УРОВЕНЬ ТЕХНИКИ
Пьезоэлектрические устройства струйной печати, работающие по принципу "капля по требованию", в течение достаточно долгого периода времени используют для нанесения чернил на различные подложки. Обычно в пьезоэлектрическом устройстве струйной печати, работающем по принципу "капля по требованию", используется принцип выброса отдельных капель чернил на подложку в виде заданного узора для печати. Такое устройство обычно включает узел сопл с последовательностью отверстий, множество управляемых печатающих головок и контроллер. Отверстия определенным образом расположены в вертикальном ряду, и обычное устройство струйной печати содержит множество печатающих головок, связанных с каждым отверстием. Управление печатающими головками осуществляют с помощью контроллера, который оператор кодирует для работы с печатающей головкой в соответствии с запрограммированным планом печати одного или последовательности знаков или символов.
Каждое отверстие выполнено так, что оно выбрасывает одну капельку чернил в каждом запуске связанной с ним печатающей головки. Капельки, выбрасываемые в соответствии с запрограммированной последовательностью, направляются на подложку, на которой печатают знак или символ. Для обеспечения качества печати, получаемой с помощью струйных принтеров, работающих по принципу "капля по требованию", необходимо, помимо прочего, обеспечить точный контроль над размером точки чернил, которые ударяют о подложку. На размер точки, в свою очередь, влияет размер капельки чернил, выбрасываемой из сопла.
В прошлом, в общей конструкции, представленной взаимосвязанными характеристиками печатной головки, размером отверстия и характеристиками чернил, было важно обеспечить, чтобы капельки не только имели требуемый размер, но также, чтобы совпадал размер капелек, поскольку, в противном случае, печатаемые знаки или символы имели бы неоднородную ширину. Конечно, подложка или материал также могут влиять на получаемое в результате изображение.
Следует отметить, что в области пьезоэлектрической струйной печати произошел значительный прогресс, однако до настоящего времени пьезоэлектрические струйные принтеры были ограничены тем, что они не обеспечивали возможность высокоскоростной печати в производственном процессе. Неспособность известных устройств обеспечить высокоскоростную печать была вызвана частично невозможностью обработки чернил так, чтобы они достаточно быстро высыхали. То есть, ранее используемые чернила имели недостаточно правильно высыхали и поэтому не позволяли достичь или поддерживать необходимое совмещение. Таким образом, попытки обеспечения высокоскоростной печати в ходе производственного процесса приводили или вызывали ухудшение качества изображения, если вообще такое изображение можно было получить.
Кроме того, до недавнего времени пьезоэлектрические струйные печатающие головки, который позволяли с высокой частотой использовать чернила и другие составы, не были доступны. Развитие конструкции печатающей головки привело к созданию устройства для струйной печати, которое позволяло обеспечить работу с высокой частотой, в соответствии с настоящим изобретением. Однако просто способность работы на высоких частотах не предусматривает использование всех чернил и составов и поэтому не обеспечивает возможность поддержки совмещения печати, в частности, когда принтер работает с высокой частотой, в то время как материал пропускают под ним с высокой скоростью. Поскольку одно дело работать на высокой частоте или с высокой скоростью и совершенно другое - обеспечить работу с высокой частотой и высокой скоростью.
Таким образом, существует потребность в способе, в котором разработанные в последнее время печатающие головки можно было бы использовать для обеспечения высокоскоростной печати в процессе поточной обработки материалов.
Хотя в обычном устройстве струйной печати было сделано множество усовершенствований, пьезоэлектрическое устройство струйной печати, доступное в настоящее время, не позволяет создавать многоцветные изображения, получаемые в процессе поточной обработки с высокой скоростью, не говоря уже о том, чтобы обеспечить это за один проход устройства над подложкой (или за один проход подложки вдоль устройства). Также остается потребность в подложке, которую можно было бы использовать в процессе высокоскоростной печати, материал которой обеспечивал бы более высокий уровень стойкости к окрашиванию других поверхностей при прикосновении, чем достигался раннее при таких же условиях печати.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Печать изображения на изделии личной гигиены в настоящее время выполняют вне производственного процесса с использованием обычной технологии контактной печати и растворителя или чернил на водной основе. Существующий подход при выполнении печати заставляет использовать дополнительную стадию обработки материала, на который наносят печать, что увеличивает затраты и количество отходов. Чернила, используемые в классических технологиях печати, также требуют применения стадии сушки, что не позволяет обеспечить экономически эффективную производительность. Контактная печать в известных системах чернильной печати, в конечном счете, не позволяет обеспечить эффективную работу при линейных скоростях, типичных для машин, производящих изделия личной гигиены. Как таковые, затраты, связанные с замедлением производства, вызванным необходимостью контактной печати, часто ограничивают количество печатных изображений, которые можно было бы наносить на одноразовые изделия личной гигиены. По этим причинам печать на продуктах личной гигиены и подобных продуктах в производственной линии до настоящего времени была ограничена технологически.
Настоящее изобретение направлено на средство, которое обеспечивает перенос графических изображений подходящего качества на изделия личной гигиены и подобные продукты с использованием экономически выгодного способа, при снижении общих затрат на производство, оборудование, уменьшении количества отходов и повышении эффективности.
Настоящее изобретение относится к способу создания многоцветных изображений, получаемых в процессе высокоскоростной поточной обработки. Способ предусматривает (i) обеспечение по меньшей мере двух печатающих головок, работающих с высокой рабочей частотой, причем печатающие головки, работающие с высокой частотой, позволяют использовать чернила со сменой фаз; (ii) обеспечение по меньшей мере двух видов чернил со сменой фаз; (iii) обеспечение подложки; (iv) активацию печатающих головок так, что, по меньшей мере, два вида чернил проходят через них; и (vi) прохождение подложки под печатающими головками со скоростью, по меньшей мере, около 1000 футов в минуту; в котором на подложке формируется, по меньшей мере, одно изображение в процессе поточного производства. В одном варианте выполнения способа, в соответствии с настоящим изобретением печатающие головки могут иметь рабочие частоты, по меньшей мере, около 20 кГц. Чернила со сменой фаз, предпочтительно, представляют собой термоплавкие чернила со сменой фаз. В другом варианте выполнения изобретения чернила могут быть составлены на основе воска.
В еще одном варианте выполнения настоящее изобретение направлено на способ обеспечения высокоскоростной, стойкой к окрашиванию других поверхностей при прикосновении, печати в процессе поточной обработки материала с использованием чернил со сменой фаз. Способ предусматривает (i) использование, по меньшей мере, набора печатающих головок, позволяющих обрабатывать чернила со сменой фаз с частотой, по меньшей мере, около 20 кГц; (ii) подачу материала; (iii) обеспечение системы транспортирования материала, которая позволяет транспортировать или переносить материал под печатающими головками; (iv) обеспечение множества видов чернил со сменой фаз; (v) транспортировка материала под набором печатающих головок со скоростью по меньшей мере 1000 футов/мин; и (vi) эжектирование чернил, по меньшей мере, из двух из печатающих головок на материал для формирования, по меньшей мере, частично изображения, создаваемого в процессе поточной обработки. Стадия эжектирования чернил может включать совмещенное нанесение чернил. В зависимости от частоты, с которой работают печатающие головки, на стадии эжектирования чернил может формироваться изображение, имеющее плотность точек до около 200 капель/печатающую головку/линейный дюйм. В других вариантах выполнения с помощью чернил можно формировать изображение, имеющее только до около 100 капель/печатающую головку/линейный дюйм. Чернила могут быть избирательно нанесены на всю подложку или на ее участок, могут быть нанесены на подложку в виде определенного узора и/или могут быть нанесены на подложку для создания определенного рельефа поверхности. В одном варианте выполнения множество видов чернил могут включать чернила, по меньшей мере, двух различных цветов. В дополнительном варианте выполнения изображение, сформированное на материале, может представлять собой многоцветное изображение. В еще одном варианте выполнения способ может дополнительно предусматривать элемент управления, в котором элемент управления соединен с, по меньшей мере, одним набором печатающих головок и в котором элемент управления регулирует, по меньшей мере, один набор печатающих головок так, что чернила эжектируют на материал с совмещением изображения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На чертеже схематично показан пример выполнения способа по изобретению.
ОПРЕДЕЛЕНИЯ
Используемые здесь термины "химический состав" или "химические составы" предназначены для включения и обозначения любого или всех вариантов применения чернил (помимо чернил со сменой фаз), составов, композиций и т.п.(включая чернила, содержащие твердые вещества и/или частицы), которые можно использовать в описанных здесь печатающих головках по изобретению. Предпочтительно, хотя и необязательно, термин "химический состав" или "химические составы" направлен на такие варианты применения чернил, составы, композиции и т.п., которые совместимы с чернилами со сменной фазой. Соответствующий химический состав включает медикаменты, чернила, воски, краски, лосьоны, мази, агенты для ухода за кожей, препараты для наружного применения и т.п. или их комбинации, но не ограничивается ими. Следует понимать, что один из таких химических составов может представлять собой носитель, который используют для переноса или транспорта чернил со сменной фазой. Примеры носителя включают линейные полиэтилены с низким молекулярным весом, но не ограничиваются ими.
Используемые здесь термины "содержит", "содержащий" и другие однокоренные производные термина "содержать" представляют собой открытые термины, которые определяют присутствие любых указанных свойств, элементов, целых чисел, стадий или компонентов, но не исключают присутствие или добавление одного или больше других свойств, элементов, целых чисел, стадий, компонентов или их групп.
Используемый здесь термин "материал" обозначает все тканые, трикотажные и нетканые волокнистые полотна, а также бумагу, вспененные материалы, пленку или тому подобное.
Используемый здесь термин "продукт для медицинского ухода" означает медицинские халаты, простыни, одежду, а также устройства, которые можно использовать в медицинской процедуре.
Используемый здесь термин "чернила" относится к чернилам со сменной фазой. Используемый здесь термин "слой", при использовании в единственном числе, может иметь двойное значение одного элемента или множества элементов.
Используемый здесь термин "волокно, выдуваемое из расплава" означает волокна, сформированные путем экструзии расплавленного термопластичного материала через множество тонких, обычно круглых фильерных капилляров в виде расплавленных нитей или волокон в сходящиеся высокоскоростные потоки, обычно горячего газа (например, воздуха), которые вытягивают нити из расплавленного термопластичного материала, уменьшая их диаметр, который может составлять диаметр микроволокна. После этого выдуваемое из расплава волокно переносится высокоскоростным потоком газа и осаждается на поверхность сбора для формирования полотна из случайным образом диспергированных волокон, выдуваемых из расплава. Такой процесс описан, например, в патенте США 3849241 авторов Butin и др., волокна, выдуваемые из расплава, представляют собой микроволокна, которые могут быть непрерывными или могут иметь разрывы, обычно имеют средний диаметр меньше чем 10 микрон и обычно остаются липкими при осаждении их на собирающую поверхность.
Используемые здесь термины "нетканый" и "нетканый материал или полотно" означают полотно, имеющее структуру отдельных волокон, нитей или ворсинок, которые взаимно уложены, но без использования идентифицируемого способа как в трикотажном полотне. Нетканые материалы или полотно могут быть сформированы с использованием множества процессов, таких, как, например, получение из расплава с раздувом, процессы фильерного производства, процессы формирования соединенного кардного полотна. Базовый вес нетканых материалов обычно выражают в унциях материала на квадратный ярд (укя, osy) или в граммах на квадратный метр (г/м2), и используемый диаметр волокна обычно выражают в микронах. (Следует отметить, что для преобразования укя в г/м2, необходимо умножить значение в укя на 33,91).
Используемый здесь термин "изделие личной гигиены" или "впитывающее изделие личной гигиены" означает подгузники, тренировочные трусы, одежду для плавания, впитывающие трусы, салфетки для грудных детей, продукты для взрослых больных, страдающих недержанием, медицинские салфетки, влажные салфетки, продукты для женской гигиены, повязки для ран, гигиенические прокладки, заплатки, отсоединяющиеся через некоторое время, бинты, продукты для покойников, ветеринарные продукты, гигиенически и впитывающие продукты и т.п.
Используемый здесь термин нанесение химического состава, чернил, жидкости, материала или тому подобное со "сменой фаз" относится к материалу, который обрабатывают в жидком или, по существу, в жидком состоянии и который затем отвердевает, возвращаясь к своему естественному состоянию при охлаждении, отвердевании, образовании поперечных связей или тому подобное.
Используемый здесь термин "волокна, полученные фильерным способом" относится к волокнам с малым диаметром, которые сформированы путем экструзии расплавленного термопластичного материала в виде нитей из множества тонких, обычно круглых капилляров фильеры, причем диаметр экструдируемых нитей быстро уменьшают, например, как описано в патенте США 4340563 авторов Appel и др. и в патенте США 3692618 авторов Dorschner и др., патенте США 3802817 авторов Matsuki и др., патентах США 3338992 и 3341394 автора Kinney, патенте США 3502763 автора Hartman и патенте США 3542615 авторов Dobo и др., волокна, полученные фильерным способом, обычно не являются липкими, когда их наносят на поверхность сбора. Волокна, полученные фильерным способом, обычно являются непрерывными и имеют средний диаметр (в выборке из, по меньшей мере, 10 волокон) больше чем 7 микрон, более конкретно от около 10 до 20 микрон.
Эти термины могут быть определены дополнительно в остальных частях описания.
Используемый здесь термин в единственном числе обычно включает множественное число, и термин, используемый в множественном числе, в общем, включает единственное число, если только не будет указано другое.
ОПИСАНИЕ ИСПЫТАТЕЛЬНЫХ МЕТОДИК
Стойкость к окрашиванию других поверхностей при прикосновении при предполагаемом использовании продукта относится к стойкости переноса чернил с печатной подложки на другую подложку (например, на одежду), находящуюся в контакте с продуктом. Для определения стойкости к окрашиванию других поверхностей при прикосновении материалов в соответствии с настоящим изобретением использовали модифицированную испытательную методику ASTM F 1571-95 с использованием устройства Sutherland Ink Rub Tester. Модификация способа в соответствии с испытательной методикой ASTM состояла в том, что две резиновые подушечки размером 1 дюйм х 2 дюйма (поставляемые компанией DANILEE COMPANY) прикладывали к концам (по одной подушечке на каждом конце) нижней поверхности весов так, чтобы к подушечке была приложена нагрузка, составляющая 1 фунт на квадратный дюйм (pci). Вторая модификация способа испытательной методики стандарта ASTM состояла в том, что вместо микроткани, поставляемой компанией Buehler, которая представляла собой беленную ткань типа муслин с количеством нитей 80 х 80, использовали ткань Crockmeter Cloth #3 (поставляемую компанией Testfabrics, Inc., с офисом в штате Пенсильвания) для притирания ее к печатному материалу. Следует отметить, что методика ASTM идентифицирована как предназначенная для представления процедуры измерения стойкости к истиранию и тенденцию к загрязнению машинописного текста и изображений, нанесенных способом удара; однако в модифицированной испытательной методике ее использовали для испытаний изображений, полученных с помощью струйного принтера. Процедура также была модифицирована так, что тестер работал 40 циклов, а не 10. Модифицированный способ также включает визуальное сравнение цвета, который был перенесен на муслиновую ткань в ААТСС 9-Step Chromatic Transference Scale (1996 edition) (поставляемую компанией American Association of Textile Chemists and Colorists, офисы которой расположены в Research Triangle Park, Северная Каролина) для определения коэффициента стойкости к окрашиванию других поверхностей при прикосновении в диапазоне от 1 и 5. Уровень 5 указывает на отсутствие переноса цвета на муслиновую ткань.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу создания многоцветных изображений, получаемых в процессе поточной обработки с высокой скоростью. Способ предусматривает использование по меньшей мере двух печатающих головок 10, работающих с высокой частотой, которые позволяют использовать чернила со сменой фаз, обеспечение по меньшей мере двух чернил 14 со сменой фаз, обеспечение подложки 16, активацию печатающих головок так, что, по меньшей мере, два типа чернил проходят через них, и перемещение подложки 16 под печатающими головками в скоростью, по меньшей мере, около 1000 футов в минуту, в котором, по меньшей мере, одно обрабатываемое изображение (не показано) формируют на подложке 16. В одном варианте выполнения способа по изобретению печатающие головки могут работать с частотой, по меньшей мере, приблизительно 20 кГц. Можно применять любую соответствующую печатающую головку при условии, что она позволяет обеспечить работу на данной частоте с использованием одного или нескольких описанных здесь видов чернил со сменой фаз. Предпочтительно, чтобы чернила со сменой фаз представляли собой термоплавкие чернила со сменой фаз и в некоторых случаях, более предпочтительно, чтобы чернила со сменой фаз были составлены на основе воска.
Хотя в настоящем описании делается ссылка на пропускание, перенос или транспортировку подложки или материала под печатающей головкой, предполагается, что этот термин включает перемещение печатающей головки под подложкой или комбинированное движение печатающей головки и материала для обеспечения требуемой скорости производства.
Как более подробно описано здесь, использование чернил со сменой фаз, в частности термоплавких чернил, и более конкретно чернил на основе воска позволяет обеспечить требуемую высокую скорость печати, поскольку для чернил со сменой фаз не требуется сушка. Ранее время высыхания чернил и составов, используемых в принтерах, ограничивало производительность. Использование чернил со сменой фаз устраняет необходимость применения дополнительных стадий сушки и/или и позволяет обойтись без зазора между печатающими головками, что было раньше необходимо. Таким образом, требуемое совмещение изображения и его качество могут быть обеспечены при высокой скорости.
Изображение, получаемое в соответствии со способами, описанными здесь, также может быть результатом свойств обработки жидкости печатающих головок некоторых подходящих устройств. То есть в некоторых печатающих головках обеспечивается дегазация чернил, что создает дополнительное предпочтительное условие для формирования высокочастотной струи, поскольку при этом образуется меньше разрывов при подаче чернил в печатающие головки. При этом было определено, что благодаря использованию комбинации чернил с изменяемой фазой и способности дегазации этих чернил при обработке обеспечиваются лучшие результаты. Фактически, таким образом, были достигнуты рабочие частоты печатающей головки, превышающие ранее использовавшиеся частоты.
В еще одном варианте выполнения способ может включать использование контроллера или средства 18 управления, в котором средство управления соединено с печатающими головками. Средство 18 управления, предпочтительно, обеспечивает множество режимов работы и управляет печатающими головками 10 так, что печатающие головки 10 действуют вместе или независимо друг от друга. Следует понимать, что любое количество средств управления можно использовать в настоящем изобретении в зависимости, в частности, от количества печатающих головок, с которыми связано каждое средство управления. В качестве средств управления, например, можно использовать управление вручную или управление компьютером, или можно применять регулируемые компьютером элементы управления (например, переключаемые вручную переключатели, управляемые линейные переключатели, фотооптические датчики, а также схемы переключения, управляемые программными средствами).
Также на чертеже представлена часть системы транспортировки материала, включающая барабан 20 и множество вспомогательных роликов 22. Барабан 20 и вспомогательные ролики 22 разработаны так, чтобы они были совместимы с материалом 16, который проходит по ним так, что материал 16 над или вокруг барабана 20, по существу, не собирается в складки на полотне или в отдельных местах. Вспомогательные ролики 22 можно регулировать так, чтобы к материалу был приложен требуемый уровень натяжения для уменьшения или устранения складок, которые, в противном случае, могут образовываться на материале 16, когда его пропускают вокруг барабана 20, без приложения к нему определенной силы натяжения. Таким образом, вспомогательные ролики 22 можно использовать для создания или поддержания требуемого натяжения материала 16, по мере того, как его пропускают над или вокруг барабана 20. Следует понимать, что хотя на чертеже показан и здесь заявлен барабан 20, настоящее изобретение не ограничивается этим, и этот термин предназначен для обозначения или включения, но не для ограничения любой и всех поверхностей, по которым может проходить материал, на который наносят печатный рисунок, и при этом наносить печать на материал по мере того, как он проходит над или по печатной поверхности. Кроме того, хотя сделана ссылка на множество вспомогательных роликов 22, также предполагается, что объем настоящего изобретение включает любое другое подходящее средство, которое можно использовать для поддержания или регулирования натяжения материала по мере того, как материал проходит под печатающими головками. Кроме того, следует понимать, что хотя расстояние или промежуток между печатающими головками и материалом, на который они наносят печать, можно изменять, однако, предпочтительно, чтобы материал находился на расстоянии от около 2 мм до около 3 мм от печатающей головки, когда происходит эжектирование чернил при печати. Также следует понимать, что когда барабан и набор вспомогательных роликов или подобные узлы применяют как часть системы, используемой для транспортировки материала, печатающие головки могут быть установлены рядом с печатающей головкой в требуемом положении так, чтобы обеспечивался требуемый зазор или промежуток между печатающей головкой и материалом, проходящим над барабаном. Следует понимать, что использование барабана или подобного узла обеспечивает возможность печати хорошо совмещенных изображений, поскольку при этом можно поддерживать относительно постоянное расстояние между печатающей головкой и материалом.
В одном варианте выполнения способа по изобретению чернила и/или химические составы, наносимые на материал или подложку, могут обладать разной степенью проникновения в материал, и, используя разную степень проникновения чернил и/или химических составов, можно получать материал, имеющий разный рельеф поверхности. Следует понимать, что степень проникновения может изменяться частично из-за температуры, при которой обрабатывают чернила и/или носитель, если его применяют, типа материала, на который наносят чернила и/или состав из чернил, и/или носителя, если такой используется. Таким образом, например, в случае, когда материал восприимчив к проникновению, если чернила проходят через одну или больше печатающих головок при предпочтительной температуре, составляющей, по меньшей мере, около 115°С, в общем, можно ожидать более глубокое проникновение, чем при более низких температурах.
В другом варианте выполнения изобретения один или больше видов чернил можно избирательно наносить на всю поверхность или на участок подложки. Чернила могут быть нанесены на подложку в виде повторяющегося или случайного изображении или узора и также могут также быть нанесены на подложку для формирования барьера для жидкости. Как более подробно будет описано ниже, по меньшей мере, два вида чернил можно наносить таким образом на, по меньшей мере, участок материала или подложки, для формирования обрабатываемого изображения; однако на любые или все другие участки материала, чернила и/или химические составы могут быть нанесены так, чтобы их отдельные сегменты накладывались или располагались непрерывно и/или в некоторых случаях взаимно соединялись (то есть, когда отдельные капельки чернил сливаются или комбинируются) для формирования отдельных участков или областей. Отдельные сегменты и, в частности, непрерывно расположенные сегменты могут образовывать или области, или участки подложки, обладающие, например, свойствами барьера для жидкости, с характеристиками каналообразования и т.д. в дополнение к нанесению изображения или отдельно от него. В другом варианте выполнения материала по изобретению обеспечивается формирование рельефа поверхности наносимых химических составов, который позволяет получить улучшенную обработку жидкости и/или изоляции ее от кожи.
Хотя обычно требуется, чтобы чернила после нанесения оставались на месте на материале или подложке, на которые они были нанесены (то есть, чтобы они не отделялись), в некоторых случаях может быть желательно, чтобы, по меньшей мере, на некотором участке чернила отделялись. В качестве альтернативы, возможны случаи, когда чернила остаются на месте, но один или больше химических составов, которые использовали вместе с чернилами со сменой фаз, может отделяться. Таким образом, хотя в одном или больше вариантах выполнения может быть предпочтительным, чтобы чернила оставались на месте и/или проявляли высокий уровень стойкости к окрашиванию других поверхностей при прикосновении, в местах, где были нанесены чернила на носителе или тому подобное, один или больше химических составов могут отделяться с подложки или отсоединяться от других химических составов при воздействии определенных условий или при возникновении определенных условий (например, при воздействии определенной температуры (например, по меньшей мере, приблизительно температуры тела (приблизительно 23°С), при выбросе жидкости и т.д.)). Также предусматривается, что отделение одного или больше химических составов с подложки может вызвать или может привести к включению процесса разрушения всего продукта или его участка или подложки. Таким образом, получаемый в результате продукт может быть выполнен таким образом, что разрушение будет начинаться или будет инициировано при отделении одних или больше чернил и/или химических составов с продукта.
Как было указано выше, способ по изобретению предусматривает стадию использования подложки, на которой эжектируемые чернила и/или химические составы могут формировать отдельные капельки или сегменты. Хотя предпочтительно, по меньшей мере, в одном варианте выполнения изобретения, чтобы материал представлял собой пористый материал и более предпочтительно полиолефин, способы и процессы по изобретению предусматривают использование любого соответствующего пористого или непористого материала. Пригодность конкретного материала может зависеть по меньшей мере частично от чернил и/или химических составов, используемых вместе с ним. Примеры материалов включают тканые, нетканые материалы, бумагу, вспененные материалы, пленки, ткани, металлы, пластмассу, стекло, ламинаты, но не ограничиваются ими и, в общем, любую поверхность любой подложки или продукта, на которые можно наносить описанные здесь чернила или чернила и химические составы, с использованием любого описанного способа, для получения материалов, таких, как описаны здесь. Также предусматривается, что материал может содержать или может быть включен в гибкий упаковочный продукт, изделие из ткани, продукт для здоровья, изделие личной гигиены или один или больше их компонентов, и т.п.
Комбинации четырех основных цветов (например, голубой, пурпурный, желтый и черный) можно использовать для создания очень широкого спектра цветов, используя, таким образом, существенно меньшее количество печатающих головок и наборов цветов, чем в применявшихся в прошлом процессах. Такой подход не только позволяет снизить стоимость оборудования и количество чернил, которые требуются держать на складе, но также уменьшить количество требуемого преобразующего оборудования, занимаемое место, а также снизить затраты времени, связанные с изменением цвета, по сравнению с известными устройствами контактной печати. Хотя было определено, что комбинация из четырех цветов, указанная выше, является простой, но достаточно гибкой для удовлетворения описанных здесь требований получения графических изображений, также можно использовать различные другие комбинации цветов. Примеры комбинаций цветов включают комбинации, имеющие только один цвет, а также комбинации, содержащие до 12 цветов, которые позволяют обеспечить получение более широкого диапазона цветов с более интенсивными цветовыми концентрациями. Следует понимать, что в комбинации можно использовать более 12 цветов чернил, однако размер барабана (барабанов), используемых при производстве, количество печатающих головок и/или наборов цветов, необходимых для содержания различных чернил, могут ограничивать количество используемых цветов.
Следует понимать, что в настоящем изобретении можно использовать чернила с различными цветами, и желательно использовать чернила, имеющие, по меньшей мере, два различных цвета. Кроме того, в случае использования чернил и/или химических составов с разными цветами, в вышеописанных способах и процессах получаемые в результате узоры или изображения, сформированные на материале, могут представлять собой одноцветное или многоцветное изображение. То есть, например, при использовании желтых и голубых чернил полученное в результате изображение может иметь зеленый цвет, или оно может содержать желтый и голубой цвета, или может быть зеленым, желтым и голубым. Конечно, также можно получить множество оттенков каждого цвета.
Хотя способ по изобретению не направлен специально на это, он может быть выполнен, по меньшей мере, частично, с помощью устройства, установленного для обеспечения процесса печати. То есть по меньшей мере две печатающие головки должны быть установлены таким образом, чтобы их эмиссия или выбросы накладывались, по меньшей мере, частично для создания наносимого изображения. Возможны любые ориентации печатающей головки, и все соответствующие конфигурации рассматриваются как пригодные для использования в настоящем изобретении. Хотя основные принципы процесса печати (такие, как рассматриваются в публикации Pocket Guide to Color Reproduction Communication & Control, by Miles Southworth (1972)) известны специалистам в данной области техники, возможность процесса печати с высокой скоростью производства, с высокой рабочей частотой печатающей головки, и/или на некоторых материалах, описанных здесь, не известна специалистам в данной области техники. До настоящего времени также не была известна печать с использованием чернил с изменяемой фазой в описанных здесь рабочих условиях.
В другом варианте выполнения настоящего изобретения способ может предусматривать использование датчика температуры, при этом датчик температуры измеряет и в случае необходимости обеспечивает управление температурой чернил и/или химических составов, которые проходят через используемые печатающие головки. Следует понимать, что более чем один датчик можно использовать при нанесении множества чернил и/или химических составов с помощью устройства струйной печати.
Следует понимать, что способы и процессы, описанные здесь, позволяют обеспечить выброс отдельных сегментов чернил и/или химических составов, и хотя предусматривается возможность использования отдельных сегментов с разными размерами, отдельные капельки или сегменты, предпочтительно, будут иметь объем от около 5 пиколитров (или нанограмм) до около 100 пиколитров, более предпочтительно от около 20 пиколитров до около 90 пиколитров и еще более предпочтительно от около 50 пиколитров до около 80 пиколитров. Капельки или сегменты также, предпочтительно, могут иметь длину и ширину меньше, чем около 5 мм, более предпочтительно, меньше, чем около 3 мм, и еще более предпочтительно, меньше, чем около 2 мм, и больше, чем около 0,02 мм. Выброс отдельных сегментов, предпочтительно, производят приблизительно с частотой, по меньшей мере, 20 кГц, и более предпочтительно, с частотой от приблизительно 20 кГц до приблизительно 40 кГц. Кроме того, чернила и химические составы, имеющие значительный диапазон вязкости, можно обрабатывать в соответствии со способами и процессами, предложенными и более подробно описанными здесь. Предпочтительно, чтобы вязкость чернил и/или химических составов, выбрасываемых из печатающих головок, составляла от приблизительно 5 до приблизительно 50 сантипуаз и, более предпочтительно, от приблизительно 8 до приблизительно 30 сантипуаз в момент выброса (при повышенной температуре образования струи). Кроме того, поскольку печатающие головки обычно работают с использованием широкого диапазона управляющих напряжений, следует понимать, что благодаря изменению напряжения, с которым работают печатающие головки, можно обеспечить работу печатающих головок с более высокими частотами при одновременном обеспечении требуемого размера или объема капельки, что, таким образом, позволяет получить более высокие линейные скорости материала или обработки.
Хотя капельки или отдельные сегменты с определенной формой поперечного сечения, размером или объемом предусматриваются и являются предпочтительными в определенных вариантах выполнения, в вариантах выполнения, в которых не требуется обеспечивать конкретный размер или форму капелек, предусматривается возможность нанесения капелек с множеством форм поперечного сечения на или в материал в соответствии с настоящим изобретением. При отверждении капелек, которые возвращаются в свое нормальное состояние при условиях окружающей среды, образуют поперечные связи и т.д. на поверхности или под поверхностью подложки, можно изменять форму их поперечного сечения или управлять ею, по меньшей мере, в определенной степени, в зависимости от выбора химических составов, наносимых на выбранную подложку, а также устройства или способа, используемого для нанесения. В частности, например, форму поперечного сечения капелек, которые затвердевают на или под поверхностью подложки, можно изменять путем подбора, например, температуры, скорости и расстояния выбрасывания. Таким образом, например, если температура чернил или химического состава будет повышена, они обычно проникают глубже в подложку до того, как затвердевают, в результате чего образуется более куполообразное отложение, имеющее меньшую высоту, чем отложение, которое формируется при более низкой температуре. В качестве альтернативы повышенного или более глубокого проникновения, подбор температуры также позволяет обеспечить лучшее сцепление между чернилами и подложкой (в частности, термопластичной подложкой) так, что при этом обеспечивается лучшее прилипание чернил. Конечно, в зависимости от предполагаемой функции куполов (например, барьер для жидкости, обработка жидкости, изоляция кожи, эстетический внешний вид и т.д.), и в случаях, когда предполагается наносить постоянное или отделяемое покрытие, требуемые установки включают вес, форму и состав отдельных наносимых сегментов, которые следует тщательно подбирать, но не ограничиваются ими.
Следует понимать, что при использовании чернила и/или химические составы имеют температуру, при которой они начинают разлагаться. Температура, при которой происходит разложение, может изменяться в зависимости от используемых чернил и/или химических составов, и, в общем, следует уделять внимание, чтобы не превысить температуру разложения во время обработки; однако, предусматривается, что в одном или больше случаях частичное разложение позволяет обеспечить требуемую характеристику.
Хотя это не требуется в данном случае, в зависимости от чернил и материалов, которые выбирают для использования друг с другом, более высокий уровень проникновения может привести к более высокому уровню стойкости к окрашиванию других поверхностей при прикосновении. Хотя стойкость к окрашиванию других поверхностей при прикосновении не обязательно зависит от степени проникновения (поскольку также, например, может образовываться химическая связь или взаимодействие, которое способствует повышению стойкости к окрашиванию других поверхностей при прикосновении), в случае, когда чернила обладают более глубоким проникновением в материал, они более вероятно остаются на месте. Предпочтительно, чтобы чернила в изображениях, полученных в соответствии с процессами и способами, описанными и представленными здесь, позволяли получить степень стойкости к окрашиванию других поверхностей при прикосновении, по меньшей мере, приблизительно равную 4, в соответствии с описанной выше процедурой.
В еще одном варианте выполнения настоящее изобретение также направлено на способ обеспечения высокоскоростного процесса печати изображения, стойкого к окрашиванию других поверхностей при прикосновении, на материале с использованием чернил со сменой фаз. Способ предусматривает (i) обеспечение по меньшей мере набора печатающих головок, позволяющих обеспечить обработку чернилами со сменой фаз на частотах по меньшей мере приблизительно 20 кГц; (ii) обеспечение материала; (iii) обеспечение системы транспортировки материала, которая позволяет транспортировать материал под печатающими головками; (iv) обеспечение множества видов чернил со сменой фаз; (v) транспортировку материала под набором печатающих головок со скоростью, по меньшей мере, 1000 футов/минуту; и (vi) эжектирование чернил из по меньшей мере двух печатающих головок на материал, для формирования по меньшей мере частично обрабатываемого изображения. Стадия эжектирования чернил может включать совмещенное нанесение чернил. В зависимости от частоты, с которой работают печатающие головки, стадия эжектирования чернил позволяет формировать изображение, имеющее разрешающую способность до около 200 капелек/печатающую головку/линейный дюйм. В других вариантах выполнения чернила могут формировать изображение, имеющее разрешающую способность до приблизительно 100 капелек/печатающую головку/линейный дюйм. Чернила можно избирательно наносить на всю поверхность или на участок подложки, их можно наносить на подложку в виде определенного узора или случайным образом и/или они могут быть нанесены на подложку так, что будет создан определенный рельеф поверхности. Как и в других вариантах выполнения, определенный рельеф поверхности может обеспечить или позволяет получить предпочтительные свойства для здоровья кожи. Нанесение чернил и/или химических составов для получения рельефа поверхности на подложке может обеспечить получение конечного продукта или компонентов на нем, проявляющих улучшенное управление жидкостью и/или изоляции кожи во время использования.
Множество видов чернил должно включать чернила, имеющие, по меньшей мере, два различных цвета. В еще одном варианте выполнения изображение, сформированное на материале, может представлять собой многоцветное изображение. В еще одном варианте выполнения способ может дополнительно предусматривать элемент управления, в котором элемент управления соединен, по меньшей мере, с одним набором печатающих головок и в котором элемент управления регулирует, по меньшей мере, один набор печатающих головок так, что чернила эжектируют на материал с совмещением.
Следует понимать, что пьезоэлектрический струйный принтер, помимо прочего, можно использовать в связи со способами и процессами, описанными здесь. При этом стадия эжектирования или выброса чернил и/или химических составов, по меньшей мере, из одной печатающей головки может предусматривать включение или запуск одной или больше из по меньшей мере одной печатающей головки. Способ может также предусматривать использование элемента управления или средства управления, в котором элемент управления соединен с одной или больше из по меньшей мере одной печатающей головки. Элемент управления позволяет регулировать одну или больше печатающих головок таким образом, что обеспечивается эжектирование чернил и/или химических составов или их выброс на подложку, на которую они оседают так, что образуется или генерируется некоторый узор.
Элемент управления также может обеспечивать регулировку в режиме реального времени выброса из по меньшей мере одной из печатающих головок. Регулировка в режиме реального времени образует или обеспечивает немедленное или, по существу, мгновенное управление или изменение режима работы печатного устройства по изобретению. Скорость, при которой устройство, используемое в связи с настоящим изобретением, в общем, ограничена временем, равным приблизительно половине минимального периода выброса или периода импульса, работы печатающих головок устройства. Таким образом, минимальный период следования импульсов или выбросов соответствующей печатающей головки представляет собой наименьший период времени, который требуется для изменения режима или положения выброса и возврата к тому же положению, или, другими словами, минимальный период следования импульсов или выбросов представляет собой самое короткое время, требуемое для выполнения цикла печатающей головки между импульсами или выбросами. Поскольку скорость работы печатающих головок, пригодных для использования в настоящем изобретении, продолжает повышаться, также будет повышаться частота импульсов или выбросов, в результате чего будет уменьшаться период следования импульсов. Все такие варианты развития рассматриваются в настоящем изобретении.
Управление в режиме реального времени также может выполняться с использованием одного или больше датчиков, расположенных вдоль устройства, используемого для получения продукта или его компонента так, чтобы можно было обеспечить изменение узора, нанесения, количества, расположения и т.д. чернил и/или химических составов. Изменение в реальном времени режима работы печатающей головки или набора печатающих головок может быть предпочтительным, если выполняется обработка с множеством размеров или форм материалов, с использованием печатного устройства, при этом различные узоры, варианты нанесения, ориентации его и т.п. требуется использовать в зависимости от обрабатываемого продукта или компонента. Точное управление в этой системе обеспечивает исключительную гибкость при нанесении графических изображений, что можно использовать для обеспечения возможности, по существу, мгновенного изменения графический изображений в процессе производства, создавая возможность введения новых свойств, таких, как разнообразная упаковка или сезонные графические изображения, путем простого нажатия на кнопку, что было невозможно при использовании обычно применяемых технологий печати. Возможность обеспечения управления в режиме реального времени или изменения производства со "сдвигом на ходу" позволяет существенно улучшить производство по сравнению с использовавшимися в прошлом технологиями печати в производственном процессе, в которых применяли фиксированные печатные структуры, такие, как используются в печатных валках для ротогравюры и в которых требуется каждый раз выключать производственную линию при замене валков для изменения узора или продукта.
Кроме того, использование печатной конструкции, сгенерированной компьютером, или печатающих головок, управляемых компьютером, позволяет получать практически бесконечное разнообразие дизайнерских конфигураций и вариантов применения. Компьютерная программа может быть сконфигурирована для использования математически выраженных требований к конкретной подложке, чернилам и/или химическим составам, таких, как размер капилляра, длина, давление, падение температуры и т.д., для разработки получаемого в результате материала. После создания дизайн может быть аккуратно воспроизведен на подложке с использованием струйной печати в соответствии с настоящим изобретением.
Поскольку узоры изображений могут быть сгенерированы в цифровом виде, обеспечивается возможность практически бесконечного их изменения, которое можно производить мгновенно. Использование описанных здесь чернил со сменой фаз дополнительно расширяет количество используемых моделей, которые обеспечивают печать в производственном процессе на скоростях и с определенными материалами или подложками, которые до настоящего времени были несоответствующими или недостижимыми. То есть использование чернил с изменяемой фазой позволяет обеспечить различную глубину проникновения в подложку или степень их прилипания к материалу, которые а прошлом достигались при использовании чернил без смены фаз. В соответствии с этим, обеспечивается более высокая стойкость к окрашиванию других поверхностей при прикосновении, которая до настоящего времени в некоторых случаях была недостижима.
Другие варианты выполнения способов и процессов в соответствии с настоящим изобретением позволяют наносить требуемые чернила и/или химические составы за один проход подложки, мимо печатающих головок. Процессы и способы по изобретению позволяют обеспечить описанную здесь печать без необходимости сушки или химической предварительной или последующей обработки материала, чернил или химических составов. Возможность печатать за один проход без необходимости предварительной или последующей обработки или сушки обеспечивает возможность поточного производства. То есть материал или подложку можно разматывать, наносить на него печатное изображение и разрезать. Конечно, также возможно многоэтапное производство, однако оно обычно является менее предпочтительным.
Хотя способ по изобретению в том виде, когда в нем предусматривается использование набора печатающих головок, работающих (например, имеющих более длительное время нахождения или содержащих множество рядов печатающих головок и т.д.) так, что печать может быть выполнена за один проход печатающих головок над подложкой или за один проход подложки вдоль печатающих головок в некоторых случаях, с учетом свойств чернил и/или химических составов, и, следовательно, для получения изображения, узора, рельефа поверхности, характеристик управления жидкостями и т.п. может быть предпочтительным производить или использовать множество проходов подложки мимо печатающей головки. Как отмечено выше, процессы и способы по изобретению, в общем, не требуют предварительной или последующей обработки, однако предварительная или последующая обработка не исключена из приведенного здесь описания. При этом подход с множеством проходов может быть предпочтительным, по ряду причин, включая, без ограничений, случаи, когда требуется обеспечить предварительную или последующую обработку материала, чернил или химических составов. Кроме того, может быть предпочтительным обрабатывать материал с использованием множества проходов подложки мимо печатающей головки при использовании обработки с отделением покрытия или химических составов, как описано, например, в совместно переданной заявке на американский патент, № 09/938,347 авторов Yahiaoui и др.
Хотя большая часть настоящего описания, в общем, относится к печатающим головкам, и хотя здесь рассматривается возможность использования любой соответствующей печатающей головки, для использования с настоящим изобретением пригодна печатающая головка производства компании Spectra, модель Galaxy PH 256/80, которая представляет собой печатающую головку с пьезоприводом, поставляемую компанией Spectra, Inc., с офисом в городе Лебанон, Нью-Гэмпшир. Было определено, что при использовании печатающей головки Galaxy PH 256/80, предпочтительно, чтобы она работала при напряжениях от около 100 до около 200 В, и более предпочтительно от около 110 до около 185 В, для достижения размеров и массы капельки и совместимости, которые описаны здесь. Указанные выше диапазоны напряжений не предназначены для использования со всеми печатающими головками, а скорее указаны только как предпочтительный диапазон для конкретной указанной выше модели головки компании Spectra. При этом любое и все рабочие напряжения, которые позволяют обеспечить постоянство массы капельки в других рабочих условиях, описанных здесь, являются пригодными и рассматриваются настоящим изобретением.
Кроме того, хотя печатающие головки с пьезоэлектрическим приводом обладают множеством рабочих характеристик, такие устройства обычно позволяют выбрасывать капельки, имеющие диаметр в диапазоне размеров приблизительно 50-90 микрометров, с разрешающей способностью нанесения, составляющей, по меньшей мере, приблизительно 1/200 дюйма. При этом предусматривается возможность использования процессов и способов в соответствии с настоящим изобретением с любыми улучшенными конструкциями печатающих головок с пьезоэлектрическим управлением или тому подобное, которые обеспечивают повышение частоты выброса или рабочей частоты печатающей головки, расширение диапазона диаметра капельки и/или разрешающей способности наносимого изображения.
Примеры других, пригодных для использования печатающих головок, включают бесконтактные печатающие головки с выбросом капелек по требованию, такие, как головки, в которых используются пьезоэлектрические кристаллы и которые позволяют обеспечить работу в диапазоне от около 20 до около 40 кГц, и которые выбрасывают капельки с размером до приблизительно 80 нг, но не ограничиваются ими. Это обеспечивает выброс печатающей головкой от около 20000 до около 40000 капелек в секунду через каждое сопло. Работа печатающих головок в этом частотном диапазоне при использовании типичных скоростей полотна или потока производства, по меньшей мере, от около 1000 до около 2000 футов в минуту (fpm) позволяет наносить приблизительно от 100-200 капелек/отверстие/линейный дюйм при скорости, по меньшей мере, около 1000 футов/минуту и до около 100 капелек/отверстие/линейный дюйм при скорости, по меньшей мере, приблизительно 2000 футов/минуту.
В результате данного раскрытия получаемые в результате графические изображения, напечатанные с использованием четырех цветов, могут быть нанесены при линейной обработке с производительностью, обеспечивающей эффективные затраты, при минимальном использовании чернил на таких материалах, которые используются в изделиях личной гигиены и т.п. Такие графические изображения, в общем, имеют разрешающую способность от около 100 до около 200 капелек на линейный дюйм любого одного цвета и от около 400 до около 800 капелек на линейный дюйм при использовании комбинации из четырех цветов.
[Примечание: Ссылка на количество капелек на дюйм обозначает количество капелек на линейный дюйм или капелек на дюйм в машинном направлении, если только явно не будет указано другое. Кроме того, если только не будет явно указано другое, ссылка на количество капелек на дюйм также относится к одной печатающей головке или отверстию и, таким образом, к одному цвету].
Таким образом, настоящее изобретение направлено на способ нанесения многоцветных, совмещенных графических изображений на материалы, предпочтительно изделия личной гигиены, продукты для здоровья и т.п., путем бесконтактного нанесения с подачей капель по требованию чернил со сменой фаз при скоростях производства, типичных для этих продуктов. Хотя можно предположить или можно ожидать получения преимуществ при повышении количества точек/капелек на дюйм (dpi) на типичных носителях графических изображений при использовании множества подложек, таких, как подложки, применяемые при производстве одноразовых продуктов (например, изделия личной гигиены и т.п.), более высокое значение разрешающей способности не приводит к ожидаемым преимуществам. Это, в частности, относится к пористым материалам. Таким образом, повышение разрешающей способности не обязательно приводит к существенному улучшению качества изображения. При этом в зависимости от материала или подложки, выбранных для использования, и в частности для подложек, используемых в изделиях личной гигиены, было определено, что благодаря уменьшению плотности капельки чернил, может быть реализовано приемлемое качество графики для производства одноразовых продуктов при приемлемом уровне затрат на производство (например, капитал/оборудование, чернила и стоимость производства). Таким образом, использование печатающих головок с более высокой частотой работы, с уменьшенным количеством капелек на дюйм для получения изображения на подложке обеспечивает возможность продолжения работы со скоростью производства, которая является эффективной с точки зрения затрат в промышленности и при этом получения изображения соответствующего качества, используя меньше чернил. То есть, при использовании некоторых материалов или конечных продуктов приемлемо использовать более низкую плотность (например, более низкое качество), графики. Поскольку более низкая плотность графики является удовлетворительной, обеспечивается существенное повышение производительности, что позволяет увеличить объем производства и снизить производственные затраты.
Хотя настоящее изобретение было описано подробно со ссылкой на конкретные варианты его выполнения, специалисты в данной области техники, при обеспечении понимания изобретения, могут непосредственно рассмотреть возможные изменения, варианты и эквиваленты описанных вариантов выполнения изобретения. При этом предполагается, что настоящее изобретение включает такие модификации и варианты, как если бы они находились в пределах объема заявленной формулы изобретения и ее эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПАКТНАЯ ПЕЧАТАЮЩАЯ ГОЛОВКА ДЛЯ СТРУЙНОЙ ПЕЧАТИ | 2001 |
|
RU2279983C2 |
| ТЕРМОРЕЗИСТОР ДЛЯ СМЕННОГО КОМПОНЕНТА ПРИНТЕРА | 2002 |
|
RU2300464C2 |
| СТРУЙНАЯ ПЕЧАТЬ С ИСПОЛЬЗОВАНИЕМ УДЛИНЕННЫХ ЭЛЕМЕНТОВ ИЗОБРАЖЕНИЯ | 2003 |
|
RU2327216C2 |
| ДЕКОРАТИВНЫЙ НОСИТЕЛЬ | 2019 |
|
RU2773865C1 |
| СПОСОБ И УСТРОЙСТВО ПОЛУЧЕНИЯ ОДНОРОДНЫХ ЧЕРНИЛ ДЛЯ СТРУЙНЫХ ПРИНТЕРОВ | 2012 |
|
RU2580092C2 |
| СОЕДИНИТЕЛЬНАЯ ПЕЧАТНАЯ СХЕМА | 2002 |
|
RU2296058C2 |
| ПЕЧАТНАЯ КАРЕТКА | 2010 |
|
RU2553964C2 |
| КАРТРИДЖ ДЛЯ ВЫБРОСА КАПЕЛЕК ТЕКУЧЕЙ СРЕДЫ | 2002 |
|
RU2296057C2 |
| СИСТЕМА И СПОСОБ ФОРМИРОВАНИЯ ГИДРОФОБНЫХ СТРУКТУР В ПОРИСТОЙ ПОДЛОЖКЕ | 2015 |
|
RU2668250C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ, ИМЕЮЩИХ ДЕКОРАТИВНУЮ ПОВЕРХНОСТЬ | 2013 |
|
RU2633251C2 |
Изобретение относится к пьезоэлектрическим устройствам струйной печати. Способ высокоскоростного создания многоцветных изображений в процессе поточной обработки предусматривает обеспечение по меньшей мере двух печатающих головок, работающих с высокой рабочей частотой, причем указанные печатающие головки, работающие с высокой рабочей частотой, позволяют обрабатывать чернила со сменой фаз; обеспечение по меньшей мере двух видов чернил со сменой фаз; обеспечение подложки; активацию печатающих головок так, что по меньшей мере два вида чернил проходят через них; и прохождение подложки под печатающими головками со скоростью по меньшей мере около 1000 футов в минуту; в котором на подложке формируется по меньшей мере одно изображение в процессе поточной обработки. Способ обеспечения высокоскоростной, стойкой к окрашиванию других поверхностей при прикосновении печати в процессе поточной обработки материала с использованием чернил со сменой фаз предусматривает обеспечение по меньшей мере набора печатающих головок, позволяющих использовать чернила со сменой фаз с частотой по меньшей мере около 20 кГц; обеспечение материала; обеспечение системы для транспортировки материала, которая позволяет транспортировать материал под печатающими головками; обеспечение множества чернил со сменой фаз; транспортировку материала под набором печатающих головок со скоростью по меньшей мере 1000 футов/мин; и эжектирование чернил по меньшей мере из двух печатающих головок на материал для формирования изображения. Способ обеспечения высокоскоростной, стойкой к окрашиванию других поверхностей при прикосновении печати в процессе поточной обработки материала с использованием чернил со сменой фаз предусматривает обеспечение по меньшей мере набора печатающих головок, позволяющих использовать чернила со сменой фаз, с частотой по меньшей мере около 20 кГц; обеспечение пористого материала; обеспечение системы транспортировки материала, которая позволяет транспортировать материал под печатающими головками; обеспечение множества чернил со сменой фаз; транспортировку материала под набором печатающих головок со скоростью по меньшей мере 1000 футов/мин; и эжектирование чернил по меньшей мере из двух печатающих головок на материал для формирования изображения; в котором на стадии эжектирования чернил формируется изображение, имеющее до около 200 точек/печатающую головку/линейный дюйм. Изобретение обеспечивает перенос графических изображений при снижении общих затрат на производство, оборудование, уменьшении количества отходов и повышении эффективности. 3 н. и 30 з.п. ф-лы, 1 ил.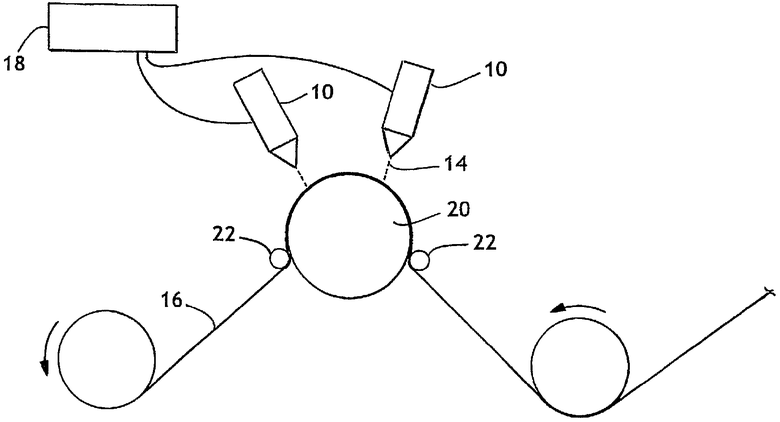
обеспечение по меньшей мере двух печатающих головок, работающих с высокой рабочей частотой, причем указанные печатающие головки, работающие с высокой рабочей частотой, позволяют обрабатывать чернила со сменой фаз;
обеспечение по меньшей мере двух видов чернил со сменой фаз;
обеспечение подложки;
активацию печатающих головок так, что по меньшей мере два вида чернил проходят через них; и
прохождение подложки под печатающими головками со скоростью по меньшей мере около 1000 футов в мин;
в котором на подложке формируется по меньшей мере одно изображение в процессе поточной обработки.
обеспечение по меньшей мере набора печатающих головок, позволяющих использовать чернила со сменой фаз, с частотой по меньшей мере около 20 кГц;
обеспечение материала;
обеспечение системы для транспортировки материала, которая позволяет транспортировать материал под печатающими головками;
обеспечение множества чернил со сменой фаз;
транспортировку материала под набором печатающих головок со скоростью по меньшей мере 1000 футов/мин; и
эжектирование чернил по меньшей мере из двух печатающих головок на материал для формирования изображения.
элемент управления, предназначенный для регулирования эжектирования чернил из печатающих головок;
элемент управления, предназначенный для управления транспортировкой материала.
обеспечение по меньшей мере набора печатающих головок, позволяющих использовать чернила со сменой фаз, с частотой по меньшей мере около 20 кГц;
обеспечение пористого материала;
обеспечение системы транспортировки материала, которая позволяет транспортировать материал под печатающими головками;
обеспечение множества чернил со сменой фаз;
транспортировку материала под набором печатающих головок со скоростью по меньшей мере 1000 футов/мин; и
эжектирование чернил по меньшей мере из двух печатающих головок на материал для формирования изображения;
в котором на стадии эжектирования чернил формируется изображение, имеющее до около 200 точек/печатающую головку/линейный дюйм.
| US 5784279 А, 21.07.1998 | |||
| 0 |
|
SU336043A1 | |
| ЕР 0571127 А, 24.11.1993 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 5538550 А, 23.07.1996 | |||
| Полимербетонная смесь | 1977 |
|
SU777008A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕЧАТИ | 2000 |
|
RU2176600C2 |
| УСТРОЙСТВО НАНЕСЕНИЯ КАПЕЛЬ | 1997 |
|
RU2165853C2 |

