Изобретение относится к технологии машиностроения, в частности к отделочной комбинированной абразивно-алмазной обработке и поверхностному пластическому деформированию заготовок винтов и др. деталей типа валов из сталей и сплавов, и касается конструкций многоэлементных абразивно-алмазных и деформирующих инструментов в виде винтовых пружин.
Известна конструкция абразивно-алмазного инструмента, содержащего корпус, по периферии которого в пазах жестко закреплены упругие абразивно-алмазосодержащие рабочие элементы, выполненные в виде винтовой пружины [1].
Недостатками известного инструмента являются: узкие технологические возможности, низкая производительность применительно к чистовой, отделочной обработке винтов и др. деталей типа валов из-за малого пятна контакта рабочих элементов с обрабатываемой поверхностью, а также низкое качество обработки.
Известна конструкция абразивно-алмазного инструмента, содержащего корпус, в пазах которого установлены рабочие абразивно-алмазосодержащие элементы, выполненные в виде винтовой пружины, причем пазы расположены в корпусе радиально [2].
Недостатками известного инструмента являются: узкие технологические возможности, низкое качество обработки и производительность применительно чистовой, отделочной обработки винтов и др. деталей типа валов из-за малого пятна контакта рабочих элементов с обрабатываемой поверхностью.
Известно устройство для шлифообкатывания, содержащее корпус, рабочие абразивно-алмазосодержащие элементы для обработки заготовки с натягом [3].
Недостатками известного устройства являются: узкие технологические возможности, низкое качество обработки и невысокой производительности в связи с малым количеством деформирующих элементов применительно к чистовой, отделочной обработке винтов и др. деталей типа валов, а также малого пятна контакта рабочих элементов с обрабатываемой поверхностью.
Задачей изобретения является расширение технологических возможностей, заключающееся в улучшении параметра шероховатости обработанной поверхности благодаря последовательным действиям большого количества абразивно-алмазных и деформирующих элементов, в повышении производительности за счет увеличения пятна контакта этих элементов с обрабатываемой поверхностью и возможности применения больших подач и регулирования рабочих усилий, в снижении себестоимости процесса и удешевлении изготовления инструмента благодаря компактности и простоте конструкции, в возможности обрабатывать сложнофасонные тела вращения и нейтрализовать биения поверхности заготовки, которые отрицательно сказываются на качестве обработки, в разгрузке узлов технологической системы: станок - приспособление - инструмент - заготовка от односторонне приложенного усилия, особенно при обработке нежестких заготовок.
Поставленная задача решается с помощью предлагаемого устройства для шлифообкатывания, содержащего корпус, рабочие абразивно-алмазосодержащие элементы для обработки заготовки с натягом, при этом оно снабжено индивидуальным электродвигателем, шестерней и винтовой цилиндрической пружиной с деформирующими элементами, которая установлена посредством натяжных устройств для создания усилий, обеспечивающих статическую нагрузку, корпус выполнен с кронштейнами, абразивно-алмазосодержащие элементы выполнены в виде витков свернутой в кольцо винтовой пружины, на внутренней поверхности которого нанесен абразивно-алмазный слой, свернутая в кольцо винтовая пружина установлена с возможностью схватывания обрабатываемой заготовки и принудительного вращения посредством шестерни от индивидуального электродвигателя и выполнена с внутренним диаметром, меньшим диаметра обрабатываемой заготовки на величину двойного натяга для обеспечения радиальной подачи ее витков, при этом винтовая цилиндрическая пружина с деформирующими элементами установлена шарнирно на кронштейнах корпуса с возможностью вращения относительно ее продольной оси и охватывания обрабатываемой заготовки.
Особенности конструкции устройства поясняются чертежами.
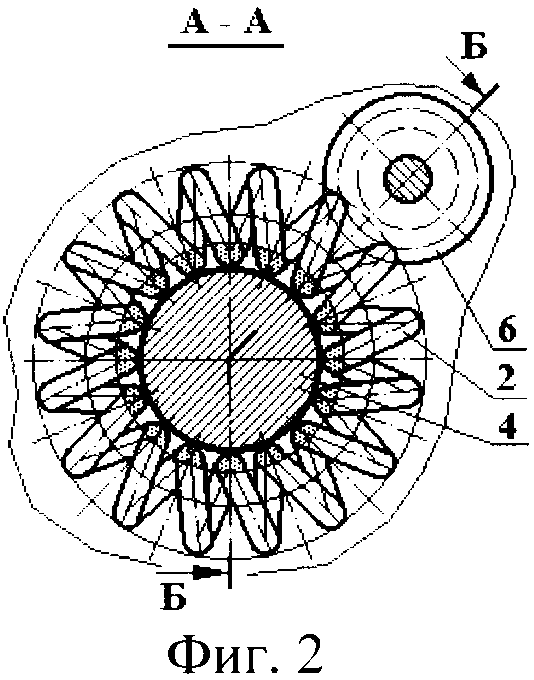
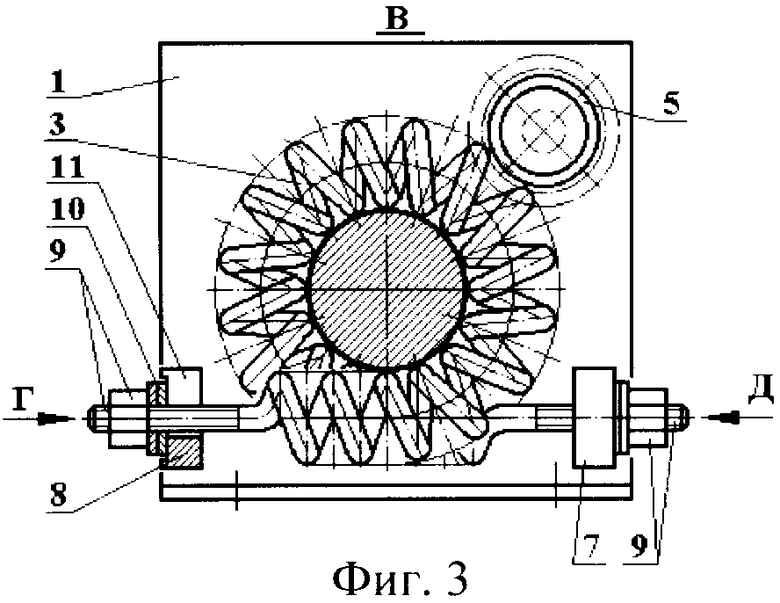
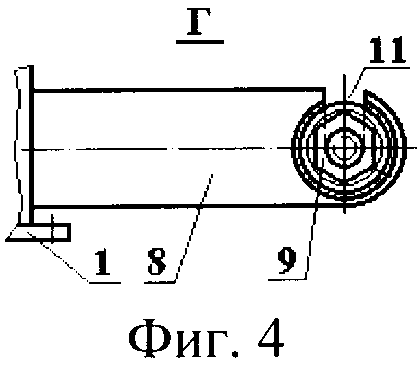
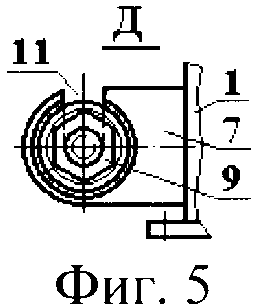
На фиг.1 показано предлагаемое шлифообкатывающее устройство, частичный продольный разрез Б-Б на фиг.2, и схема комбинированного процесса абразивно-алмазной обработки с поверхностным пластическим деформированием наружной поверхности винта винтового насоса; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - общий вид В на фиг.1; на фиг.4 - вид Г на фиг.3; на фиг.5 - вид Д на фиг.3.
Предлагаемое устройство служит для одновременной комбинированной абразивно-алмазной обработки и поверхностным пластическим деформированием наружных поверхностей вращения заготовок типа валов и винтов с большим шагом, например винтов винтовых насосов, а также эксцентриковых валов и др. сложнопрофильных деталей.
Обработку выполняют на токарных, карусельных станках с сообщением вращательного движения заготовке - Vз, вращательного движения - VАА абразивно-алмазному инструменту и движение продольной подачи - Sпр шлифообкатывающему устройству.
Предлагаемое шлифообкатывающее устройство содержит корпус 1 коробчатой формы, на котором смонтированы две пружины 2 и 3. Корпус 1 имеет сквозные отверстия в двух противоположных стенках для прохождения через него обрабатываемой заготовки 4.
Винтовая цилиндрическая пружина 2 с рабочими абразивно-алмазосодержащими элементами, которыми являются витки, выполнена в виде кольца и свободно установлена внутри корпуса 1 так, что отверстия в кольцевой пружине и в корпусе совмещены.
Винтовая цилиндрическая пружина 2 выполнена из стали круглого сечения, рабочая поверхность которой оснащена износостойкими абразивными зернами, например синтетическими алмазами.
Абразивно-алмазная пружина 2 охватывает обрабатываемую заготовку 4 с возможностью вращения на ней и имеет абразивно-алмазный слой, нанесенный только на внутреннюю поверхность витков кольца пружины. Внутренний диаметр кольца пружины 2 меньше диаметра Dз обрабатываемой заготовки 4 на величину двойного натяга, который обеспечивает радиальную подачу Sp абразивно-алмазных витков при шлифовании.
В виду того, что процесс чистовой абразивно-алмазной обработки требует больших скоростей, устройство снабжено индивидуальным электродвигателем 5, который через шестерню 6 принудительно вращает абразивно-алмазную кольцевую пружину 2 со скоростью - VАА. Шестерня 6 изготовлена из упругого эластичного материала, например из резины, и в зацеплении с кольцом пружины 2, представляющим собой зубчатое колесо, у которого роль зубьев играют витки кольцевой пружины, позволяет передавать вращающий момент, достаточный для шлифования.
Снаружи корпуса 1 на боковой стенке с отверстием на кронштейнах 7 и 8 шарнирно с возможностью вращения относительно собственной продольной оси установлена винтовая цилиндрическая пружина 3 с деформирующими элементами. Деформирующая пружина 3 полностью охватывает обрабатываемую заготовку с центральным углом в 360°. Это исключает одностороннее воздействие деформирующего инструмента и прогиб оси при обкатывании нежестких заготовок с большими статическими нагрузками - Рст, с которыми работают традиционные обкатывающие инструменты. Концы деформирующей пружины 3 выполнены в виде прямых стержней, расположенных на продольной оси пружины, на которых нарезана резьба.
Пружина 3 установлена в разновысотных кронштейнах 7 и 8 с помощью натяжных устройств 9, создающих необходимые статические нагрузки - Рст, обеспечивающие поверхностную пластическую деформацию. Натяжные устройства должны быть быстродействующими, в частности винтовые натяжные устройства, представленные на фиг.3-5, удовлетворяют этому требованию и являются наиболее простыми по конструкции. У данных винтовых натяжных устройств в качестве винтов использованы резьбовые концы пружины 3, на которые навернуты гайки с шайбами 10.
Пружина 3 установлена на кронштейнах 7 и 8 корпуса 1 шарнирно с возможностью вращения относительно собственной продольной оси. Шарнирное соединение пружины 3 с кронштейнами 7 и 8 корпуса 1 осуществляется с помощью двух шайб 10. Благодаря пазам 11, выполненным в кронштейнах 7 и 8, пружину 3 легко вручную устанавливают на свое место с охватом заготовки в 360°, как показано на фиг.1, 3.
Предлагаемое устройство крепится на суппорте токарного станка (не показан), обрабатываемая заготовка, например винт 4, закрепляется в патроне 12 шпинделя 13 передней бабки 14 и поджимается центром 15 задней бабки 16.
Осевое перемещение принудительно вращающейся абразивно-алмазной пружины 2 передается от корпуса 1 устройства через свободно вращающиеся подшипники скольжения 17, выполненные в виде бронзовых втулок, которые своими торцами контактируют с витками пружины 2. Подшипники 17 расположены во втулках 18, которые запрессованы в боковых стенках с отверстиями корпуса 1.
Установку и переустановку абразивно-алмазной пружины 2 внутри корпуса 1 производят при снятой боковой стенке 19 корпуса 1.
После того как заготовка 4 закреплена в патроне 12, устройство подводят к свободному концу заготовки и с помощью ручной продольной подачи суппорта заготовку вводят в центральное отверстие корпуса 1 и в отверстие кольцевой пружины 2, преодолевая сопротивление последней, а затем заготовку поджимают задним центром 15, при этом деформирующая пружина 3 отсутствует. Пружину 3 легко вручную устанавливают на свое место с охватом заготовки, как показано на фиг.3, благодаря пазам 11, выполненным в кронштейнах 7 и 8.
Перед включением движения вращения заготовки Vз производят настройку на необходимую статическую нагрузку - Рст, обеспечивающую поверхностную пластическую деформацию, давая натяг пружине 3, путем завертывани гаек натяжного устройства 9. Для сокращения вспомогательного времени при завертывании и отвертывании гаек натяжного устройства 9 можно воспользоваться известными пневмо- или электрогайковертами (не показаны).
В процессе работы с включением вращательного движения заготовки Vз, вращательного движения абразивно-алмазной пружины VAA и продольной подачи Sпр упругие абразивно-алмазосодержащие элементы пружины 2 своими рабочими поверхностями вступают в контакт с обрабатываемой заготовкой и осуществляют шлифование, а вслед идущие деформирующие элементы пружины 3 осуществляют поверхностную пластическую деформацию.
Обладая упругостью, абразивно-алмазосодержащие элементы пружины 2 и деформирующие элементы пружины 3 обеспечивают более эластичный прижим к обрабатываемой сложнофасонной поверхности, благодаря чему достигается более равномерное срезание слоя со сложнофасонной поверхности обработки, что весьма важно при снятии тонких слоев, и упрочнение обработанной поверхности.
Наличие упругого элемента, которым является абразивно-алмазосодержащая пружина 2 и деформирующая пружина 3, обеспечивает постоянное усилие шлифования и упрочнения в любой точке обрабатываемой сложнофасонной поверхности.
Контакт абразивно-алмазосодержащего инструмента с обрабатываемой поверхностью при шлифовании осуществляется большим количеством отдельных абразивных площадок, например торообразной формы. Через свободное пространство между этими площадками легко удаляется шлифованная пыль, шлам, что почти исключает засаливаемость рабочей поверхности инструмента и увеличивается его стойкость.
При замене шайб 10 на упорные подшипники качения (не показаны) и при определенном сочетании режимов обкатывания - Vз, Sпр, Рст и усилии натяжения пружины 3 поворот nд относительно ее продольной оси осуществляется непрерывно за счет усилий обкатывания. Это дает возможность наиболее полно использовать рабочую поверхность деформирующих элементов и тем самым значительно повысить долговечность инструмента.
Упругие элементы инструмента, т.е. пружины, изготовляют из сталей: легированных ШХ15, ХВГ, 9Х, 5ХНМ, углеродистых инструментальных У10А, У12А. Твердость рабочей поверхности витков из сталей HRC 62...65. Рабочая поверхность деформирующих витков пружины 3 полируется до Ra=0,08...0,16 мкм.
Производительность процесса абразивно-алмазной и упрочняющей обработки предлагаемым устройством определяется диаметром витка пружин и диаметром проволоки, из которой изготовлены пружины. При обработке заготовок-винтов диаметр витка пружин диктуется размерами впадины винтовой поверхности, а именно диаметр витка пружин должен быть таким, чтобы он контактировал со всеми точками днища впадины в продольном сечении винта (см. фиг.1).
Устройство с большими диаметром витка пружины и диаметром проволоки позволяет вести обработку с большой продольной подачей Sпр, однако в этом случае необходимо создавать большие рабочие усилия Рст, что снижает качество поверхности. От значения допустимого рабочего усилия Рст зависят параметры деформирующей пружины.
Наиболее целесообразно шлифообкатыванием обрабатывать исходные поверхности 7...11-го квалитетов.
При шлифообкатывании предлагаемым устройством практически достигаются параметры шероховатости Ra=0,2...0,8 мкм при исходных значениях этих параметров 0,8...6,3 мкм. Степень уменьшения шероховатости поверхности зависит от материала, рабочего усилия или натяга, подачи, исходной шероховатости, конструкции устройства и т.д.
Устройство может работать как шлифовальное, если не устанавливать на кронштейнах деформирующую пружину.
Шлифообкатывание предлагаемым устройством следует проводить так, чтобы заданные результаты достигались за один проход. Не следует использовать обратный ход в качестве рабочего хода, так как повторные проходы в противоположных направлениях могут привести к излишнему деформированию и отслаиванию поверхностного слоя.
Скорость заготовки Vз не оказывает заметного влияния на результаты обработки обкатыванием, но влияет на процесс шлифования и выбирается с учетом требований производительности, конструктивных особенностей заготовки и оборудования. Обычно скорость Vз составляет 30...150 м/мин. Значение усилия обкатывания выбирают в зависимости от цели обработки. Оптимальное усилие Pст (H), соответствующее максимальному пределу выносливости, определяют по формуле:
Рст=500+1,66 D2,
где D - диаметр обкатываемой поверхности заготовки, мм.
Предлагаемое устройство с многоэлементным абразивно-алмазным и деформирующим пружинными инструментами обеспечивает постоянное усилие контакта абразивно-алмазных и деформирующих элементов с обрабатываемой поверхностью и почти не уменьшает погрешности предшествующей обработки, являясь копирующим.
Смазывающе-охлаждающей жидкостью при шлифообкатывании предлагаемым устройством служит сульфофрезол (5%-ная эмульсия). Обработку чугуна рекомендуется вести без охлаждения.
Пример. Обрабатывался винт левый Н41.1016.01.001 винтового насоса ЭВН5-25-1500 (см. фиг.1), который имел следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - ⊘27-0,05 мм, эксцентриситеты - 1,65 мм, 3,3 мм, шаг - 28±0,01 мм, шероховатость Ra=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса - 5,8 кг. Припуск на сторону - 0,2 мм. Обработка проводилась на токарно-винторезном станке мод. 16К20 с помощью шлифообкатывающего устройства с абразивно-алмазной и деформирующей пружинами. Пружина для шлифования была выполнена в виде кольца и имела алмазный слой на внутренней поверхности кольца пружины, диаметр витков - 18 мм, из проволоки диаметром 5 мм, толщина алмазоносного слоя 1,0 мм, содержание алмазов при 100%-ной концентрации - 56 карат, на каучукосодержащей связке (аналог - алмазная бесконечная бесшовная лента АЛШБ; используемая на базовом предприятии). Деформирующая пружина была выполнена из проволоки диаметром - 5 мм с диаметром витков - 18 мм. Рабочая поверхность деформирующих витков пружины полировалась до Ra=0,08...0,16 мкм.
Устройство закреплялось на суппорте станка. Смазочно-охлаждающая жидкость - сульфофрезол. Окружная скорость заготовки - Vз=21 м/мин (0,35 м/с), nз=250 об/мин, скорость абразивно-алмазной обработки - VAA=5 м/с, nAA=1600 об/мин при встречном направлении движений вращения заготовки и абразивно-алмазной пружины, продольная подача Sпр=0,25 мм/об, требуемая шероховатость и точность винтовой поверхности была достигнута через Тм=15,5 мин (против Тм баз=106,5 мин по базовому варианту при традиционном шлифовании с помощью шлифовальной головки, с последующим полированием алмазной лентой на токарном станке 1К62 и обкатыванием традиционным шариковым обкатником на АО "Ливгидромаш"). В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повысился до Ra=0,4 мкм при исходном значении Ra=3,2 мкм. Твердость поверхности увеличилась на 30...80% при глубине наклепанного слоя 0,3...3 мм. Остаточные напряжения сжатия достигли на поверхности 400...800 МПа.
Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми несоседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
Предлагаемое устройство расширяет технологические возможности процессов абразивно-алмазной обработки и поверхностной пластической деформации, повышает параметр шероховатости обработанной поверхности, увеличивает ее твердость на значительную глубину, повышает производительность за счет увеличения пятна контакта большого количества абразивно-алмазных и деформирующих элементов с обрабатываемой поверхностью, а также снижает себестоимость процесса и сокращает расходы на изготовление оснастки.
Источники информации
1. Патент Германии №665083, кл. 67 с.1, 1940.
2. А.с. СССР №852528, М. Кл.3, В24D 7/06. Абразивно-алмазный инструмент. Федосеев Л.А. 2420368/25-08, 09.11.76; 07.08.81. Бюл. №29.
3. RU 2239544 C1, В24В 39/00. Комбинированное устройство для шлифообкатывания. 10.11.2004 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325264C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ПРУЖИННЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2325258C2 |
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ ПРУЖИННЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2318647C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2324584C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКОИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2325265C1 |
| СПОСОБ ОБКАТЫВАНИЯ ПРУЖИННЫМИ КОЛЬЦАМИ | 2009 |
|
RU2433901C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433902C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433903C2 |
Изобретение относится к технологии машиностроения, а именно к комбинированным устройствам для абразивно-алмазной обработки и поверхностного пластического деформирования. Устройство содержит корпус, рабочие абразивно-алмазосодержащие элементы для обработки заготовки с натягом и винтовую цилиндрическую пружину с деформирующими элементами. Винтовая цилиндрическая пружина установлена посредством натяжных устройств для создания усилий, обеспечивающих статическую нагрузку. Корпус выполнен с кронштейнами. Абразивно-алмазосодержащие элементы выполнены в виде витков свернутой в кольцо винтовой пружины, на внутренней поверхности которого нанесен абразивно-алмазный слой. Свернутая в кольцо винтовая пружина установлена с возможностью схватывания обрабатываемой заготовки и принудительного вращения посредством шестерни от индивидуального электродвигателя. Свернутая в кольцо винтовая пружина выполнена с внутренним диаметром, меньшим диаметра обрабатываемой заготовки на величину двойного натяга для обеспечения радиальной подачи ее витков. При этом винтовая цилиндрическая пружина с деформирующими элементами установлена шарнирно на кронштейнах корпуса с возможностью вращения относительно ее продольной оси и схватывания обрабатываемой заготовки. В результате расширяются технологические возможности, снижается себестоимость устройства и упрощается его конструкция. 5 ил.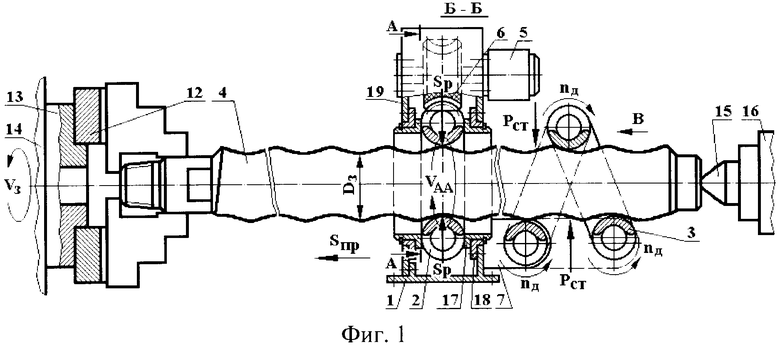
Устройство для шлифообкатывания, содержащее корпус, рабочие абразивно-алмазосодержащие элементы для обработки заготовки с натягом, отличающееся тем, что оно снабжено индивидуальным электродвигателем, шестерней и винтовой цилиндрической пружиной с деформирующими элементами, которая установлена посредством натяжных устройств для создания усилий, обеспечивающих статическую нагрузку, корпус выполнен с кронштейнами, абразивно-алмазосодержащие элементы выполнены в виде витков свернутой в кольцо винтовой пружины, на внутренней поверхности которого нанесен абразивно-алмазный слой, свернутая в кольцо винтовая пружина установлена с возможностью охватывания обрабатываемой заготовки и принудительного вращения посредством шестерни от индивидуального электродвигателя и выполнена с внутренним диаметром, меньшим диаметра обрабатываемой заготовки на величину двойного натяга для обеспечения радиальной подачи ее витков, при этом винтовая цилиндрическая пружина с деформирующими элементами установлена шарнирно на кронштейнах корпуса с возможностью вращения относительно ее продольной оси и охватывания обрабатываемой заготовки.
| ШЛИФОУПРОЧНЯЮЩИЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239544C1 |
| Комбинированный инструмент | 1984 |
|
SU1404312A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ и УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 0 |
|
SU218681A1 |
| US 4367576 A1, 11.01.1983. | |||

