Изобретение относится к области природоохранной деятельности, экологии, ресурсосбережения, коммунального хозяйства и промышленности и предназначено для механизации и автоматизации процессов сортировки с целью последующей переработки твердых отходов производства и потребления (ТОПП), включая твердые бытовые отходы (ТОПП). В частности, комплекс может применяться для сортировки и пакетирования различных видов твердых, достаточно однородных отходов, например для сортировки, предварительной переработки и пакетирования пластиковых бутылок различной емкости (различных типов ПЭТФ-тары).
Из уровня техники известен комплекс для переработки твердых бытовых отходов, включающий смешение мусора с водой, отделение нерастворимого осадка, формирование брикетов из оставшейся вязкой горючей массы и сушку брикетов, причем смесь мусора с водой в массовом отношении 1:(2...8) кипятят в течение 0,5...1,5 часа и отваренную массу выдерживают до расслаивания на нерастворимый осадок и вязкую горючую массу, при этом сушку брикетов ведут при 100°С (см. SU 1713925 А1 от 22.01.1990).
Недостатком известного технического решения является значительные энергозатраты на кипячение мусора в воде и сушку вязкой массы, большая длительность процесса сушки, а также большая дороговизна термообработки органической части мусора при кипячении. При этом при кипячении происходят значительные вредные газовыделения и загрязнение воздуха атмосферы, а сушку необходимо вести до момента достижения вязкой массой механических свойств, оптимальных для создания прессом прочного брикета.
Наиболее близким из уровня техники является техническое решение, раскрытое в патенте РФ № 2155108 от 27.08.2000. В соответствии с указанным решением собираемые отходы мусоровозами транспортируются на сортировочную станцию, где их после перемещения загрузочным конвейером, в процессе которого извлекают и собирают в контейнер крупногабаритные предметы, загружают во вращающийся барабанный грохот с перфорированным цилиндром. Ось вращения перфорированного цилиндра в барабанном грохоте размещена горизонтально. В перфорированном цилиндре, отходы перемещают по спиральным траекториям посредством закрепленных на внутренней поверхности цилиндра лопастей шнека. При этом пакеты и мешки с отходами разрушают при помощи шипов, установленных на лопастях шнека. Отходы из барабанного грохота поступают на сортировочный конвейер. Вдоль последнего расположены рабочие места сортировщиков с люками для сброса в них определенных фракций. На выходе из сортировочного конвейера фракцию, состоящую из неутилизируемых отходов, направляют в накопительный бункер, из которого ее в виде отдельных порций при помощи разгрузочного конвейера с управляемым приводом перемещают в разгрузившиеся мусоровозы. Фракции, полученные после сортировки твердых бытовых отходов, направляют на установки их переработки.
К недостаткам указанного технического решения можно отнести большую энергоемкость технологических операций, бактериологическую опасность загрязнения окружающей среды и высокую стоимость оборудования.
Целью настоящего изобретения является создание комплекса переработки твердых отходов производства и потребления (ТОПП), включая твердые бытовые отходы, лишенного вышеперечисленных недостатков.
Технический результат, достигаемый при реализации настоящего изобретения, заключается в упрощении и удешевлении операций переработки ТОПП, обеспечении экологической безопасности окружающей среды при переработке ТОПП, увеличении производительности и повышении рентабельности переработки ТОПП.
Указанный технический результат достигается за счет того, что комплекс переработки твердых бытовых отходов включает бункер приемно-загрузочный, связанный с приемно-загрузочным конвейером, устройство регулирования слоя загрузки, представляющее собой систему отсекателей по высоте, расположенную над полотном подъемно-загрузочного конвейера, выполненного с возможностью подачи твердых бытовых отходов от приемно-загрузочного конвейера к сортировочному конвейеру, расположенному в рабочей кабине с оборудованными рабочими местами операторов сортировщиков, оснащенной устройством вентиляции, кондиционирования и антибактерицидными источниками, сепаратор черных металлов, расположенный над подъемно-загрузочным конвейером с возможностью осуществления автоматического отбора отходов черного металла, которые по конвейерной ленте упомянутого сепаратора выносятся с подъемно-загрузочного конвейера в сменный бункер-накопитель черных металлов, приемные короба, расположенные в два ряда по обеим сторонам сортировочного конвейера, приемник неделовой части отходов, связанный с возвратным устройством лоткового типа, выполненный с возможностью обеспечения возврата необработанной части твердых бытовых отходов для повторной сортировки, накопительные бункеры для отсортированной части твердых бытовых отходов с разгрузочным устройством в виде автоматического шибера, датчиками заполнения, а также загрузочным устройством, с возможностью загрузки непосредственно в накопительные бункеры твердых бытовых отходов, накопительно-подъемный конвейер, выполненный с возможностью подачи сортированной части твердых бытовых отходов на прессование и пакетирование, сменяемый пресс-компактор для неделовой части отходов, перфоратор сортированной части твердых бытовых отходов, брикетировочный пресс с площадкой его обслуживания, выполненный с возможностью прессования и пакетирования перфорированной части твердых бытовых отходов по видам сортировки, несущую эстакаду и централизованную систему автоматического управления комплексом переработки твердых бытовых отходов.
Может оказаться целесообразно, если будет предусмотрена возможность комплектации предлагаемого комплекса системой визуального наблюдения и контроля с выведением информации на пульт централизованной системы автоматического управления комплексом.
Может оказаться целесообразно, если брикетировочный пресс с площадкой обслуживания будет иметь гидравлический привод от собственной гидростанции и будет оборудован автоматической системой обвязки кип стальной низкоутлеродистой проволокой. Привод системы обвязки кип может быть выполнен электромеханическим.
Также предпочтительно, чтобы электрическая система управления брикетировочным прессом была бы выполнена автономной, связанной с централизованной системой автоматического управления комплексом электрическими блокировками.
Далее предлагаемое изобретение будет раскрыто более подробно, со ссылкой на графические материалы, на которых:
фиг.1 - общая компоновка комплекса переработки твердых бытовых отходов;
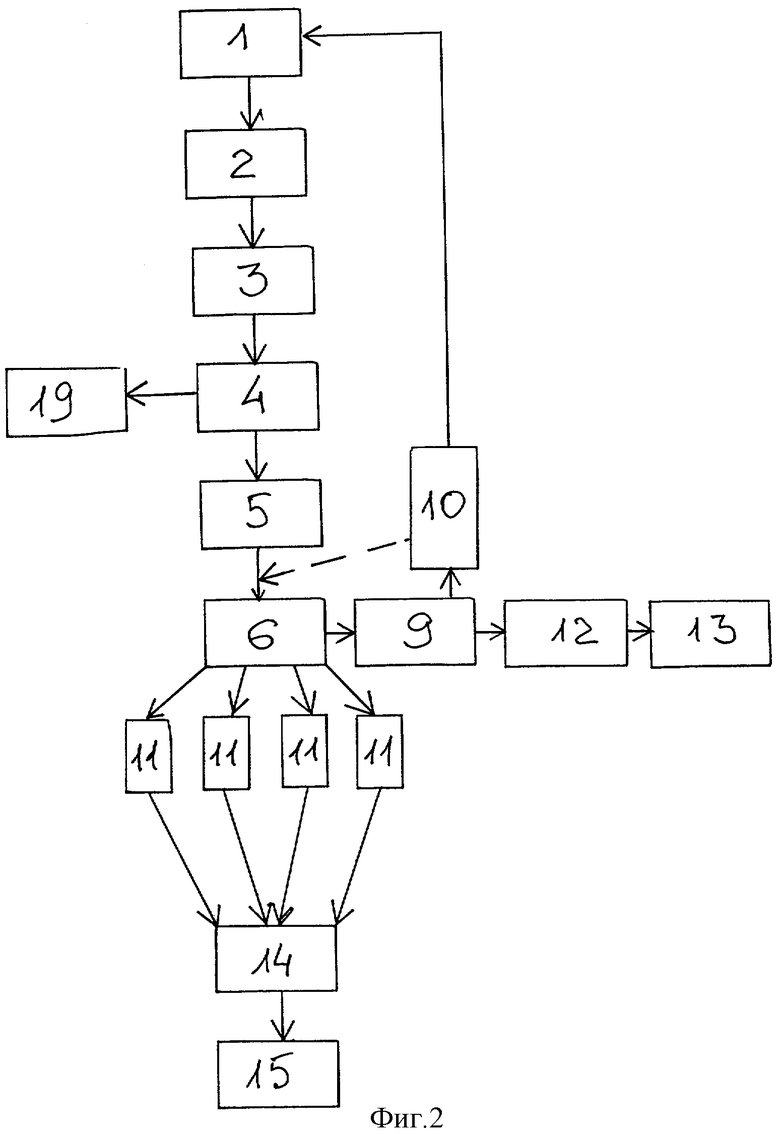
фиг.2 - технологическая схема сортировки, предварительной переработки и брикетирования поступающих отходов (ПЭТФ-тары).
Предлагаемый комплекс предназначен для механизации и автоматизации процесса сортировки, предварительной переработки и пакетирования различных типов ПЭТФ-тары (пластиковых бутылок емкостью 0,2-5 литров) производительностью по 4-8 типам упаковок в зависимости от цветности, объема и прочих признаков, используя различные модификации приемно-накопительных бункеров до 10 тыс. тонн ПЭТФ отходов в год.
В случае, если ПЭТФ-тара, собираемая раздельным способом, поступает на переработку в отдельных контейнерах и не нуждаются в сортировке, тогда каждый из видов отходов, не загрязненный посторонними отходами, загружается непосредственно в бункер-накопитель отдельного типа отходов, перфорируется и прессуется.
Компоновка и комплект оборудования предлагаемого комплекса представлены на фиг.1 и может выполняться в различной модификации, включая комплектование брикетировочными прессами и перфоратором (измельчителем) ПЭТФ-тары различных модификаций.
Оборудование комплекса располагается в здании из легковозводимых конструкций, оборудованном грузоподъемными средствами (кран-балками), отоплением, вентиляцией, системой пожаротушения в необходимом объеме и, в необходимых случаях, системой сбора и обеззараживания стоков.
В состав комплекса входят (фиг.1):
1. Бункер приемно-загрузочный для поступающей ПЭТФ-тары.
2. Приемно-загрузочный конвейер.
3. Устройство регулирования слоя загрузки.
4. Сепаратор черных металлов.
5. Подъемно-загрузочный конвейер с ребордами (предпочтительная высота реборд 10-15 см).
6. Сортировочный конвейер.
7. Приемные короба (течки) для сортированной ПЭТФ-тары (количество, преимущественно, - 8 шт., в два ряда по обеим сторонам сортировочного конвейера).
8. Рабочая кабина с устройством вентиляции, кондиционирования и антибактерицидными источниками.
9. Приемник неделовой части отходов, который обеспечивает также возврат необработанной ПЭТФ-тары для повторной сортировки.
10. Возвратное устройство лоткового типа для необработанной ПЭТФ-тары для повторной сортировки.
11. Накопительные бункеры для сортированной ПЭТФ-тары с разгрузочным устройством (автоматический шибер), датчиками заполнения, а также загрузочным устройством для загрузки непосредственно в бункер ПЭТФ-тары.
12. Накопительно-подъемный конвейер, подающий сортированную ПЭТФ-тару на прессование и пакетирование.
13. Пресс-компактор для неделовой части отходов, сменяемый, в количестве не менее 2 шт.
14. Перфоратор ПЭТФ-тары.
15. Брикетировочный пресс для прессования и пакетирования перфорированной ПЭТФ-тары по видам сортировки (возможно комплектование прессами различных моделей). Брикетировочный пресс (поз.15) с площадкой обслуживания (поз.20) имеет гидравлический привод от собственной гидростанции и оборудован автоматической системой обвязки кип стальной низкоуглеродистой проволокой. Привод системы обвязки электромеханический.
16. Централизованная система автоматического управления комплексом. Электрическая система управления прессом автономная, связанная с центральной системой управления комплексом электрическими блокировками.
17. Несущая эстакада (предпочтительный вариант выполнения - высота - 1,5 м, ширина - 5 м, длина до 12 м).
18. Рабочее место операторов сортировщиков (предпочтительный вариант - от 8 до 16 человек).
19. Бункер-накопитель черных металлов, сменяемый, в количестве не менее 2 шт.
20. Площадка обслуживания пресса.
Предусмотрена возможность комплектации системой визуального наблюдения и контроля с выведением информации на пульт управления комплексом.
Технологические характеристики основного оборудования, входящего в состав предлагаемого комплекса переработки твердых бытовых отходов, приведены в таблице.
Требования к отходам, предназначенным для сортировки.
На сортировку поступает ПЭТФ-тара различной цветности и различного объема от 0,2 до 5,0 литров, загрязненная другими видами отходов, близкими по составу к отходам, аналогичным твердым бытовым отходам (ТОПП). Общий объем посторонних отходов не превышает 10% от общего объема отходов.
Крупногабаритные отходы, представляющие собой цельные изделия или фрагменты изделия с габаритами более 600×600 мм или 800×200 мм, а также весом более 6 кг, должны быть отобраны до загрузки отходов на транспортную систему комплекса.
В отходах, собираемых раздельным способом, не допускается наличие опасных и токсичных отходов и предметов.
Возможна автоматизированная сепарация мелких фракций с помощью грохота.
Комплекс переработки твердых бытовых отходов работает следующим образом (технологическая блок-схема комплекса представлена на фиг.2).
Разгрузка поступающей на сортировку ПЭТФ-тары производится либо в приемный бункер 1, либо на разгрузочную площадку с последующей загрузкой на приемно-загрузочный конвейер 2, который, для удобства и надежности приема, может быть оснащен ребордами высотой 120 мм. Предусмотрена возможность, в случае отсутствия необходимости сортировки и если поступающая ПЭТФ-тара содержит отходы только одного типа и не загрязнена другими отходами, осуществления загрузки таких отходов непосредственно в накопительные бункеры 11 для соответствующего типа ПЭТФ-тары.
Над подъемно-загрузочным конвейером 5 расположен сепаратор черных металлов 4, который осуществляет автоматический отбор мелких, весом не более 3-х кг, отходов черного металла, которые по конвейерной ленте сепаратора выносятся с подъемно-загрузочного конвейера 5 в бункер-накопитель черных металлов 19. По мере накопления, бункер освобождается либо заменяется на другой.
Далее ПЭТФ-тара подъемно-загрузочным конвейером 5 подается на несущую эстакаду 17 и далее на сортировочный конвейер 6.
Сортировочный конвейер 6, расположенный в рабочей кабине 8, оборудован, предпочтительно, 8-ю приемными коробами (течками) 7, по обе стороны конвейера, с 4 рабочими местами в каждом ряду, для сброса в накопительные бункеры 11 сортированной по видам ПЭТФ-тары. Возможно увеличение, в случае необходимости, дополнительных рабочих мест до 2-х рабочих операторов, расположенных по разные стороны течки. В штатном режиме каждую течку обслуживает один рабочий-оператор, в ускоренном режиме - до 2-х операторов, т.е. при необходимости для ускорения сортировки предусмотрена возможность каждую "течку" обслуживать 2-мя рабочими-операторами.
Также возможен режим, при котором каждый рабочий-оператор, находящийся между смежными течками, может обслуживать две смежные течки, что позволяет осуществлять отбор двух типов ПЭТФ-тары одним оператором, в том числе для дублирования функций в целях повышения надежности отбора.
Рабочая кабина 8 обеспечивает необходимые санитарно-гигиенические и комфортные условия для рабочих-операторов на рабочих местах 18 в зоне сортировочного конвейера 6, включая:
- многократность воздухообмена с принудительной вентиляцией;
- необходимый уровень влажности и температуры (кондиционирование);
- обработку воздуха и рабочих поверхностей антибактерицидными лампами;
- необходимый уровень освещенности рабочей зоны.
По мере наполнения накопительных бункеров 11 до необходимого количества для прессования и пакетирования в блоки стандартных размеров, сортированной по видам ПЭТФ-тарой, в автоматическом режиме осуществляется их поочередная разгрузка на накопительно-подъемный конвейер 12, оснащенный ребордами, который осуществляет подъем ПЭТФ-тары одного типа на высоту около 4-х м и сбрасывает в перфоратор 14, осуществляющий перфорирование и частичное измельчение ПЭТФ-тары, далее она поступает в загрузочное устройство пресса 15, прессуется в брикеты стандартного размера с автоматической обвязкой несколькими рядами проволоки. Предусмотрена возможность комплектации устройством пакетирования в полиэтиленовую пленку.
Неделовая часть отходов, а также неотсортированная (пропущенная рабочими-операторами сортировочного конвейера) ПЭТФ-тара в конце сортировочного конвейера 6 сбрасывается на приемник неделовой части отходов 9, представляющий собой дефлектор (разделительную решетку), через который неделовые отходы поступают в пресс-компактор 13, который по мере заполнения заменяется на другой и вывозится для захоронения на полигон.
Неотсортированная ПЭТФ-тара с приемника неделовой части отходов 9 скатывается по возвратному устройству лоткового типа 10 на приемно-загрузочный конвейер 2 и далее поступает на повторную сортировку на сортировочный конвейер 6.
Комплекс оборудован централизованной системой автоматического управления 16. Управление осуществляется от центрального пульта и с наладочных пультов, расположенных на отдельных устройствах, имеющих свой электропривод. С помощью наладочных пультов эти устройства могут быть включены, выключены или изменены режимы их работы (если это предусмотрено, например, для конвейеров и бункеров-накопителей). Кроме того, на оборудовании предусмотрены кнопки аварийного останова.
Комплекс может быть укомплектован системой видеонаблюдения и видеоконтроля.
Технические характеристики предлагаемого комплекса и его составных частей приведены ниже.
Производительность комплекса в штатном режиме
- при годовом фонде работы оборудования - 250 рабочих дней - 2000 рабочих часов в год при односменной работе, при численности рабочих операторов по 8 человек в смену - 3300 тонн в год;
- при годовом фонде работы оборудования - 250 рабочих дней - 4000 рабочих часов в год при двухсменной работе при численности рабочих операторов по 8 человек в смену - до 6600 тонн в год;
- при годовом фонде рабочего времени до 6000 час/год (3-сменный режим работы), 250 рабочих дней, при численности рабочих операторов по 8 человек в смену - до 10000 тонн в год;
- при годовом фонде работы оборудования - 360 рабочих дней - двухсменной работе без выходных, при численности рабочих операторов по 8 человек в смену - до 10000 тонн в год.
В базовом комплекте сортировка осуществляется по 4 видам ПЭТФ-тары. За счет усовершенствованной конструкции бункеров-накопителей можно увеличить виды сортировки до 8-ми типов.
Комплекс может комплектоваться различными типами прессов. Тип сепаратора ферромагнитных черных металлов - на постоянных магнитах с ленточным носителем конвейерного типа.
Суммарная установленная мощность комплекса без пресса составляет 20 кВт. Суммарная установленная мощность комплекса, включая брикетировочный пресс, составляет 70 кВт.
Размер технологического здания для размещения комплекса, в зависимости от комплектации и планировки составляет, м:
- длина от 20 до 30,
- ширина от 10 до 15,
- высота (до балок перекрытия) не более 5,
- площадь (м2) от 200 до 450.
Климатические условия работы комплекса (внутри здания):
- УХЛ-4, категория 5, по ГОСТ 15150-69.
Требуемая температура воздуха в основном техническом здании, где расположено оборудование, при эксплуатации комплекса, обеспечивается с учетом внешних колебаний температур в пределах от +35 до -35°С.
Таким образом, предлагаемый комплекс переработки твердых бытовых отходов представляет собой высокотехнологичный автономный комплекс для переработки твердых бытовых отходов, максимально приспособленный для переработки ТОПП (в т.ч. ПЭТФ-тары), обеспечивающий экологическую безопасность окружающей среды и существенно превосходящий своими техническими характеристиками известные аналоги.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ПЕРЕРАБОТКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ И ЕГО НАКОПИТЕЛЬНО-РАЗГРУЗОЧНЫЙ УЗЕЛ (ВАРИАНТЫ) | 2006 |
|
RU2324555C2 |
| КОМПЛЕКС ПЕРЕРАБОТКИ ТВЕРДЫХ ОТХОДОВ ПРОИЗВОДСТВА И ПОТРЕБЛЕНИЯ | 2007 |
|
RU2373002C2 |
| МОБИЛЬНО-СТАЦИОНАРНЫЙ КОМПЛЕКС ПЕРЕРАБОТКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ КОНТЕЙНЕРНОГО ИСПОЛНЕНИЯ | 2005 |
|
RU2291003C1 |
| КОМПЛЕКС СОРТИРОВКИ И УТИЛИЗАЦИИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ | 2009 |
|
RU2408443C2 |
| СЕПАРАТОР | 2006 |
|
RU2318612C1 |
| СПОСОБ ПОДГОТОВКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ К ВТОРИЧНОМУ ИСПОЛЬЗОВАНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201815C2 |
| СПОСОБ СОРТИРОВКИ И ПЕРЕРАБОТКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201814C2 |
| КОМПЛЕКС ПЕРЕРАБОТКИ ТВЕРДЫХ БЫТОВЫХ ИЛИ РАСТИТЕЛЬНЫХ ОТХОДОВ | 2008 |
|
RU2381842C2 |
| РЕВОЛЬВЕРНО-РОТАЦИОННЫЙ СОРТИРОВОЧНЫЙ УЗЕЛ | 2008 |
|
RU2379126C1 |
| СПОСОБ СОРТИРОВКИ ТВЕРДЫХ ОТХОДОВ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2282507C1 |
Изобретение относится к области коммунального хозяйства и предназначено для механизации и автоматизации процессов сортировки с целью последующей переработки твердых отходов. Комплекс включает бункер приемно-загрузочный, связанный с приемно-загрузочным конвейером, устройство регулирования слоя загрузки, представляющее собой систему отсекателей по высоте, расположенную над полотном подъемно-загрузочного конвейера, выполненного с возможностью подачи отходов от приемно-загрузочного конвейера к сортировочному конвейеру, расположенному в рабочей кабине с оборудованными рабочими местами операторов сортировщиков. Кабина оснащена устройством вентиляции, кондиционирования и антибактерицидными источниками. Сепаратор черных металлов расположен над подъемно-загрузочным конвейером с возможностью осуществления автоматического отбора отходов черного металла, которые по конвейерной ленте упомянутого сепаратора выносятся с подъемно-загрузочного конвейера в сменный бункер-накопитель черных металлов. Приемные короба расположены в два ряда по обеим сторонам сортировочного конвейера. Приемник неделовой части отходов, связанный с возвратным устройством лоткового типа, выполнен с возможностью обеспечения возврата необработанной части отходов для повторной сортировки. Накопительные бункеры для отсортированной части отходов выполнены с разгрузочным устройством в виде автоматического шибера, датчиками заполнения, а также загрузочным устройством, с возможностью загрузки непосредственно в накопительные бункеры отходов. Накопительно-подъемный конвейер выполнен с возможностью подачи сортированной части отходов на прессование и пакетирование. Сменяемый пресс-компактор для неделовой части отходов, перфоратор сортированной части отходов. Брикетировочный пресс с площадкой его обслуживания, выполнен с возможностью прессования и пакетирования перфорированной части отходов по видам сортировки. Комплекс включает несущую эстакаду и централизованную систему автоматического управления. Технический результат заключается в упрощении и удешевлении операций переработки твердых отходов, обеспечении экологической безопасности окружающей среды, увеличении производительности и повышении рентабельности при переработке. 4 з.п. ф-лы, 1 табл., 2 ил.
| СПОСОБ ПЕРЕРАБОТКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2155108C1 |
| Линия сортировки бытовых отходов | 1989 |
|
SU1818147A1 |
| Автоматический прибор для съемки плана местности | 1930 |
|
SU26448A1 |
| Приспособление к скорняжным швейным машинам для заправки волоса при сшивании меховых шкурок | 1931 |
|
SU31744A1 |
| СПОСОБ СОРТИРОВКИ И ПЕРЕРАБОТКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201814C2 |
| СПОСОБ ОБЕЗВРЕЖИВАНИЯ И ПЕРЕРАБОТКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ | 2003 |
|
RU2238157C1 |
| US 4844351 A, 04.07.1989. | |||

