношении одного конкретного соединения.
Для систем Co-Sn, подходящих для спекания алмаза, т.е. с наличием избыточного углерода, требуется максимальное количество трехкомпонентного карбида (Co3SnC0,7). Следовательно, отношение Co:Sn должно максимально приближаться к 3:1; другими словами, оптимальный состав системы Co-Sn-C: примерно почти 75 атомных % Со и 25 атомных % Sn. Установлено, что в тех случаях, когда состав имеет тенденцию к изменению этого соотношения:
в сторону увеличения содержания Sn (т.е. более 25 атомных % Sn), это приводит к образованию Co3Sn2 в больших количествах. (Установлено, что, в частности, в системе Co-Sn для спекания ПКА образование интерметаллида этого вида с точки зрения получения конечного продукта из оптимально спеченного ПКА менее желательно.);
в сторону увеличения содержания Со (т.е. более 75 атомных % Со), конечный продукт из алмаза становится менее термостойким, так как увеличивается количество "несвязанного" кобальта (т.е. кобальта, который не связан в термостойких соединениях). На практике установлено, что этот последний порог для Co-Sn характеризуется значительной степенью гибкости, так что несвязанный кобальт в значительной степени может быть связан до того, как в конечном продукте будут отмечены явления существенной термической деструкции. Для системы Co-Sn, по существу, является предпочтительным, чтобы в тех случаях, когда на практике можно обеспечить состав только в одном диапазоне, система должна иметь предпочтительный состав (Co:Sn-75:25 атомных %), но в пределах состава может иметь более высокую долю кобальта.
Примерные пределы состава, рассмотренные выше, определены конкретно для системы Co-Sn с точки зрения чувствительности, с одной стороны, к образованию нежелательных интерметаллидов (высокое содержание М') и, с другой стороны, к образованию несвязанного М (высокое содержание М). Однако результаты этого анализа легко можно распространить на основные составные части (элементы) для других подходящих химических систем.
Алмазные композиционные материалы, предлагаемые в изобретении, созданы путем спекания алмазного порошка в режиме ВДВТ при наличии соответствующего состава. Они могут быть созданы путем отдельного спекания, т.е. в отсутствие какого-либо еще компонента, кроме алмазного порошка и системы связующего вещества, или они могут быть созданы на подложке из подходящего цементированного карбида. В последнем случае в режиме ВДВТ они обычно пропитываются с помощью дополнительного источника катализатора-растворителя из подложки из цементированного карбида.
Используемый алмазный порошок может быть природным или синтетическим и, как правило, имеет мультимодальное распределение частиц по размерам. Кроме того, установлено, что целесообразно обеспечить снижение содержания кислорода в химическом составе поверхности алмазного порошка, для того чтобы гарантировать, что до образования алмазного композиционного материала трехкомпонентные карбидные структурные составляющие (фазы) не будут чрезмерно окисляться, снижая свою эффективность. Следовательно, в процессе предварительного спекания как с металлическим, так и с алмазным порошком следует обращаться с соответствующей осторожностью, чтобы гарантировать минимальное загрязнение кислородом.
Состав фазы трехкомпонентного карбида может быть сформирован несколькими основными способами, например:
предварительная реакция М, М' и С обычно в вакууме при температуре для образования трехкомпонентного карбида, который затем в режиме ВДВТ либо смешивают с исходным алмазным порошком, либо пропитывают им алмазный порошок;
реакция на месте в режиме спекания при ВДВТ, предпочтительно с использованием тесной гомогенной смеси необходимых компонентов, обычно являющихся элементарными. Она может быть обеспечена в смеси алмазного порошка или из прилегающей к ней прослойки или слоя для пропитки и может включать углеродный компонент, или же источником этого углеродного компонента может быть алмазный порошок;
ступенчатая реакция на месте в режиме спекания при ВДВТ с использованием смеси М' и алмазного порошка и последующая пропитка, а также реакция на месте с М из внешнего источника инфильтрации (который может быть обеспечен карбидной подложкой).
Соответствующие способы подготовки к введению трехкомпонентных карбидов или их предшественников (исходных веществ) в смесь алмазного порошка включают добавление в смесь порошка, термическое напыление, реакции осаждения, способы осаждения из паровой фазы и т.д. Источник инфильтрации также может быть подготовлен с применением таких способов, как пленочное литье, предварительное сплавление и т.д.
На свойства получаемого алмазного композиционного материала можно повлиять также путем соответствующего выбора М, например:
установлено, что максимизация разности электроотрицательности компонентов М и М' и компонентов М и С может привести к повышению термостойкости. Предполагается, что максимизация разности элекроотрицательности атомов компонентов увеличивает прочность связи в трехкомпонентном карбиде и, следовательно, снижает подвижность углерода в кристаллической решетке, особенно в твердом состоянии. По мере снижения подвижности углерода повышается термостойкость;
установлено, что определенные М-элементы можно использовать для улучшения физических, механических и химических свойств ПКА. Например, такие М-элементы как Pd и Pt придают трехкомпонентному карбиду, а следовательно, и конечному материалу из ПКА стойкость к окислению.
Кроме того, в тех случаях, когда нужно изменить свойства получаемого алмазного композиционного материала, можно использовать смешанные трехкомпонентные карбиды (с несколькими М-компонентами). Например, добавление в систему связующего на основе трехкомпонентного карбида Со3InС одного элемента, например Се (с образованием, таким образом, смешанного трехкомпонентного карбида (СоСе)3InС), приводит к получению ПКА с более высокой термостойкостью по сравнению с первоначальным ПКА, полученным на основе Со3InС.
Для определения качества алмазных композиционных материалов, предлагаемых в изобретении, помимо сканирующей электронной микроскопии (СЭМ) и рентгеноструктурного анализа (РСА) проводились испытания на термостойкость (ТС) и эксплуатационные испытания (фрезерование) на поведение в условиях термического износа.
Испытание на термостойкость обычно проводится для исследования фактической термостойкости отдельного (т.е. без подложки) небольшого образца ПКА. Испытываемый образец соответствующего размера подвергают термическому напряжению путем нагревания в вакууме до 850°С со скоростью примерно 100°С в час, выдерживают при температуре 850°С в течение 2 часов, а затем медленно охлаждают до температуры помещения. После охлаждения проводят спектроскопию комбинационного рассеяния, чтобы обнаружить наличие углерода графита или не алмазосодержащего (sp3) углерода, получаемого в результате термической деструкции алмаза. Такая термообработка, после которой выпускаемые в промышленном масштабе ПКА на основе Со показывают значительный максимум графита, считается очень жесткой. Снижение степени превращения алмаза в графит свидетельствует о повышении термостойкости материала.
Результаты этого испытания представлены в виде сравнительного отношения высоты пика содержания углерода графита (sp2) к высоте пика содержания алмазоносного углерода (sp3), в котором большее значение (т.е. близкое к 1) показывает значительную графитизацию, а меньшее значение (<0,5) показывает, что продукт является более термостойким.
Эксплуатационное испытание на поведение в условиях термического износа может показать степень сохранения качества материала на основе ПКА в условиях эксплуатации, требующих термостойкости.
Это испытание проводят на фрезерном станке, имеющем вертикальный шпиндель с фрезерной головкой с летучей фрезой в его нижней (во время работы) части. Фрезерование горной породы, в частности гранита, осуществляется способом циклического фрезерования без СОЖ (смазочно-охлаждающей жидкости) с высокой частотой вращения. Фрезерование начинается с точки удара, в которой осуществляется резка гранита на четверть оборота, затем гранит шлифуется резцом еще на четверть оборота, а после этого резец охлаждается в течение половины оборота, в этой точке резец достигает точки удара. При испытании режущего инструмента без подложки проводится поверхностное фрезерование горной породы - обычно глубина разреза составляет примерно 1 мм. При испытании резца с подложкой глубина разреза увеличивается, обычно примерно до 2,5 мм.
Затем измеряют длину разреза горной породы до выхода резца из строя, при этом высокое значение указывает дополнительное пройденное резцом расстояние и хорошие рабочие характеристики резца, а низкое значение - плохие рабочие характеристики резца. Так как это испытание проводится без СОЖ, то полагают, что отказ резца вызван термическим, а не абразивным износом. Таким образом, данное испытание представляет собой способ определения степени износа материала резца при работе в условиях термического напряжения.
Далее, изобретение описано более подробно, только в качестве примера, со ссылкой на наглядные примеры, представленные ниже.
Примеры
Пример 1: система Co-Sn-C
1А. ПКА, спеченный с помощью связующего на основе Со3SnС0,7.
Приготовили смесь металлических порошков Со и Sn в надлежащем (3:1) атомном отношении. Затем слой алмазного порошка с мультимодальным распределением частиц, со средним размером кристаллов алмаза приблизительно 20 микрон поместили в металлический контейнер из ниобия и на этот слой порошка положили слой смеси металлических порошков, достаточный для получения связующего вещества, составляющего 10 об.% алмаза. После этого из контейнера удалили воздух, герметизировали его и для спекания ПКА обрабатывали в режиме ВДВТ под давлением приблизительно 55 кбар и при температуре 1400°С.
Затем прессовку из спеченного ПКА извлекли из контейнера и исследовали с помощью:
СЭМ для подтверждения срастания;
РСА для определения фаз, присутствующих в связующем; и
вышеописанного испытания на термостойкость.
При исследовании с помощью СЭМ полученный материал из ПКА явно доказывал срастание кристаллов алмаза, что очевидно из микрофотографии с большим коэффициентом увеличения, представленной на прилагаемом фиг.3. РСА подтверждал наличие Со3SnС0,7 в качестве доминирующей фазы, присутствующей в связующем.
1В. ПКА с подложкой из карбида, спеченный с помощью связующего на основе (Со3SnС0,7+Со).
Образец приготовили тем же способом, который описан выше в примере 1А, за исключением того, что отношение Co:Sn в использованной смеси порошков составляло 1:1, а алмазный и металлический порошки перед тем, как поместить их на подложку из цементированного карбида в контейнере из ниобия, смешивали с помощью планетарной шаровой мельницы (причем смесь металлических порошков составляла 7,5 мас.% смеси). Во время спекания в смесь CoSn и алмазного порошков проникло дополнительное количество Со из карбидной подложки, так что была обеспечена стехиометрия, необходимая для образования Со3SnС0,7, и отмечено присутствие дополнительного несвязанного (т.е. не связанного в карбиде) кобальта.
Затем образец исследовали с помощью:
сканирующей электронной микроскопии для подтверждения срастания;
РСА для определения фаз, присутствующих в связующем; и эксплуатационного испытания на поведение в условиях термического износа согласно вышеописанному способу.
При исследовании с помощью СЭМ полученный материал из ПКА явно доказывал срастание кристаллов алмаза, что очевидно из микрофотографии, представленной на прилагаемой фиг.4. РСА подтвердил наличие Со3SnС0,7, а также несвязанного или металлического Со в качестве фаз, присутствующих в связующем.
1C. ПКА с подложкой из карбида, спеченный с помощью связующего на основе Со3SnС0,7.
Образец приготовили тем же способом, который описан выше в примере 1А, за исключением того, что отношение Co:Sn в смеси порошков составляло 1:1. Затем на подложку из цементированного карбида в контейнере из ниобия поместили слой этой смеси металлических порошков (достаточный для того, чтобы составить 20 мас.% массы алмазного порошка) с положенным на него сверху слоем алмазного порошка. Во время спекания дополнительное количество Со из карбидной подложки проникло через слой CoSn, а затем через алмазный порошок, так что была обеспечена стехиометрия, необходимая для образования Со3SnС0,7. В связующем веществе микроструктуры готового ПКА не было отмечено присутствие несвязанного (т.е. не связанного в карбиде) кобальта.
Затем образец исследовали с помощью:
сканирующей электронной микроскопии для подтверждения срастания;
РСА для определения фаз, присутствующих в связующем; и
эксплуатационного испытания на поведение в условиях термического износа согласно вышеописанному способу.
При исследовании с помощью СЭМ полученный материал из ПКА явно доказывал срастание кристаллов алмаза, что очевидно из микрофотографии, представленной на прилагаемом фиг.5. РСА подтвердил наличие Со3SnС0,7, в качестве доминирующей фазы, присутствующей в связующем.
Пример 2: трехкомпонентные карбиды на основе Fe (Fe3SnC+Fe3InC)
Приготовили два образца ПКА, спеченного в присутствии связующего, в котором преобладают соответственно Fе3SnС (обозначенный 2А) и Fе3InС (обозначенный 2В).
Приготовили смесь металлического порошка Fe и Sn или In в надлежащем (3:1) атомном отношении. Затем слой алмазного порошка с мультимодальным распределением частиц, со средним размером кристаллов алмаза приблизительно 20 микрон поместили в металлический контейнер из ниобия и на этот слой порошка положили слой смеси металлических порошков в количестве, достаточном для получения связующего вещества, составляющего 10 об.% алмаза. После этого из контейнера удалили воздух, герметизировали его и для спекания ПКА обрабатывали в режиме ВДВТ под давлением приблизительно 55 кбар и при температуре 1400°С.
Затем прессовку из спеченного ПКА извлекли из контейнера и исследовали с помощью:
СЭМ для подтверждения срастания;
РСА для определения фаз, присутствующих в связующем;
вышеописанного испытания на термостойкость и
эксплуатационного испытания на поведение в условиях термического износа согласно вышеописанному способу.
В каждом случае при исследовании с помощью СЭМ полученный материал из ПКА явно подтверждал срастание кристаллов алмаза.
Пример 3: (CoCe)InC
3А. ПКА, спеченный с использованием связующего на основе Со3InС
Приготовили образец ПКА, спеченного в присутствии связующего, в котором преобладает Со3InС.
Приготовили смесь металлических порошков Со и In в надлежащем (3:1) атомном отношении. Затем слой алмазного порошка с мультимодальным распределением частиц, со средним размером кристаллов алмаза приблизительно 20 микрон поместили в металлический контейнер из ниобия и на этот слой порошка положили слой смеси металлических порошков в количестве, достаточном для получения связующего вещества, составляющего 10 об.% алмаза. После этого из контейнера удалили воздух, герметизировали его и для спекания ПКА обрабатывали в режиме ВДВТ под давлением приблизительно 55 кбар и при температуре 1400°С.
Затем прессовку из спеченного ПКА извлекли из контейнера и исследовали с помощью:
СЭМ для подтверждения срастания;
РСА для определения фаз, присутствующих в связующем; и
вышеописанного испытания на термостойкость.
При исследовании с помощью СЭМ полученный материал из ПКА явно доказывал срастание кристаллов алмаза. Однако при проведении испытания на термостойкость полученный материал имел плохие рабочие характеристики. Такая потеря термостойкости объясняется недостаточной разностью электроотрицательности In и С.
3В. ПКА, спеченный с использованием связующего на основе Со3InС, модифицированного путем добавления Се
Приготовили образец ПКА, спеченного в присутствии связующего, в котором преобладает Со3InС, с добавлением Се. Этот образец приготовили в соответствии со способом, описанным выше в примере 3А, за исключением того, что в смесь металлических порошков ввели металлический порошок Се в соотношении 1:6 к металлу In. Это привело к образованию в связующем смешанного трехкомпонентного карбида Со/Се.
Затем полученный ПКА исследовали с помощью:
СЭМ для подтверждения срастания;
РСА для определения фаз, присутствующих в связующем; и
вышеописанного испытания на термостойкость.
Результаты испытания на термостойкость четко показали значительное повышение термостойкости. Использование Се в растворе, частично заменяющего Со в качестве М-компонента, приводит к среднему увеличению разностей электроотрицательности и повышению термостойкости.
Выборка данных, приведенная ниже в таблице 1, представляет собой сводную таблицу некоторых данных из представленных выше примеров 1-3.
Отношение sp2/sp3, получ. с помощью спектроскопии комбинационного рассеяния
Длина резания (мм)
С2
1090*
По этим данным очевидно, что использование трехкомпонентных карбидов на основе интерметаллидов может значительно повысить термостойкость полученного алмазного композиционного материала.
Образцы 1А, 1В и 1C показывают эффективность использования связующего Со3SnС для ПКА как с подложкой, так и без подложки. По отсутствию тепловой характеристики для образца 1В очевидно, что несвязанный Со (т.е. Со, не связанный какой-либо структурой трехкомпонентного карбида на основе интерметаллидов) оказывает отрицательное влияние, даже если этот материал сам по себе все еще демонстрирует повышение термостойкости по сравнению с образцом С2 из ПКА с подложкой на основе Со.
Результаты наблюдений образцов 2А и 2В показывают, что, хотя образец с системой связующего на основе Fе3InС при испытании на ТС имел очень хорошие рабочие характеристики, результаты испытания с фрезерованием показали, что он является субоптимальным (условно оптимальным) при сравнении с материалом с системой связующего на основе Fе3SnС, рабочие характеристики которого при эксплуатационных испытаниях были лучше. Эти результаты наблюдений подтверждались визуальным контролем, который показывал образование в образце отдельных трещин.
Данные для образцов 3А и 3В ясно показывают положительное влияние, которое оказывает на термостойкость использование смешанного трехкомпонентного нитрида для увеличения разностей электроотрицательности компонентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЕ ПРЕССОВКИ | 2007 |
|
RU2447985C2 |
| АБРАЗИВНАЯ ПРЕССОВКА ИЗ ПОЛИКРИСТАЛЛИЧЕСКОГО АЛМАЗА | 2007 |
|
RU2466200C2 |
| АБРАЗИВНЫЕ ПРЕССОВКИ | 2007 |
|
RU2453623C2 |
| ВСТАВКА ДЛЯ РАЗРУШАЮЩЕГО ИНСТРУМЕНТА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗУЮЩИЙ ЕЕ ИНСТРУМЕНТ | 2009 |
|
RU2532932C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДИФИЦИРОВАННОЙ АБРАЗИВНОЙ ПРЕССОВКИ | 2006 |
|
RU2418673C2 |
| СПОСОБЫ УЛУЧШЕНИЯ СПЕКАНИЯ ПКА (ПОЛИКРИСТАЛЛИЧЕСКОГО АЛМАЗА) ПРИ ИСПОЛЬЗОВАНИИ ГРАФЕНА | 2012 |
|
RU2636508C2 |
| МЕЛКОЗЕРНИСТЫЙ ПОЛИКРИСТАЛЛИЧЕСКИЙ АБРАЗИВНЫЙ МАТЕРИАЛ | 2006 |
|
RU2433908C2 |
| АБРАЗИВЫ С ПОКРЫТИЕМ | 2005 |
|
RU2372371C2 |
| АБРАЗИВЫ С ПОКРЫТИЕМ | 2005 |
|
RU2368489C2 |
| КОМПОНЕНТ ОБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА | 2008 |
|
RU2475338C2 |



Изобретение относится к порошковой металлургии, в частности к сверхтвердым алмазсодержащим композиционным материалам, которые могут применяться для изготовления режущего инструмента. Сверхтвердый композиционный материал содержит алмазную фазу и фазу связующего. Связующее содержит трехкомпонентный карбид с общей формулой MxM' yCz, где М - по меньшей мере один металл, выбранный из группы, включающей переходные металлы и редкоземельные металлы; М' - металл, выбранный из группы, включающей металлы основной группы или металлоиды и переходные металлы Zn и Cd; x равен 2,5-5,0; у равен 0,5-3,0, а z равен 0,1-1. Полученный материал обладает высокой термостойкостью. 3 н. и 18 з.п. ф-лы, 5 ил., 1 табл., 3 пр.
1. Сверхтвердый композиционный материал, включающий алмазную фазу и фазу связующего, причем фаза связующего содержит трехкомпонентный карбид с общей формулой:
MxM'yCz,
где М - по меньшей мере один металл, выбранный из группы, включающей переходные металлы и редкоземельные металлы;
М' - металл, выбранный из группы, включающей металлы основной группы или металлоиды и переходные металлы Zn и Cd;
х равен 2,5-5,0;
y равен 0,5-3,0; и
z равен 0,1-1.
2. Сверхтвердый композиционный материал по п.1, в котором М выбран из группы, включающей Со, Fe, Ni, Mn, Cr, Pd, Pt, V, Nb, Та, Ti, Zr, Ce, Y, La и Sc.
3. Сверхтвердый композиционный материал по п.1, в котором М' выбран из группы, включающей Al, Ga, In, Ge, Sn, Pb, Tl, Mg, Zn и Cd.
4. Сверхтвердый композиционный материал по п.1, в котором М' представляет собой Sn, In или Pb.
5. Сверхтвердый композиционный материал по п.1, в котором х равен 2,5-3,5.
6. Сверхтвердый композиционный материал по п.1, в котором х равен 3.
7. Сверхтвердый композиционный материал по п.1, в котором у равен 1.
8. Сверхтвердый композиционный материал по п.1, в котором z равен 0,5-1.
9. Сверхтвердый композиционный материал по п.1, в котором трехкомпонентный карбид составляет по меньшей мере 30 об.% фазы связующего.
10. Сверхтвердый композиционный материал по п.1, в котором трехкомпонентный карбид составляет по меньшей мере 40 об.% фазы связующего.
11. Сверхтвердый композиционный материал по п.1, в котором фаза связующего включает только трехкомпонентный карбид и несколько других интерметаллических соединений, так что в фазе связующего свободный или несвязанный М отсутствует.
12. Сверхтвердый композиционный материал по п.1, в котором фаза связующего включает только трехкомпонентный карбид.
13. Сверхтвердый композиционный материал по п.1, в котором фаза связующего составляет примерно менее 30 об.% сверхтвердого композиционного материала.
14. Сверхтвердый композиционный материал по п.1, в котором фаза связующего составляет примерно менее 20 об.% сверхтвердого композиционного материала.
15. Сверхтвердый композиционный материал по п.1, в котором фаза связующего составляет примерно менее 15 об.% сверхтвердого композиционного материала.
16. Сверхтвердый композиционный материал по п.1, в котором фаза связующего составляет примерно менее 10 об.% сверхтвердого композиционного материала.
17. Сверхтвердый композиционный материал по п.1, представляющий собой материал, спеченный в режиме высокого давления и высокой температуры.
18. Сверхтвердый композиционный материал по п.1, в котором алмазная фаза представляет собой поликристаллический алмаз, характеризующийся существенным срастанием кристаллов алмаза.
19. Сверхтвердый композиционный материал по п.1, в котором отношение М:М' приблизительно равно 3:1.
20. Алмазная абразивная прессовка, включающая сверхтвердый композиционный материал по одному из пп.1-19.
21. Инструмент, пригодный для использования при резании, фрезеровании, шлифовании, сверлении или других абразивных работах, включающий алмазную абразивную прессовку по п.20.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| RU 2064399 C1, 27.07.1996 | |||
| МАТРИЦА ДЛЯ ТВЕРДОГО КОМПОЗИТНОГО СОЕДИНЕНИЯ | 1996 |
|
RU2141001C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

