Изобретения относится к области коммунального хозяйства и может быть использована при переработке как твердых бытовых отходов (ТБО), так и коммерческих отходов, с выделением ценных фракций, пригодных для вторичной переработки с последующим прессованием и пакетированием.
Наиболее близким к технической сущности к предлагаемому способу является известный способ подготовки твердых бытовых отходов к вторичному использованию, включающий загрузку отходов, предварительную сортировку с сортировкой в барабанном грохоте с перемещением отходов по спиральной траектории посредством лопастей, расположенного в грохоте шнека и одновременное разрыхление отходов, основную сортировку с перемещением отходов на основном сортировочном конвейере и отбором однородных фракций из отходов в накопитель, отбор фракции черных металлов сепаратором черных металлов, прессование и брикетирование (см. RU 2155108, В 09 В 3/00, 27.08.2000).
В известном способе в барабанном грохоте в процессе обработки происходит налипание частиц отходов, что влияет на эффективность процесса.
Отбор фракций цветных металлов осуществляют вручную, что также снижает эффективность процесса.
Известно устройство для подготовки твердых бытовых отходов к вторичному использованию, содержащее установку предварительной сортировки, включающую загрузочный конвейер и вращающийся барабанный грохот с шнеком, установку основной сортировки в виде основного сортировочного конвейера с расположенными рабочими местами для сортировщиков и сепаратором черных металлов с постоянными магнитами, накопители для сбора однородных фракций, брикетировочный пресс (см. RU 2155108, В 09 В 3/00, 27.08.2000).
Известное устройство обладает низкой эффективностью разделения отходов вследствие низкого качества предварительной сортировки и основной. Помимо этого барабанный грохот имеет низкую эксплуатационную надежность, вследствие налипания частиц отходов к внутренней поверхности барабана.
Технический результат изобретения - повышение эффективности подготовки отходов к вторичному использованию за счет повышения качества предварительной и основной сортировки при одновременном увеличении производительности, эксплуатационной надежности, сокращении транспортных расходов на перевозку отобранных фракций и обеспечение рекультивации свалок и полигонов в экологически чистый высокоплодородный почвообразующий слой.
Технический результат обеспечивается предлагаемым новым способом подготовки твердых бытовых отходов к вторичному использованию, реализуемым на предлагаемым новом устройстве.
Технический результат достигается тем, что в способе подготовки твердых бытовых отходов к вторичному использованию, включающем загрузку отходов, предварительную сортировку, сортировку в барабанном грохоте с перемещением отходов посредством лопастей расположенного в грохоте шнека и одновременное разрыхление отходов, основную сортировку с перемещением отходов на основном сортировочном конвейере и отбором однородных фракций из отходов в накопитель, отбор фракции черных металлов сепаратором черных металлов перед извлечением цветных металлов, прессование и брикетирование, предварительная сортировка включает обработку крупных фракций картона в роторной дробилке, сортировку в барабанном вращающемся грохоте выполняют с одновременной очисткой барабана от прилипших частиц отходов, а отобранные однородные фракции подают на накопитель, выполненный в виде ленточного конвейера, ось которого расположена под углом к оси основного сортировочного конвейера, заполняют ленточный конвейер фракциями и перемещают на регулируемый шаг не более 1500 мм с регулируемой выдержкой до следующего перемещения, накапливают фракции, перемещают с регулируемой скоростью не менее 50 мм/с и разгружают фракции, контролируют уровень загрузки и заполнения конвейера по длине, фракции черных металлов притягивают сепаратором черных металлов, создающим магнитное поле с участком концентрированного магнитного поля напряженностью 6-9 кА/м над основным сортировочным конвейером по ходу его движения, удерживают фракции черного металла последующим участком слабого магнитного поля напряженностью, в 5-10 раз меньшей, отбор фракции цветных сплавов и металлов осуществляют сепаратором цветных металлов с магнитным ротором, выполненным с отдельным приводом, отобранные фракции для прессования прессуют и брикетируют с автоматической обвязкой спрессованных кип стальной низкоуглеродистой проволокой.
При этом ленточный конвейер заполняют отобранными фракциями отходов до слоя высотой не более 200 мм.
Предпочтительно при основной сортировке первоначально извлекать из перемещаемых основным сортировочным конвейером отходов макулатуру, текстиль, полимерные материалы, стекло и на заключительном этапе черные и цветные металлы. При этом предпочтительно, чтобы отобранные фракции с ленточного конвейера поступали на промежуточный пластинчатый конвейер, установленный с возможностью доставки фракций к брикетировочному прессу.
Технический результат достигается предлагаемым устройством для подготовки твердых бытовых отходов к вторичному использованию, содержащим установку предварительной сортировки, включающую загрузочный конвейер и вращающийся барабанный грохот с шнеком, установку основной сортировки в виде основного сортировочного конвейера с расположенными рабочими местами для сортировщиков и сепаратором черных металлов с постоянными магнитами, накопители для сбора однородных фракций, брикетировочный пресс, систему управления. Причем установка предварительной сортировки включает роторную дробилку для обработки крупных фракций картона в виде рабочей камеры с блоком неподвижных ножей и вращающимся ротором с приводом от электродвигателя. В верхней части барабанного грохота установлены вращающиеся щеточные барабаны, контактирующие с наружной поверхностью барабана грохота, каждый из накопителей для сбора однородных фракций выполнен в виде ленточного конвейера, ось которого установлена под углом к оси основного сортировочного конвейера. Ленточный конвейер снабжен оптоэлектронными датчиками для контроля уровня загрузки и заполнения конвейера по длине и выполнен с возможностью перемещения на регулируемый шаг не более 1500 мм с регулируемой выдержкой до следующего перемещения для накопления фракций и движения с регулируемой скоростью не менее 50 мм/с для разгрузки фракций. Сепаратор черных металлов выполнен с возможностью создания магнитного поля с участком концентрированного магнитного поля напряженностью 6-9 кА/м над основным сортировочным конвейером по ходу его движения для притягивания фракций и последующим участком слабого магнитного поля напряженностью, в 5-10 раз меньшей, для удержания фракций черного металла, основной сортировочный конвейер снабжен сепаратором цветных металлов, содержащим приводной натяжной барабан и магнитный ротор, выполненный с возможностью воздушного охлаждения, брикетировочный пресс снабжен механизмом автоматической обвязки, включающим механизм ввода игл, механизм обвязки с устройством обрубки проволоки и механизм подачи проволоки, причем камера прессования покрыта износостойкими стальными листами, система управления выполнена централизованной с защитными функциями.
При этом предпочтительно, чтобы угол установки ленточного конвейера к оси основного сортировочного конвейера составлял 90o. Предпочтительно, чтобы загрузочный конвейер состоял, по крайней мере, из двух расположенных последовательно пластинчатых транспортеров, скорость перемещения каждого из которых увеличивается в направлении от предыдущего к последующему.
Целесообразно для загрузки отобранных фракций отходов из ленточного конвейера в брикетировочный пресс снабдить его промежуточным пластинчатым конвейером. Причем сепаратор черных металлов предпочтительно устанавливать над сортировочным конвейером после последнего по направлению движения рабочего места ручной сортировки. Сепаратор цветных металлов может быть установлен после последнего по направлению движения сортировочного конвейера рабочего места. Перфорации полого цилиндра барабанного грохота предпочтительно выполнить в виде отверстий, диаметр каждого из которых составляет 10-150 мм, а диаметр внутренней поверхности полого перфорированного цилиндра может составлять 1000-4000 мм.
Предпочтительно щеточные барабаны выполнять с фрикционным приводом от наружной поверхности барабана или с приводом от электродвигателя. Рабочие места для сортировщиков располагают в кабине, оборудованной системами вентиляции, кондиционирования и обеззараживания воздуха и отоплением.
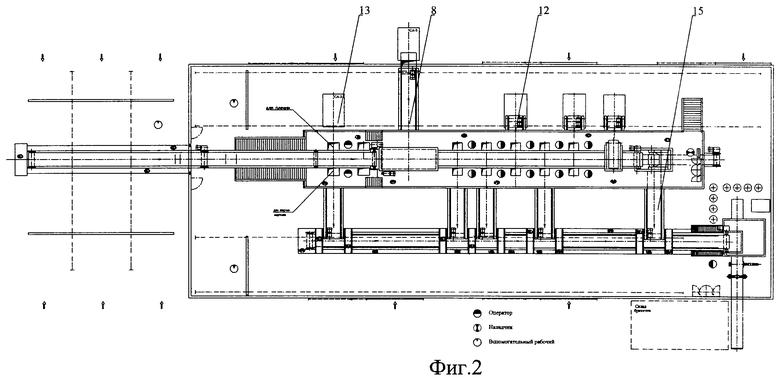
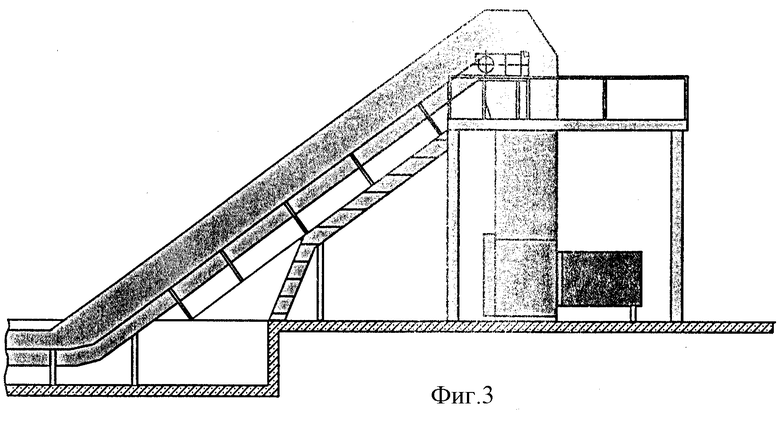
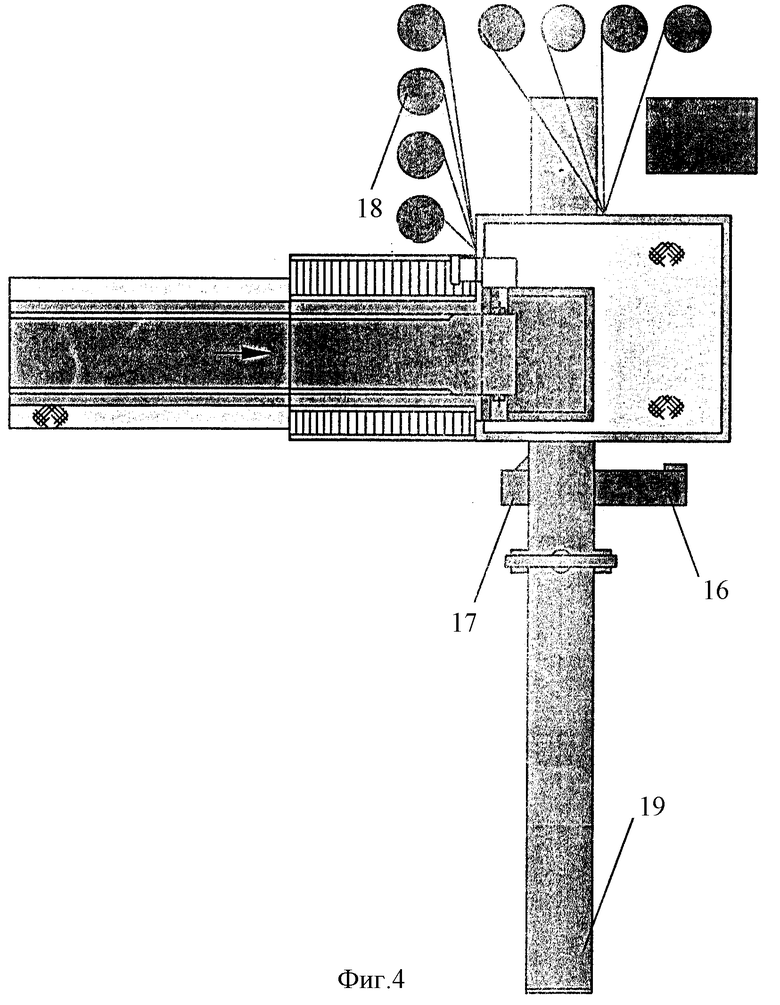
На фиг.1 представлен общий вид устройства (вид сбоку); на фиг.2 - общий вид устройства (вид сверху); на фиг.3 - брикетировочный пресс (вид сбоку); на фиг.4 - брикетировочный пресс (вид сверху).
Предлагаемое устройство для подготовки твердых бытовых отходов к вторичному использованию содержит загрузочный участок, включающий пластинчатые транспортеры 1:2, расположенные последовательно (фиг.1, 2).
Далее располагается сортировочная эстакада, оборудованная сортировочными ленточными конвейером для отбора крупных фракций 3. На первой, правой по ходу транспортера позиции удаляют крупные листы картона, которые поступают в роторную дробилку 4. Барабанный грохот 5 выполнен с возможностью вращения и имеет винтовой шнек на внутренней поверхности. Под грохотом установлен ленточный конвейер для мелкой фракции отходов. Установка основной сортировки выполнена в виде основного сортировочного конвейера 6 с расположенными рабочими местами для сортировщиков, отбирающих фракции. Сепаратор черных металлов 7 с постоянными магнитами установлен над сортировочным конвейером 6 за последним по направлению движения сортировочного конвейера рабочим местом ручной сортировки. Далее установлен сепаратор цветных металлов 8. Для каждой отобранной фракции, предназначенной для последующего прессования, установлен накопитель в виде ленточного конвейера 9. Ось конвейера 9 установлена под углом к оси основного сортировочного конвейера 6. Предпочтительно угол установки выбирать равным 90o.
Ленточный конвейер 9 выполнен с возможностью пошагового перемещения на шаг не более 1500 мм или перемещения со скоростью не менее 50 мм/с по мере заполнения конвейера однородными фракциями отходов для прессования. Предпочтительная высота заполнения ленточного конвейера фракциями составляет 60-200 мм.
Для перемещения отобранных фракций с ленточных конвейеров (накопителей) к брикетировочному прессу 10 установлен промежуточный транспортер 11.
Отобранные фракции, не предназначенные для прессования, удаляются ленточными конвейерами 12 и сбрасываются в бункеры 13 для транспортирования к месту переработки или складирования.
Отходы цветных металлов удаляются из зоны работы сепаратора цветных металлов 8 ленточным конвейером 14.
Неразобранные остатки отходов с помощью ленточного конвейера 15 подаются на загрузочный конвейер 11 и далее в брикетировочный пресс.
Брикетировочный пресс 10 снабжен механизмом автоматической обвязки спрессованных кип. Камера прессования покрыта стальными листами с нанесенным износостойким покрытием. Крепление гидроцилиндра выполнено с возможностью быстрого демонтажа в условиях эксплуатации.
Брикетировочный пресс 10 (фиг.3, 4) выполнен в виде горизонтальной прессовальной машины с гидравлическим приводом с верхней загрузкой исходного материала. Под действием усилия прессования отходы продавливаются через прессовальную камеру с механизмом противодавления, образуя окончательно прямоугольную кипу.
Автоматическую обвязку кип обеспечивает механизм бандажирования, который состоит из механизма ввода игл 16 и механизма обвязки с устройством обрубки проволоки 17, а также механизм подачи проволоки 18.
В зоне выхода готовых кип из пресса расположен рольганг или склиз 19, предназначенный для удаления кип из зоны прессования.
Пресс оборудован гидростанцией и автоматической системой электроуправления, выполненной на базе программируемого контроллера.
Пресс имеет два основных режима управления: автоматический, при котором работа всех узлов регламентируется автоматической системой электроуправления, и ручной, при котором работа узлов включается при нажатии соответствующих кнопок на наладочных пультах.
Пресс уменьшает объем прессуемых фракций в 3-10 раз относительно первоначального насыпного.
Роторная дробилка 4 предназначена для измельчения крупных листов картона и бумаги и представляет собой сварную конструкцию с рабочей камерой, оборудованной блоком неподвижных ножей и вращающимся ротором. Привод вращения ротора - от электродвигателя.
Картон или бумага через приемную воронку попадает во внутреннюю полость дробилки. Проходя через блок неподвижных ножей и вращающийся ротор, крупные куски бумаги или картона измельчаются и падают на транспортер, проходящий под дробилкой.
Барабанный грохот 5 предназначен для отсева наиболее мелкой фракции твердых бытовых отходов (грунт, песок, снег и лед - в зимнее время, щебень, осколки стекла, пищевые отходы), а также разрыхляет слежавшиеся комья отходов, что повышает производительность и качество последующей сортировки.
Грохот представляет собой горизонтально установленный винтовой транспортирующий барабан с секциями сит отсева, имеющими ячейки определенного диаметра.
Секции сит барабана - съемные и имеют отверстия необходимого размера и формы.
На внутренней поверхности барабана наварены лопасти, образующие шнековую поверхность. Барабан вращается в опорах с приводом от электродвигателя через редуктор и цепную передачу. При вращении барабана твердые бытовые отходы, поданные к нему с переднего конца, перемещаются по шнековой поверхности вдоль оси барабана и высыпаются с другого конца. При этом происходит отсеивание мелкой фракции сквозь ячейки сит и разрыхление перемещаемой массы отходов.
Для очистки внутренней поверхности и ячеек барабана от прилипших частиц ТБО в верхней части сепаратора установлены щеточные барабаны 20 (фиг.1), контактирующие с наружной поверхностью основного барабана.
При вращении барабана происходит вращение щеточных барабанов, которые производят очистку сит барабана. Щеточные барабаны выполнены с фрикционным приводом от наружной поверхности барабана или с приводом от отдельного электродвигателя.
Сепаратор черных металлов 7 выполнен с постоянными магнитами, расположенными в сепараторе с возможностью притягивания и поддерживания фракции черных металлов.
Сепаратор черных металлов предназначен для отделения из отходов изделий из черных металлов. Принцип действия сепаратора заключается в притягивании изделий из черных металлов постоянным магнитным полем к движущейся транспортной ленте с последующим сбросом их в месте сбора.
Сепаратор состоит из ленточного транспортера и магнитной плиты, находящейся над нижней лентой транспортера.
Магнитный сепаратор подвешен на четырех талрепах перпендикулярно движению и на расстоянии 200-300 мм выше транспортной ленты основного сортировочного конвейера.
Во время перемещения отходов через зону действия магнитного поля сепаратора, создаваемого постоянными магнитами на участке определенной длины, магнитные фракции притягиваются к сепаратору, а их перемещение и сброс осуществляются движением транспортной ленты сепаратора.
Сбрасываются отобранные фракции вне ленты основного конвейера после прохождения зоны действия магнитного поля.
Сепаратор цветных металлов 8 предназначен для отделения из отходов цветных сплавов и металлов, в основном банок емкостью 0,25...1,0 л из пищевого алюминия.
Принцип действия сепаратора заключается в наведении электродвижущий силы (ЭДС) в токопроводящих материалах вращающимся магнитным полем. Это взаимодействие создает, в зависимости от веса и формы, различные траектории падания этих фракций. При использовании разницы траектории металлов и инертной массы, осуществляется их сепарация.
Сепаратор цветных металлов представляет собой горизонтально расположенный ленточный транспортер, который состоит из приводного барабана и натяжного барабана с магнитным ротором. Магнитный ротор имеет автономный привод вращения.
Работа устройства рассматривается на примере конкретной реализации заявленного способа подготовки твердых бытовых отходов к вторичному использованию.
Разгрузка мусоровозов с неразделенными отходами производится на площадку, расположенную в зоне конвейера 1, откуда с помощью трактора или электрокары, снабженных отвалом, отходы подаются в приямок этого конвейера. На этой же площадке производятся отбор и удаление крупногабаритных отходов с помощью кран-балки грузоподъемностью 2 т.
Далее отходы переваливаются на пластинчатый конвейер 2, который подает их на сортировочную эстакаду, оборудованную сортировочными ленточными конвейерами 3 и 6, обслуживаемыми 12-ю операторами, рабочие места которых оборудованы кабинами с индивидуальными системами вентиляции, кондиционирования и обеззараживания воздуха и отопления.
Каждый из конвейеров имеет систему частотного регулирования приводных электродвигателей, обеспечивающую регулирование скорости движения конвейера 1,2 в пределах 3...12 м/мин и конвейеров 3, 6 в пределах 6...24 м/мин. Регулирование скорости перемещения конвейеров производится обслуживающим персоналом в зависимости от состава отходов и их объемного количества.
Сортировочный конвейер 3 служит для отбора крупных фракций, которые необходимо удалить перед поступлением отходов в барабанный грохот 5.
На первой правой по ходу транспортера позиции удаляются крупные листы картона, которые по летке поступают в роторную дробилку 4 и далее на один из 4-х ленточных транспортеров (накопителей) 9. На первой левой позиции удаляются крупные листы и мешки из пластиковой пленки. На вторых правой и левой позициях удаляются крупные фрагменты строительного мусора, дерева, камни и другие подобные фрагменты. Эта часть отсортированных отходов сбрасывается по леткам на уровень пола и затем вручную перезагружается в контейнер, например типа СА-3, применяемый для складирования и перевозки бытовых отходов.
Далее конвейер 3 разгружает отходы в барабанный грохот 5 для отсеивания мелких фракций отходов. Отсев проваливается по летке грохота на ленточный конвейер и перезагружается в контейнер типа СА-3.
При вращении барабана грохота 5 шнек, находящийся на внутренней поверхности, перемещает отходы на основной сортировочный конвейер 6, имеющий 10 рабочих мест. Каждое место обслуживается оператором, который производит отбор фракций и сброс их в соответствующую летку эстакады.
Картон, бумага, текстиль, сбрасываются на поверхность ленточных конвейеров (накопителей) 9 и затем с помощью промежуточного конвейера 11 подаются в брикетировочный пресс 10.
Пластик, стекло, а также фракции ферромагнитных черных металлов, отбираемые автоматическим магнитным сепаратором черных металлов 7, загружаются в контейнеры типа СА-3 с помощью ленточных конвейеров 12.
Затем неразобранные отходы сбрасываются на ленточный конвейер автоматического сепаратора цветных металлов 8, который отделяет лом цветных металлов, и сбрасывает его на конвейер 14. Остальные неразобранные остатки отходов сбрасываются на ленточный конвейер 15 для подачи на брикетировочный пресс.
Смена контейнеров типа СА-3 и их загрузка-разгрузка на автотранспорт производятся с помощью кран-балки грузоподъемностью 5 т.
Комплекс оборудован централизованной системой электрического управления. Управление осуществляется от центрального пульта и с наладочных пультов, расположенных на отдельных устройствах, имеющих свой электропривод. С помощью наладочных пультов эти устройства могут быть включены, выключены или изменены режимы их работы, если это предусмотрено, например, для ленточных конвейеров (накопителей). Кроме того, на оборудовании предусмотрены кнопки аварийного останова.
Отходы, собираемые раздельными способами, не нуждаются в сортировке и пакетируются раздельно с разгрузкой непосредственно на конвейер 11 брикетировочного пресса.
Требования к отходам, предназначенным для сортировки.
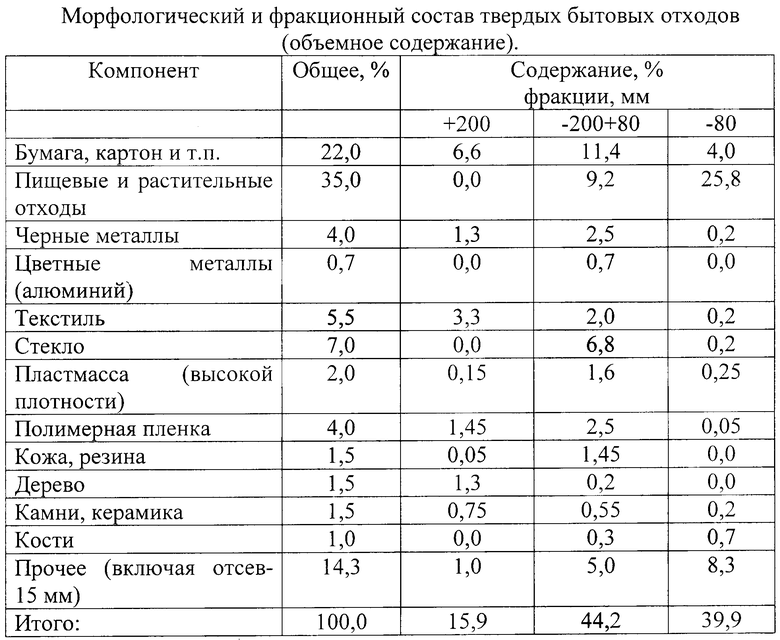
1. Ориентировочный морфологический и фракционный составы отходов, собираемых нераздельным способом, приведены в таблице. В отходах, собираемых раздельным способом, не допускается наличие посторонних предметов и пищевых отходов.
2. Средняя влажность отходов не должна превышать 50%.
Крупногабаритные отходы, представляющие собой цельные изделия или фрагменты изделия с габаритами более 600х600 мм или 800х200 мм, а также весом более 6 кг, должны быть отобраны до загрузки отходов на транспортную систему комплекса.
Предлагаемый способ и устройство для его осуществления обеспечивают сортировку как твердых бытовых отходов, так и коммерческих отходов с выделением ценных фракций, пригодных для вторичной переработки с последующим прессованием до плотности 1,1-1,2 т/м3, и брикетирование в кипы стандартных размеров, что упрощает складирование, значительно сокращает транспортные расходы и обеспечивает возврат в товарный оборот ценных вторичных ресурсов (бумага, картон, черные и цветные металлы, пластмассы, стекло и др.) общим объемом от 30 до 85% в зависимости от состава твердых отходов.
Брикетирование неразобранных остатков отходов до плотности естественных грунтов обеспечивает рекультивацию свалок и полигонов с образованием почвообразующего слоя. Сокращаются площади полигонов. Полигон, заполненный такими спрессованными отходами, имеет минимальную просадку, процесс гниения заторможен, процесс выделения метана значительно уменьшается. Следовательно, через 3-4 года возможно использование земли свалок и полигонов, заполненных такими спрессованными отходами.
Изобретение позволяет значительно увеличить производительность (в 2,5 раз), качество сортировки, эффективность, сократить транспортные расходы на перевозку спрессованных отходов в 3-10 раз, экономить средства на рекультивацию отходов в 3-6 раз.
Изобретение относится к области коммунального хозяйства и может быть использовано при подготовке твердых бытовых отходов к вторичному использованию. При предварительной сортировке осуществляют предварительный отбор крупных фракций картона и обработку их в роторной дробилке. Последующие сортировку и разрыхление производят в барабанном вращающемся грохоте и одновременно очищают от прилипших частиц отходов барабан. Отбор фракций цветных металлов осуществляют сепаратором цветных металлов. Накопитель однородных фракций выполнен в виде ленточного конвейера, установленного под углом к основному конвейеру. Прессуют и брикетируют отобранные фракции с автоматической обвязкой спрессованных кип. Камера прессования покрыта износостойкими листами. Реализация изобретения позволяет увеличить производительность, качество сортировки, эффективность, сократить транспортные расходы на перевозку брикетов, экономить средства на рекультивацию отходов. 2 c. и 13 з.п. ф-лы, 1 табл., 4 ил.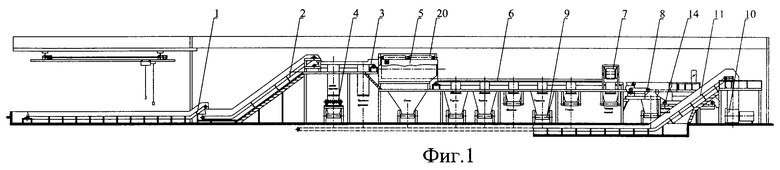
| СПОСОБ ПЕРЕРАБОТКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2155108C1 |
| RU 2000854 С1, 15.10.1993 | |||
| СПОСОБ ГРОХОЧЕНИЯ | 1991 |
|
RU2028836C1 |

