Изобретение относится к окну, двери или т.п. согласно ограничительной части пункта 1 формулы. Изобретение относится также к способу изготовления створки для подобного окна или подобной двери.
Из DE 19603770 А1 известно окно или дверь согласно ограничительной части пункта 1 формулы. При этом предусмотрено, что створка и рама образованы профилями, соединяемыми в угловой зоне специальными соединительными элементами. Соединительные элементы образуют при этом угловую зону створки или рамы и позволяют резку расположенных между ними профилей посредством перпендикулярного разреза. При этом предусмотрено также, что в соединительные элементы уже интегрированы детали фурнитуры, которые взаимодействуют с органами для передачи усилий, уже содержащимися в профилях перед монтажом створки или рамы. Органы для передачи усилий должны резаться вместе с профилями, т.е. перед обработкой поставляемых обычно в виде погонажа (продаваемого на метры товара) профилей они уже интегрированы в них.
Из DE 19957358 А1 известен способ комплектации рамы оконной или дверной створки, образованной из полых профилей, которые режут на скос и сваривают в угловой зоне. Для этого профили выполнены из пластика и имеют выполненный в зоне фальца скружной паз для размещения фурнитуры толкающей штанги. Для того чтобы можно было вставить толкающую штангу в поднутренный паз фальца, в угловой зоне рамы следует выполнить шлиц, в результате чего поднутрение паза фальца становится доступным, и толкающая штанга может быть вставлена в профиль.
Недостаток известного уровня техники состоит в том, что будучи обусловлены видом изготовления створной рамы, между органами передачи усилий и уже предусмотренными в угловых зонах деталями фурнитуры неизбежны определенные монтажные зазоры, которые, однако, вследствие конструкции суммируются. При этом угловые соединительные элементы также следовало бы согласовать с соответствующими профилями, что на практике очень дорого из-за множества применяемых профилей и их типов. Несколько мест соединений обуславливают также более высокие допуски и дополнительные затраты при изготовлении, однако при этом ухудшается внешний вид створки.
Недостаток известного из DE 19957358 А1 способа состоит в том, что для монтажа толкающих штанг необходимо предусмотреть соответствующее определенное монтажное пространство, которое в соответствии с изготавливаемой створкой приблизительно вдвое больше. Толкающая штанга должна приблизительно соответствовать длине поверхности фальца изготавливаемой створки, и должно быть предусмотрено соответствующее пространство, с тем чтобы можно было вставить толкающую штангу.
Поэтому в основе изобретения лежит задача устранения известных недостатков и обеспечения по возможности более простого крепления деталей фурнитуры.
Эта задача решается посредством признаков отличительной части пункта 1 и способа изготовления створки по пункту 7 формулы.
За счет соответствующего изобретению окна или способа изготовления створки устраняются связанные с большими затратами времени и места недостатки известного изготовления подобной створки. Толкающие штанги еще перед изготовлением и сборкой рамы могут быть вставлены в поставляемые в виде погонажа профили или даже соэкструдированы с ними в местах заданного излома, а известная и также предпочтительная косая резка может быть, тем не менее, осуществлена, что уменьшает число мест соединений до минимума. Благодаря этому при изготовлении створки можно использовать почти любые, уже имеющиеся станки. Вместе с тем толкающие штанги имеют в целом такую же длину, что и профили, и также свариваются вместе с ними при сборке рамы, причем неизбежно происходит также сварка толкающих штанг в местах их соединений между собой и/или с профилями. За счет уменьшения общей длины толкающих штанг и отсутствия мест их соединений это соединение упраздняется, и толкающие штанги могут перемещаться вдоль профилей. В то же время этим достигается также то, что ход, совершаемый толкающей штангой, не приводит к выступанию толкающих штанг на продольных концах профилей.
Далее предусмотрено, что в профилях выполнены гнезда для деталей фурнитуры, которые позволяют крепление деталей фурнитуры, и имеются захваты деталей фурнитуры для сцепления приводной тяги фурнитуры с органами для передачи усилий, причем захваты состоят из выступающих вбок заплечиков, по существу, плоскопрямоугольной приводной тяги фурнитуры, а органы для передачи усилий, т.е. толкающие штанги, имеют проходящие в плоскости сборки отверстия или выемки для введения заплечиков. За счет этого выбранного расположения детали фурнитуры снабжаются собственной приводной тягой фурнитуры и таким образом могут быть изготовлены в основном предварительно. Посредством захватов они могут быть простым образом согласованы с толкающими штангами, причем толкающие штанги за одну простую и точно выполняемую технологическую операцию снабжают соответствующими соединительными органами. Выполнение отверстий или выемок в плоскости створки предполагает в основном технику, которая в этом или аналогичном виде имеется уже при изготовлении окон и дверей, поскольку выемки и отверстия выполняют теперь в таких профилях с помощью унифицированной фрезерной и сверлильной головки с управлением от компьютера.
Особым преимуществом при этом может быть также то, что отверстия или выемки, по меньшей мере, частично открывают также паз фальца, так что в него входят фиксирующие цапфы, выступающие вбок на размещаемой неподвижно относительно профиля пластинчатой направляющей. Это приводит к особенно простой фиксации пластинчатой направляющей и позволяет выполнить детали фурнитуры в принятой сегодня форме с пластинчатой направляющей, под которой приводная тяга фурнитуры установлена с возможностью продольного перемещения. Кроме того, фиксирующие цапфы обеспечивают надежное удержание деталей фурнитуры, так что они зафиксированы в продольном направлении паза фальца. Экономичное изготовление толкающей штанги предусматривает при этом, что она состоит из, по существу, плоскопрямоугольного пластикового профиля. Особое преимущество имеется тогда, когда толкающая штанга своей плоской стороной расположена в пазу фальца вдоль плоскости створки. Это приводит в основном к тому, что толкающая штанга расположена в пазу фальца на ребре и при этом предпочтительно прилегает к одному из обоих продольных краев. Разумеется, при этом допустимо также согласовать каждый продольный край паза фальца с одной приводной тягой так, что максимизируются возможные передаваемые усилия толкающей штанги. В то же время за счет выбранного расположения толкающей штанги средний участок остается в пазу фальца свободным, так что детали фурнитуры известным образом могут быть закреплены на или в пазу фальца, не требуя выполнения выемок в виде продольных пазов в толкающей штанге.
Обычно в толкающих штангах были бы необходимы продольные пазы, чтобы предусмотреть крепежные элементы, например винты, не мешая перемещению толкающей штанги. Эти пазы уменьшают максимально передаваемые усилия движений, поскольку они на отдельных участках уменьшают сечение толкающих штанг.
Наконец изобретение относится к способу изготовления створки из пластика или металла по пункту 7 формулы.
В заявленном способе створку известным самим по себе образом собирают их разрезанных (торцованных) профилей с помощью склеивания или сварки. При этом в профилях уже предусмотрены органы для передачи усилий в виде толкающих штанг, которые установлены в пазу фальца или полостях профиля с возможностью продольного перемещения.
При подобном изготовлении створки возможно, чтобы толкающие штанги еще перед резкой профилей посредством косой резки уже находились в пазу или полости, и поэтому их вместе с профилем режут в соответствии с длиной принимающего толкающие штанги паза или полости и склеивают или сваривают с отрезком профиля, и чтобы, наконец, толкающие штанги обрезались в общих местах соединений между собой или с профилем при отсутствии названных мест соединений толкающих штанг. В качестве альтернативы этому можно, конечно, предусмотреть, чтобы уже разрезанные посредством косой резки профили еще перед сборкой створки были снабжены также разрезанными посредством косой резки по размеру паза фальца или полости толкающими штангами, которые затем вставляют в паз фальца или полость. Эти действия предполагают лишь манипулирование профилем и вставляемой в него толкающей штангой такой же длины, а не манипулирование большой и тяжелой створкой.
Особое преимущество возникает тогда, когда обрезание толкающих штанг происходит при отсутствии общих мест соединений при удалении клеевых или сварных наплывов профилей. Подобные станки, называемые в общем виде станциями зачистки, уже известны во многих выполнениях и, например, как в DE 19957358 А1 обеспечивают также открывание паза фальца.
Поэтому одно усовершенствование может также предусматривать обрезку толкающих штанг посредством фрезы, которая входит в полость или паз. В качестве альтернативы этому возможна обрезка толкающих штанг посредством распила, проходящего поперек скоса, или т.п.
Далее предпочтительно, если толкающие штанги состоят из, по существу, плоскопрямоугольного пластикового профиля, причем толкающие штанги своими плоскими сторонами установлены вдоль плоскости створки в открытом пазу фальца, причем толкающие тяги посредством выполненного в плоскости створки отверстия получают соединительные отверстия. Это выполнение обеспечивает простое и экономичное изготовление соединительных средств, с помощью которых другие детали фурнитуры могут сцепляться с толкающими штангами. При этом выполнение соединительных отверстий может осуществляться также перед обрезкой толкающих штанг, поскольку сохранение мест соединений толкающих штанг одновременно нежелательно предотвращает движение толкающих штанг внутри паза фальца или полости. Это исключает возможные смещения и связанные с этим проблемы при монтаже фурнитуры.
Другие предпочтительные варианты осуществления изобретения изображены на чертежах, на которых представлено:
- фиг.1: схематичный вид составных частей створки окна или двери с фурнитурой с приводной тягой;
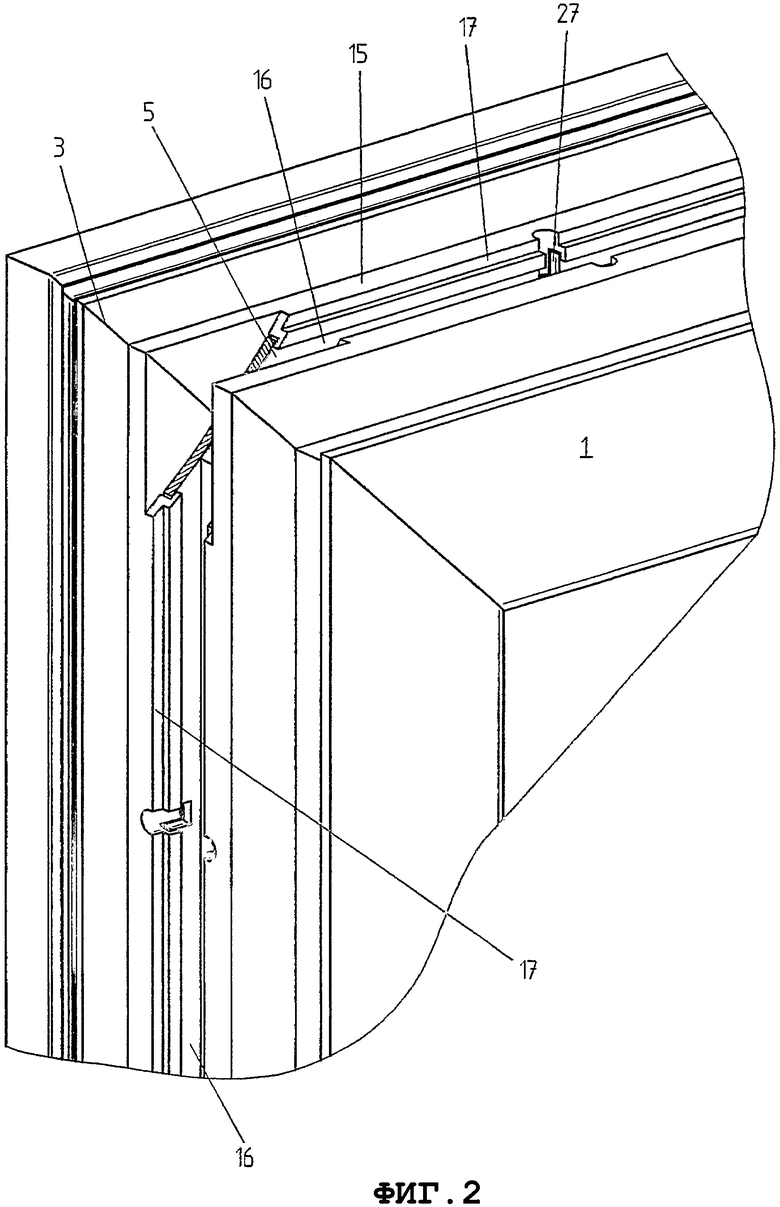
- фиг.2: пространственное изображение угловой зоны створки;
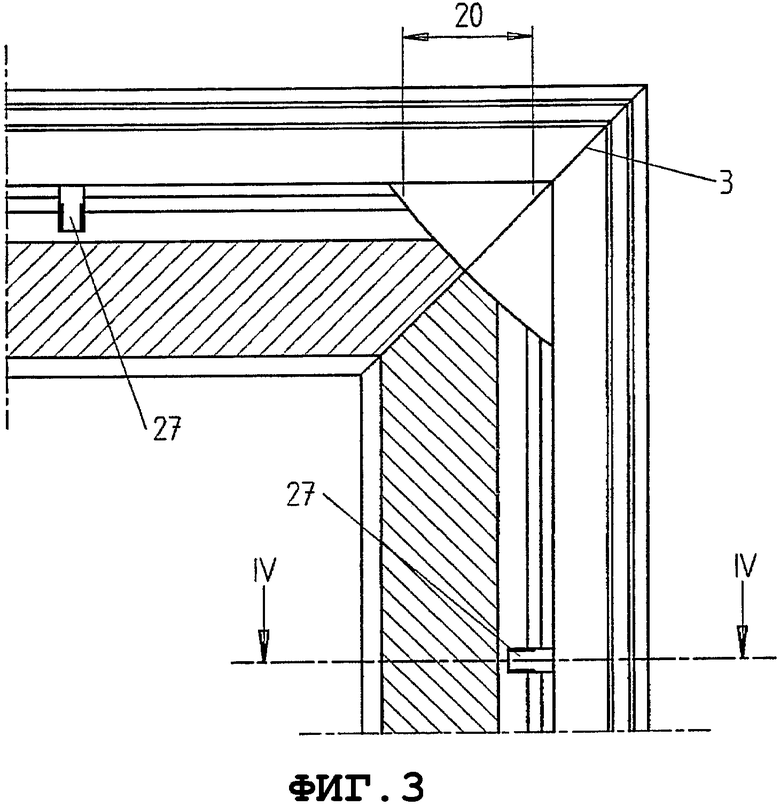
- фиг.3: разрез угловой зоны створки;
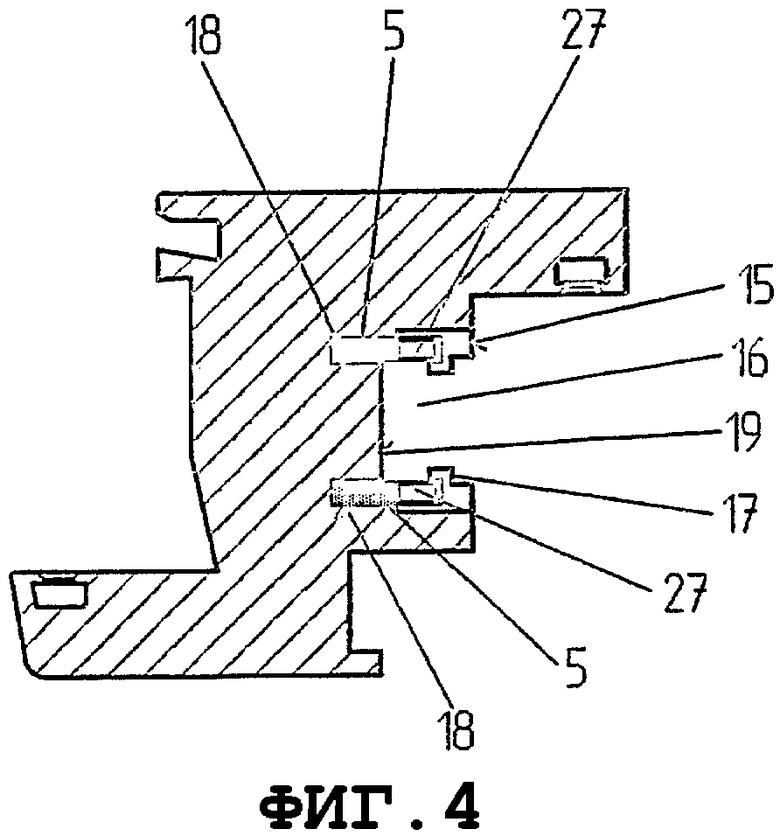
- фиг.4: разрез по линии IV-IV на фиг.3;
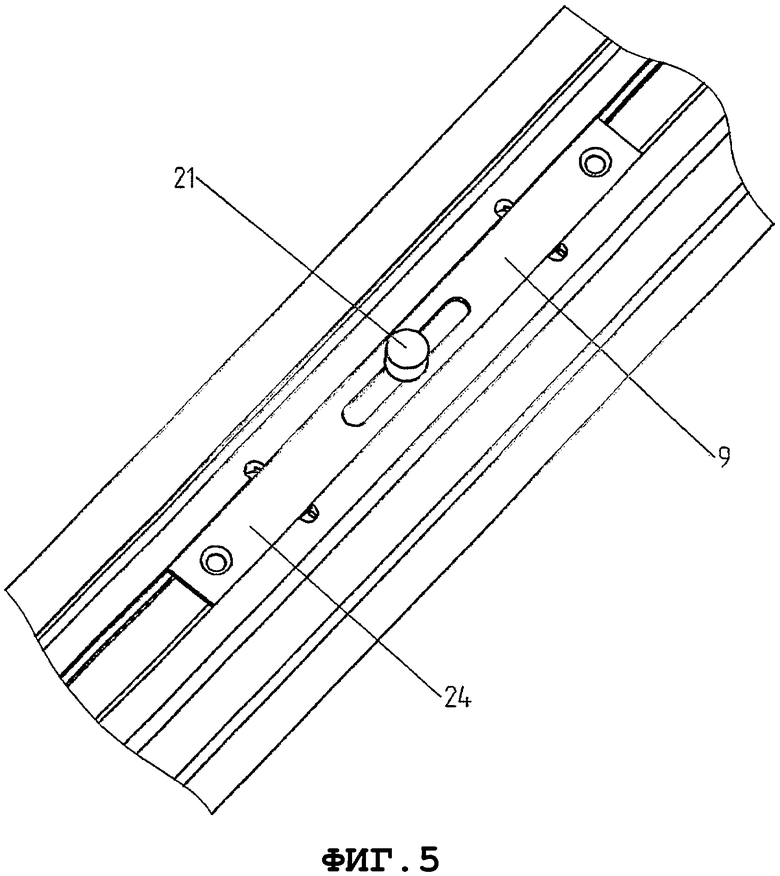
- фиг.5: фрагмент профиля с размещенной в нем деталью фурнитуры;
- фиг.6: деталь фурнитуры для монтажа в створке.
На фиг.1 изображена створка 1 окна или двери. Створка 1 составлена из профилей 2, которые посредством косой резки снабжены на своих концах скосами 3. У готовой створки 1 в поднутренном пазу фальца каждого профиля 2 предусмотрены толкающие штанги 5. Толкающие штанги 5 приводятся в движение приводом 6 с приводной тягой, который может приводиться, например, вручную. Толкающие штанги 5 находятся в приводном соединении с деталями 7, 8, 9 фурнитуры, причем поз.7 обозначена угловая передача, поз.8 - выдвигающее устройство, а поз.9 - фиксатор. На створке 1 установлена также петля 10, служащая нижней шарнирной опорой створки 1. На выдвигающем рычаге 11 выдвигающего устройства 8 также установлена петля (не показана), которая с неподвижно прикрепленным к оконной коробке опорным кронштейном и шарнирной осью образует верхнюю опору створки 1.
Створка 1 в изображенном варианте осуществления образована пластиковыми полыми профилями, поставляемыми в виде погонажа, например брусками по шесть метров. Посредством пилы для резанья под углом профили 2 режут в соответствии с нужным размером створки 1, так что разрезанные на скос 3 профили 2 могут быть собраны в представленную прямоугольную раму. Профили 2 соединяют между собой стыковой сваркой, т.е. соответствующие концы профилей 2 нагревают на контактной поверхности, а затем сжимают, в результате чего, по меньшей мере, частично размягченный пластик соединяемых профилей 2 неразъемно соединяется вдоль скоса 3.
В изображенном варианте осуществления предусмотрено, что толкающие штанги 5 уже расположены в профилях 2 до их обработки посредством косой резки. В соответствии с этим толкающие штанги 5 режут точно по длине соответствующего профиля 2 или принимающего толкающие штанги 5 паза фальца, и они также доходят до скоса 3. При соединении профилей 2 вдоль скоса 3 также соединяются друг с другом толкающие штанги 5 и в их предпочтительном выполнении в виде пластиковых полых профилей свариваются между собой в местах соединений.
Точное расположение толкающих штанг 5 видно из изображенной на фиг.2 угловой зоны створки 1. На фиг.3 виден скос 3, хотя створка 1 уже освобождена от выступающих сварных наплывов вдоль скоса 3. Это осуществляют обычно посредством фрезы, которая движется вдоль контура профиля или соответствующего инструмента, согласованного с контуром профиля или профилем 2. Каждый профиль 2 имеет проходящий вдоль фальца 15 паз 16, который в виде поднутренного паза образует уступ 17 паза. В поднутрении уступа 17 паза расположена толкающая штанга 5, а именно в виде пластикового профиля прямоугольного поперечного сечения. Как видно на фиг.4, толкающую штангу 5 ориентируют ее плоской стороной 18 так, чтобы она проходила вдоль плоскости створки, т.е. перпендикулярно основанию 19 паза 16 фальца. На фиг.2 и 3 первоначально сваренные между собой и доходящие до скоса 3 толкающие штанги 5 обрезаны посредством ориентированной, например, в плоскости створки и входящей в паз 16 фальца фрезы на размер 20, исходя от скоса 3. Это происходит, например, при так называемой зачистке створки 1, при которой удаляют все образовавшиеся во время стыковой сварки наплывы, как это уже было описано выше. Фреза должна при этом не только вновь изготовить форму паза 16 фальца, но и, кроме того, удалить образовавшиеся при сварке толкающих штанг места соединений. За счет этого несмещаемые до этого толкающие штанги 5 можно снова перемещать в поднутрении уступа 17 вдоль паза 16 фальца.
Таким образом, толкающие штанги 5, не требуя дополнительной технологической операции, можно точно согласовать с длиной профилей 2 и в то же время осуществить простой монтаж толкающих штанг 5. Особенно предпочтительным при этом является выполнение по фиг.4, в котором в продольном направлении паза 16 фальца предусмотрены две толкающие штанги. За счет одновременной обработки обеих толкающих штанг 5 происходит их точное взаимное согласование, так что передаваемые усилия толкающих штанг 5 удваиваются. Благодаря этому возможно выполнение толкающей штанги 5 из материала с меньшей несущей способностью, а именно, например, из уже упомянутого пластика, без необходимости уменьшения передаваемых усилий.
Хотя изображенный вариант осуществления ссылается на пластиковый полый профиль, в котором толкающие штанги 5 вставляют в соответствующий профиль еще перед его резкой, альтернативно можно также предусмотреть то, что толкающие штанги 5 обрезаются на отдельной технологической операции в соответствии с длиной паза 16 фальца и вставляются в соответствующие пазы 16 фальца перед сваркой или склеиванием профилей 2. Это обеспечивает монтаж толкающих штанг 5 на легкоманипулируемых профилях 2 и предотвращает движение громоздкой и потому трудноманипулируемой створки 1.
Также изготовление створки 1 из профилей 2 не ограничено сваркой. Так, например, можно предусмотреть полый профиль из металла и сборку створки 1 склеиванием. При этом в определенных условиях можно также предусмотреть стабилизирующую соединение угловую деталь в полости полого профиля. Для соединения полого профиля с этой угловой деталью или отдельных профилей 2 между собой на скос 3 наносят клей, который должен обеспечить контакт как профилей 2 между собой, так и с предусматриваемой при необходимости угловой деталью. В то же время это препятствует также проникновению воды и загрязнений. В соответствии с этим для упрощения следует снабдить клеем все скошенные поверхности и толкающие штанги 5. Посредством последующей обрезки толкающих штанг 5 и удаления места их соединения толкающая штанга 5 снова становится за счет этого свободно подвижной в пазу 16 фальца даже в процессе склеивания.
Изображенное на фиг.1 расположение фурнитуры толкающей штанги должно обеспечивать функции открывания створки 1. Подобные створки 1 обычно вращаются, т.е. поворачиваются вокруг вертикальной оси. Помимо этого еще предусмотрено положение запирания, в котором створка 1 может фиксироваться в коробке (не показана). Посредством выдвигающего устройства 8 можно также ограничить поворотное движение створки 1 вокруг нижней горизонтальной оси, при котором створка 1 прилегает к коробке лишь на нижнем, проходящем горизонтально профиле 2.
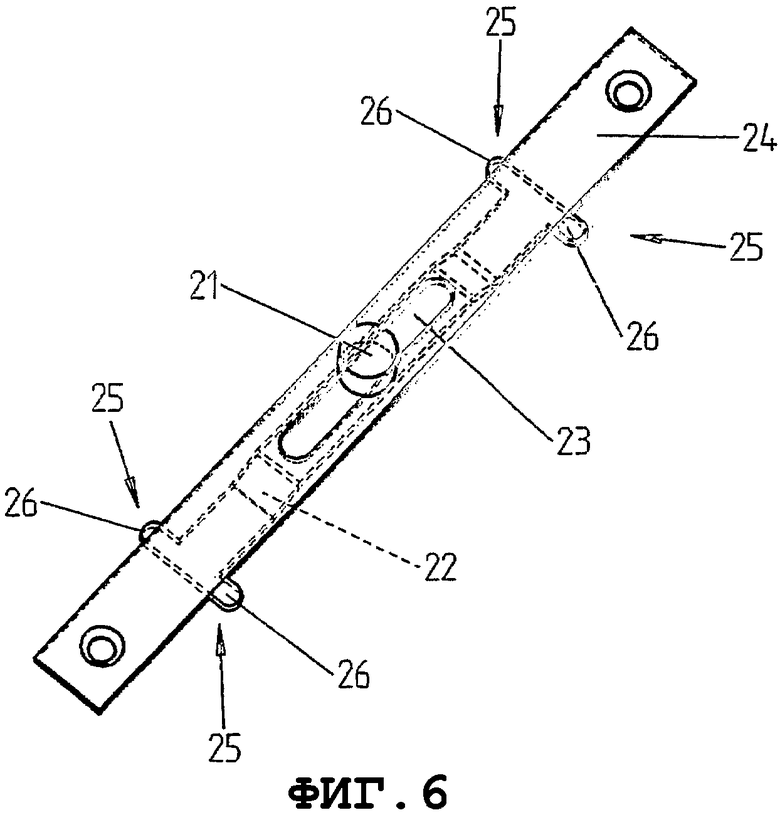
Для управления этими функциями толкающую штангу 5 перемещают с помощью привода 6 с приводной тягой, а предусмотренные на деталях 7, 8, 9 фурнитуры фиксирующие и функциональные органы способствуют соответствующему освобождению или соответствующей фиксации створки 1 на коробке. На фиг.5 изображен фиксатор 9, служащий для фиксации створки 1 в коробке. Для этого фиксатор 9 снабжен цапфой 21, которая взаимодействует с запором (не показан) на коробке. Цапфа 21 установлена в продольном пазу 23 пластинчатой направляющей 24 с возможностью перемещения посредством обозначенной на фиг.6 приводной тяги 22 фурнитуры. Направляющая 24 опирается на уступ 17 паза 16 фальца и закрывает приводную тягу 22 фурнитуры. Для сцепления приводной тяги 22 фурнитуры и тем самым закрепленной на ней цапфы 21 с толкающими штангами 5 приводная тяга 22 фурнитуры снабжена захватами 25, состоящими из выступающих вбок заплечиков 26 в остальном плоской прямоугольной приводной тяги 22 фурнитуры. Они входят в выемки или отверстия 27 толкающих штанг 5, проходящие, по существу, поперек продольной оси толкающих штанг 5. Выемки или отверстия 27 выполняют преимущественно за счет процесса сверления в плоскости створки, посредством которого удаляют также уступ 17 паза и при необходимости часть фальца 15. Этот процесс сверления можно проводить, например, вместе с удалением сварных или клеевых наплывов створки 1. Можно также предусмотреть выполнение выемки или отверстия 27 уже в более ранний момент времени, в частности, когда обеспечено размещение толкающих штанг 5 в пазу 16 фальца еще без возможности смещения. Это позволяет выполнить выемки или отверстия 27 точно по размеру и почти без отклонений.
За счет удаления уступа 17 паза 16 фальца можно закрепить детали 7, 8, 9 фурнитуры перпендикулярно фальцу 15 на пазу 16 фальца или в нем, причем выступающие вбок заплечики 26, выдаваясь также вбок за пластинчатую направляющую 24, входят в выемки/отверстия 27.
Благодаря этому фиксатор 9 на фиг.6 может быть предусмотрен почти в любом месте створки 1 и смонтирован простым образом. При этом имеется преимущество, заключающееся в том, что толкающие штанги 5 в изображенной на фиг.4 ориентации перпендикулярно основанию 19 не закрывают его. За счет этого крепежные элементы (не показаны), например крепежные винты, для деталей 7, 8, 9 фурнитуры можно поместить в основание 19 без необходимости выполнения для этого выемок в виде продольных пазов в толкающих штангах 5 или приводной тяге 22 фурнитуры. Само собой, в частности для установки пластинчатой направляющей 24 вблизи цапфы 21, здесь также могут быть предусмотрены соответствующие крепежные элементы, которые должны проходить через соответствующий продольный паз в приводной тяге 22 фурнитуры. Благодаря небольшим размерам их можно изготавливать относительно просто и притом экономически выгодно в больших количествах.
В отличие от фиг.5 и 6 можно также предусмотреть, чтобы направляющая 24 была снабжена соответствующими выступающими вбок за продольную кромку заплечиками, которые закрывают или запирают выемку/отверстие 27 в/на фальце 15. За счет этого надежно предотвращается продольное смещение направляющей 24 под нагрузкой и проникновение загрязнений в паз 16 фальца.
Способ изготовления створки 1 из пластикового или металлического профиля включает в себя следующие этапы:
а) резку профилей 2 при необходимости вместе с толкающими штангами 5 или отдельную резку толкающих штанг 5 в соответствии с длиной паза 16 фальца и последующую вставку в паз 16 фальца при еще не соединенных профилях;
б) соединение профилей 2 и толкающих штанг 5 склеиванием или сваркой;
в) обрезку толкающих штанг 5 в общих местах соединений толкающих штанг.
Обрезка толкающих штанг 5 в общих местах соединений может осуществляться предпочтительно при удалении клеевых или сварных наплывов, поскольку здесь и так уже необходима инструментальная обработка.
Изобретение относится к области строительства, а именно к конструкциям дверей и способам изготовления дверей. Изобретение позволит упростить монтаж окна. Окно или дверь, створка которого образована четырьмя профилями, соединенными между собой в угловой зоне склеиванием или сваркой. Профили содержат органы для передачи усилий - толкающие штанги, - выполненные с возможностью резки вместе с профилями и установленные с возможностью продольного перемещения в пазах фальцев профилей. Толкающие штанги включают профили, выполненные с возможностью резки вместе с профилями толкающих штанг посредством косой резки или имеют длину в соответствии с принимающим толкающие штанги пазом фальца и с возможностью склеивания или сваривания между собой и/или с профилями створки в угловой зоне с образованием мест соединений. 2 н. и 8 з.п. ф-лы, 6 ил.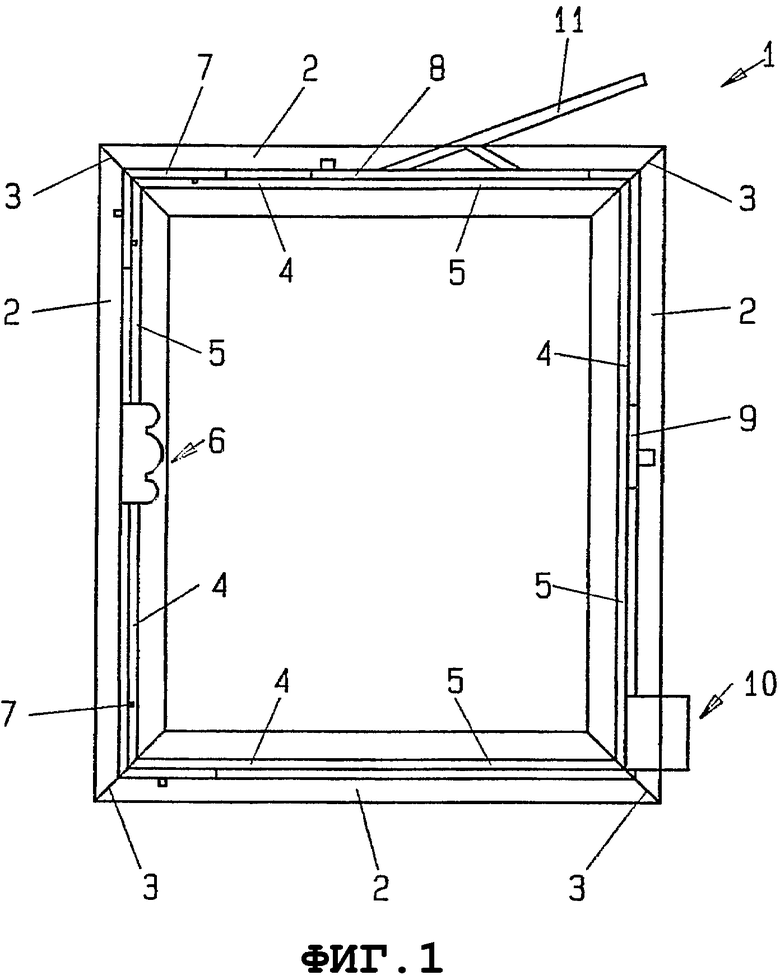
| Строительный подъемник | 1975 |
|
SU517552A1 |
| DE 19908740 А, 16.09.1999 | |||
| DE 19957358 А, 07.06.2001 | |||
| DE 10212202 A, 02.10.2003 | |||
| Узел соединения полых профилей | 1988 |
|
SU1622579A1 |

