Изобретение относится к электротехнологии и может быть использовано в индукционных плавильных комплексах для плавки черных и цветных металлов и сплавов.
Известен способ визуального контроля состояния футеровки индукционной плавильной печи (Простяков А.А. Индукционные печи и миксеры для плавки чугуна. - М.: Энергия, 1977. - С.155).
Недостатком способа визуального контроля состояния футеровки является низкая надежность работы индукционной плавильной печи, что обусловлено недостаточной обеспечиваемой способом надежностью оценки состояния футеровки, зависящей от субъективного фактора.
Известен способ контроля состояния футеровки индукционной плавильной печи, заключающийся в задании уровня характеристического параметра, измерении характеристического параметра, сравнении значения измеренного характеристического параметра с заданным уровнем, формировании сигнала отключения индукционной плавильной печи от сети питания при превышении значением измеренного характеристического параметра заданного уровня, в качестве характеристического параметра используется ток утечки через сопротивление футеровки индукционной плавильной печи (Установки индукционные плавильные серии УИП. Электротехника. Отраслевой каталог 12.51.06-97. - М.: Информэлектро, 1997).
Недостатком способа контроля состояния футеровки является низкая надежность работы индукционной плавильной печи, что обусловлено недостаточной обеспечиваемой способом надежностью оценки состояния футеровки, технической сложностью реализации контактного способа и возможностью контроля состояния футеровки только в системах, использующих источники питания с изолированной нейтралью.
Известен способ контроля состояния футеровки индукционной плавильной печи, заключающийся в задании уровня характеристического параметра, измерении характеристического параметра, сравнении значения измеренного характеристического параметра с заданным уровнем, формировании сигнала отключения индукционной плавильной печи от сети питания при превышении значением измеренного характеристического параметра заданного уровня, в качестве характеристического параметра используется ток утечки через сопротивление футеровки индукционной плавильной печи (Тиристорные преобразователи повышенной частоты для электротехнологических установок. / Е.И.Беркович, Г.В.Ивенский, Ю.С.Иоффе и др. - Л.: Энергоатомиздат, 1983. - С.188).
Данный способ контроля состояния футеровки индукционной плавильной печи является наиболее близким по технической сущности к изобретению и рассматривается в качестве прототипа.
Недостатком способа контроля состояния футеровки является низкая надежность работы индукционной плавильной печи, что обусловлено недостаточной обеспечиваемой способом надежностью оценки состояния футеровки, технической сложностью реализации контактного способа и возможностью контроля состояния футеровки только в системах, использующих источники питания с изолированной нейтралью.
Изобретение направлено на решение задачи повышения надежности работы индукционной плавильной печи, что является целью изобретения.
Указанная цель достигается тем, что в способе контроля состояния футеровки индукционной плавильной печи, заключающемся в задании уровня характеристического параметра, измерении характеристического параметра, сравнении значения измеренного характеристического параметра с заданным уровнем, формировании сигнала отключения индукционной плавильной печи от сети питания при превышении значением измеренного характеристического параметра заданного уровня, в качестве характеристического параметра используется собственная частота контура, образованного индукционной плавильной печью и компенсирующей ее реактивную мощность конденсаторной батареей.
Существенным отличием, характеризующим изобретение, является повышение надежности работы индукционной плавильной печи, что обусловлено более высокой обеспечиваемой надежностью контроля состояния футеровки, существенно меньшей технической сложностью реализации фактически бесконтактного способа, его интегральностью и универсальностью.
Повышение надежности работы индукционной плавильной печи является полученным техническим результатом, обусловленным заявляемым способом, примененным принципом контроля и используемым типом измеряемого характеристического параметра, то есть отличительными признаками изобретения. Поэтому отличительные признаки заявляемого способа контроля состояния футеровки индукционной плавильной печи являются существенными.
На чертеже приведена функциональная схема узла контроля состояния футеровки индукционной плавильной печи, поясняющая принцип реализации заявляемого способа.
Способ контроля состояния футеровки индукционной плавильной печи реализуется следующими действиями. Задают уровень характеристического параметра. Измеряют характеристический параметр. Сравнивают значение измеренного характеристического параметра с заданным уровнем. Формируют сигнал отключения индукционной плавильной печи от сети питания при превышении значением измеренного характеристического параметра заданного уровня. В качестве характеристического параметра используется собственная частота контура, образованного индукционной плавильной печью и компенсирующей ее реактивную мощность конденсаторной батареей.
Контроль состояния футеровки индукционной плавильной печи является необходимым для ее надежной и безопасной работы. При повреждениях или размывах футеровки тигля индукционной плавильной печи жидкий металл может проникнуть сквозь футеровку и коснуться индуктора. Даже незначительная порция расплавленного металла может закоротить соседние витки индуктора и вызвать электрическую дугу между ними. Прожог трубки индуктора индукционной плавильной печи и соприкосновение охлаждающей воды с жидким металлом могут привести к взрыву. Если при приближении металла к индуктору отключить установку, то выхода из строя индуктора и взрыва не произойдет. Для сигнализации состояния футеровки индукционные плавильные печи комплектуются специальным сигнализатором, принцип действия которого заключается в контроле электрического сопротивления между индуктором и расплавленным металлом по току утечки между индуктором и заземляющим электродом индукционной плавильной печи, который имеет контакт с расплавленным металлом. С уменьшением сопротивления футеровки ток утечки возрастает и при достижении опасного уровня токовое реле отключает индукционную плавильную печь от сети питания. При использовании в качестве характеристического параметра тока утечки через футеровку контроль возможен только в системах с сетями, имеющими изолированную нейтраль. В иных случаях (например, при питании от сетей с глухозаземленной нейтралью) контроль состояния футеровки не обеспечивается из-за шунтирования сигнализатора внутренним сопротивлением источника питания индукционной плавильной печи. При реализации известных способов технически сложно выполнить электрод, который имеет контакт с расплавленным металлом, обеспечить его установку, работоспособность и сохранение работоспособности во время кампании плавки. Сигнализатор в известных системах измеряет сопротивление фактически в локальной точке, что может не обеспечить надежности контроля во всем объеме тигля индукционной плавильной печи. Из-за технической сложности реализации и высокой стоимости известные сигнализаторы практически не применяются в индукционных плавильных печах малой емкости.
Функциональная схема узла контроля состояния футеровки индукционной плавильной печи, использующего в качестве характеристического параметра собственную частоту контура, образованного индукционной плавильной печью и компенсирующей ее реактивную мощность конденсаторной батареей, содержит последовательную цепь, включающую датчик мгновенного значения напряжения на нагрузочном контуре 1, нуль - орган 2, преобразователь частота-напряжение 3, компаратор 4, второй вывод которого соединен с источником задания уровня характеристического параметра 5, и узел сигнализации предаварийного состояния футеровки 6, сигнализирующий об износе футеровки и отключающий индукционную плавильную печь от питающей сети. Входной сигнал узла, пропорциональный мгновенному значению напряжения на контуре, на функциональной схеме обозначен uН, сигнал напряжения на выходе преобразователя частота-напряжения обозначен uf, сигнал задания уровня характеристического параметра обозначен uЗ, выходной сигнализирующий сигнал узла контроля состояния футеровки обозначен uO. По ходу кампании плавки толщина футеровки индукционной плавильной печи уменьшается за счет размыва футеровки, что приводит к уменьшению эквивалентной индуктивности индуктора. Нормальный диапазон изменения индуктивности за кампанию плавки может составлять 40-50%, что эквивалентно увеличению собственной частоты контура индукционной плавильной печи на 6-7%. Таким образом, контур с вновь зафутерованной печью имеет существенно более низкую собственную частоту. Для обеспечения энергетически оптимального режима в индукционных плавильных печах обеспечивается подстройка выходной частоты источника питания к собственной частоте нагрузочного контура (печи средней частоты). То есть в системе управления источника питания уже имеется сигнал о собственной частоте нагрузочного контура, который может быть использован для контроля состояния футеровки. Наиболее распространены в индукционных плавильных комплексах системы питания с самовозбуждением как при использовании источников питания индукционных плавильных печей на основе инверторов тока, так и при использовании источников питания индукционных плавильных печей на основе резонансных инверторов, например инверторов со встречно-параллельными диодами. При питании индукционных плавильных печей от сети с нерегулируемой частотой, а также при отсутствии компенсирующей конденсаторной батареи контроль может осуществляться путем оценки эквивалентной индуктивности индуктора или потребляемой индукционной плавильной печью мощности. Потребляемая индукционной плавильной печью мощность, так же как и частота нагрузочного контура, по ходу кампании плавки при прочих равных условиях увеличивается.
По сравнению с прототипом при использовании заявляемого способа контроля состояния футеровки повышается надежность работы индукционной плавильной печи. Это обеспечивается изменением физического принципа в способе контроля, который можно отнести к бесконтактным, простотой технической реализации способа, его интегральностью и надежностью. Повышение надежности работы индукционной плавильной печи может быть оценено по времени наработки на отказ. Согласно экспертным оценкам и экспериментальному анализу при использовании заявляемого способа контроля состояния футеровки время наработки на отказ индукционной плавильной печи может быть увеличено (по сравнению с прототипом) в 2,5÷3,0 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка | 1982 |
|
SU1078674A1 |
| Устройство контроля износа футеровки индукционной плавильной установки | 1983 |
|
SU1154522A1 |
| Способ автоматического регулирования электрического режима индукционной термической установки | 1981 |
|
SU995388A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ РЕГУЛИРОВАНИЯ ЭЛЕКТРИЧЕСКОГО РЕЖИМА ИНДУКЦИОННОЙ ПЛАВИЛЬНОЙ ПЕЧИ | 1993 |
|
RU2086075C1 |
| Индукционная плавильная установка | 1983 |
|
SU1103364A1 |
| ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ С АВТОНОМНЫМ ИНДУКТОРОМ | 2005 |
|
RU2291548C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОДУКТА ИЗ СТЕКЛООБРАЗУЮЩЕГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2082684C1 |
| Индукционная плавильная печь | 1978 |
|
SU709940A1 |
| Устройство контроля уровня расплава в индукционной печи | 1990 |
|
SU1739207A1 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
Использование: в индукционных плавильных комплексах для плавки черных и цветных металлов и сплавов. Технический результат заключается в повышении надежности работы индукционной плавильной печи. Способ контроля заключается в задании уровня характеристического параметра, измерении характеристического параметра, сравнении значения измеренного характеристического параметра с заданным уровнем, формировании сигнала отключения индукционной плавильной печи от сети питания при превышении значением измеренного характеристического параметра заданного уровня. В качестве характеристического параметра используется собственная частота контура, образованного индукционной плавильной печью и компенсирующей ее реактивную мощность конденсаторной батареей. 1 ил.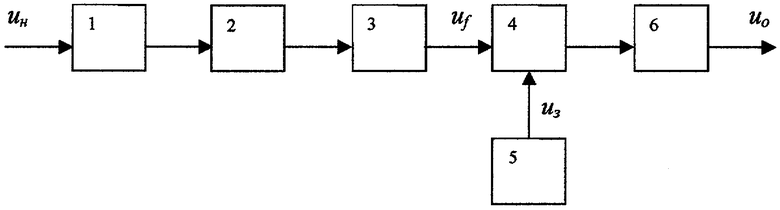
Способ контроля состояния футеровки индукционной плавильной печи, заключающийся в задании уровня характеристического параметра, измерении характеристического параметра, сравнении значения измеренного характеристического параметра с заданным уровнем, формировании сигнала отключения индукционной плавильной печи от сети питания при превышении значением измеренного характеристического параметра заданного уровня, отличающийся тем, что в качестве характеристического параметра используется собственная частота контура, образованного индукционной плавильной печью и компенсирующей ее реактивную мощность конденсаторной батареей.
| Устройство для контроля состояния изоляции и футеровки индукционной установки | 1984 |
|
SU1236295A1 |
| Способ контроля состояния футеровки плавильного агрегата | 1984 |
|
SU1208450A1 |
| Способ контроля состояния футеровки плавильного агрегата | 1973 |
|
SU623098A1 |
| US 5319671 A, 07.06.1994. | |||

