Изобретение относится к технологии машиностроения, в частности к отделочной комбинированной абразивно-алмазной обработки и поверхностным пластическим деформированием заготовок валов и винтов из сталей и сплавов многоэлементным абразивно-алмазным и деформирующим инструментом в виде винтовой пружины.
Известен способ шлифования абразивно-алмазным инструментом, содержащим корпус, по периферии которого в пазах жестко закреплены упругие абразивно-алмазосодержащие рабочие элементы, выполненные в виде винтовой пружины [1].
Недостатками известного способа, реализуемого пружинным инструментом, являются: узкие технологические возможности, низкая производительность применительно к чистовой, отделочной обработки винтов и др. деталей типа валов из-за малого пятна контакта рабочих элементов с обрабатываемой поверхностью, а также низкое качество обработки.
Известен способ шлифования абразивно-алмазным инструментом, содержащим корпус, в пазах которого установлены рабочие абразивно-алмазосодержащие элементы, выполненные в виде винтовой пружины, причем пазы расположены в корпусе радиально [2].
Недостатками известного способа, реализуемого пружинным инструментом, являются: узкие технологические возможности, низкое качество обработки и производительности применительно к чистовой, отделочной обработки винтов и др. деталей типа валов из-за малого пятна контакта рабочих элементов с обрабатываемой поверхностью.
Задачей изобретения является расширение технологических возможностей, заключающиеся в улучшении параметра шероховатости обработанной поверхности благодаря последовательным действиям большого количества абразивно-алмазных и деформирующих элементов, в повышении производительности за счет увеличения пятна контакта этих элементов с обрабатываемой поверхностью и возможности применения больших подач, в снижении себестоимости процесса и удешевлении изготовления инструмента благодаря компактности и простоте конструкции, в возможности обрабатывать сложнофасонные тела вращения и нейтрализовать биения поверхности заготовки, которые отрицательно сказываются на качестве обработки, в разгрузке узлов технологической системы: станок - приспособление - инструмент - заготовка от односторонне приложенного усилия особенно при обработки нежестких заготовок.
Поставленная задача решается предлагаемым способом комбинированной обработки путем шлифования и поверхностного пластического деформирования, включающим сообщение вращательного движения заготовке и вращательного движения и продольной подачи пружинному инструменту, при этом используют пружинный инструмент, содержащий корпус с отверстиями в его боковых стенках, в которых смонтированы свободно вращающиеся подшипники скольжения и рабочие абразивно-алмазосодержащие и деформирующие элементы в виде эллипсовидных витков свернутой в кольцо винтовой пружины, наружная рабочая поверхность которых выполнена с деформирующими участками и расположенными противоположно последним абразивно-алмазными участками, нанесенными на упомянутую наружную рабочую поверхность эллипсовидных витков по дуге, центральный угол α которой равен 90°<α<180°, свернутая в кольцо винтовая пружина контактирует с торцами подшипников скольжения, расстояние между которыми равно длине большой оси эллипсовидного витка, установлена в корпусе свободно, охватывает заготовку и установлена на последней с натягом для обеспечения радиальной подачи при шлифовании или статической нагрузки при поверхностном пластическом деформировании, при этом осуществляют вращение от индивидуального электродвигателя с помощью шестерни свернутой в кольцо винтовой пружины и ее вывертывание для обеспечения поверхностного пластического деформирования или шлифования заготовки. Кроме того, вывертывание свернутой в кольцо винтовой пружины осуществляют с помощью оправки с канавкой на ее наружной поверхности, выполненной шириной, равной не менее длины малой оси эллипсовидного витка, и глубиной, равной, половине длины большой оси эллипсовидного витка и втулки, выполненной с возможностью установки в указанной канавке.
Особенности способа поясняются чертежами.
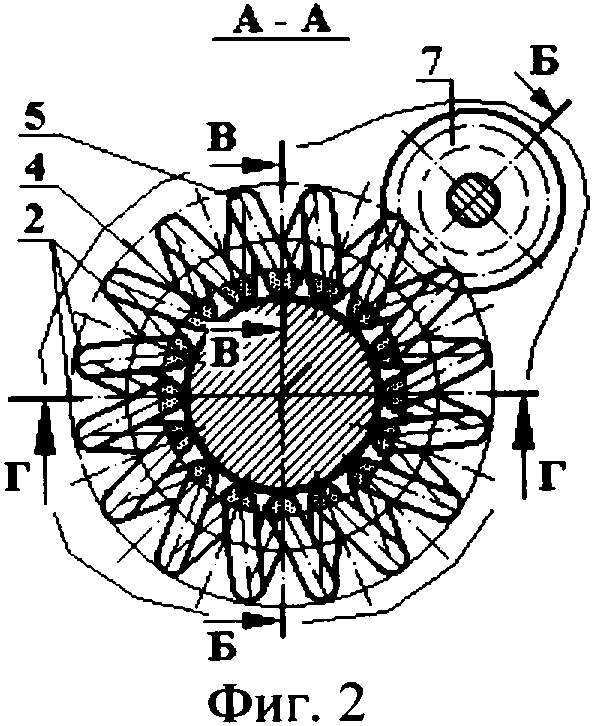
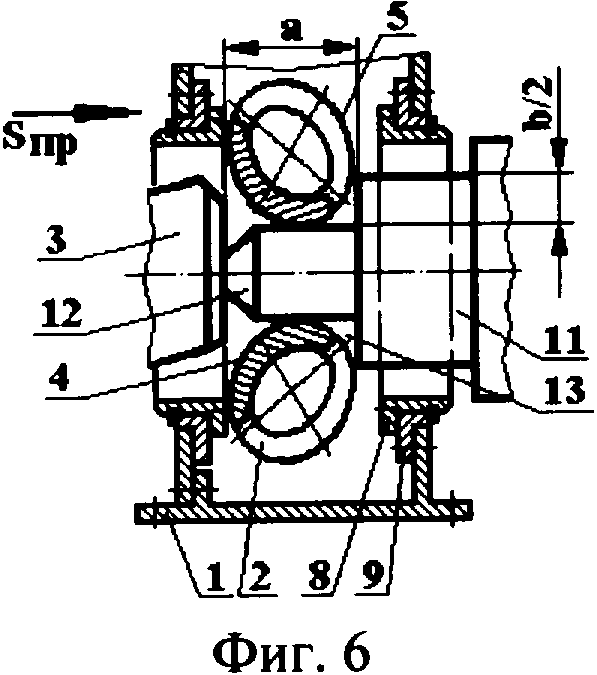
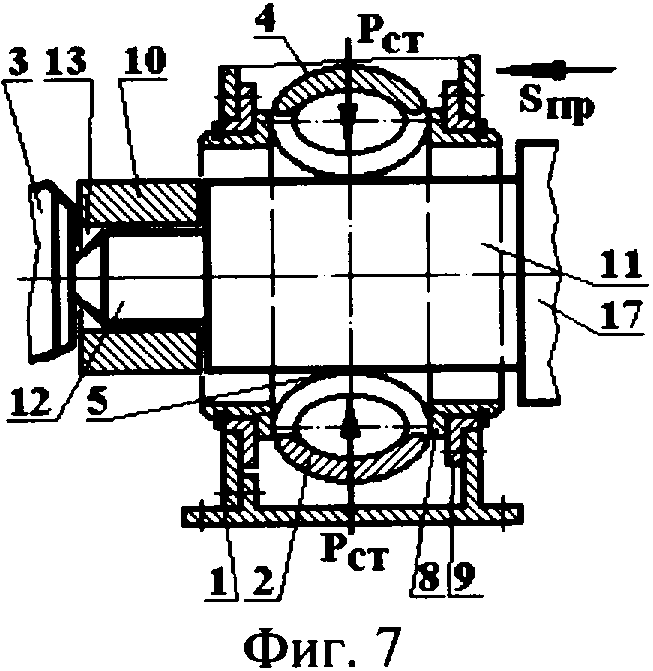
На фиг.1 показана схема предлагаемого процесса обработки в режиме шлифования наружной поверхности винта винтового насоса и пружинное устройство, реализующее его, для последовательного шлифования и поверхностного пластического деформирования, частичный продольный разрез Б-Б на фиг.2; на фиг.2 - сечение А- А на фиг.1; на фиг.3 - сечение В-В кольцевой пружины на фиг.2; на фиг.4 - сечение Г-Г на фиг.2, повернуто, кольцевая пружина вывернута для работы в режиме шлифования; на фиг.5 - сечение Г-Г на фиг.2, повернуто, кольцевая пружина вывернута для работы в режиме поверхностного пластического деформирования; на фиг.6 - схема вывертывания кольцевой пружины при переходе с режима шлифования (см. фиг.1-4) на режим поверхностного пластического деформирования, промежуточная позиция - западание кольцевой пружины в канавку; на фиг.7 -схема вывертывания кольцевой пружины при переходе с режима шлифования (см. фиг.1, 4) на режим поверхностного пластического деформирования, окончательная позиция - кольцевая пружины вывернута для работы в режиме поверхностного пластического деформирования.
Предлагаемый способ предназначен для последовательной обработки шлифованием и поверхностным пластическим деформированием (ППД) наружных поверхностей вращения заготовок деталей типа валов и винтов с большим шагом, например винтов винтовых насосов.
Обработку выполняют на токарных, карусельных станках с сообщением вращательного движения заготовке - VЗ, вращательного движения - VИ и движения продольной подачи - Sпр инструменту.
Предлагаемый способ предназначен для последовательного шлифования и ППД и реализуется пружинным устройством, содержащим корпус 1 коробчатой формы, внутри которого расположен инструмент - пружина 2. Корпус 1 имеет сквозные отверстия в двух противоположных стенках для прохождения через них обрабатываемой заготовки 3.
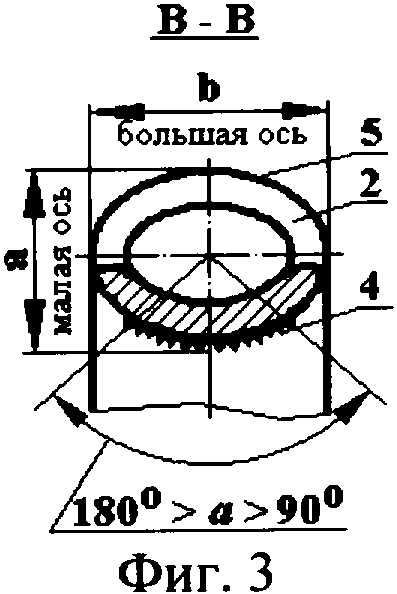
Инструмент с рабочими абразивно-алмазосодержащими и деформирующими элементами, выполненными в виде эллипсовидных витков, имеющих малую а и большую b оси, объединенных в винтовую пружину 2, свернутую в кольцо.
Наружная рабочая поверхность эллипсовидных витков пружины 2 с одной стороны малой оси а эллипса выполнена с абразивно-алмазным слоем 4, нанесенным на рабочей части поверхности витков на длине дуги с центральным углом α, находящимся в диапазоне 180°>α>90°. С другой диаметрально противоположной стороны витков их наружная рабочая поверхность используется как деформирующая 5.
Кольцо из винтовой пружины 2 с эллипсовидными витками с абразивно-алмазными и деформирующими участками свободно установлено внутри корпуса 1 так, что отверстия в кольцевой пружине и в корпусе совмещены.
Пружина 2 выполнена из стали круглого сечения и установлена с натягом на обрабатываемой заготовке 3, охватывая ее, и с возможностью вращения на ней.
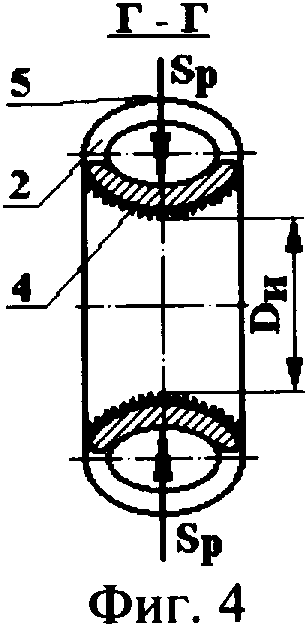
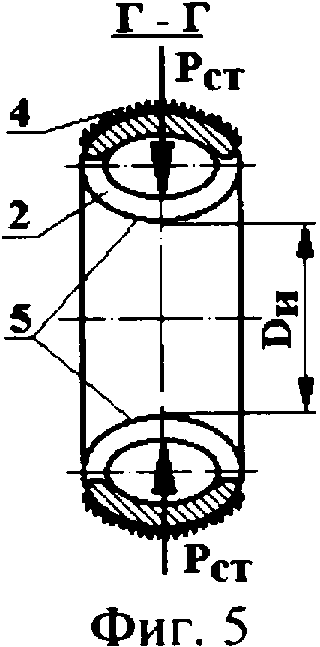
Внутренний диаметр DИ кольца пружины 2 в свободном нерабочем состоянии меньше диаметра DЗ обрабатываемой заготовки 3 на величину двойного натяга, последний обеспечивает радиальную подачу SР при шлифовании и статическую нагрузку РСТ при ППД, т.е. DЗ>DИ.
Ввиду того, что процесс чистовой абразивно-алмазной обработки требует больших скоростей, устройство снабжено индивидуальным электродвигателем 6, который через шестерню 7 принудительно вращает кольцевую пружину 2 со скоростью VИ. Шестерня 7 изготовлена из упругого эластичного материала, например из резины, и в зацеплении с кольцом пружины 2, представляющим собой зубчатое колесо, у которого роль зубьев играют витки кольцевой пружины, позволяет передавать вращающий момент, достаточный для шлифования и ППД.
Предлагаемый способ используется для работы как в режиме шлифования, так и в режиме ППД. Работа в режиме шлифования (см. фиг.1-4) осуществляется тогда, когда абразивно-алмазный слой 4 на витках пружины находится на внутренней стороне кольца пружины 2, а работа в режиме ППД осуществляется тогда, когда деформирующие элементы 5 витков находятся на внутренней стороне кольца пружины 2.
Поэтому при переходе с режима шлифования на режим ППД и обратно кольцевая пружина 2 выворачивается.
Возможность вывертывания пружины 2 обеспечивается свободным расположением ее как на заготовке 3, так и в корпусе 1, при этом в корпусе пружина 2 установлена против отверстий в боковых стенках, в которых смонтированы свободно вращающиеся подшипники скольжения 8 своими торцами, расстояние между которыми равно длине b большой оси эллипсовидного витка, контактирующие с пружиной 2.
Подшипники 8 расположены во втулках 9, которые запрессованы в отверстиях боковых стенок корпуса 1.
Вывертывание кольцевой пружины 2 осуществляется с помощью технологических втулки 10 и оправки 11. Технологическая оправка 11 имеет профиль и наружный диаметр, идентичный и равный наружному диаметру обрабатываемой заготовки. Технологическая оправка 11 является продолжением обрабатываемой заготовки 3. Торец оправки 11, контактирующий с заготовкой, может быть выполнен, например, в виде прямого центра 12, обратного центра (не показан) или др. конструкции. С этого торца на наружной поверхности оправки 11 выполнена канавка 13 шириной не менее а - длины малой оси эллипсовидного витка и глубиной не более b/2 - половины длины большой оси эллипсовидного витка (фиг.6).
Технологическая втулка 10 предназначена для установки в канавке 13, полностью заполняя ее, имеет профиль и наружный диаметр, идентичный и равный наружному диаметру обрабатываемой заготовки, являясь продолжением последней.
Вывертывание кольца пружины 2 при переходе с режима шлифования на режим ГИД и обратно производится следующим образом.
Корпус 1 с пружиной 2, находящейся на обрабатываемой заготовке 3 в положении, например, шлифования, т.е. абразивно-алмазными элементами, расположенными внутри кольца, в контакте с заготовкой (см. фиг.1), доводят в продольном направлении до канавки 13 технологической оправки 11, при этом канавка 13 свободна. Так как кольцевая пружина 2 установлена на заготовке с натягом, то под действием упругих сил витки наклоняются и заполняют канавку 13 (см. фиг.6). При дальнейшем продольном продвижении устройства слева направо, согласно фиг.6, витки пружины упираются в правый торец канавки 13 и, подталкиваемые торцом левого подшипника 8, переворачиваются относительно центральной оси пружины (см. фиг.7). Кольцевая пружина 2 оказывается на технологической оправке 11 деформирующими элементами внутрь кольца, контактируя с наружной поверхностью оправки. Кольцевая пружина 2 готова к выполнению обработки заготовки ППД. Перед тем как устройство переместить в продольном направлении на заготовку в канавку 13, вставляется технологическая втулка 10. Имея профиль и наружный диаметр, идентичный и равный наружному диаметру обрабатываемой заготовки, технологическая втулка 10 способствует беспрепятственному продвижению кольцевой пружины справа налево в продольном направлении для ППД заготовки.
Устройство, реализующее предлагаемый способ, крепится, например, на суппорте токарного станка (не показан), обрабатываемая заготовка, например винт 3, закрепляется в патроне 14 шпинделя 15 передней бабки 16 и поджимается центром 12 технологической оправки 11, которая установлена, например, в задней бабки 17.
Осевое перемещение принудительно вращающейся пружины 2 передается от корпуса 1 устройства через свободно вращающиеся подшипники скольжения 8, выполненные в виде маслонесущих бронзовых втулок, которые своими торцами контактируют с витками пружины 2.
После того как заготовка 3 закреплена в патроне 14, устройство подводят к свободному концу заготовки и с помощью ручной продольной подачи суппорта заготовку вводят в центральное отверстие корпуса 1 и в отверстие кольцевой пружины 2, преодолевая сопротивление последней, а затем заготовку поджимают задним центром технологической оправки 12. Если операцию чистовой обработки предлагаемым устройством хотят начать с шлифования, то кольцевую пружину 2 вводят в обработку в положении, когда абразивно-алмазные элементы находятся внутри кольца, т.е. в режиме шлифования. Перед вводом в контакт инструмента с заготовкой включают движение вращения заготовки Vз, вращательное движение пружины VAA и продольную подачу Sпр устройства.
Упругие абразивно-алмазосодержащие элементы пружины 2 своими рабочими поверхностями вступают в контакт с обрабатываемой заготовкой и осуществляют шлифование.
Обладая упругостью, абразивно-алмазосодержащие элементы пружины 2 обеспечивают более эластичный прижим к обрабатываемой сложнофасонной поверхности, благодаря чему достигается более равномерное срезание слоя со сложнофасонной поверхности обработки, что весьма важно при снятии тонких слоев.
Наличие упругого элемента, которым является абразивно-алмазосодержащая пружина 2, обеспечивает постоянное усилие шлифования в любой точке обрабатываемой сложнофасонной поверхности.
Контакт абразивно-алмазосодержащего инструмента с обрабатываемой поверхностью при шлифовании осуществляется большим количеством отдельных абразивно-алмазных площадок, например, торообразной формы. Через свободное пространство между этими площадками легко удаляется шлифованная пыль, шлам, что почти исключает засаливаемость рабочей поверхности инструмента и увеличивается его стойкость.
По окончании шлифования устройство подводят к канавке в технологической оправке и вывертывают кольцевую пружину абразивно-алмазными элементами наружу, а деформирующими элементами внутрь кольца, наезжая при этом пружиной на технологическую оправку (см. фиг.7).
Затем отводят центр технологической оправки от заготовки, устанавливают технологическую втулку 10, заполняя канавку, и производят обработку ППД. При ППД включают движение вращения заготовки Vз и продольную подачу Sпр устройства. Вращательное движение пружины VИ можно не включать, т.к. существенного влияния на процесс поверхностного пластического деформирования величина скорости инструмента не оказывает.
Упругие деформирующие элементы пружины 2 своими рабочими поверхностями вступают в контакт с обрабатываемой заготовкой и под действием РСТ осуществляют поверхностное пластическое деформирование микронеровностей, сглаживая их, поверхностного слоя и упрочняют его.
Обладая упругостью деформирующие элементы пружины 2 обеспечивают более эластичный прижим к обрабатываемой сложнофасонной поверхности, благодаря чему достигается более равномерная обработка сложнофасонных поверхностей.
Наличие упругого элемента, которым является пружина 2, обеспечивает постоянное усилие ППД в любой точке обрабатываемой сложнофасонной поверхности.
Контакт деформирующего инструмента с обрабатываемой поверхностью при ППД осуществляется большим количеством отдельных деформирующих площадок, например, торообразной формы.
Упругие элементы инструмента - витки пружины, изготовляют из сталей: легированных ШХ15, ХВГ, 9Х, 5ХНМ, углеродистых инструментальных У10А, У12А. Твердость рабочей поверхности витков из сталей HRC 62...65. Рабочая поверхность деформирующих элементов 5 витков пружины 2 полируется до Ra=0,08...0,16 мкм.
Производительность процесса абразивно-алмазной и упрочняющей обработки определяется диаметром витка пружин и диаметром проволоки, из которой изготовлены пружины. При обработке заготовок-винтов диаметр витка пружин диктуется размерами впадины винтовой поверхности, а именно диаметр витка пружин должен быть таким, чтобы он контактировал со всеми точками днища впадины в продольном сечении винта (см. фиг.1).
Устройство с большими диаметром витка пружины и диаметром проволоки позволяет вести обработку с большой продольной подачей Sпр как при шлифовании, так и при ППД. Однако в этом случае при ППД необходимо создавать большие рабочие усилия Рст, что снижает качество поверхности. От значения допустимого рабочего усилия Рст зависят параметры пружины. Наиболее целесообразно шлифованием и ППД обрабатывать исходные поверхности 7...11-го квалитетов.
При шлифовании и ППД практически достигаются параметры шероховатости Ra=0,2...0,8 мкм при исходных значениях этих параметров 0,8...6,3 мкм. Степень уменьшения шероховатости поверхности зависит от материала, рабочего усилия или натяга, подачи, исходной шероховатости, конструкции устройство и т.д.
ППД после шлифования следует проводить так, чтобы заданные результаты достигались за один проход. Не следует использовать обратный ход в качестве рабочего хода, так как повторные проходы в противоположных направлениях могут привести к излишнему деформированию и отслаиванию поверхностного слоя.
Скорость заготовки Vз не оказывает заметного влияния на результаты обработки ППД, но влияет на процесс шлифования и выбирается с учетом требований производительности, конструктивных особенностей заготовки и оборудования. Обычно скорость Vз составляет 30...150 м/мин. Значение усилия ППД выбирают в зависимости от цели обработки. Оптимальное усилие Рст (Н), соответствующее максимальному пределу выносливости, определяют по формуле: Рст=500+1,66D2, где D - диаметр обкатываемой поверхности заготовки, мм.
Предлагаемый способ, реализуемый многоэлементным абразивно-алмазным и деформирующим пружинным инструментом для последовательного шлифования и ППД, обеспечивает постоянное усилие контакта абразивно-алмазных и деформирующих элементов с обрабатываемой поверхностью и почти не уменьшает погрешности предшествующей обработки, являясь копирующим.
Смазывающе-охлаждающей жидкостью при шлифовании и ППД предлагаемым способом служит сульфофрезол (5%-ная эмульсия). Обработку чугуна рекомендуется вести без охлаждения.
Пример. Обрабатывался винт левый Н41.1016.01.001 винтового насоса ЭВН5-25-1500 (см. фиг.1), который имел следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - ⊘27-0,05 мм, эксцентриситеты - 1,65 мм, 3,3 мм, шаг - 28±0,01 мм, шероховатость Ra=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса - 5,8 кг. Припуск на сторону 0,2 мм. Обработка проводилась на токарно-винторезном станке мод. 16К20 с помощью пружинного устройства с инструментом в виде пружины с абразивно-алмазными и деформирующими элементами. Пружина была выполнена в виде кольца с алмазным слоем на поверхности эллипсовидных витков, имеющих малую ось а - 18 мм и большую ось b - 25 мм, длина дуги алмазного слоя имела центральный угол α=135°, диаметр проволоки витков - 5 мм, толщина алмазоносного слой 1,0 мм, содержание алмазов при 100%-ной концентрации - 56 карат, на каучукосодержащей связке (аналог - алмазная бесконечная бесшовная лента АЛШБ, используемая на базовом предприятии). Рабочая поверхность деформирующих элементов пружины полировались до Ra=0,08...0,16 мкм.
Устройство закреплялось на суппорте станка. Смазочно-охлаждающая жидкость - сульфофрезол. Окружная скорость заготовки - Vз=21 м/мин (0,35 м/с), nз=250 об/мин, скорость абразивно-алмазной обработки - VAA=5 м/с, nАА=1600 об/мин при встречном направлении движений вращения заготовки и пружины, продольная подача Sпр=0,25 мм/об, требуемая шероховатость и точность винтовой поверхности была достигнута через Тм=11,5 мин (против Тм баз=106,5 мин по базовому варианту при традиционном шлифовании с помощью шлифовальной головки, с последующим полированием алмазной лентой на токарном станке 1К62 и поверхностным пластическим деформированием традиционным шариковым обкатником на АО "Ливгидромаш"). В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повысился до Ra=0,4 мкм при исходном значении Ra=3,2 мкм. Твердость поверхности увеличилась на 30...80% при глубине наклепанного слоя 0,3...3 мм. Остаточные напряжения сжатия достигли на поверхности 400...800 МПа.
Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми не соседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
Предлагаемой способ расширяет технологические возможности процессов абразивно-алмазной обработки и поверхностной пластической деформации, повышает параметр шероховатости обработанной поверхности, увеличивает ее твердость на значительную глубину, повышает производительность за счет увеличения пятна контакта большого количества абразивно-алмазных и деформирующих элементов с обрабатываемой поверхностью, а также снижает себестоимость процесса и сокращает расходы на изготовление оснастки.
Источники информации
1. Патент Германии №665083, кл. 67 с.1, 1940.
2. А.с. СССР №852528, М. кл.3, В24D 7/06. Абразивно-алмазный инструмент. Федосеев Л.А. 2420368/25-08, 09.11.76; 07.08.81. Бюл. №29 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
| СПОСОБ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325264C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325263C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ПРУЖИННЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2325258C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ ПРУЖИННЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2318647C1 |
| СПОСОБ КОМБИНИРОВАННОЙ АЛМАЗОАБРАЗИВНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2333094C1 |
| ПРУЖИННЫЙ УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2311279C1 |
| СПОСОБ ЧИСТОВОГО УПРОЧНЕНИЯ ПРУЖИННЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2312758C1 |
Изобретение относится к технологии машиностроения, а именно к комбинированной отделочной обработке пружинным инструментом. Сообщают вращательное движение заготовке и вращательное движение и продольную подачу пружинному инструменту. Используют пружинный инструмент, содержащий корпус с отверстиями, в которых смонтированы свободно вращающиеся подшипники скольжения и рабочие абразивно-алмазосодержащие и деформирующие элементы. Рабочие абразивно-алмазосодержащие и деформирующие элементы выполнены в виде эллипсовидных витков свернутой в кольцо винтовой пружины. Наружная рабочая поверхность абразивно-алмазосодержащих и деформирующих элементов выполнена с деформирующими участками и расположенными противоположно последним абразивно-алмазными участками. Свернутая в кольцо винтовая пружина установлена в корпусе свободно, охватывает заготовку и установлена на последней с натягом. При этом осуществляют вращение свернутой в кольцо винтовой пружины и ее вывертывание для обеспечения поверхностного пластического деформирования или шлифования заготовки. В результате расширяются технологические возможности, повышается производительность и снижается себестоимость процесса. 1 з.п. ф-лы, 7 ил.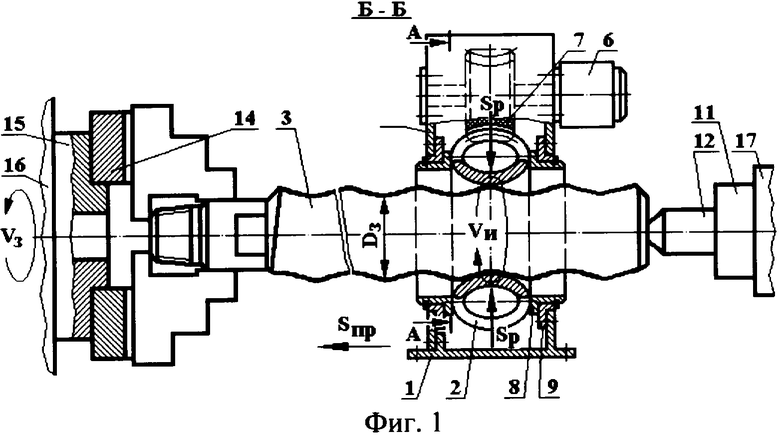
| Абразивно-алмазный инструмент | 1976 |
|
SU852528A1 |
| Комбинированный инструмент | 1984 |
|
SU1404312A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ и УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 0 |
|
SU218681A1 |
| ШЛИФОУПРОЧНЯЮЩИЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239544C1 |
| US 4367576 А1, 11.01.1983. | |||

