ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу получения рельефных структур на полом стеклянном изделии, в частности, для декоративных целей. Оно относится также к получаемому таким способом полому стеклянному изделию.
УРОВЕНЬ ТЕХНИКИ
В пищевой и косметической отраслях промышленности с давних пор используют полые стеклянные изделия, например, флаконы, содержащие, в частности, жидкости, такие как алкогольные или безалкогольные напитки, лосьоны, кремы и духи. Термин "флакон" здесь охватывает собой в целом стеклянные емкости, такие как горшки, чашки, кувшины и бутылки. Обычно к таким изделиям применяют технику печати с целью отображения информации и декорирования. В качестве техники печати используют обычно способы трафаретной печати, способы переноса на поверхность печатных, например, переводных изображений, способы тампографии или краскоструйной печати. В случае больших поверхностей покрытия материал осаждают в виде тонкой пленки путем напыления. В обоих случаях в состав покрытия входят, например, чернила, краски или лаки на основе органических смол. После нанесения на флакон происходит полимеризация смол, например, под воздействием тепла или ультрафиолетового излучения или в результате физической просушки.
Некоторые смолы (со смешанной полимеризацией) чувствительны одновременно к теплу и ультрафиолетовому излучению. Смолами могут являться, например, эпоксидная смола, акриловая или полиуретановая смола. Допускаются также неорганические покрытия, такие как эмалевые покрытия. Такие покрытия наносят в виде смеси, состоящей из минералов в виде фритты и органического связующего вещества. В результате выдержки в печи связующее вещество прокаливается, а минералы связываются и образуют эмаль на поверхности изделия.
Другие покрытия по существу являются металлическими. Для такого покрытия используют, например, состав, представляющий собой органометаллические смеси с металлами в форме катионов. Состав наносят на поверхность изделия и осуществляют восстановление катионов металлов, которые затем кристаллизуются и приобретают отражающую способность. Этот способ применяют, в частности, к золоту, серебру либо к сплавам этих или других металлов. В патенте США № 2490399 представлен пример такого способа. Эти покрытия наносят на изделие, например, способом трафаретной печати. При этом получают возможность локализованной аппликации и высокой точности декорирования.
В число реализуемых эффектов декорирования входит эффект матирования наружной поверхности флакона, именуемый также внешним эффектом изморози. В уровне техники этого внешнего эффекта достигают получением матовой поверхности в результате химического воздействия раствором, содержащим, в частности, кислоты и соли, такие как фтористоводородная кислота, соли аммония, а также дополнительную кислоту, обычно серную или соляную кислоту. Обычно при использовании данного способа становится матовой вся наружная поверхность флакона, кроме горлышка. Другим известным способом является пескоструйная обработка, при которой образуются микронеровности на поверхности стекла в результате механического воздействия.
Можно осуществлять декорирование путем частичного матирования при нанесении лака, образующего маску на тех участках, которые будут защищены от воздействия и останутся гладкими. При этом образуются своего рода окна, через которые видна внутренняя часть флакона, то время как остальная часть поверхности остается полупрозрачной. Лак затем удаляют, например, химическим путем в результате воздействия с сильным основанием (таким как гидроксид натрия), или механическим путем с помощью водяных струй под давлением. При этом окна сохраняют прозрачность стекла, как в исходном материале. Таким образом, в документе WO 2013/189762 предлагается нанесение масок на плоское стеклянное изделие способом краскоструйной печати. Наносимое таким способом красящее вещество образует маску, которая защищает поверхность стекла при выполнении операции кислотного или щелочного травления. Далее маску удаляют, оставляя на виду гладкие участки, которые не были подвержены воздействию, и матированные участки, поверхность которых изменена в результате химической обработки.
Однако все указанные выше виды декорирования никак не изменяют рельеф изделия, ни в визуальном, ни в тактильном восприятии. Например, частичное химическое матирование с маской (для получения прозрачного окна), включающее в себя одну операцию промывки, создает только шероховатость Ra в пределах от 0,5 до 1,0 мкм и не формирует никакого визуально или тактильно воспринимаемого рельефа независимо от длительности погружения стеклянных изделий в ванну для травления, так как быстрое образование отложений кристаллов фторосиликатов аммония на поверхности стекла блокирует химическое воздействие на него. То же самое происходит, например, при декорировании золота, при котором речь идет о нескольких десятках нанометров толщины, полученных после обжига органометаллического состава на поверхности стекла. Что касается декорирования с помощью органическогокрасящего вещества или эмали, то обычно толщина колеблется в пределах от 8 до 15 мкм.
Некоторые виды декорирования всё же позволяют создавать ограниченный рельеф на фоне гладкой поверхности стеклянного изделия. Сюда относится, например, вариант со способом декорирования путем аппликации и последующего обжига прозрачной эмали и органометаллической золотой смеси (общепринятым названием данного способа является "золото в потоке").
Последовательность стадий при этом следующая:
- нанесение слоя прозрачной эмали с последующим обжигом при температуре около 620 °C,
- нанесение органометаллической золотой смеси на слой эмали и по его периметру с последующим умеренным обжигом в диапазоне между 580 и 600 °C, причем золотой декор сцепляется в конечном счете только с поверхностью слоя эмали;
- ручное смывание металлического декора, выходящего за пределы участка с трафаретной печатью.
Для осуществления описанных выше видов декорирования требуются длительные и трудоемкие этапы работ. Особенно затруднительным является этап ручной промывки.
Кроме того, все виды декорирования способом осаждения на стекло ограничены по толщине (менее 25 мкм).
Иногда рельефы на флаконе выполняют способом выдувания в чугунную форму, выполненную обычно в виде двух состыкованных частей, внутренние шаблоны которых в данном случае содержат полости с выпускными пресс-формами, соответствующими создаваемому рельефу. Тем не менее, для таких рельефов очень важны ограничения, в частности касающиеся необходимости извлечения из формы без локального повреждения стекла, именуемого глазурью, и запрета на появление полостей вблизи стыков выдувной формы.
Такие полости в зависимости от их расположения и их глубины могут даже сделать невозможным выпуск стеклянного изделия из выдувной формы. Кроме того, вязкость стекла, используемого в таком способе, не допускает размещение шаблонов с высокой точностью обработки на внутренней поверхности выдувных форм. Наконец, такой способ требует регулярных и массивных графитовых смазок рабочих полостей штампов, используемых в пресс-форме, что приводит к их постепенному обрушению вследствие образования накипи, требует обязательной частой очистки внутренней части пресс-форм, характеризуется большой вариабельностью геометрических характеристик результата, а также появлением дефектов на поверхности выполненных рельефов. Поэтому точность такого рельефа ограничена, и формирование рельефов по периметру корпуса стеклянного изделия не представляется возможным.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является обеспечение способа получения полого стеклянного изделия, имеющего на внешней поверхности рельефные структуры, имеющие значительную высоту и воспроизводимые с множеством вариантов четкости и эстетичного наружного вида, причем эти рельефные структуры могут быть расположены на любом участке наружной поверхности стеклянного изделия.
В рамках указанных выше задач предметом изобретения является способ получения рельефной структуры на полом стеклянном изделии, характеризующийся тем, что в нем осуществляют следующие стадии:
a) нанесение маски, устойчивой к воздействию кислот, на защищаемые участки полого стеклянного изделия;
b) выполнение последовательности циклов, причем каждый цикл включает:
фазу b1) воздействия кислоты, способной растворять стекло на незащищенных участках; и фазу b2) промывки для удаления растворенного стекла и остаточных веществ, образованных в результате кислотного воздействия;
c) удаление маски.
Настоящее изобретение обеспечивает преимущество получения декоративного рельефа с толщиной, которая контролируется и может изменяться от двадцати до нескольких сотен микрон в зависимости от количества циклов химического воздействия и последующих циклов промывки поверхности, причем каждый цикл позволяет воспроизводимым способом растворять стекло толщиной от 2 до 20 мкм, а в обычном режиме 10 мкм. При этом могут быть получены рельефы с возвышением до 750 мкм. Маска может совпадать по типу с той, которая используется для операций избирательного сатинирования. Например, её наносят при трафаретной печати в виде органического красящего вещества и далее для её полимеризации применяют обжиг, предпочтительно термический, или ультрафиолетовое облучение. Удаление маски осуществляют, например, путем растворения в растворе гидроксида натрия или путем механического воздействия струей высокого давления.
Чередование фаз химического воздействия и промывки позволяет в циклическом режиме удалять остаточные вещества, образованные в результате химического воздействия, в виде стекла, не растворяющегося в кислотной среде химического воздействия, в основном, фторосиликатов натрия и кальция, которые осаждаются на поверхности, к которой применено химическое воздействие, и действуют в направлении замедления растворения стекла, вплоть до полной ее блокировки. Оно позволяет также осуществить анизотропное воздействие вопреки тому, что указано в литературе. По существу, в диссертации «Développement et étude d'une technique de microsablage à haute résolution (Разработка и исследование методики микропескоструйной обработки с высокой разрешающей способностью)» № 3293 (2006) Федеральной политехнической школы Лозанны Anne-Gabrielle Pawlowski разъясняет, что частично маскируемое кислотное воздействие на стекло на основе свободной двуокиси кремния является воздействием изотропного типа и что часть стекла, расположенного под маской, при этом растворяется. Это явление может быть безусловно использовано также для обеспечения пологого перехода между участком, к которому применено воздействие, и сохраняемым участком, предусматривая при этом получение промежуточного слоя между маской и стеклом, способного постепенно растворяться. Тем не менее, такое явление не наблюдалось при реализации способа согласно изобретению. Участок под маской вообще не растворяется, и маска идеально сохраняет свою геометрию вплоть до ее удаления. По существу, специфические химические характеристики используемого стекла приводят к нерастворимым отложениям фторосиликатов, и отложения, образованные на краю маски, менее доступны для последующих промывок, нежели остальная часть поверхности стекла, к которой применено химическое воздействие, так что химическое воздействие на стекло под маской блокируется, и вызывает в конечном счете получение рельефа, являющегося геометрическим эквивалентном наложенной маски. Для получения данного эффекта в рамках настоящего изобретения рекомендуется использовать кремний-натрий-кальциевое стекло, то есть, стекло, которое испускает, в частности, в процессе его растворения значительные количества фторосиликатов натрия и кальция, труднорастворимых в среде химического воздействия, что позволяет осуществлять анизотропное химическое воздействие на краях маски для сохранения геометрии маски вплоть до ее конечного извлечения. Это явление не наблюдается применительно к стеклу на основе чистого кремнезема, для которого химическое воздействие фтористоводородной кислотой вызывает лишь появление продукта, растворимого в жидкой среде химического воздействия: гексафторокремниевой кислоты.
Предложенный в настоящем описании способ обеспечивает более высокую степень свободы в части геометрии создаваемых рельефов. В случае флакона можно создавать рельефы по всему периметру. Точность графического отображения высока, например, с рельефами возвышением менее 0,2 мм и взаимным разнесением менее 0,2 мм. Способ позволяет также изготавливать детали по отдельности с нанесением конкретной маски на деталь. Например, возможно нанесение маски способом краскоструйной печати и компоновка её при этом специально для каждой единицы нанесения. Следует заметить, что соответствующий изобретению способ наряду с получением упомянутого выше декоративного рельефа обеспечивает получение изделия с блеском поверхности стекла, намного превышающим блеск до химической обработки поверхности, причем исходная поверхность изделий содержит множество микродефектов, связанных с ограниченными возможностями способа формовки стеклянных заготовок: внутренние поверхности литых пресс-форм приводят по существу к переменной шероховатости, связанной с их постепенным износом и с наличием загрязнений (окалины), возникающих в процессе их регулярной смазки.
Согласно другим отличительным характеристикам реализации настоящего изобретения:
- фаза b1 химического воздействия представляет собой погружение изделия в кислотную ванну для химического полирования на период от 5 до 20 секунд, предпочтительно на 10 секунд. Следует отметить, что интенсивность химического воздействия на стекло спадает по гиперболе с течением времени по причине образования пассивного слоя, состоящего из нерастворимых фторосиликатов, примыкающего к поверхности изделия в ванне, причем этот слой постепенно сокращает доступность поверхности стеклянного изделия для реактивов, обеспечивающих химическое воздействие на него фтористоводородной кислоты. Слишком большая длительность погружения перед промывкой неблагоприятна по причине химического разъедания маски, ставящего под угрозу её целостность при ограниченном повышении степени растворения стекла, сложности извлечения полученного пассивного слоя в цикле промывки, следующем за операцией погружения, и дефектов поверхности вследствие несовершенства способов извлечения материала на протяжении циклов погружения/промывки. Помимо равновесия между интенсивностью химического воздействия на поверхность стеклянного изделия и химическим разъеданием маски, относительно короткие циклы погружения способствуют также уровню регенерации ванны для химического полирования синхронно со стабилизацией процесса химического воздействия (регулярной и эффективной компенсации первичных потерь материала в ванне для полирования, причем эти потери проистекают от химического воздействия на поверхность стеклянных изделий и от многочисленных переносов материала в воду для промывки изделий: фтористоводородная кислота – дополнительная кислота - вода).
- фазу b2) промывки осуществляют в воде. Данная жидкость идеально соответствует требуемой эффективности. Промывку водой предпочтительно осуществляют по замкнутому циклу, главным образом по экологическим причинам. Использованную для промывки изделия воду собирают и перекачивают обратно для подачи на изделие. Таким образом создают запас воды. Этот процесс можно повторять, предпочтительно частично, и непрерывно или периодически, чтобы удалить остатки промывки и ограничить расход воды на остатки, будь то кислоты, оставшиеся от воздействия на изделия, или твердые частицы, образовавшиеся при растворении стекла как на протяжении погружения в ванну для полирования, так и во время переноса воздушным транспортером стеклянных изделий из ванны для полирования в промывочную установку.
- фаза b2) промывки длится от 5 до 15 секунд, предпочтительно 10 секунд. Беспрерывная и слишком интенсивная промывка в потенциале приводит к полной очистке края маски от отложений нерастворимых силикатов локального образования, в результате чего кислотное воздействие в следующем цикле особенно эффективно вблизи маски. В этом случае полученный на краю маски наклон оказывается особенно крутым, что нежелательно, поскольку способствует неприятному тактильному восприятию рельефа, полученного в итоге после множества циклов химического воздействия и промывки. При ограничении длительности промывки, расхода и давления промывочной воды выясняется, что наклон на краю становится более пологим, что более приятно на ощупь. Такое анизотропное воздействие на край маски объясняется частичным локальным извлечением на фазе промывки пассивного слоя, состоящего в основном из фторосиликатов, не растворимых в среде химического воздействия. Выясняется также, что при использовании промывочной воды в режиме замкнутого цикла качество промывочной жидкости сильно влияет на геометрию края. По существу, если промывочная жидкость содержит слишком много остатков от химического воздействия, таких как остатки от промывки предыдущих изделий, промывка теряет свою эффективность. Рекомендуется поддерживать содержание сухого экстракта промывочной жидкости на уровне ниже 2% по массе.
- Химическое воздействие осуществляют в ванне, содержащей фтористоводородную кислоту и дополнительную сильную кислоту.
- Дополнительную кислоту выбирают из группы, состоящей из серной кислоты, азотной кислоты и соляной кислоты или одной из их смесей. Все эти кислоты эффективно растворяют стекло, действуя в качестве катализатора химического воздействия на стекло посредством фтористоводородной кислоты. Тем не менее, приоритетной по многим причинам является серная кислота. Прежде всего, в получаемой при этом ванне имеет место вязкость, обеспечивающая сильное сцепление влажного слоя с поверхностью изделия при его извлечении из ванны для химического полирования. Далее, вязкость этого влажного слоя, который постоянно сохраняет химическую активность после извлечения изделия из ванны для шлифования, позволяет избежать любого растрескивания этого слоя во время переноса изделия воздушным транспортером в промывочную установку, которое вызвало бы необратимые локальные дефекты местных поверхности перед циклическими операциями промывки точно так же, как избыточные локальные подтеки. Кроме того, серная кислота очень мало предрасположена к испарению, что облегчает ввод в действие ванны в промышленной среде. Наконец, неизбежно выпускаемые сточные воды, содержащие сульфаты, легче обрабатываются очистной установкой, нежели сточные воды с содержанием нитратов или соединений хлора.
- Дополнительной кислотой является серная кислота, и соотношение между массой серной кислоты и массой фтористоводородной кислоты составляет от 1,8 до 18.
- Кислотная ванна содержит от 30 до 70% (по массе) серной кислоты с целью избежать проблем с промывкой и с дефектами поверхности по периметру маски, от 3 до 17% (по массе) фтористоводородной кислоты в зависимости от требуемого уровня производительности и воду – остальное.
- Температура кислотной ванны находится в пределах от 15 до 75 °C, предпочтительно от 20 до 45 °С для обеспечения хорошего равновесия между интенсивностью химического воздействия на стекло и скоростью испарения фтористоводородной кислоты. Тем самым ограничивают испарение слабой кислоты, активной по отношению к стеклу (фтористоводородной кислоты), с одновременным обеспечением высокой интенсивности кислотного воздействия на стекло.
- Перед нанесением маски изделие покрывают связующим слоем, причем связующий слой состоит из органосилана, например, аминопропилтриэтоксисилана (AMEO). Такой первичный слой позволяет повысить химическую и механическую прочность маски на протяжении множества операций химического воздействия и следующих за ними промывок, чтобы избежать частичного
расслаивания, в частности, по периметру маски. По существу, маска оказывается под действием высоких механических и химических нагрузок, особенно при желании создать рельеф заметной высоты. Испытания показали, что добавление такого первичного слоя способно в значительной и достаточной мере повысить прочность маски благодаря создаваемому при этом химическому сцеплению между маской и подложкой, а также обеспечить сохранность свойств маски (адгезионной способности, герметичности) на протяжении всего процесса, когда слой наносят на неорганическую или металлическую подложку.
- Изделие покрывают подготовительным слоем перед нанесением маски, причем подготовительный слой получают способом осаждения кремнезема в пламени. Исходный материал, содержащий кремний например, силикон), вводят в пламя, обращенное к поверхности, подлежащей обработке. Кремний осаждается на поверхности в виде наночастиц кремнезема, создавая при этом на поверхности микрошероховатость, не оказывающую неблагоприятного воздействия на блеск поверхности, и усиление поверхностного натяжения подложки, способствующее последующему размягчению маски. Такое осаждение может быть применено само по себе или перед нанесением такого связующего слоя, какой описан выше, причем количество мест химического сцепления с органосиланом достоверно возрастает при предварительном осаждении кремнезема, причем осаждение не содержит следов загрязнений, которые можно наблюдать на поверхности стеклянного изделия, изготовленного в промышленных условиях. Подготовительный слой предпочтительно может быть нанесен на такие элементы декора, какие описаны ниже, для обеспечения устойчивости связующего слоя. В случае органического декора один такой подготовительный слой позволяет повысить адгезионную способность маски. Эта адгезионная способность может быть также дополнительно увеличена за счет объединения подготовительного слоя с наносимым на него связующим слоем на основе органосилана.
- Изделие сатинируют способом химического или механического полирования перед стадией маскирования. Таким способом получают изделие, рельефные участки которого матированы, а участки полостей являются гладкими и отполированными.
- Стадии a) маскирования предшествует стадия нанесения декора на стекло, причем маску наносят на декор. Маска позволяет защитить ранее выполненный декор и сделать его видимым после стадий кислотного воздействия и конечного удаления маски. Таким способом можно получить декор, выступающий наружу из гладких и отполированных участков. Декором является, например, покрытие органическим красящим веществом, металлизированной или неметаллизированной эмалью или металлизированный слой.
- Изделие сатинируют химическим способом между стадией b) кислотного воздействия и стадией удаления маски. Таким образом, участки, на которых формируются полости согласно изобретению, матированы, а участки на рельефном возвышении являются гладкими и отполированными; при этом можно создавать прозрачные окна в рельефе на стеклянных изделиях.
- После удаления маски переходят к стадии химического полирования всей поверхности изделия. Эта дополнительная операция обеспечивает преимущество сохранения высоты рельефа при одновременном увеличении гладкости кромок рельефа на ощупь. Опыт показывает, что 5 дополнительных циклов полирования/промывки, таких как описано выше (допустим, приблизительно 50 дополнительных микрон общего растворения поверхности стекла) очень существенно улучшают восприятие на ощупь рельефа толщиной 250 микрон.
В зависимости от варианта реализации способа по настоящему изобретению, указанный способ может дополнительно содержать промежуточную стадию а') между стадией а) и стадией b), на которой переходят к частичному удалению маски, нанесенной на поверхность стеклянного изделия. Например, маску наносят на всю поверхность стеклянного изделия путем распыления с помощью обычного или электростатического пневматического пистолета, посредством электростатического шарика или диска, способом погружения либо способом струйного облива. Например, частичное извлечение осуществляют посредством местного воздействия органической средой или с помощью воздействия лазерного излучения для снятия защиты одного или нескольких участков стеклянного изделия, первоначально защищенных путем нанесения маски.
Предметом изобретения является также изделие, полученное согласно описанному выше способу.
Изобретение относится, в частности, к изделию, содержащему матированные участки в рельефе с возвышением по отношению к гладким и отполированным участкам. Ни один из известных способов не обеспечивает получение такого изделия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение станет более понятным, и другие отличительные признаки и преимущества станут очевидными при прочтении приводимого далее описания, содержащего ссылки на сопроводительные чертежи на которых:
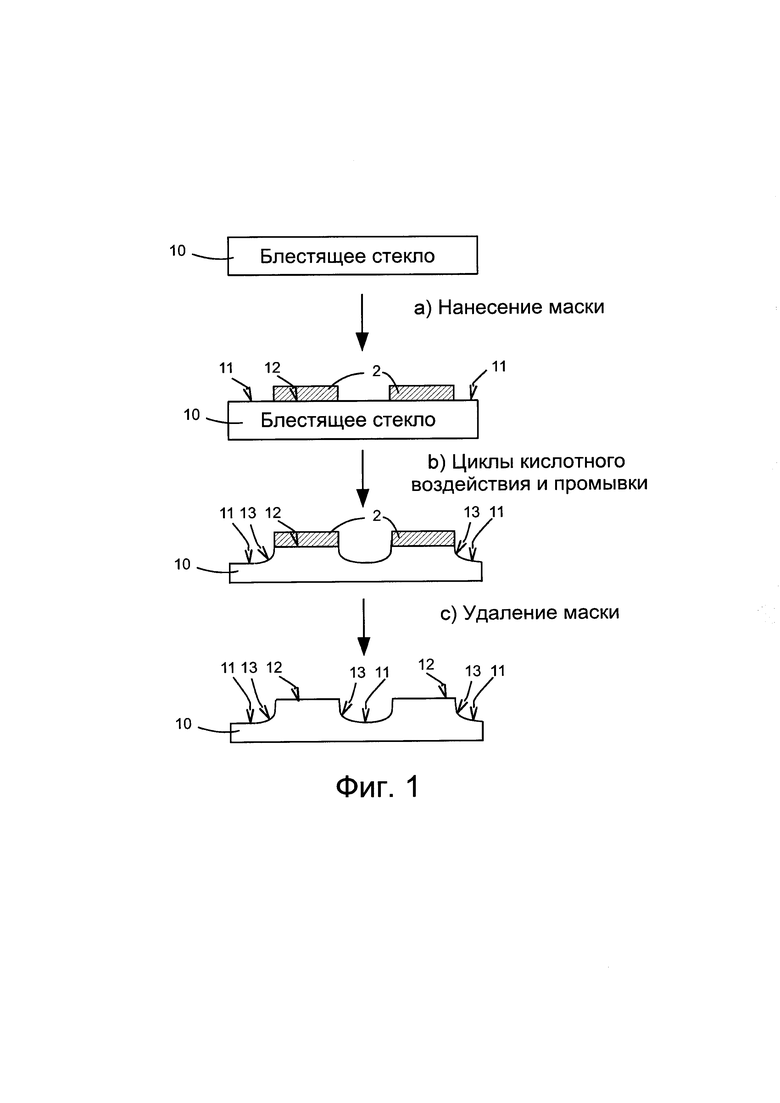
- Фиг. 1 представляет собой схематическое изображение стадий способа в соответствии с первым вариантом реализации настоящего изобретения;
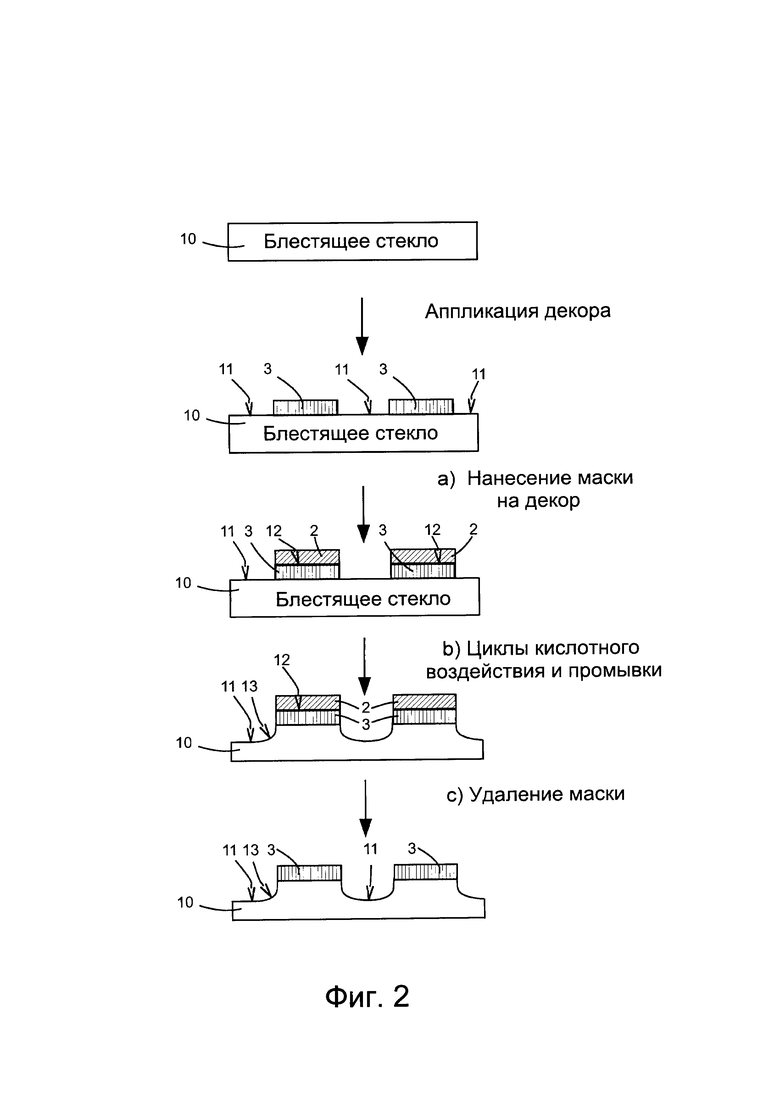
- Фиг. 2 представляет собой схематическое изображение стадий способа в соответствии со вторым вариантом реализации настоящего изобретения;
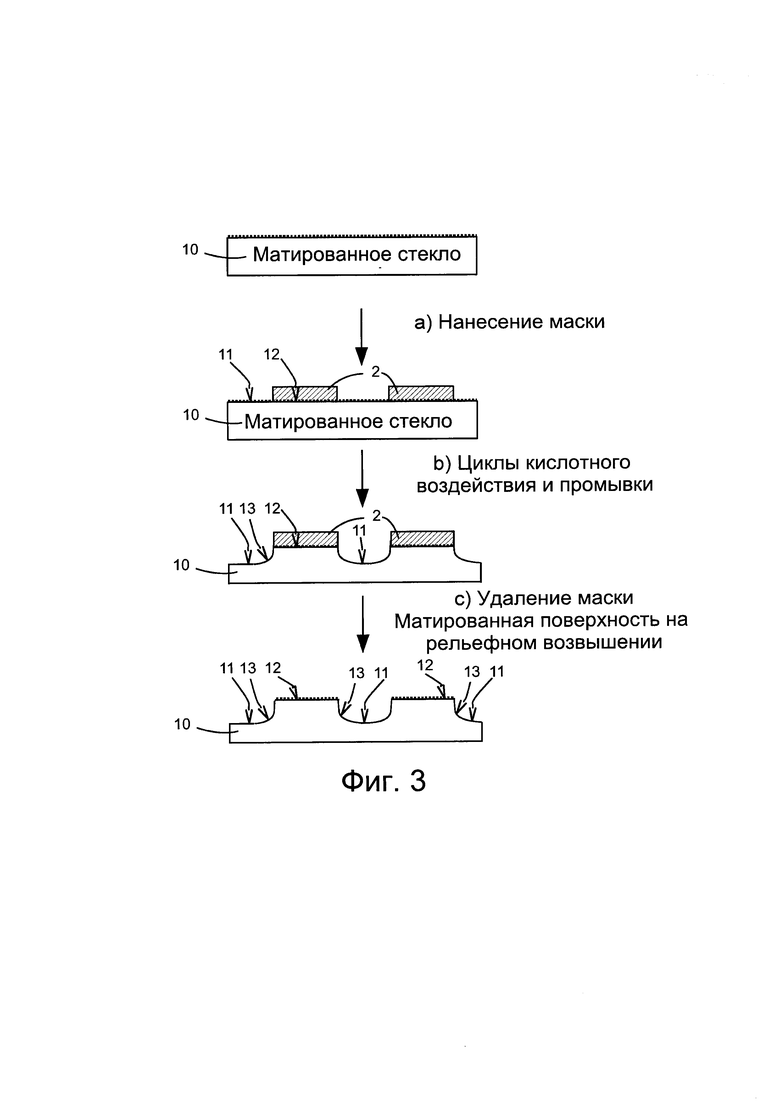
- Фиг. 3 представляет собой схематическое изображение стадий способа в соответствии с третьим вариантом реализации настоящего изобретения;
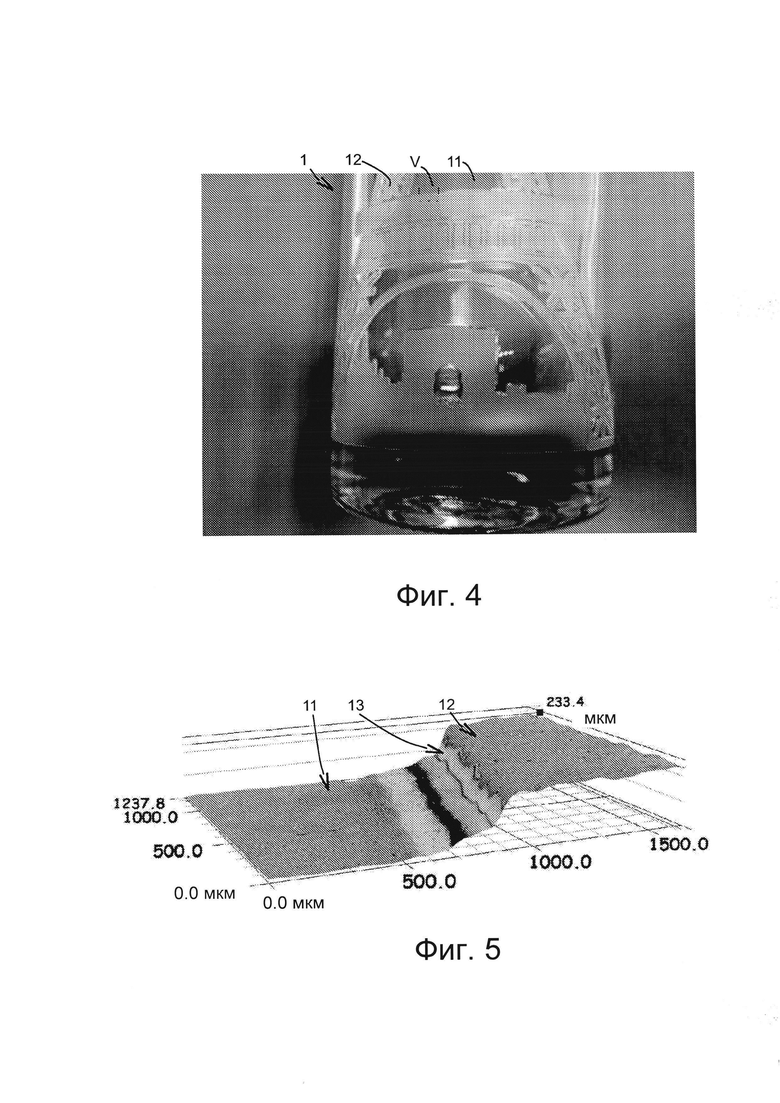
- Фиг. 4 представляет собой вид изделия, полученного способом, показанным на фиг. 3;
- Фиг. 5 представляет собой вид в оптическом микроскопе с трехмерной реконструкцией детали V из фигуры 4;
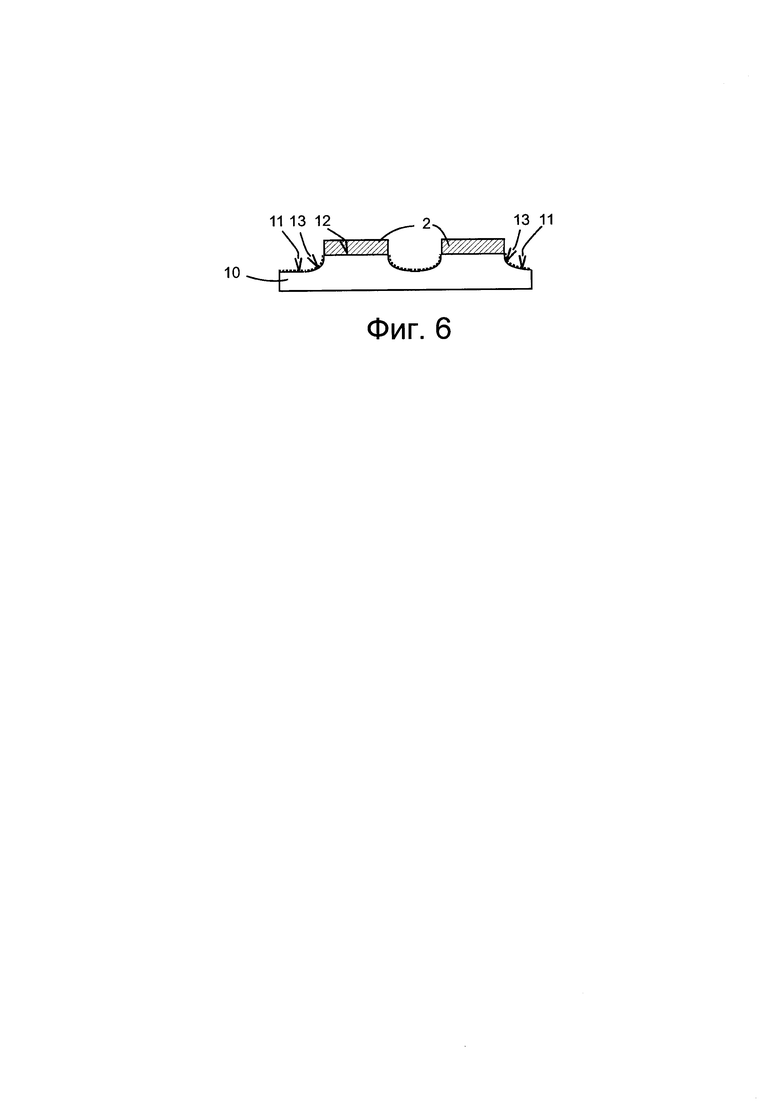
- Фиг. 6 представляет собой схематическое изображение стадий способа в разновидности первого варианта реализации настоящего изобретения;
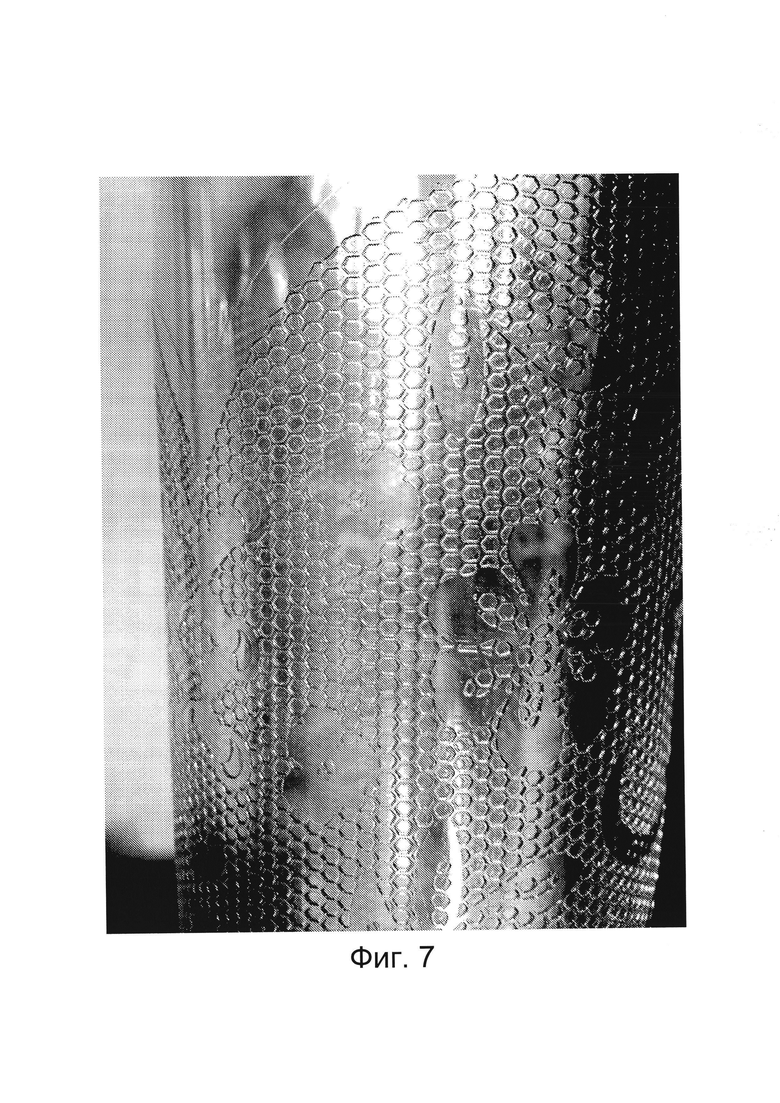
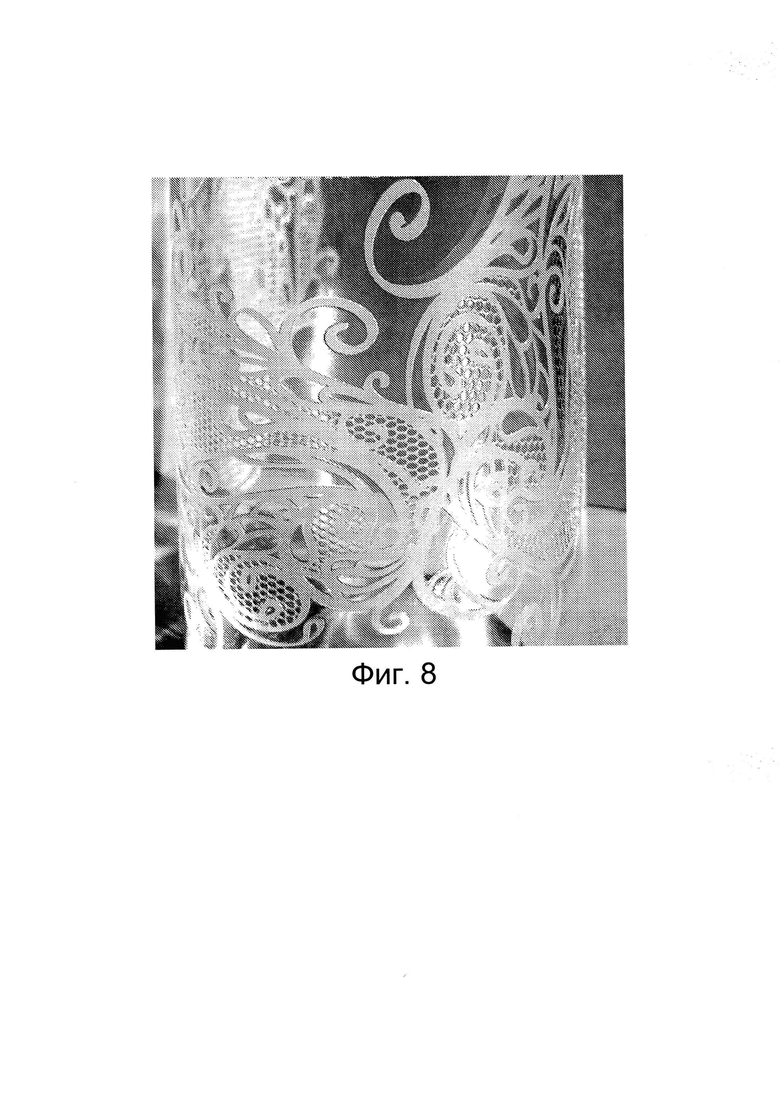
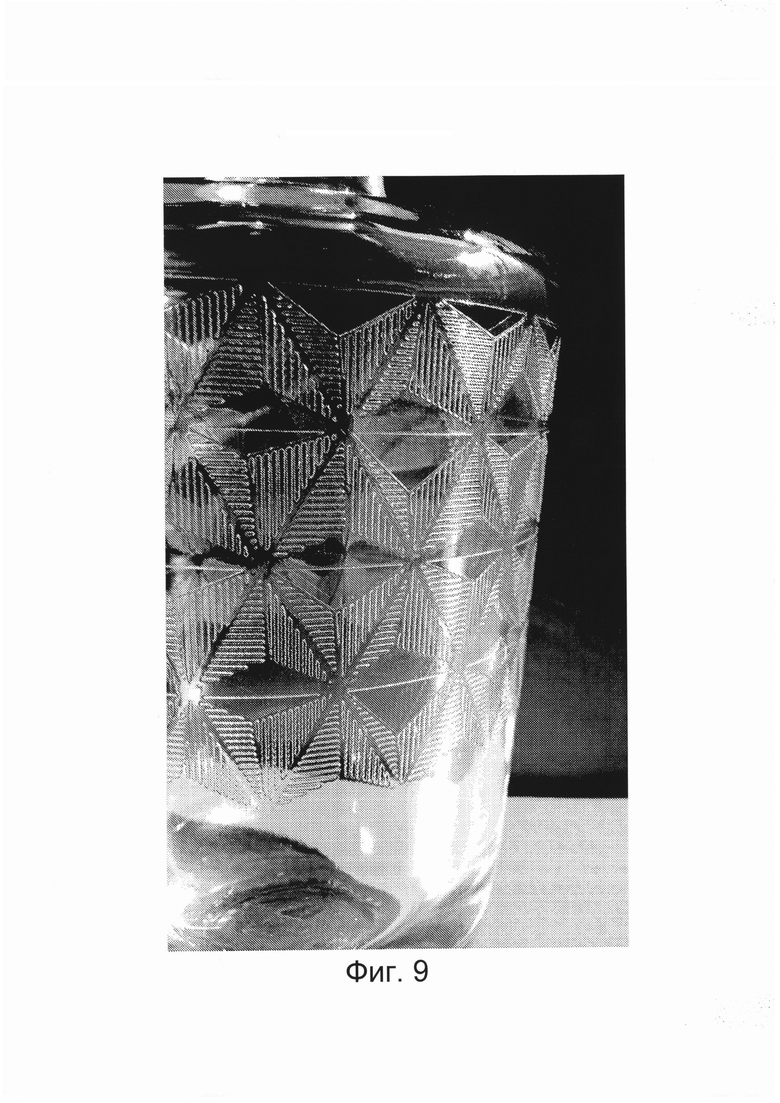
- На фиг. 7-9 представлены виды изделий, полученных способом, соответствующим изобретению.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Способ согласно изобретению относится к полым изделиям 1 из кремний- натрий-кальциевого стекла, таким как бутылки, кувшины, горшки, флаконы или изделия типа стаканов и кружек. Участок 10 такого изделия схематически представлен в разрезе на фиг.1, где показаны стадии способа в соответствии с первым вариантом реализации изобретения. Изделие 1 в исходном виде является гладким и блестящим. На него вначале наносят связующий слой, состоящий из органосилана, например, слой аминопропилтриэтоксисилана (AMEO). Далее на стадии маскирования а) наносят маску 2 для накрытия ею определенных участков 12 изделия 1.
Маску 2 получают, например, путем нанесения красящего вещества способом трафаретной печати, то есть через фильтр с сеткой, некоторые ячейки которой закрыты. Сетчатый фильтр, например, имеет шаг сетки 195 (77 нитей на см), позволяющий обеспечить нанесение слоя красящего вещества толщиной от 10 до 20 мкм. В то же время, подходит любое другое средство аппликации, например, нанесение через проекционный трафарет, с помощью кисти или трансферная печать. Основой красящего вещества является, например, фенолоформальдегидная смола с добавлением четвертичных аммониевых поверхностно-активных веществ и этиленгликоля. Такое красящее вещество, образующее трехмерную сетчатую структуру, устойчиво к воздействию кислоты, но растворимо в щелочном растворе на основе гидроксида натрия. После нанесения красящее вещество подвергают термическому воздействию или ультрафиолетовому облучению для его полимеризации.
Далее осуществляют стадию b), представляющую собой серию циклов с фазой химического воздействия в кислотной ванне, за которой следует фаза промывки. В результате получают изделие 1, имеющее участки 11 с уменьшением толщины, благодаря которому защищенные участки 12 образуют рельеф. В каждом цикле удаляются примерно 10 микрон толщины в зависимости от сопротивляемости изделия 1 химическому воздействию, химического состава содержимого ванны, температуры и параметров цикла. Кислотное воздействие осуществляют, например, в ванне, в которую погружают стеклянное изделие 1 на время от 5 до 15 секунд, предпочтительно на 10 секунд. Содержимое ванны составляют, например, следующим образом:
70-процентная фтористоводородная кислота: 15% по объему,
96-процентная серная кислота: 45% по объему,
вода: 40% по объему.
Это соответствует 6,6 моль/л фтористоводородной кислоты (примерно 9% по весу в ванне) и 8,1 моль/л серной кислоты (примерно 56% по весу в ванне).
Содержимое ванны перемешивают неспешно, чтобы избежать локальных выходов слоя, содержащего постепенно образующиеся нерастворимые фторосиликаты, на поверхность изделий, а также дефектов поверхности вследствие разброса скоростей химического воздействия на поверхность изделия, не защищенную маской. В ванне устанавливают и поддерживают температуру от 15 °C до 75 °C, предпочтительно ниже 45 °С для обеспечения интенсивного химического воздействия на стекло и ограничения выделения фтористоводородной кислоты из ванны путем испарения (кислота с высокой степенью летучести). Это химическое воздействие позволяет растворять за минуту нахождения в кислотной ванне примерно от 10 до 100 микрон стекла.
Промывку осуществляют после извлечения изделия 1 из кислотной ванны и перемещения воздушным транспортером в течение от 2 до 10 секунд к установке для промывки путем орошения изделия 1 водой под умеренным давлением в течение от 5 до 15 секунд, предпочтительно 10 секунд, чтобы в достаточной степени удалить пассивный слой подложки с одновременным ограничением его выхода наружу по периметру маски таким образом, чтобы обеспечить анизотропное химическое воздействие по периметру маски. В процессе этой обработки изделие 1, например, приводят во вращение. Как правило, для сосуда цилиндрической формы с диаметром 70 мм и площадью поверхности 5,5 дм2 расход промывочной жидкости составляет от 5 до 15 м3/час при давлении от 0,5 до 5 бар, предпочтительно ниже 1 бара, при расстоянии между промывочными соплами и поверхностью изделия в пределах от 200 до 250 мм. Промывка может быть выполнена также путем погружения в ванну с тщательно перемешанным содержимым. Промывка позволяет избежать любой блокировки химического воздействия путем получения защитного слоя на незащищенных участках, как и случайного химического воздействия, предположительно связанного с разбросом адгезионной способности слоя сформированных фторосиликатов от одного к другому участку обрабатываемой поверхности. В то же время, при промывке не удаляется весь слой силикатов, частично сохраняющийся на уровне краев маски.
Наконец, осуществляют стадию удаления маски 2. Удаление выполняют, например, путем погружения изделия 1 в ванну с перемешанным щелочным раствором с концентрацией гидроксида натрия от 20 до 30% или путем воздействия давлением на данный продукт на поверхности изделий. Множество экспериментов показало, что можно таким способом растворить от 1,3 до 1,7 граммов стекла на цикл растворения изделия 1 из кремний-натрий- кальциевого стекла с плотностью примерно 2,50 применительно к изделию с цилиндрическим корпусом диаметром 70 мм и с площадью поверхности 5,5 дм2, погруженному в кислотную ванну, причем каждый цикл погружения/промывки добавляет возвышение маскированного декора на 10 - 12 микрон по отношению к новой поверхности изделия 1, полученной в результате химического растворения. После выполнения 30 последовательных циклов было обнаружено, что радиус цилиндрического изделия 1 уменьшился на от 300 до 370 мкм, что соответствует растворению от 40 до 50 граммов стекла. Длительность нахождения изделий 1 в кислотной ванне может быть преимущественно нарастающей с учетом эволюции качества поверхности изделия 1 на протяжении последовательных кислотных воздействий b). По существу, исходная поверхность изделия 1 может содержать микродефекты, для которых требуется медленное растворение стекла, чтобы избежать инфильтрации и фрагментации и последующего растрескивания поверхности изделия. По мере выполнения циклов химического воздействия эти микродефекты исчезают с освобождением места для отполированной бездефектной поверхности. Длительность нахождения изделий 1 в кислотной ванне можно при этом увеличить. Таким образом, соответствующий изобретению способ может включать в себя, например, 15 циклов 10-секундного погружения и 10-секундной промывки и 15 циклов 15-секундного погружения и 10-секундной промывки.
В разновидности первого варианта реализации стадию химического полирования вставляют между стадией b) кислотного воздействия и стадией c) удаления маски. Эту стадию реализуют путем погружения в специальную ванну матирования способом, известным в отрасли и не рассматриваемым здесь. Результат этой стадии представлен на фиг. 6, где видно, что незащищенные поверхности 11 матированы. Наконец, изделие содержит гладкие участки возвышенного рельефа 12 и матированные участки углублений 11.
В другой разновидности первого варианта реализации за стадией удаления маски следует стадия полирования. Таким образом, к обработанной ранее поверхности применяют циклы тех же типов, что и на этапе b) кислотного воздействия, но в меньшем количестве. В этом случае можно выполнить от одной десятой до четверти количества циклов стадии b) с 10-секундными фазами химического воздействия и промывки. Первоначально защищенные поверхности 12 и незащищенные поверхности 11 разъедаются одинаковым образом так, что разница уровней между ними остается неизменной. Напротив, геометрия перехода между поверхностями эволюционирует в направлении более пологого наклона, что способствует определенно более приятному восприятию декора на рельефном возвышении на ощупь. С другой стороны, полученный таким способом декор на рельефном возвышении оказывается отполированным и, следовательно, блестящим более ярко, нежели первоначально маскированное стекло.
Второй вариант реализации изобретения показан на фиг. 2. Данный вариант реализации отличается тем, что включает в себя начальную стадию, предшествующую стадии нанесения маски 2 и представляющую собой аппликацию декора 3. Далее декор 3 заново покрывают маской 2 для защиты его на протяжении стадии кислотного воздействия. Остальные стадии не отличаются от стадий первого варианта реализации. Наконец, после удаления маски 2 декор 3 заново появляется и оказывается на рельефном возвышении по отношению к гладким и отполированным участкам, к которым применено кислотное воздействие. Декором 3 является, например, покрытие органическим красящим веществом, металлизированной или неметаллизированной эмалью или металлизированный слой. Способы исполнения этого декора 3 известны и здесь не рассматриваются.
В разновидности второго варианта реализации, представленной на фиг. 6, стадию матирования выполняют между стадией b) химического воздействия и стадией c) удаления маски. При этом получают изделие с декором на рельефном возвышении, окруженном участками с матированными углублениями.
В соответствии с третьим вариантом реализации настоящего изобретения, как показано на фиг. 3, применяют способ так, как описано в первом варианте реализации, на изделии 1, поверхность которого предварительно обработана для придания ей матовости. Таким образом, матированные участки 12, защищенные маской 2 остаются нетронутыми, в то время как незащищенные участки 11 подвергаются химическому воздействию и становятся гладкими. В результате применения способа получают изделие 1, содержащее матированные участки 12 на рельефном возвышении по отношению к гладким и отполированным участкам 11. В разновидности этого третьего варианта реализации изобретения за стадией удаления маски следует стадия ограниченного полирования способом, описанным ранее (в первом варианте реализации изобретения). Таким образом, получают матированный декор на рельефном возвышении с яркостью блеска, превосходящей яркость матированной поверхности, первоначально защищенной маской, с обеспечением при этом определенно более приятного восприятия на ощупь декора на рельефном возвышении. Яркость блеска последнего напрямую зависит от количества и характеристик реализованных циклов химического воздействия и дополнительных промывок.
Способ, соответствующий третьему варианту реализации, применен также к сосуду таким образом, чтобы получить изделие, показанное на фиг. 4. Наружная поверхность этого изделия 1 была первоначально полностью матирована. После применения способа, соответствующего третьему варианту реализации изобретения, матированные участки оказываются на рельефном возвышении по отношению к гладким и отполированным участкам. На фиг. 5 показана деталь V изделия 1 при просмотре через оптический микроскоп с трехмерной реконструкцией. В этом виде представлен переход 13, равный примерно от 200 до 200 мкм, между матированным участком и отполированным участком, соединенным между собой стыком с наклоном примерно 70° к матированному участку в рельефном возвышении и пологим наклоном к отполированному участку в углублении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕКОРАТИВНОГО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТЕЙ МОНЕТ, МЕДАЛЕЙ, ЖЕТОНОВ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ | 2008 |
|
RU2352470C1 |
| Способ декорации стеклянных изделий | 2017 |
|
RU2671875C1 |
| СПОСОБ МАТИРОВАНИЯ СТЕКЛЯННОЙ УЗКОГОРЛОЙ ТАРЫ | 2021 |
|
RU2768406C1 |
| СПОСОБ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННОЙ ОБРАБОТКИ СТЕКЛА | 2015 |
|
RU2613860C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДАЛЕЙ И МОНЕТНО-ЖЕТОННЫХ ИЗДЕЛИЙ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ СПЛАВОВ | 2014 |
|
RU2570862C1 |
| Способ получения декоративного покрытиязОлОТиСТОгО цВЕТА | 1979 |
|
SU823331A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2022803C1 |
| СПОСОБ ДЕКОРИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ В ТЕХНИКЕ ДИАТРЕТА | 2018 |
|
RU2681103C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЮВЕЛИРНЫХ ИЛИ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2194427C2 |
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИЯ НА СТЕКЛЯННЫЕ ИЗДЕЛИЯ | 2021 |
|
RU2765966C1 |
Изобретение относится к способу декорирования стекла и позволяет получать на внешней поверхности полых стеклянных изделий рельефные структуры, имеющие значительную высоту и высокую четкость. В соответствии со способом получения рельефа на стеклянном изделии (1) осуществляют следующие стадии: a) нанесение маски (2), устойчивой к химическому воздействию, на защищаемые участки (12) стеклянного изделия (1); b) выполнение последовательности циклов, причем каждый цикл включает в себя: фазу b1) кислотного воздействия, способного растворять стекло на незащищенных участках (11), и фазу b2) промывки для удаления растворенного стекла и осадков после кислотного воздействия, чтобы обеспечить анизотропное воздействие по периметру маски на фазе травления; c) удаление маски (2). Фазу кислотного воздействия осуществляют в кислотной ванне, содержащей от 30 мас.% до 70 мас.% серной кислоты, от 3 мас.% до 17 мас.% фтористоводородной кислоты и воду - остальное, где соотношение массы серной кислоты к массе фтористоводородной кислоты составляет от 1,8 до 18. На стадии (b1) изделия (1) погружают в ванну на время от 5 до 20 с, предпочтительно на 10 с. 2 н. и 14 з.п. ф-лы, 9 ил.
1. Способ получения рельефных структур на полом изделии из кремний-натрий-кальциевого стекла (1), характеризующийся тем, что осуществляют следующие стадии:
a) нанесение маски (2), устойчивой к кислотному воздействию, на защищаемые участки (12) стеклянного изделия (1);
b) выполнение последовательности циклов, причем каждый цикл включает: (b1) фазу кислотного воздействия, способного растворять стекло на незащищенных участках (11); и (b2) фазу промывки для удаления растворенного стекла и остаточных веществ, образованных в результате кислотного воздействия;
при этом остаточные вещества, образованные в результате кислотного воздействия, удаляют в достаточной степени, чтобы обеспечить анизотропное воздействие по периметру маски на фазе травления;
c) удаление маски (2);
где фазу кислотного воздействия осуществляют в кислотной ванне, содержащей от 30 мас.% до 70 мас.% серной кислоты, от 3 мас.% до 17 мас.% фтористоводородной кислоты и воду – остальное, и
где соотношение массы серной кислоты к массе фтористоводородной кислоты составляет от 1,8 до 18.
2. Способ по п. 1, в котором фазой кислотного воздействия (b1) является погружение изделия (1) в ванну на время от 5 до 20 секунд, предпочтительно на 10 секунд.
3. Способ по п. 1 или 2, в котором фазой промывки (b2) является промывка водой.
4. Способ по п. 3, в котором промывочную воду используют в режиме замкнутого цикла.
5. Способ по любому из пп. 1-4, в котором фаза промывки (b2) имеет длительность от 5 до 15 секунд, предпочтительно 10 секунд.
6. Способ по любому из пп. 1-5, в котором температура в кислотной ванне находится в пределах от 15°С до 75°С, предпочтительно от 20°С до 45°С.
7. Способ по любому из пп. 1-6, в котором изделие перед нанесением маски покрывают связующим слоем, причем связующий слой состоит из органосилана, например, аминопропилтриэтоксисилана (AMEO).
8. Способ по любому из пп. 1-7, в котором изделие покрывают подготовительным слоем перед нанесением маски, причем подготовительный слой представляет собой осажденный в пламени кремнезем.
9. Способ по любому из пп. 1-8, в котором изделие (1) сатинируют посредством химического или механического сатинирования перед стадией маскирования.
10. Способ по любому из пп. 1-9, в котором стадии маскирования (a) предшествует стадия нанесения декора (3) на стекло, причем маску (2) наносят на декор (3).
11. Способ по п. 10, в котором декор (3) представляет собой покрытие органическим красящим веществом, металлизированной или неметаллизированной эмалью или металлизированный слой.
12. Способ по любому из пп. 1-8, в котором изделие (1) сатинируют химическим способом между стадией кислотного воздействия (b) и стадией удаления маски (2).
13. Способ по любому из пп. 1-9, в котором после удаления маски (2) переходят к стадии химического полирования на всей поверхности изделия (1).
14. Способ по п. 1, дополнительно включающий между стадией (a) и стадией (b) промежуточную стадию (a'), на которой осуществляют частичное извлечение маски.
15. Способ по п. 14, в котором частичное извлечение маски осуществляют посредством местного воздействия органической средой или посредством воздействия лазерного излучения.
16. Полое стеклянное изделие, получаемое способом по любому из пп. 1-15, характеризующееся тем, что указанное изделие содержит рельефные матированные участки толщиной от примерно двадцати до нескольких сотен микрон по отношению к гладким и отполированным участкам.
| ЛАНЦЕТТИ А.Г | |||
| и др | |||
| Изготовление художественного стекла | |||
| Москва, Высшая школа, 1987, с.173-181 | |||
| СПОСОБ ГЕНЕРАЦИИ ЭНЕРГИИ В ГИБРИДНОЙ ЭНЕРГОУСТАНОВКЕ | 2010 |
|
RU2465693C2 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Устройство для травления стеклянной посуды | 1935 |
|
SU49090A1 |
| CN 102617042 A, 01.08.2012 | |||
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКИДЕТАЛЕЙ | 0 |
|
SU289325A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

