Настоящее изобретение относится к общей технической области декорирования стеклянных объектов, в особенности бутылок.
Известны способы декорирования бутылок, в которых используют нанесение частиц эмали на бутылку.
Также известен способ декорирования стеклянного объекта типа сосуда или бутылки, заключающийся в:
a) нанесении на стеклянный объект продукта на основе эмали,
b) помещении обработанного таким образом объекта в печь для обжига при температуре от 600°C до 650°C, в течение от 10 до 25 минут,
c) охлаждении полученного таким образом эмалированного стеклянного объекта.
В качестве примера объект, покрытый частицами эмали, подвергается операции обжига при температуре порядка 640°C в течение приблизительно 20 минут.
В качестве примера этот способ позволяет получать глянцевый или матовый эффект, имитирующий эффект заиндевелости, который также может быть получен химическим травлением фтористоводородной кислотой. Однако использование такой кислоты ставит проблемы безопасности манипулирования, с одной стороны, и загрязнения окружающей среды, с другой стороны.
Эмаль, используемая в таком способе, может содержать придающие непрозрачность минеральные вещества, такие как диоксид олова или диоксид циркония.
В то же время в равной мере возможно для получения того же матового или глянцевого вида использовать смесь двух эмалевых фритт, одна из которых более тугоплавкая, чем другая. Также можно использовать прозрачную эмаль, которую обжигают при температуре на 10°C или 20°C выше ее обычной температуры обжига. Эмаль также может быть объединена с красящими пигментами, позволяющими придать объекту окраску, при необходимости комбинированную с блестящим, глянцевым, тусклым или матовым внешним видом.
В некоторых стеклянных объектах, особенно на бутылках, может быть желательно получить недекорированную или прозрачную зону, в которой проступает необработанное стекло, даже после нанесения покрытия на основе эмали и операции обжига указанного объекта, покрытого составом эмали, и это покрытие может быть бесцветным или окрашенным. В этой недекорированной зоне, которую обычно называют «окно» или «пробел», можно в случае необходимости иметь визуальный доступ к содержимому стеклянного объекта или бутылки.
Таким образом, известный способ, состоящий из этапов (a), (b) и (c), дополнен этапом, заключающимся в выполнении прозрачного окна на стеклянном объекте.
Получение недекорированной зоны, то есть окна или пробела, является результатом известного способа, который заключается в химическом матировании. Эта технология заключается в размещении посредством трафаретной печати краски, которая будет обожжена при температуре от 200°C до 300°C в течение 20 минут. После этого эта краска достаточно прочна для защиты покрытой части стекла во время химического травления, предназначенного для снятия покрытия, полученного с составом эмали. Затем краска легко удаляется посредством механического действия в конце процесса.
Оказывается, после напыления состава эмали и обжига при температуре от 600 до 650°C краска разрушается. Защитная краска не выдерживает температуру обжига выше порядка 600°C. Краска выгорает и разламывается на куски, которые увлекают за собой частицы эмали, расположенные на указанной краске. В таком случае, эти частицы эмали могут отложиться на всех точках стеклянного объекта и особенно на участке, предназначенном оставаться прозрачным.
Похожие неудобства следуют и из других технологий, в которых используют самоклеющуюся бумажную этикетку вместо слоя краски. Во всех этих технологиях частицы эмали могут переместиться к низу или к верху бутылки и испортить декорированную поверхность или участок, предназначенный оставаться прозрачным. Таким образом, разрушение самоклеющейся этикетки во время обжига может испортить желаемый эстетический эффект на остальной части бутылки.
Также известно нанесение посредством трафаретной печати на бутылку, подвергнутую полному химическому матированию, прозрачной эмали, которая после обжига возвращает некоторую прозрачность бутылке. Эффект, полученный посредством этой технологии, очень ненадежен и зависит как от использованного состава эмали с одной стороны, так и от условий нанесения. Лучшие результаты получены при использовании эмали с низкой температурой обжига, содержащей значительное количество свинца.
Это присутствие свинца влечет за собой загрязнение, которое должно быть переработано согласно действующим нормам и правилам, порождая, таким образом, значительные дополнительные затраты. В любом случае полученная конечная прозрачность ниже прозрачности, полученной для необработанного стекла.
Использование химического матирования с точки зрения загрязнения и безопасности представляет также некоторое число неудобств и, в частности, значительное влияние на стоимость изготовления.
В соответствии с другой технологией возможно нанести на стеклянный предмет или на бутылку маску, которая закрывает защищаемый участок, и провести матирование пескоструйной обработкой на остальной части объекта или бутылки. Эта технология имеет недостаток, заключающийся в придании крупной зернистости бутылке. Кроме того, не получают хорошей однородности на закругленных поверхностях.
Целью данного изобретения является улучшение известных способов декорирования, таким образом, чтобы получить окно или пробел, имеющий высокую прозрачность, с одной стороны, и не ухудшающий эстетичность остальной части бутылки, с другой стороны.
Другая цель данного изобретения заключается в оптимизации средств выполнения окна, таким образом, чтобы избавиться от использования опасных или токсичных продуктов.
Дополнительная цель способа, соответствующего изобретению, заключается в сокращении себестоимости каждого стеклянного объекта или бутылки, полученной вышеупомянутым способом.
Согласно изобретению способ включает:
(e) размещение на стеклянном объекте препарата тугоплавкой эмали, имеющей температуру плавления, превосходящую 700°C, таким образом, чтобы покрытие закрыло зону, соответствующую реализуемому прозрачному окну, это покрытие выполнено перед этапом (a),
(f) и осуществление этапа (d) за счет удаления покрытия препарата тугоплавкой эмали механическим путем, по завершении этапа (c).
Способ, соответствующий изобретению, позволяет получить на стеклянном объекте прозрачное окно, одновременно с окрашенным, блестящим, глянцевым или матовым внешним видом за пределами вышеупомянутого прозрачного окна.
Согласно одному из вариантов осуществления этап (e) осуществлен при помощи операции трафаретной печати.
Удаление механическим путем заключается, например, в мойке струей воды под высоким давлением или в операции чистки щеткой.
Покрытие препаратом тугоплавкой эмали таково, что покрытие состава эмали отделено от поверхности бутылки или стеклянного объекта. Использованный препарат тугоплавкой эмали имеет в предпочтительном случае температуру плавления в пределах от 750°C до 1000°C.
В соответствии с примером осуществления способа, соответствующего изобретению, обжиг бутылки или стеклянного объекта производят при температуре от 640 до 650°C в течение от 15 до 20 минут. Нанесение посредством трафаретной печати препарата тугоплавкой эмали производится предпочтительно через сетку, содержащую от 77 до 95 нитей на сантиметр.
В качестве примера препарат тугоплавкой эмали обозначен либо RD 204 -64-64 для Общества JOHNSON MATTHEY, либо VD9011/MX57 для Общества FERRO. Препарат тугоплавкой эмали, нанесенный посредством трафаретной печати, - это в общем случае вещество, поставляемое в термоплавкой форме, которое разжижается при температуре от 60 до 80°C. Его нанесение на стеклянный объект осуществляется, следовательно, при низкой температуре.
В качестве варианта все тугоплавкие вещества, которые могут наноситься посредством трафаретной печати в виде термоплавкой пасты и температура обжига которых превосходит 700°C, могут быть использованы.
Согласно примеру выполнения, способ, соответствующий изобретению, заключается в нанесении вещества на базе эмали на стеклянный объект при помощи сухого электростатического напыления. Напыление жидкостным способом также может быть использовано.
Другие характеристики и преимущества последуют равным образом из подробного описания, представленного далее, со ссылками на приложенные чертежи, в качестве неограничивающих примеров, в которых:
Фиг.1 - схематичное представление последовательности этапов одного из примеров осуществления способа, соответствующего изобретению,
Фиг.2 - схематичное представление последовательности этапов одного из вариантов осуществления способа, соответствующего изобретению,
Фиг.3 - другой вариант осуществления способа, соответствующего изобретению.
Способ декорирования, соответствующий изобретению, применяется в особенности для стеклянного объекта типа сосуда или бутылки. В рамках этого способа, на стеклянный объект наносят продукт на основе эмали, например посредством сухого электростатического напыления. Такое напыление само по себе известно.
Затем объект, покрытый продуктом на основе эмали, помещают в печь для обжига при температуре от 600 до 650°C, например равной 640°C. Этот обжиг осуществляется в течение от 15 до 25 минут, например 20 минут.
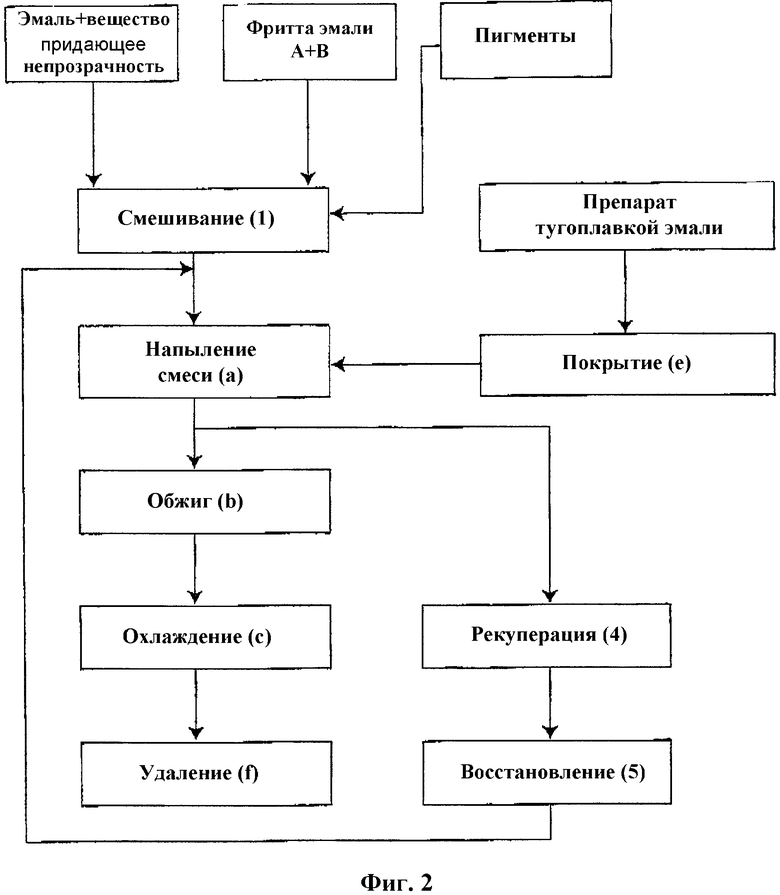
Фиг.1 схематически представляет различные этапы способа, а именно использование препарата тугоплавкой эмали, нанесенного посредством трафаретной печати на стеклянный объект или на бутылку во время этапа (e). Затем осуществляют согласно этапу (a) сухое электростатическое напыление продукта на основе эмали, содержащего придающее непрозрачность минеральное вещество или эмаль, содержащую смесь двух эмалевых фритт A и B, одна из которых более тугоплавкая, чем другая.
Затем согласно этапу (b) выполняют обжиг, например, при температуре от 640 до 650°C в течение 20 минут. Затем выполняют охлаждение в соответствии с этапом (c) и в заключение согласно этапу (f) выполняют удаление механическим способом покрытия, нанесенного посредством трафаретной печати, совместно с основным покрытием. Таким образом, получают локальное прозрачное окно.
В соответствии с другим вариантом осуществления способа, соответствующего изобретению, схематично изображенным на Фиг.2, для получения окраски состава эмали, наносимого на бутылку или на стеклянный объект посредством сухого электростатического напыления, используют пигменты.
В таком случае способ также включает такие этапы, как описанные выше и схематично изображенные на Фиг.1, дополненные описанными далее этапами.
Согласно одному из вариантов осуществления способа, соответствующего изобретению, продукт на основе эмали также содержит придающее непрозрачность минеральное вещество типа диоксида циркония или диоксида олова.
Согласно другому варианту осуществления способа, соответствующего изобретению, продукт на основе эмали включает в себя смесь двух эмалевых фритт A и B, одна из которых более тугоплавкая, чем другая.
В рамках способа, соответствующего изобретению, и до этапа сухого электростатического напыления смешивают в холодном состоянии продукт на основе эмали с одним или несколькими пигментами. Этап смешивания отмечен ссылкой (1) на Фиг.2. Это смешивание осуществляется посредством вращающихся барабанов или пропеллерной мешалки.
Более точно способ заключается в смешивании продукта на основе эмали с от 0,5% до 20% одного или нескольких пигментов. Этот интервал определяет начальную пропорцию пигмента или пигментов в полученной смеси. Размер гранул этих пигментов находится между 15 нм и 50 мкм. Эти пигменты являются неорганическими и имеют температуры обжига, в общем случае превосходящие 600°C.
Однородность порошкообразной смеси продукта на основе эмали и пигментов получена, например, посредством вращения в барабане при температуре окружающей среды в течение приблизительно одного-двух часов. Это время зависит от перемешиваемого количества.
Совсем другое средство, обеспечивающее хорошее распределение пигментов в продукте на основе эмали, также может быть использовано. Однако эта операция смешивания не должна измельчать продукт на основе эмали, используемый в виде порошка. Этим продуктом на основе эмали может быть, например, продукт, выпущенный в продажу Обществом FERRO под маркой VNR 9404®.
В рамках способа декорирования, соответствующего изобретению, продукт на основе эмали, не нанесенный на стеклянный объект, в равной мере используют повторно, собирая его и исправляя пропорцию пигментов для восстановления исходной пропорции в смеси (0,5-20%) перед новым нанесением сухим электростатическим способом. Это объясняется тем фактом, что некоторое количество мельчайшего порошка размещено на бутылке, когда продукт на основе эмали смешан с пигментами. Также необходимо использовать в рамках этого способа дополнительные пульверизаторы. Этими пульверизаторами могут быть, например, пульверизаторы, выпущенные в продажу под маркой GEMA® типов PG1-A или PG2-A.
Кроме того, пропорция пигментов, которые нанесены на обрабатываемый стеклянный объект, меньше исходной пропорции в исходной смеси. Таким образом, собранная и не нанесенная смесь имеет пропорцию с увеличенной долей пигментов. Значит, следует восстановить эту пропорцию после рециркуляции и перед новым нанесением посредством сухого электростатического напыления собранного продукта. Этапы рекуперации и восстановления отмечены на Фиг.2 ссылками (4) и (5) соответственно.
В качестве примера осуществления способа, соответствующего изобретению, фритту из частиц эмали, выпущенной в продажу Обществом FERRO под наименованием VNR 9404®, смешивают с пигментами, выпущенными в продажу Обществом KEMIRA PIGMENTS OY под обозначением UV Titan L530®.
Другие пигменты этого общества, например, обозначенные L181, L320, L531 или L830 в равной мере могли бы быть использованы для получения вариантов окраски.
Использованная смесь предпочтительно включает в себя 98% частиц фритты эмали и 2% красителя.
После гомогенизации полученная смесь напыляется на бутылку из белого прозрачного стекла сухим электростатическим способом пульверизаторами GEMA® при напряжении 100 кВ. Этап напыления отмечен ссылкой (a). Масса продукта на основе эмали, нанесенного на бутылку, должна находиться в пределах от 3,5 до 8 г и предпочтительно равна 4 г. Эта масса в 4 г соответствует бутылке объемом 70 сл, высотой 240 мм. Для бутылки объемом 1 л, эта масса равна 6 г. Этап пульверизации отмечен ссылкой (a).
Затем бутылку подвергают обжигу при температуре 650°C в течение приблизительно 25 минут. Этап обжига отмечен ссылкой (b). После обжига получают бутылку белого оттенка, поверхностный слой которой имеет среднее арифметическое отклонение неровностей в пределах от 1,8 до 3 мкм, измеренное при помощи прибора Pertomether M4P1® Общества MAHR.
Способ декорирования, соответствующий изобретению, имеет преимущество, и оно вопреки всем ожиданиям заключается в предоставлении значительного разнообразия окрасок, соединенных с матовым эффектом, указанные окраски имеют высокую однородность. Кроме того, полученная шероховатость оптимальна.
Особенный эстетический аспект имеет также окно или пробел, в котором появляется необработанное стекло. Таким образом, можно предусмотреть бесчисленные эстетические сочетания.
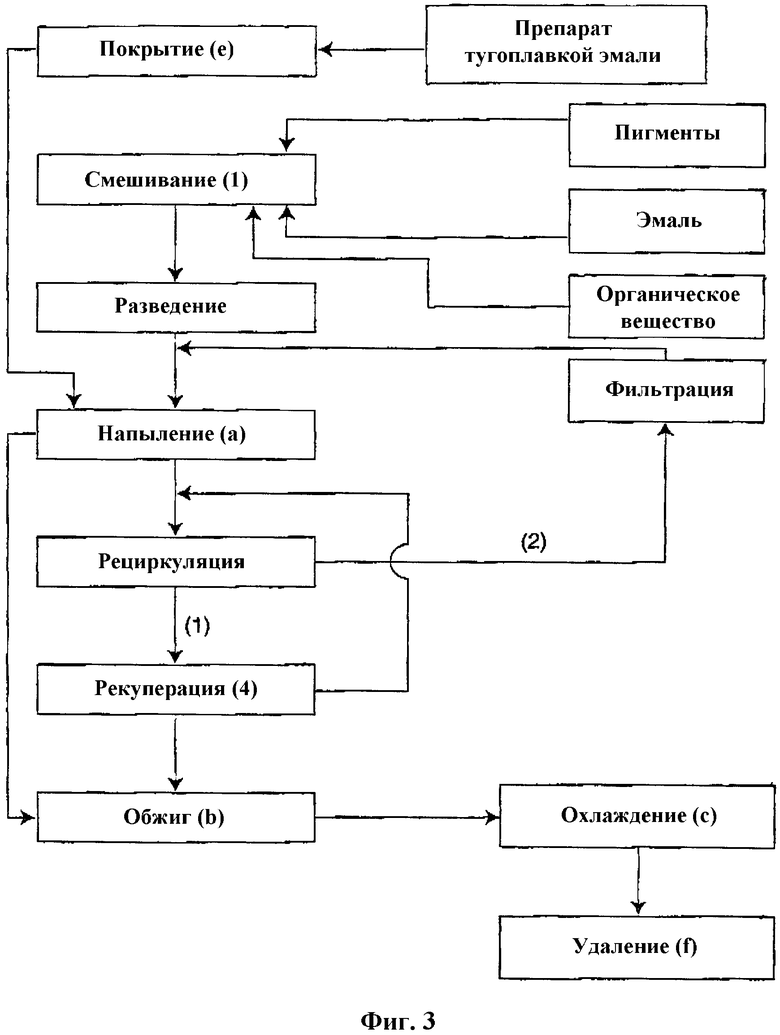
В соответствии с другим примером осуществления способа, соответствующего изобретению, этап (a) соответствует жидкостному электростатическому напылению. Для примера можно обратиться к Фиг.3.
Таким образом, на стеклянный объект наносят препарат тугоплавкой эмали, имеющий температуру плавления, превосходящую 700°C. Это покрытие закрывает зону, соответствующую реализуемому прозрачному окну.
Согласно этому примеру осуществления смесь производят из эмали типа VNR 4402/74-111 Общества FERRO и пигментов. Эти последние могут быть выбраны среди пигментов, выпущенных в продажу Обществом FERRO. Используемая эмаль - это порошковая фритта, смешанная с пигментами, для получения продукта на основе эмали, пригодного для способа жидкостного электростатического напыления, к исходной смеси добавляют органическое вещество, растворимое в воде на уровне от 35 до 45%. В качестве примера, органическое вещество, растворимое в воде, может быть веществом, выпущенным в продажу Обществом FERRO. На другом этапе смешивания однородным образом разводят смесь водой на уровне 50% при помощи пропеллерной мешалки или смесительных барабанов.
Когда этот третий этап смешивания осуществлен, приступают к электростатическому напылению, отмеченному этапом (a). Таким образом, продукт на основе окрашенной эмали напыляют на стеклянный объект, в том числе и на покрытие тугоплавкой эмали, используя средства напыления, которые позволяют сохранить степень увлажнения указанного продукта на основе эмали. Оборудование для напыления может быть, например, оборудованием, выпущенным в продажу Обществом ITW Surfaces et Finitions. Это оборудование включает в себя пульверизатор, состоящий из вращающегося барабана на подшипнике жидкостного трения типа Aerobell, поставляемого Обществом De Vilbiss.
Использование такого пульверизатора, который позволяет не ухудшать увлажнение продукта на основе эмали, делает возможным его повторное использование без регидратации. Таким образом, продукт на основе эмали, не нанесенный на стеклянный объект, может быть собран и повторно использован непосредственно в способе жидкостного электростатического напыления. Состав продукта на основе эмали изменяется очень незначительно, и это изменение относительно исходного состава не требует восстановления на протяжении всего способа декорирования.
В качестве примера вязкость продукта на основе эмали, измеренная с использованием чаши Ford №4, равна 20 секундам для нового продукта и 22 секундам для повторно используемого продукта после дня использования.
Согласно одному из примеров осуществления также повторно используют продукт на основе эмали, распыленный, но не нанесенный на стеклянный предмет. Эта рециркуляция достигнута благодаря движению занавеса из того же продукта на основе окрашенной эмали, который собирает часть продукта, распыленного в направлении объекта и не нанесенного на него. Этот занавес из продукта на основе эмали непрерывно собирается и используется повторно для создания вышеупомянутого занавеса из продукта на основе эмали, без остановки.
Эта первая фаза рециркуляции отмечена ссылкой (1) на Фиг.3. В равной мере возможно, следуя другой фазе этапа рециркуляции, указанной ссылкой (2), производить фильтрацию продукта на основе эмали и использовать его повторно в этапе жидкостного электростатического напыления. Эта фаза, помеченная (2), осуществляется после существенного увеличения количества продукта на основе эмали, доступного для рециркуляции.
Затем стеклянный объект помещен в печь, где он подвергнут обжигу при температуре от 600 до 650°C в течение от 15 до 25 минут. Таким образом, почти отсутствуют потери продукта на основе эмали и отсутствует необходимость длинной и трудной обработки при рециркуляции не нанесенного продукта.
Согласно дополнительному этапу способа перед этапом (b), соответствующим обжигу, удаляют покрытие, образованное продуктом на основе окрашенной эмали на дне указанного объекта. Таким образом, избегают любого прикрепления или связи между стеклянным объектом и его опорой в печи во время операции обжига. Такая связь могла бы установиться в результате взаимодействия между вышеупомянутой опорой и эмалью в течение обжига, если вышеупомянутое покрытие не было бы удалено.
Удаление этой части покрытия достигнуто приведением (любыми средствами) донышек стеклянных объектов на поворотный транспортер. Этот последний удаляет покрытие простым механическим действием. Промывочная ванна и средства сушки такого транспортера также могут быть предусмотрены. Эта фаза реализована посредством машины, называемой дезэмализатор («désemailleuse»), используемой в производстве фарфоровых изделий.
После этапа обжига (b) стеклянный объект оставляют охладиться (этап (c)) и приступают к удалению (f) механическим путем покрытия из препарата тугоплавкой эмали. Таким образом, на декорированном стеклянном объекте получают прозрачное окно.
Изобретение относится к способам декорирования стеклянного объекта типа сосуда или бутылки. Техническая задача - получение окна на объекте с высокой прозрачностью и эстетичностью. Способ включает: (а) нанесение на стеклянный объект продукта на основе эмали, (b) помещение обрабатываемого объекта в печь с целью обжига при температуре от 600 до 650°С в течение от 10 до 25 минут, (с) охлаждение полученного эмалированного стеклянного объекта, (d) получение прозрачного окна на стеклянном объекте. Получение окна осуществляют помещением на стеклянный объект препарата тугоплавкой эмали, имеющей температуру плавления, превосходящую 700°С, таким образом, чтобы покрытие закрывало зону, соответствующую прозрачному окну. Это покрытие выполнено перед этапом (а). Затем покрытие препарата тугоплавкой эмали удаляют механическим путем. 3 н. и 7 з.п. ф-лы. 3 ил.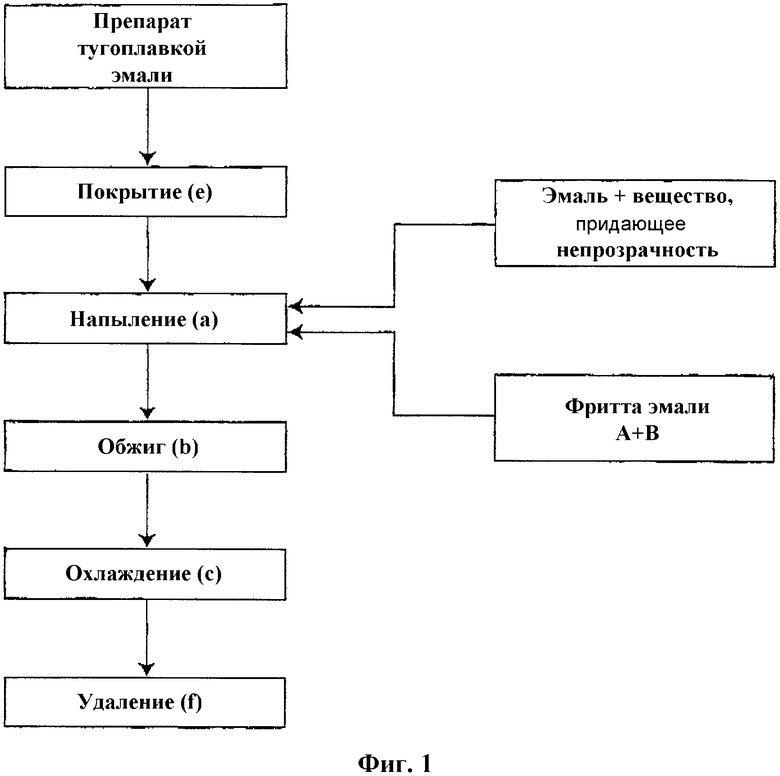
(a) нанесение на стеклянный объект продукта на основе эмали,
(b) помещение обрабатываемого объекта в печь с целью обжига при температуре от 600 до 650°С в течение от 10 до 25 мин,
(c) охлаждение полученного таким образом эмалированного стеклянного объекта,
(d) и реализацию прозрачного окна на стеклянном объекте, отличающийся тем, что он включает
(е) помещение на стеклянный объект препарата тугоплавкой эмали, имеющей температуру плавления, превосходящую 700°С, таким образом, чтобы покрытие закрывало зону, соответствующую прозрачному окну, требующему реализации, причем это покрытие выполнено перед этапом (а),
(f) и выполнение этапа (d) за счет удаления покрытия из препарата тугоплавкой эмали механическим путем по окончании этапа (с).
| ЕР 0916626 А, 19.05.1999 | |||
| Способ изготовления декорированных стеклоизделий | 1985 |
|
SU1428725A1 |
| Способ получения декоративного покрытия на поверхности стеклоизделий | 1987 |
|
SU1536348A1 |
| Аналоговое множительное устройство | 1979 |
|
SU849235A1 |
| US 6099905 A, 08.08.2000. | |||

