Изобретение относится преимущественно к ракетной технике и может найти применение в технологических процессах изготовления струйных форсунок для смесительных головок жидкостных ракетных двигателей малой тяги (ЖРДМТ).
Известен способ изготовления струйной форсунки, заключающийся в сверлении форсуночного отверстия с последующим выполнением входного участка путем раззенковки с углом раскрытия 11° с целью обеспечения высокого и стабильного коэффициента расхода форсунки ("Жидкостные ракетные двигатели. Основы проектирования" под ред. Добровольского М.В., М., "Машиностроение", 1968, рис.3.11). Известный способ непригоден для отверстий диаметром не более 0,2 мм из-за сложности изготовления зенкеров соответствующего размера. Кроме того, при обработке зенкером образуется стружка, которую сложно удалить из отверстий малого диаметра (d≤0,25 мм) без нарушения входных и выходных кромок (забоины, заусенцы, риски и т.п.), что, в свою очередь, приводит к распаду струи на жгуты и капли на выходе из форсунки.
Наиболее близким к предлагаемому изобретению является способ изготовления струйной форсунки в соответствии с патентом РФ № 2117177 (з. № 95115185/06 от 25.08.95), по которому отверстие малого диаметра получают, например, способом электроискровой обработки, после чего проводят дополнительную обработку, формируя входной участок иглой, придавая ей возвратно-поступательное и реверсивное вращательное движения. При такой обработке входному участку придается форма удлиненной конической воронки; при этом неровности, которые были на поверхности отверстия, сминаются, и шероховатость конического входного участка становится близкой к шероховатости, соответствующей шлифовке. Однако такой способ формирования входного участка сопровождается образованием вокруг входной кромки наплыва металла (металл выдавливается иглой из отверстия, скапливается вокруг входной кромки в виде трудноудалимого наплыва), который меняет характер течения жидкости, делает его нестабильным, меняет расход и требует дополнительной обработки по его удалению, а это затруднительно при диаметрах отверстий менее 0,25 мм.
Техническим результатом заявленного изобретения является устранение указанных выше недостатков путем повышения качества обработки входного участка и входной кромки струйной форсунки, которые способствуют стабилизации гидравлических характеристик форсунки.
Указанный технический результат достигается заявленным способом изготовления струйной форсунки, включающим получение отверстия форсунки и дополнительную обработку его входной части путем осуществления возвратно-поступательного и вращательного движений иглой, при этом согласно изобретению используют иглу, выполненную с граненой пирамидальной обрабатывающей поверхностью.
В процессе обработки игле могут придавать дополнительно реверсивное вращательное движение, которое улучшает качество обрабатываемой поверхности.
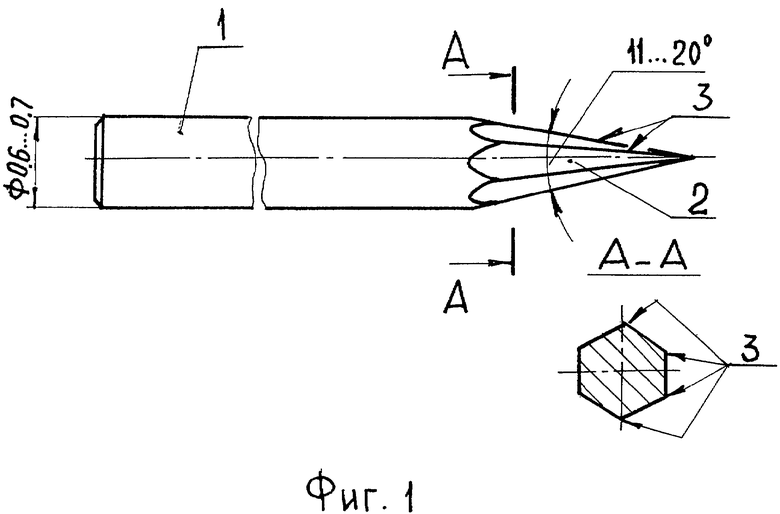
Для получения стабильных гидравлических характеристик струйной форсунки (большая длина нераспавшейся части струи, стабильное, без дрожания, истечение в заданном направлении, стабильный расход по струям) целесообразно обеспечить угол при вершине иглы в пределах 11-20°).
Для обработки магнитомягкого материала типа 14Х17Н2, 10Х32Н8 и т.п. или немагнитного материала типа 12Х12Н10Т применяют иглу, выполненную из материала с магнитными свойствами.
Изобретение поясняется чертежами.
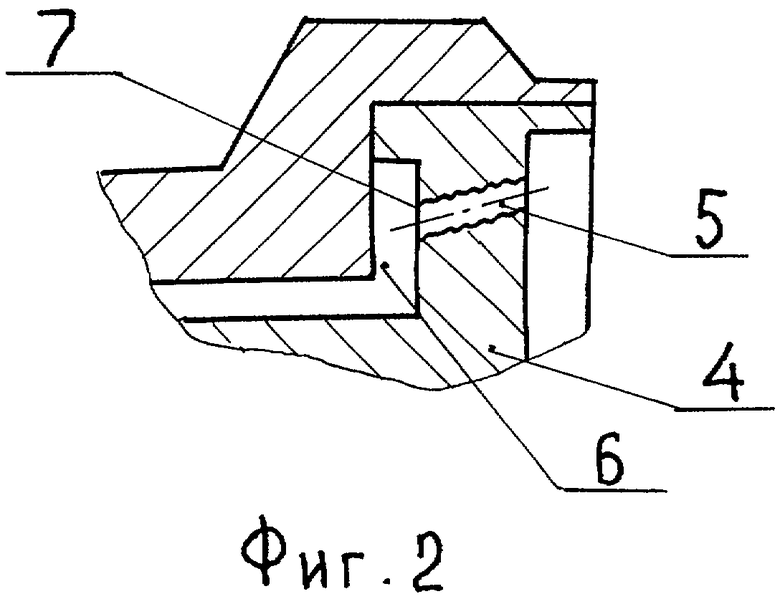
На фиг.1 показан обрабатывающий инструмент; на фиг.2 - форсунка, выполненная электроискровой обработкой (либо сверлением); на фиг.3 показана форсунка, выполненная по предлагаемому способу. Обрабатывающий инструмент имеет хвостовик 1 (фиг.1), рабочую часть 2 в виде граненой пирамидальной поверхности с режущими кромками 3. Угол при вершине рабочей части составляет 11-20°.
Во втулке 4 (фиг.2, 3) выполнено форсуночное отверстие 5 из подводящего паза 6. Входной участок имеет острую кромку 7.
На фиг.3 показан входной участок 8, обработанный по предлагаемому способу.
Предлагаемый способ изготовления струйной форсунки осуществляется следующим образом.
Во втулке 4 методом электроискрового прожигания или сверлением выполняют отверстие 5 из подводящего паза 6. Кромка 7 на входе в отверстие 5 получается острой с небольшим подъемом материала, а шероховатость стенок отверстия такова, что высота неровностей соизмерима с диаметром отверстия, особенно для отверстий с малым диаметром (≤0,2 мм). Иглу хвостовиком 1 устанавливают в цанговый зажим (не показан), и рабочую часть 2 вводят во входной участок полученного отверстия.
Выполняя вращательное и возвратно-поступательное движения, производят обработку входного участка. Такая обработка иглой приводит к формированию конического участка. Обрабатывающий инструмент срезает своими режущими кромками 3 металл на заходной части и одновременно заглаживает образовавшуюся коническую поверхность, доводя шероховатость до состояния, близкого к шлифовке. Повысить качество обработки можно, придавая игле дополнительно реверсивное вращательное движение. Образовавшаяся в результате срезания металла стружка выдавливается наружу (к входной кромке обрабатываемого отверстия), заполняя пазы между гранями обрабатывающего инструмента и обрабатываемой поверхностью. Стружка налипает на инструмент, что позволяет легко удалить ее.
При работе струйной форсунки, изготовленной указанным способом, рабочее тело - жидкий компонент топлива, дойдя по пазу 6 (см. фиг.2, 3) до струйной форсунки, попадает в конический входной участок 8, затем плавно переходит в отверстие 5, а из него - в камеру сгорания. Если длина нераспавшейся части струи из форсунки, выполненной методом электроискрового прожигания (либо сверлением) составляет примерно 15 мм, то длина нераспавшейся части струи из форсунки с заходным участком, сформированным предлагаемым способом, составляет ˜95 мм при проливке на воде при скорости истечения до 45 м/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУЙНОЙ ФОРСУНКИ | 1995 |
|
RU2117177C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КАНАЛОВ СООСНО-СТРУЙНОЙ ФОРСУНКИ ДЛЯ КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2013 |
|
RU2560892C2 |
| СПОСОБ ДОВОДКИ ФОРСУНОК | 1999 |
|
RU2162394C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ ФОРСУНКИ ИЗ ТОКОПРОВОДЯЩЕГО МАТЕРИАЛА | 2013 |
|
RU2550439C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ ФОРСУНКИ | 2013 |
|
RU2556182C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ ФОРСУНКИ | 2013 |
|
RU2543572C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ ФОРСУНКИ | 2013 |
|
RU2557185C2 |
| Способ улучшения удельных характеристик кислородно-водородного жидкостного ракетного двигателя | 2024 |
|
RU2837451C1 |
| Способ уменьшения массы кислородно-водородного жидкостного ракетного двигателя | 2024 |
|
RU2837950C1 |
| Способ повышения удельного импульса тяги кислородно-водородного жидкостного ракетного двигателя | 2024 |
|
RU2837453C1 |
Изобретение относится к ракетной технике и может быть использовано в технологических процессах изготовления струйных форсунок. Способ включает получение отверстия форсунки и дополнительную обработку его входной части путем осуществления возвратно-поступательного и вращательного движений иглой. При этом используют иглу, выполненную с граненой пирамидальной обрабатывающей поверхностью. В результате обеспечивается стабилизация гидравлических характеристик форсунки. 3 з.п. ф-лы, 3 ил.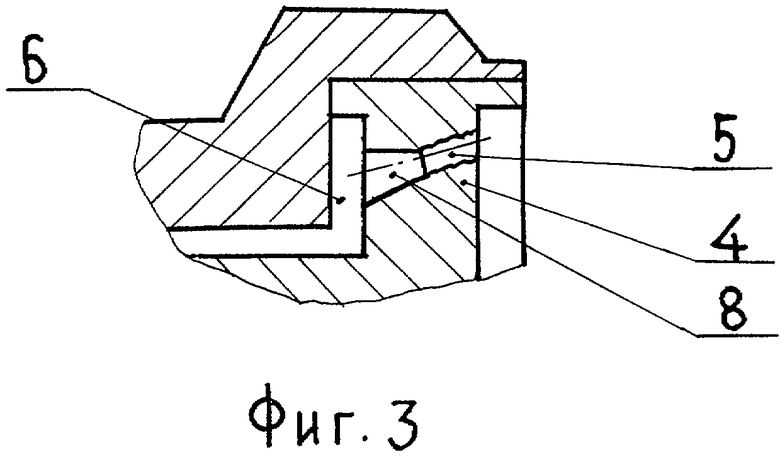
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУЙНОЙ ФОРСУНКИ | 1995 |
|
RU2117177C1 |
| WO 2005010348 A1, 03.02.2005 | |||
| US 6826833 A1, 07.12.2004 | |||
| JP 59059908 A, 05.04.1984 | |||
| DE 4213226 A, 04.11.1993 | |||
| ЕР 0453132 А1, 23.10.1991. | |||

