Изобретение относится к пищевой промышленности, преимущественно к кондитерскому производству, более конкретно к палочкам из полимерного материала, которые используют в качестве держателей для продукта, например пищевого изделия из карамели или жевательной резинки, заключенной в карамель и т.п., а также может быть использовано и в других областях, например косметологии, медицине и т.д.
Изобретение также относится к способам переработки полимерных материалов, а именно формированию полимеров экструзией для получения изделий трубчатой формы, используемых, например, в качестве держателей для продукта, например пищевого изделия из карамели или жевательной резинки, заключенной в карамель и т.п.
Известен держатель для пищевого продукта в виде изделия "на палочке" (см. свидетельство РФ на полезную модель №29638 от 2002.11.29, кл. A23G 9/02, A23G 3/00, опубл. 2003.05.27). Указанный держатель выполнен в виде втулки, в полости которой с возможностью перемещения его относительно втулки установлен стержень, один из концов которого выступает за пределы втулки, а на противоположном конце выполнен опорный элемент. При этом стержень выполнен составным и соединен с втулкой посредством резьбового соединения.
Недостатком указанного аналога является сложность его изготовления и эксплуатации.
Известно также другое техническое решение, например палочка для карамели (см. свидетельство РФ на полезную модель №27991 от 2002.10.16, кл. A23G 3/02, опубл. 2003.03.10). Указанная палочка выполнена в виде полой трубочки из полимера. В трубочке выполнен в верхней части вырез и, кроме того, в ней выполнен еще один дополнительный вырез, который смещен вдоль продольной оси трубочки относительно существующего выреза и размещен или со стороны существующего выреза, или со стороны, диаметрально противоположной существующему вырезу. Внутри трубочки размещена крестообразная перегородка, которая делит ее полость на четыре равные части. Снаружи трубочка покрыта слоем из материала, обладающего повышенным коэффициентом трения, например слоем из сэвилена.
Недостатком данного аналога является большая трудоемкость и сложность его изготовления.
Известна также палочка для карамели, описанная в изобретении "Палочка для карамели и способ ее изготовления" (см. описание изобретения к патенту РФ на изобретение №2248719 от 2002.10.15, кл. A23G 3/02, A23G 9/26, В29С 49/04, В29С 47/20, A47G 21/18, опубл. 2005.03.27). Указанная палочка выполнена в виде полой трубочки из полимера, в верхней части которой выполнен вырез. В трубочке выполнен также еще один дополнительный вырез, который смещен вдоль продольной оси трубочки относительно существующего выреза и размещен или со стороны существующего выреза, или со стороны, диаметрально противоположной существующему вырезу. Внутри трубочка изготовлена с препятствием для насекомых, которое выполнено или в виде крестообразной перегородки по всей длине трубочки, которая делит ее полость на части, или роль препятствия выполняет дополнительный вырез, выполненный в виде частичной вырубки стенки путем просечки с отгибом внутрь трубочки. Снаружи трубочка выполнена с шероховатой поверхностью.
Недостатком данного аналога является большая трудоемкость и сложность его изготовления.
Наиболее близким техническим решением к заявляемому, принятым за ближайший аналог (прототип) изобретения, является палочка для карамели (см. свидетельство РФ на полезную модель №10514 от 1999.02.17, кл. A23G 3/02, опубл. 1999.08.16). Указанная палочка выполнена в виде полой трубочки из полипропиленового материала и снабжена в верхней части вырезом, который выполнен путем вырубки его в стенке трубочки. Вырез имеет форму квадрата, или треугольника, или трапеции. Трубочка может иметь в сечении форму замкнутой ломаной линии.
Недостатком ближайшего аналога (прототипа) являются его низкие эксплуатационные качества, в частности ненадежная фиксация продукта (например, изделия из карамели) на держателе, обусловленная тем, что фиксация происходит только за счет выреза, который выполняют различной формы путем вырубки, что усложняет процесс изготовления изделия.
Известен способ изготовления изделий из полимерных материалов (см. патент РФ на изобретение №2170670 от 1999.08.09, кл. В29С 49/04, В29С 17/00, опубл. 2001.07.20). Указанный способ включает изготовление трубчатой заготовки путем загрузки материала, нагрев его и выдавливание вращающимся шнеком через экструзионную головку, а затем разрезание трубки на отдельные изделия и охлаждение.
Недостатком указанного аналога является сложность и трудоемкость процесса.
Известно техническое решение, в котором используют установку для изготовления термопластичных труб (см. авторское свидетельство СССР на изобретение №1431950 от 08.10.86, кл. В29С 47/20, опубл. 23.10.88, Бюл. №39). Указанный способ включает расплавление полимера, экструдирование расплава через кольцевую фильеру, последующее охлаждение сформированной трубки, ее протяжку и резку.
Недостатком данного аналога является сложность и трудоемкость процесса.
Наиболее близким техническим решением к заявляемому способу, принятым за ближайший аналог (прототип) изобретения, является способ, описанный в изобретении "Палочка для карамели и способ ее изготовления" (см. описание изобретения к патенту РФ на изобретение №2248719 от 2002.10.15, кл. A23G 3/02, A23G 9/26, В29С 49/04, В29С 47/20, A47G 21/18, опубл. 2005.03.27). В указанном способе производят расплавление полимера, экструдирование расплава через кольцевую фильеру, последующее охлаждение сформированной трубки, ее протяжку и резку, при этом в процессе экструдирования расплава трубку формируют с шероховатой наружной поверхностью, для чего снижают температуру расплава на выходе из экструдера на 9-10% от номинальной или на поверхность трубки наносят слой расплавленного покровного материала (сэвилена), а резку трубки на палочки осуществляют одновременно с двух ее (палочки) концов, при этом одновременно вырубают вырезы в верхней части трубки.
Недостатками указанного ближайшего аналога (прототипа) являются: вырезы для фиксации (например, карамели) выполняют путем вырубания их в трубке резцами и ножами, причем резцы приводят в действие возвратно-поступательными механизмами. Это приводит к возникновению больших ударных нагрузок, что влечет за собой низкую надежность конструкции механизма резки, а также возникновению повышенного шума. Снижение же температуры расплава ниже 230°С для получения шероховатой поверхности способствует увеличению вязкости материала, что приводит к повышению давления в головке экструдера и как следствие влечет за собой механическое разрушение элементов ее (головки) крепления. Кроме того, при изготовлении трубки используют направляющую (отрезную) втулку, длина которой должна быть равна длине трубки, и два отрезных ножа, что влечет за собой повышенный расход режущего инструмента, а также допускает образование косого среза в задней части трубки (это недопустимо, т.к. получают бракованное изделие).
Технический результат, обеспечиваемый заявляемым техническим решением, заключается в повышении надежности фиксации продукта и одновременном расширении и улучшении эксплуатационных и потребительских качеств держателя, а также в снижении затрат на его изготовление.
Технический результат достигается тем, что в держателе для продукта в виде "изделия на палочке", преимущественно пищевого, выполненном в виде полого стержня с вырезом, в соответствии с заявляемым техническим решением, в отличие от прототипа, в стенке стержня предусмотрен, по меньшей мере один, поперечный паз, выполненный в зоне контакта с продуктом, при этом вырез размещен в указанном пазу, а последний (паз) вдоль продольной оси стержня выполнен длиной не менее, по крайней мере, его размера в перечном направлении относительно упомянутой оси.
В общем случае, паз выполняют таким образом, что его сечение в любой плоскости, проходящей через продольную ось стержня или пересекающей данную ось, имеет конфигурацию в виде (в форме) выпуклой фигуры. При этом паз может быть выполнен глубиной не менее толщины стенки стержня, а боковые стенки паза размещены в плоскостях, перпендикулярных продольной оси стержня, при этом одна из боковых сторон паза может быть совмещена с торцом стержня, размещенным в зоне контакта с продуктом. Кроме того, в стенке стержня со стороны ее наружной поверхности может быть выполнен, по меньшей мере один, продольный желоб, который в сечении, пересекающем продольную ось стержня, выполнен в виде выпуклой фигуры. В одном из вариантов продольный желоб может быть выполнен глубиной менее толщины стенки стержня, а в другом - более ее (толщины), при этом в последнем случае на внутренней поверхности стенки стержня предусмотрен (выполнен) выступ, конгруэнтный указанному продольному желобу, выполненному со стороны внешней поверхности стержня. В другом варианте продольный желоб может быть смещен по длине окружности стенки стержня относительно поперечного паза. Кроме того, для повышения надежности фиксации на торце стержня, расположенном в зоне контакта с продуктом, могут быть выполнены выступы, размещенные по всему периметру кругового кольца или его части. Возможен вариант, при котором торец стержня, расположенный в зоне контакта с продуктом, выполнен, по меньшей мере с одним, срезом, размещенным в плоскости, пересекающей продольную ось стержня с углом атаки менее 90° (т.е. не перпендикулярной продольной оси стержня), а поперечный паз выполнен в стенке стержня, противоположной срезу, предусмотренному на торце упомянутого стержня. Возможна также конструкция, при которой на внешней поверхности стенки стержня выполнены насечки, причем последние насечки размещены в зоне контакта стержня с продуктом. Стержень может быть выполнен из пищевых полиолефинов и стирольных пластиков и/или их композиций, например полипропилена, полиэтилена или полистирола, причем он (стержень) может быть из прозрачного и/или полупрозрачного материала, или цветным. При необходимости стержень может быть выполнен, по меньшей мере с одной, цветовой полосой, которая нанесена на внешнюю поверхность стержня и выполнена из пигментных суперконцентратов (красителей), и/или полимерного материала, например сополимера этилена с винилацетатом, и/или их композиции, причем полосы, нанесенные таким образом на внешнюю поверхность стержня, могут быть выполнены отличными друг от друга цветами.
Технический результат достигается также тем, что в способе изготовления держателя для продукта в виде "изделия на палочке", преимущественно пищевого, включающем изготовление стержня методом экструдирования с последующим его охлаждением, протяжкой в плоскость реза и резкой, в соответствии с заявляемым техническим решением, в отличие от прототипа, отрезают стержень в плоскости реза по переднему торцу с одновременным выполнением пазов, например, методом резки в стенке стержня, затем перемещают стержень за пределы плоскости реза на его длину и производят его отрезание по заднему торцу с одновременным вырезом пазов в стенке следующего стержня.
Отрезание стержня по обоим его торцам осуществляют одним ножом, при этом при резке стержня по переднему торцу одновременно выполняют выступы, размещенные по всему периметру кругового кольца или его части (упомянутого стержня), или одновременно выполняют, по меньшей мере один, срез, размещенный в плоскости, пересекающей продольную ось стержня с углом атаки менее 90°. В случае необходимости в конце процесса экструдирования стержня на его внешнюю поверхность наносят, например, методом Ккоэкструзии, по меньшей мере одну, полосу из пигментных суперконцентратов и/или полимерного материала, и/или их композиции, а в качестве полимерного материала используют, например, сополимер этилена с винилацетатом. Затем отрезанный стержень перемещают при помощи захватного устройства в направляющий желоб, по которому его (стержень) доставляют в приемное устройство.
Наличие отличительных признаков, а именно: выполнение в стенке стержня, по меньшей мере одного, поперечного паза, выполненного в зоне контакта с продуктом, при этом вырез размещен в указанном пазу, а последний (паз) вдоль продольной оси стержня выполнен длиной не менее, по крайней мере, его размера в перечном направлении относительно упомянутой оси; выполнение паза в любой плоскости, проходящей через продольную ось стержня или пересекающей данную ось, в виде выпуклой фигуры; выполнение паза глубиной не менее толщины стенки стержня; размещение боковых стенок паза в плоскостях, перпендикулярных продольной оси стержня; совмещение одной из боковых сторон паза с торцом стержня, размещенным в зоне контакта с продуктом; выполнение также в стенке стержня со стороны ее наружной поверхности по меньшей мере одного, продольного желоба, который в сечении, пересекающем продольную ось стержня, выполнен в виде выпуклой фигуры; выполнение продольного желоба глубиной менее толщины стенки стержня или более ее (толщины), при этом в последнем случае на внутренней поверхности стенки стержня выполнен выступ, конгруэнтный указанному продольному желобу; выполнение продольного желоба со смещением по длине окружности стенки стержня относительно поперечного паза; выполнение выступов на торце стержня, расположенном в зоне контакта с продуктом, которые размещены по всему периметру кругового кольца или его части; выполнение, по меньшей мере одного, среза на торце стержня, расположенном в зоне контакта с продуктом, размещенным в плоскости, пересекающей продольную ось стержня с углом атаки не менее 90° (т.е. плоскости, не перпендикулярной продольной оси стержня); размещение поперечного паза в стенке стержня, противоположной срезу, выполненному на торце упомянутого стержня; выполнение на внешней поверхности стенки стержня насечек, которые размещены в зоне контакта стержня с продуктом; выполнение стержня из пищевых полиолефинов и стирольных пластиков и/или их композиций, например полипропилена, полиэтилена или полистирола; выполнение стержня из прозрачного и/или полупрозрачного материала, или цветным; выполнение стержня, по меньшей мере с одной полосой, которая нанесена на внешнюю поверхность стержня и выполнена из пигментных суперконцентратов (красителей), и/или полимерного материала, например сополимера этилена с винилацетатом, и/или их композиции (полосы, нанесенные на внешнюю поверхность стержня, могут быть выполнены отличными друг от друга цветами), а в способе изготовления держателя: отрезают стержень в плоскость реза по переднему торцу с одновременным выполнением пазов, например, методом резки в стенке стержня, затем перемещают стержень за пределы плоскости реза (за пределы отрезной втулки) на его длину и производят его отрезание по заднему торцу с одновременным вырезом пазов в стенке следующего стержня. При этом отрезание стержня по обоим его торцам осуществляют одним ножом, а при резке стержня по переднему торцу одновременно выполняют выступы, размещенные по всему периметру кругового кольца или его части (упомянутого стержня), или одновременно выполняют, по меньшей мере один, срез, размещенный в плоскости, пересекающей продольную ось стержня с углом атаки менее 90°. Кроме того, в конце процесса экструдирования стержня на его внешнюю поверхность наносят, например, методом коэкструзии, по меньшей мере одну, полосу из пигментных суперконцентратов и/или полимерного материала, и/или их композиции, а в качестве полимерного материала используют, например, сополимер этилена с винилацетатом, а затем отрезанный стержень перемещают при помощи захватного устройства в направляющий желоб, по которому его (стержень) доставляют в приемное устройство, свидетельствует о соответствии заявляемого технического решения критерию "новизна".
Выполнение в стенке стержня, по меньшей мере одного, поперечного паза, предусмотренного в зоне контакта с продуктом, размещение выреза в указанном пазу, выполнение паза вдоль продольной оси стержня длиной не менее, по крайней мере, его размера в перечном направлении относительно упомянутой оси позволяет путем увеличения общей суммарной площади соприкасаемых поверхностей (стержня и продукта) и обеспечения более глубокого проникновения продукта внутрь полого стержня более надежно закрепить продукт на стержне.
Выполнение паза в любой плоскости, проходящей через продольную ось стержня или пересекающей данную ось, в сечении в виде выпуклой фигуры позволяет увеличить площадь соприкасаемых поверхностей (стержня и продукта), что также повышает надежность закрепления продукта на стержне.
Выполнение паза глубиной не менее толщины стенки стержня позволяет путем увеличения площади соприкасаемых поверхностей (стержня и продукта) и обеспечения более глубокого проникновения продукта внутрь полого стержня надежно закрепить продукт на стержне.
Размещение боковых стенок паза в плоскостях, перпендикулярных продольной оси стержня, позволяет увеличить площадь соприкасаемых поверхностей (стержня и продукта), что обеспечивает более надежное закрепление продукта на стержне.
Совмещение одной из боковых сторон паза с торцом стержня, размещенным в зоне контакта с продуктом, позволяет также за счет увеличения площади соприкасаемых поверхностей (стержня и продукта) и обеспечения более глубокого проникновения продукта внутрь полого стержня более надежно закрепить продукт на стержне.
Выполнение в стенке стержня со стороны ее наружной поверхности, по меньшей мере одного, продольного желоба, который в сечении, пересекающем продольную ось стержня, выполнен в виде выпуклой фигуры, позволяет путем увеличения площади соприкасаемых поверхностей (стержня и продукта) и обеспечения более глубокого проникновения продукта в стержень более надежно закрепить продукт на стержне.
Выполнение продольного желоба глубиной менее толщины стенки стержня или более ее (толщины), при этом в последнем случае на внутренней поверхности стенки стержня выполнен выступ, конгруэнтный указанному продольному желобу, позволяет путем увеличения площади соприкасаемых поверхностей (стержня и продукта) и обеспечения более глубокого проникновения продукта в стержень более надежно закрепить продукт на стержне, а также при выполнении желоба глубиной, превышающей толщину стенки стержня, создать преграду для проникновения внутрь держателя, например, насекомых, что повышает эксплуатационные и потребительские качества держателя.
Выполнение продольного желоба со смещением по длине окружности стенки стержня относительно поперечного паза позволяет закрепить продукт на стержне, по меньшей мере в двух местах, что повышает надежность его фиксации на стержне.
Выполнение выступов на торце стержня, расположенном в зоне контакта с продуктом, которые размещены по всему периметру кругового кольца или его части, позволяет путем увеличения площади соприкасаемых поверхностей (стержня и продукта) и обеспечения более глубокого проникновения продукта внутрь полого стержня со стороны торца надежно закрепить продукт на стержне, а также обеспечивает более легкое проникновение держателя в продукт с меньшими усилиями, что повышает его эксплуатационные качества.
Выполнение, по меньшей мере одного, среза на торце стержня, расположенном в зоне контакта с продуктом, размещенного в плоскости, пересекающей продольную ось стержня с углом атаки не менее 90°, позволяет путем увеличения площади соприкасаемых поверхностей (стержня и продукта) и обеспечения более глубокого проникновения продукта внутрь полого стержня со стороны торца надежно закрепить продукт на стержне, а также обеспечивает более легкое проникновение держателя в продукт с меньшими усилиями, что повышает его эксплуатационные качества.
Размещение поперечного паза в стенке стержня, противоположной срезу, выполненному на торце стержня, позволяет обеспечить более глубокое проникновение продукта внутрь полого стержня со стороны торца и надежно закрепить продукт на стержне в зоне поперечного паза с вырезом.
Выполнение на внешней поверхности стенки стержня насечек, которые размещены в зоне контакта стержня с продуктом, позволяет путем увеличения площади соприкасаемых поверхностей (стержня и продукта) и создания шероховатой внешней поверхности стержня надежно закрепить продукт на стержне.
Выполнение стержня из пищевых полиолефинов и стирольных пластиков и/или их композиций, например полипропилена, полиэтилена или полистирола, а также выполнение стержня из прозрачного и/или полупрозрачного материала или цветным позволяет повысить потребительские качества держателя.
Выполнение стержня, по меньшей мере с одной, цветной полосой, которая нанесена на внешнюю поверхность стержня и выполнена из пигментных суперконцентратов, и/или полимерного материала, например сополимера этилена с винилацетатом, и/или их композиции (полосы, нанесенные на внешнюю поверхность стержня, могут быть выполнены отличными друг от друга цветами), позволяет повысить потребительские качества держателя, а нанесение полимерного материала, например сополимера этилена с винилацетатом и/или его композиции с пигментными суперконцентратами (красителями), обеспечивает создание шероховатости на внешней поверхности стержня, т.е. повышает надежность закрепления продукта.
Изготовление держателя способом, в котором сначала отрезают стержень в плоскости реза по переднему торцу с одновременным выполнением пазов, например, методом резки в стенке стержня, затем перемещают стержень за пределы плоскости реза на его длину и производят его отрезание по заднему торцу с одновременным вырезом пазов в стенке следующего стержня позволяет снизить затраты на изготовление стержня.
Вследствие того, что отрезание стержня по обоим его торцам осуществляют только одним ножом, а при резке стержня по переднему торцу одновременно выполняют выступы, размещенные по всему периметру кругового кольца или его части (упомянутого стержня), а также одновременно выполняют, по меньшей мере один, срез, размещенный в плоскости, пересекающей продольную ось стержня с углом атаки менее 90°, происходит общее снижение затрат на изготовление стержня заявляемым способом.
Нанесение в конце процесса экструдирования стержня на его внешнюю поверхность, например, методом коэкструзии, по меньшей мере одной, полосы из пигментных суперконцентратов (красителей) и/или полимерного материала, и/или их композиции повышает эксплуатационные и потребительские качества держателя.
Использование в качестве полимерного материала, например, сополимера этилена с винилацетатом позволяет создать шероховатость на внешней поверхности стержня, что повышает эксплуатационные качества держателя.
Перемещение отрезанного стержня при помощи захватного устройства в направляющий желоб, по которому стержень доставляют в приемное устройство, обеспечивая, таким образом, сразу равномерную укладку держателей в бункере, позволяет снизить затраты на изготовление стержня.
Из вышеизложенного следует, что заявляемый держатель для продукта в виде "изделия на палочке" позволяет более надежно зафиксировать продукт с его использованием, удобен в эксплуатации и имеет высокие потребительские качества, т.е. обеспечивает технический результат, который достигается новой совокупностью существенных признаков, что свидетельствует о соответствии заявляемого технического решения критерию "изобретательский уровень".
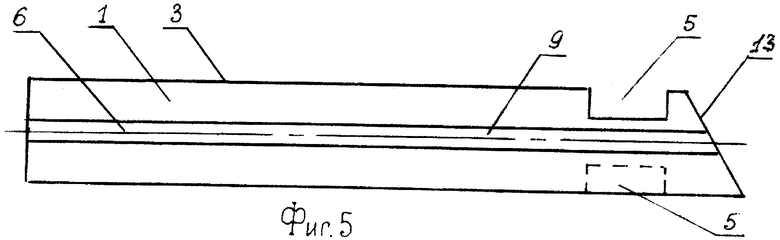
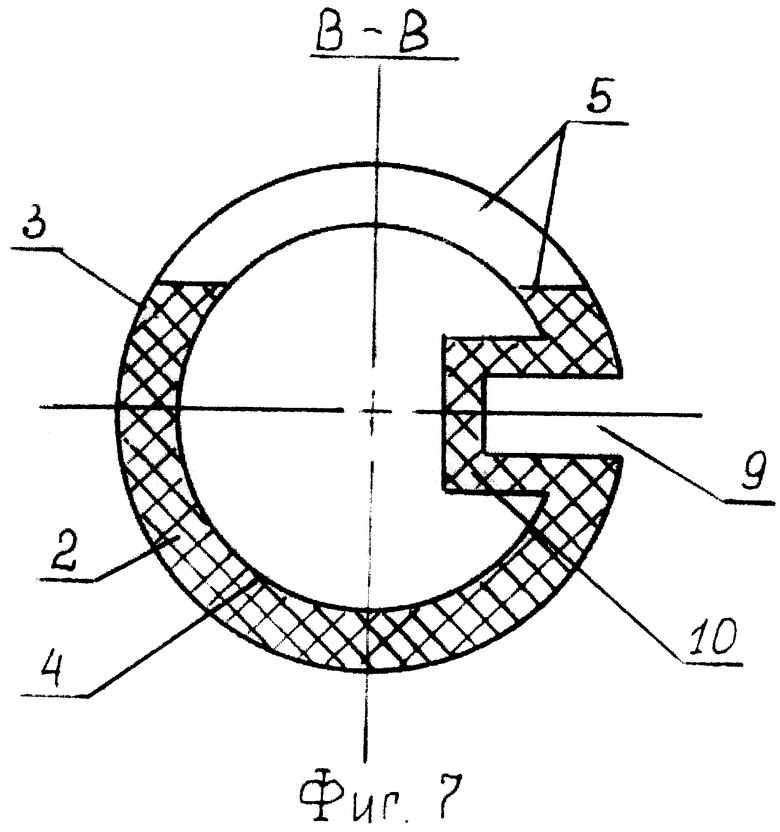
Сущность изобретения поясняется чертежами. На фиг.1 схематично изображен держатель для продукта в виде "изделия на палочке", преимущественно пищевого, вид со стороны поперечного паза, на фиг.2 - то же (разрез по диаметральной плоскости), на фиг.3, 4, 5 - наружный вид держателя (варианты), на фиг.6 и 7 - поперечный разрез держателя (увеличено) в районе выполнения поперечного паза (варианты), на фиг.8 - схема установки для изготовления держателя.
Примером конкретного выполнения предлагаемого технического решения является держатель для продукта, преимущественно пищевого, в виде "изделия на палочке", который выполнен в виде стержня 1, имеющего форму полого круглого цилиндра и изготовленного из полимерного материала, например полипропилена марки 01030 (ГОСТ 26996-86) или других пищевых полиолефинов и стирольных пластиков и/или их композиций. Стержень 1 может быть выполнен из прозрачного и/или полупрозрачного материала, а также цветным, для этого в полимерные материалы добавляют пигментные суперконцентраты (красители). В стенке 2, ограниченной внешней замкнутой поверхностью 3 и внутренней замкнутой поверхностью 4, стержня 1 выполнен, по меньшей мере один, поперечный паз 5 (см. фиг.1), размещенный по длине стержня 1 в зоне контакта с продуктом (на чертеже не показано), например пищевым продуктом из карамели (в частности, зона контакта для пищевого продукта из карамели, выполненного в виде сферы, составляет ок. 0,13-0,17 длины стержня). Размер (длина) паза 5 вдоль продольной оси 6 стержня 1 по крайней мере не менее его размера в перечном направлении относительно оси 6. Паз 5 выполнен таким образом, что его глубина превышает толщину стенки 2 (см. фиг.2, 6 и 7). Вырез 7 в стенке 2 получают при выполнении паза 5. Вырез 7 представляет выпуклую в плоскости фигуру, преимущественно прямоугольник. Паз 5 может быть совмещен с торцом 8 стенки 2 стержня 1 (на чертеже не показано). Кроме того, в стенке 2 стержня 1 может быть выполнен, по крайней мере один, продольный желоб 9, который (9) пересекает поперечный паз 5 (см. фиг.1 и 6) или же смещен по длине окружности наружной поверхности 3 стенки 2 (см. фиг.3, 5 и 7). Желоб 9 выполнен в своем поперечном сечении в виде выпуклой плоской фигуры (многоугольника, сегмента). Глубина желоба 9 может быть менее толщины стенки 2 (см. фиг.2 и 6) или превышать ее (см. фиг.7). На внутренней поверхности 4 стенки 2 могут быть предусмотрены выступы 10, которые конгруэнтны продольным желобам 9 (см. фиг.7) и которые могут быть использованы в качестве препятствия для предупреждения попадания насекомых внутрь стержня 1. На внешней поверхности 3 стенки 2 стержня 1 могут быть выполнены насечки 11 (см. фиг.4), которые (11) размещены по длине стержня 1 на внешней поверхности 3 стенки 2 в зоне контакта стержня 1 с продуктом. Кроме того, на торце 8 стержня 1, расположенном в зоне контакта с продуктом, выполнены выступы 12 (см. фиг.3 и 4), размещенные по всему периметру кругового кольца торца 8 или его части, или торец 8 стержня 1, расположенный в зоне контакта с продуктом, выполнен, по меньшей мере с одним, срезом 13 (см. фиг.5), размещенным в плоскости, пересекающей продольную ось 6 стержня 1 с углом атаки менее 90° (т.е. размещенным в плоскости, не перпендикулярной оси 6), а поперечный паз 5 может быть выполнен в стенке 2 стержня 1, противоположной срезу 13 (показано пунктиром на фиг.5). Для улучшения потребительских качеств держателя, кроме выполнения стержня 1 цветным, на внешнюю поверхность 3 стержня 1 нанесена, по меньшей мере одна, цветная полоса (на чертеже не показано), выполненная из пигментных суперконцентратов (красителей), и/или полимерного материала, например сополимера этилена с винилацетатом, или другого материла, обеспечивающего адгезию поверхности, и/или композиции пигментных суперконцентратов и указанного выше полимерного материала, (полосы, нанесенные на внешнюю поверхность стержня, могут быть выполнены отличными друг от друга цветами).
Для изготовления полого стержня 1 держателя для продукта в виде «изделия на палочке» используют известные материалы (в составе полиолефинов и стирольных пластиков, и/или их композиций с добавлением в них, при необходимости, пигментных суперконцентратов (красителей) и известное оборудование, например: изготовление осуществляют на установке, включающей в себя последовательно экструдер 14 (например, пресс червячный, представляющий винтообразный червяк (шнек) из высокопрочной азотированной стали, вращающийся с заданной скоростью внутри корпуса цилиндрической формы из такого же материала, причем по длине корпуса размещены нагреватели кольцевого типа, распределенные по зонам нагрева с термодатчиком в каждой зоне) с головкой 15, при этом поперечное сечение головки 15 имеет такую форму, какую должен принять стержень 1. Далее установка имеет охлаждающее устройство 16 (например, ванна с циркулирующей водой и ограничителями), механизм протяжки 17 (например, прижимные полиуретановые ролики, кинематически связанные с приводом электродвигателя) и механизм резания 18 (например, неподвижную направляющую (отрезную) втулку с окнами, торцевую поверхность и диски с отрезным и вырезным(и) ножами, причем окна втулки выполнены конгруэнтными ножам), приемное устройство 19 (например, бункер). При необходимости нанесения на внешнюю поверхность 3 стержня 1 полос (на чертеже не показано) к полости головки 15 экструдера 14 подключают один или более дополнительный(ые) экструдер(ы), через который(ые) подают на поверхность 3 пигментные суперконцентраты (красители), или полимерные материалы, или их композицию.
Способ изготовления стержня 1 держателя для продукта в виде «изделия на палочке» реализуют путем осуществляют последовательного выполнения следующих операций: в приемный бункер (на чертеже не показано) экструдера 14 засыпают, например, гранулированную смесь полипропилена пигментного суперконцентрата (0,5-3% от общей массы смеси) с гранулами размером 2-5 мм. Затем в экструдере 14, используя известный метод экструзии для изготовления профилированных изделий из пластмасс, производят расплавление гранул термопластичного материала с последующим выдавливанием расплавленного материала через головку 15 экструдера 14, имеющую (15) поперечное сечение такой формы, которую должен принять стержень 1 держателя (например, с желобами 9 и выступами 10). Полученную на выходе из головки 15 бесконечную трубку (стренг) 20 направляют в устройство 16 для охлаждения. В устройстве 16 происходит процесс стеклования и отвердевания стренга 20. Затем стренг 20 при помощи механизма протяжки 17, который может быть снабжен электродвигателем с частотным преобразователем (на чертеже не показано), позволяющим обеспечить постоянство размеров сечения профиля стержня 1 и который (17) работает с постоянной скоростью, регулируемой в широких пределах и не зависящей от нагрузки, плотно обжимает стренг 20, не допуская его проскальзывания при повышении сопротивления, при этом не деформирует его (20), подают (20) в направляющую (отрезную) втулку (на чертеже не показано) механизма резания 18, где отрезают стержень 1 в плоскости реза (резания) отрезным ножом (на чертеже не показано) по переднему торцу 8 с одновременным выполнением пазов 5, например, методом резки в стенке 2 стержня 1 вырезным ножом (на чертеже не показано), затем перемещают стержень 1 за пределы плоскости реза (т.е. за пределы отрезной втулки) на его (1) длину и производят его отрезание по заднему торцу (аналогично отрезанию по переднему торцу) с одновременным вырезом пазов 5 в стенке следующего стержня. Отрезание стержня 1 по обоим торцам осуществляют одним и тем же отрезным ножом (на чертеже не показано). Кроме того, при резке стержня 1 по переднему торцу 8 в нем (8) одновременно могут быть выполнены выступы 12, размещенные по всему периметру кругового кольца или его части (см. фиг.3 и 4). Или же при резке стержня 1 по переднему торцу 8 одновременно выполняют, по меньшей мере один, срез 13, размещенный в плоскости, пересекающей продольную ось стержня с углом атаки менее 90°. Для выполнения выступов 12 и/или срезов 13 используют отрезные ножи соответствующей конфигурации, соответственно, при этом случае передняя часть отрезной втулки выполнена конгруэнтной конфигурации отрезного ножа. Кроме того, на внешней поверхности 3 могут быть выполнены насечки 11. При необходимости нанесения на внешнюю поверхность 3 стержня 1 полос (на чертеже не показано) в конце процесса экструдирования стержня 1 на поверхность 3 наносят, например, методом коэкструзии, по меньшей мере одну, цветную полосу из пигментных суперконцентратов, и/или полимерного материала, и/или их композиции. С этой целью в полость головки 15 экструдера 14 подают или пигментные суперконцентраты (красители), или полимерные материалы, или их композицию из одного или более дополнительных экструдеров (на чертеже не показано), которые подключены на выходе экструдера 14. В качестве полимерного материала может быть использован, например, сополимер этилена с винилацетатом. Затем отрезанный стержень 1 перемещают при помощи захватного устройства (на чертеже не показано) в направляющий желоб (на чертеже не показано), по которому стержень 1 доставляют в приемное устройство 19.
Таким образом, изготовление предлагаемого держателя не вызывает затруднений, предполагает использование известных материалов и известных отдельных технологических приемов, которые осуществляют с помощью известных устройств, следовательно, заявляемое техническое решение соответствует критерию патентоспособности «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАЛОЧКА ДЛЯ КАРАМЕЛИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2248719C2 |
| Электрододержатель для ручной дуговой сварки | 1991 |
|
SU1835337A1 |
| ОТРЕЗНОЙ РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕГО ЭЛЕМЕНТА | 1992 |
|
RU2026772C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПИЩЕВОГО ЭКСТРУДИРОВАННОГО ПРОДУКТА С НАПОЛНИТЕЛЕМ | 2005 |
|
RU2306776C1 |
| Многофункциональный элемент для карамельной палочки | 2021 |
|
RU2781279C1 |
| МНОГОХОДОВОЙ КРАН | 1996 |
|
RU2115051C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И ЕГО ИЗГОТОВЛЕНИЕ | 2012 |
|
RU2571047C2 |
| УНИВЕРСАЛЬНЫЙ СКВАЖИННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2114978C1 |
| ШАРНИРНО-ПОВОРОТНЫЙ ХИРУРГИЧЕСКИЙ СШИВАЮЩИЙ АППАРАТ, СОДЕРЖАЩИЙ СОСТАВНОЙ ПРОШИВНОЙ/ОТРЕЗНОЙ МЕХАНИЗМ С Е-ОБРАЗНОЙ ПОПЕРЕЧИНОЙ | 2007 |
|
RU2457799C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕОБРАЗНЫХ ИЗДЕЛИЙ ДЛЯ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2019 |
|
RU2766174C2 |





Изобретение относится к пищевой промышленности, конкретно к держателям для продукта, например пищевого изделия из карамели, но может быть использовано и в других областях, например косметологии, медицине и т.п., а также к способам переработки полимерных материалов методом экструзии для получения держателей для продукта. Держатель выполнен в виде полого стержня с вырезом, в способе заготовку разрезают на держатели и одновременно выполняют в них вырезы. В стенке стержня предусмотрен, по меньшей мере, один поперечный паз, а вырез размещен в пазу, причем паз вдоль продольной оси стержня выполнен длиной не менее, по крайней мере, его размера в поперечном направлении относительно упомянутой оси. Кроме того, в стенке стержня со стороны его наружной поверхности может быть выполнен, по меньшей мере, один продольный желоб, а на торце стержня могут быть выполнены выступы и/или срезы и/или насечки. Стержень выполнен из пищевых пластиков и/или их композиций и на внешнюю поверхность стержня нанесена, по меньшей мере, одна цветная полоса из красителей. В способе отрезают стержень по переднему торцу с одновременным выполнением паза, перемещают стержень за плоскость реза и отрезают по заднему торцу. Изобретение позволяет повысить надежность фиксации продукта и одновременно расширить и улучшить эксплуатационные и потребительские качества держателя, а также снизить затраты на его изготовление. 2 н. и 23 з.п. ф-лы, 8 ил.
| ПАЛОЧКА ДЛЯ КАРАМЕЛИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2248719C2 |
| Духовая печь | 1927 |
|
SU10514A1 |
| Установка для изготовления термопластичных труб | 1986 |
|
SU1431950A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПИЩЕВОГО ПРОДУКТА В ВИДЕ ИЗДЕЛИЯ "НА ПАЛОЧКЕ" И ДЕРЖАТЕЛЬ ДЛЯ ПИЩЕВОГО ПРОДУКТА | 2002 |
|
RU2238657C2 |
| Бур для взятия проб почвы | 1930 |
|
SU29638A1 |

