Изобретение относится к устройствам для ручной электродуговой сварки плавящимся электродом и может быть использовано в строительно-монтажных и машиностроительных отраслях.
Целью предлагаемого изобретения является расширение эксплуатационных возможностей держателя.
Поставленная цель достигается тем, что электрододержатель для ручной дуговой сварки, содержащий рукоятку, эксцентрично оси которой смонтирован прижимной стержень, и установленную параллельно ему опорную токоподводящую губку в виде полукруглого желоба с продольными рабочими торцами, на одном рабочем торце которого выполнены посадочные гнезда под электроды, а другой рабочий торец желоба выполнен наклонным. Варианты исполнения предусматривают, что прижимной стержень выполнен с осевым разрезом шириной не менее 1.5 мм, а также с лыекой, поверхность которой расположена под острым углом к оси или совпадаете осью стержня или Трубчатым. По одному из вариантов электрододержатель снабжен дополнительной губкой с посадочными гнездами, расположенной оппозитно основной губке, при этом в основной губке выполнен продольный паз с наклоном, а стержень выполнен переустанавливаемым относительно оси рукоятки,, Токоподводящие губки снаружи покрыты электроизоляционным материалом,
00
GJ СП
СА OJ Ч|
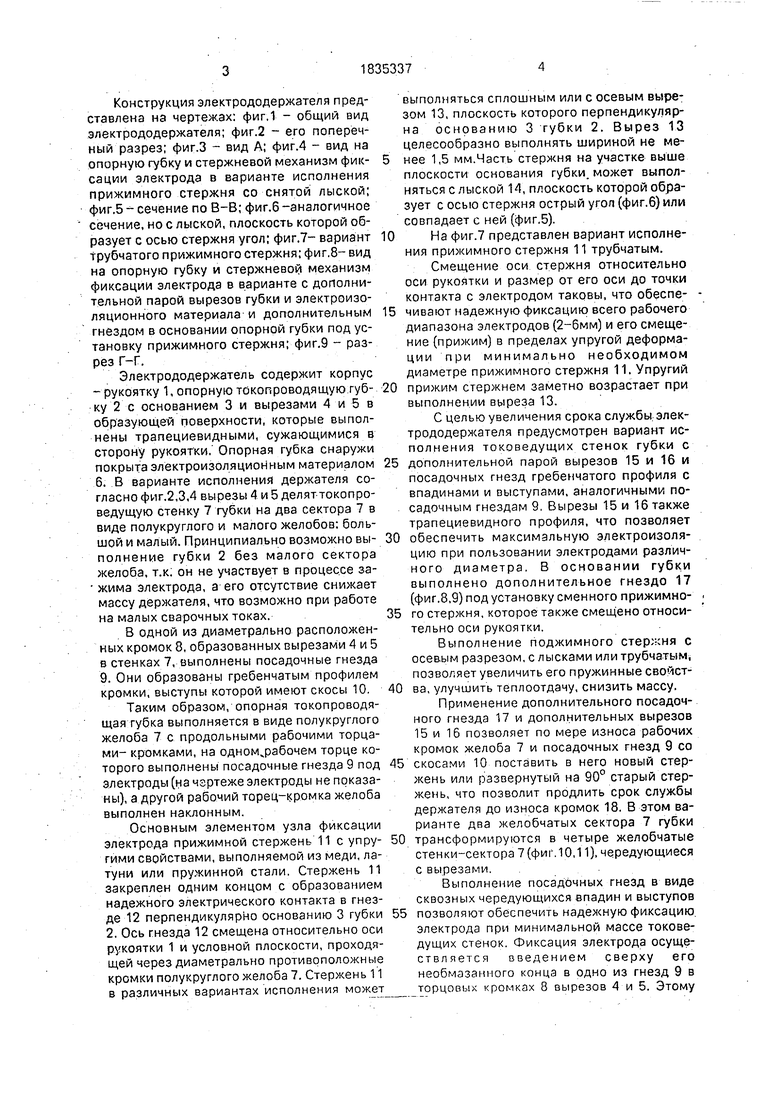
Конструкция электрододержателя представлена на чертежах: фиг. - общий вид электрододержателя; фиг.2 - его поперечный разрез; фиг.З - вид А; фиг.4 - вид на опорную губку и стержневой механизм фик- сации электрода в варианте исполнения прижимного стержня со снятой лыской; фиг.5 - сечение по В-В; фиг.6 -аналогичное сечение,но слыской,плоскость которой образует с осью стержня угол; фиг.7- вариант трубчатого прижимного стержня; фиг.8- вид на опорную губку и стержневой механизм фиксации электрода в варианте с дополнительной парой вырезов губки и электроизоляционного материала и дополнительным гнездом в основании опорной губки под установку прижимного стержня; фиг.9 - разрез Г-Г.
Электрододержатель содержит корпус -рукоятку 1, опорную токопроводящую губ- ку 2 с основанием 3 и вырезами 4 и 5 в образующей поверхности, которые выполнены трапециевидными, сужающимися в сторону рукоятки. Опорная губка снаружи покрыта электроизоляционным материалом 6. В варианте исполнения держателя согласно фиг.2,3,4 вырезы 4 и5 деляттокопро- ведущую стенку 7 губки на два сектора 7 в виде полукруглого и малого желобов; большой и малый. Принципиально возможно вы- полнение губки 2 без малого сектора желоба, т.к; он не участвует в процессе за- жима электрода, а его отсутствие снижает массу держателя, что возможно при работе на малых сварочных токах.
В одной из диаметрально расположенных кромок 8, образованных вырезами 4 и 5 в стенках 7, выполнены посадочные гнезда 9. Они образованы гребенчатым профилем кромки, выступы которой имеют скосы 10.
Таким образом, опорная токопроводя- щая губка выполняется в виде полукруглого желоба 7 с продольными рабочими торцами- кромками, на одном рабочем торце которого выполнены посадочные гнезда 9 под электроды (на чзртеже электроды не показаны), а другой рабочий торец-кромка желоба выполнен наклонным.
Основным элементом узла фиксации электрода прижимной стержень 11 с упру- гими свойствами, выполняемой из меди, латуни или пружинной стали. Стержень 11 закреплен одним концом с образованием надежного электрического контакта в гнезде 12 перпендикулярно основанию 3 губки 2. Ось гнезда 12 смещена относительно оси рукоятки 1 и условной плоскости, проходящей через диаметрально противоположные кромки полукруглого желоба 7. Стержень 11 в различных вариантах исполнения может
выполняться сплошным или с осевым вырезом 13, плоскость которого перпендикулярна основанию 3 губки 2. Вырез 1.3 целесообразно выполнять шириной не менее 1,5 мм.Часть стержня на участке выше плоскости основания губки, может выполняться с лыской 14, плоскость которой образует с осью стержня острый угол (фиг.6) или совпадает с ней (фиг.5).
На фиг.7 представлен вариант исполнения прижимного стержня 11 трубчатым.
Смещение оси стержня относительно оси рукоятки и размер от его оси до точки контакта с электродом таковы, что обеспечивают надежную фиксацию всего рабочего диапазона электродов (2-6мм) и его смещение (прижим) в пределах упругой деформации при минимально необходимом диаметре прижимного стержня 11. Упругий прижим стержнем заметно возрастает при выполнении выреза 13.
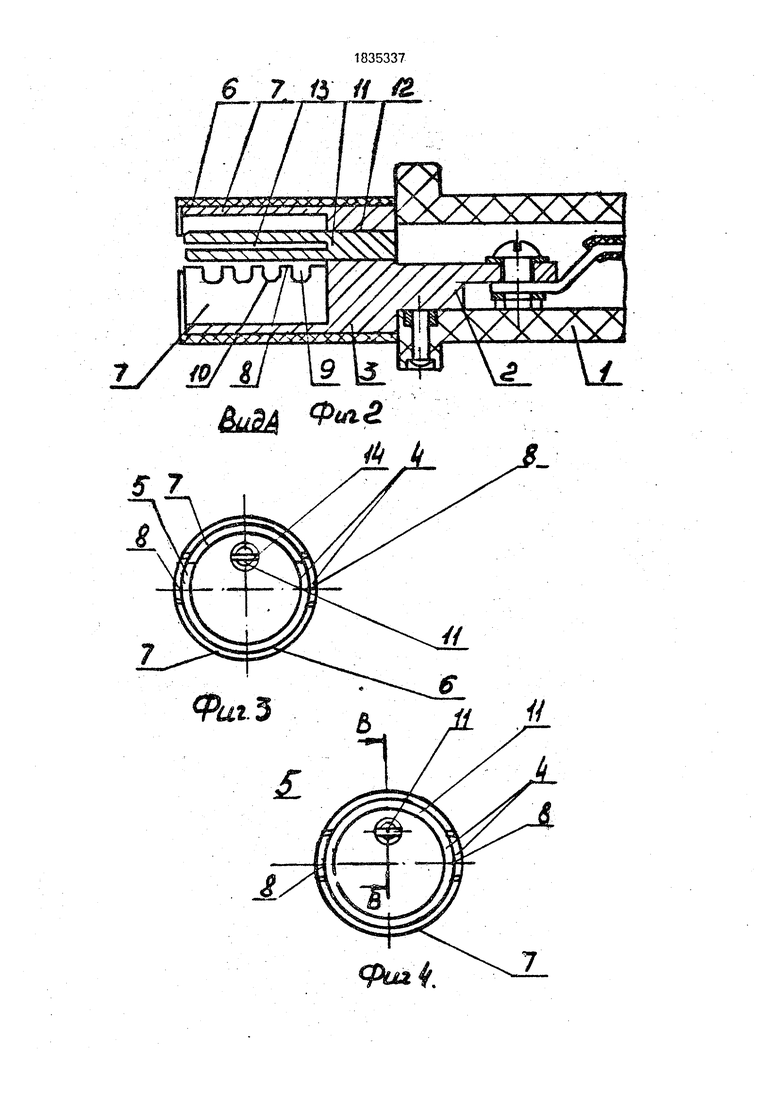
С целью увеличения срока службы.элек- трододержателя предусмотрен вариант исполнения токоведущих стенок губки с дополнительной парой вырезов 15 и 16 и посадочных гнезд гребенчатого профиля с впадинами и выступами, аналогичными посадочным гнездам 9. Вырезы 15 и 16 также трапециевидного профиля, что позволяет обеспечить максимальную электроизоляцию при пользовании электродами различного диаметра. В основании губки выполнено дополнительное гнездо 17 (фиг.8,9) под установку сменного прижимного стержня, которое также смещено относительно оси рукоятки.
Выполнение поджимного стержня с осевым разрезом, с лысками или трубчатым позволяет увеличить его пружинные свойства, улучшить теплоотдачу, снизить массу.
Применение дополнительного посадочного гнезда 17 и дополнительных вырезов 15 и 16 позволяет по мере износа рабочих кромок желоба 7 и посадочных гнезд 9 со скосами 10 поставить в него новый стержень или развернутый на 90° старый стержень, что позволит продлить срок службы держателя до износа кромок 18. В этом варианте два желобчатых сектора 7 губки трансформируются в четыре желобчатые стенки-сектора 7 (фиг.10,11), чередующиеся с вырезами.
Выполнение посадочных гнезд в виде сквозных чередующихся впадин и выступов позволяют обеспечить надежную фиксацию, электрода при минимальной массе токоведущих стенок. Фиксация электрода осуще- ствляется введением сверху его необмазанного конца в одно из гнезд 9 в торцовых кромках 8 вырезов 4 и 5. Этому
трода, В дальнейшем, электродом производится отжим поджимного стержня 11 в на- праблении меньшего из желобчатых Секторов 7 с одновременным опусканием продолжения электрода в противополож- ный вырез, вплоть до обеспечения плотного контакта необмазанной части электрода с кромками 4 и 5. Электрод фиксируется ё результате расклинивания его необмазан- ной части между кромками 8 одной из токо- ведущих желобчатых стенок 7 и прижимным стержнем 11. Токоведущие стенки изолированы снаружи в электрическом отношении покрытием 6. Электрод фиксируется как под прямым, так и под любым острым угЛом, поскольку длина гнезд 9 больше диаметра электрода.
Конструкция держателя позволяет расширить эксплуатационные возможности держателя, обеспечивает простую и быструю вставку электрода в губку держателя и его надежную фиксацию под произвольным углом, повышенную надежность за счетустой- чивых пружинных свойств поджимного стержня и его хорошего теплообмена.
В случае износа стержня и (или) посадочных гнезд может быть установлен дополнительный стержень или разворачивается на 90° превоначально стоящий стержень в дополнительное гнездо. Такая конструкция повышает срок службы держателя, экономит Дефицитную медь.
Формула изобретен и я
1. Электрододержатель для ручной дуговой сварки, содержащий рукоятку, экс-
центрично оси которой смонтирован прижимной стержень, и установленную параллельно ему токопроводящую губку в виде полукруглого желоба с продольными рабочими торцами, отличающийся тем, что, с целью расширения эксплуатационных возможностей, на одном рабочем торце желоба выполнены посадочные гнезда под электроды, а другой рабочий торец желоба выполнен наклонным.
2.Электрододержатель по п. 1, о т л и- чающийся тем, что прижимной стержень выполнен с осевым разрезом, шириной не менее 1,5 мм.
3.Электрододержатель по п.1, от л и- ч а ю щ и и с я тем, что прижимной стержень выполнен с лыской, поверхность которой расположена под острым углом ж оси или совпадает с осью стержня.
А. Электрододержатель по п.1. о т л и- чающийся тем, что прижимной стержень выполнен трубчатым..
5.Электрододержатель по пп. 1-4, о т- личающийся тем, что он снабжен дополнительной губкой с посадочными гнездами, расположенной оппозитно основной губке, при этом в основной губке выполнен продольный паз с наклоном, а стержень выполнен переустанавливаемым относительно оси рукоятки.
6.Электрододержатель по пп. 1-5, от- л и ч а ю щ и и с я тем, что токопроводящие губки снаружи покрыты электроизоляционным материалом.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2245768C2 |
| Электрододержатель для ручной дуговой сварки | 1987 |
|
SU1479230A1 |
| Электрододержатель для ручной дуговой сварки | 1988 |
|
SU1622099A1 |
| Электродержатель для ручной дуговой сварки | 1988 |
|
SU1620243A1 |
| Электрододержатель для ручной дуговой сварки | 1984 |
|
SU1470480A1 |
| Электрододержатель для ручной дуговой сварки | 1990 |
|
SU1787087A3 |
| СВАРОЧНЫЙ КОМПЛЕКТ | 2007 |
|
RU2348495C1 |
| Электрододержатель для ручной дуговой сварки | 1980 |
|
SU893452A1 |
| Устройство для электродуговой резки | 1981 |
|
SU1004120A1 |
| Электрододержатель для ручной дуговой сварки | 1990 |
|
SU1773633A1 |

Использование: для зажима электродов и подвода к ним тока при ручной дуговой сварке. Сущность изобретения: устройство содержит рукоятку и расположенную вдоль ее оси параллельно друг другу, прижимной стержень и токоподводящую губку. Губка выполнена в виде полукруглого желоба с продольными рабочими торцами. На одном из торцов выполнены посадочные гнезда, а другой торец выполнен наклонным. Прижимной стержень может быть выполнен с осевым разрезом, шириной не менее 1,5 мм, или трубчатым, или с лыекой, поверхность которой расположена под острым углом к оси или совпадает с осью стержня. Одним из вариантов конструкции электрододержа- теля может быть конструкция из двух губок с пазами под электроды и с переустанавливаемым относительно оси рукоятки при- жимным стержнем, Токоподводящие губки снаружи покрыты электроизоляционным материалом. 5 з.п. ф-лы. 9 ил. ta
Фи. i
1835337
ff 2
Рш4.
фиг $
Ф«гТ
1835337
фи.г.6
-I Г
Фиг
19
| Переключатель потока воздуха | 1988 |
|
SU1634957A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
