Изобретение относится к железнодорожному транспорту и может быть использовано при смене сварных рельсовых плетей бесстыкового пути с принудительным вводом их в требуемый температурный интервал при нерасчетных температурах.
Известен способ замены инвентарных рельсов сварными рельсовыми плетями с применением путеукладчика УК-25 при капитальном ремонте пути (см. «Технологические процессы бесстыкового пути на железобетонных шпалах», утв. МПС, М.: Транспорт, 1973, с.154), состоящий в том, что
- выгружают сварные рельсовые плети и уравнительные рельсы в середине колеи,
- разъединяют стыки в начале и конце участка смены рельсов, а также раскрепляют на этом участке их связи с основанием;
- сдвигают путем продольного перемещения комплекса приспособлений сменяемые рельсы в середину колеи и одновременно смещают на их место сварные рельсовые плети;
- соединяют сварные рельсовые плети с уравнительными рельсами, а уравнительные рельсы соединяют между собой и с примыкающими к ним участками пути;
- прикрепляют сварные рельсовые плети и уравнительные рельсы к основанию.
Наиболее близким по технической сущности и достигаемому результату является способ принудительного ввода рельсовых плетей в расчетный интервал температур с использованием гидравлического натяжного устройства (см. «Правила и технология выполнения основных работ при текущем содержании пути» / МПС России. М.: Транспорт, 1998, с.86), состоящий в том, что
- заменяют на более короткий один из уравнительных рельсов, образуя тем самым зазор для удлинения рельсовой плети;
- ослабляют по всей длине сварной рельсовой плети связи с основанием;
- устраивают анкерные участки по обе стороны сварной рельсовой плети путем закручивания гаек промежуточных скреплений нормативным усилием, в том числе:
- на участке λ1, примыкающем к началу сварной рельсовой плети,
- на участке λ2 в начале сварной рельсовой плети;
- на участке λ3, примыкающем к концу сварной рельсовой плети;
- монтируют натяжное устройство и закрепляют один из его захватов за конец плети, а второй захват устройства - за примыкающий к концу плети анкерный участок λ3, состоящий из вновь уложенных рельсов;
- включают рабочий режим натяжного устройства, тем самым прикладывают к концу плети и участку λ3 продольную силу Р и удлиняют сварную рельсовую плеть на расчетную величину;
- соединяют конец рельсовой плети с анкерным участком λ3;
- прикрепляют к основанию конец сварной рельсовой плети на участке λ4, длина которого определяется по формуле
λ4=Р/r, где r - погонное сопротивление прикрепленных рельсов их продольному перемещению;
- выключают рабочий режим натяжного устройства и демонтируют его;
- прикрепляют рельсовую плеть к основанию на оставшейся длине.
Недостатком известного способа является большие ресурсные затраты, включающие в себя затраты труда и перерывы в движении поездов.
Технический результат изобретения - повышение эффективности способа путем сокращения ресурсных затрат: уменьшения затрат труда и перерывов в движении поездов.
Технический результат достигается тем, что в способе смены рельсовых плетей, заключающемся в том, что
выгружают в середину рельсовой колеи сварные рельсовые плети и уравнительные рельсы, и в уравнительном пролете, примыкающем к началу рельсовой плети, соединяют накладками уравнительные рельсы между собой и началом рельсовой плети, разъединяют снятием стыковых накладок сменяемые рельсы в начале и конце участка их смены, а также раскрепляют на этом участке связи сменяемых рельсов с их основанием, устанавливают в рабочее положение передвижное устройство для сдвижки сменяемых рельсов в середину колеи, а также передвижное устройство для сдвижки из середины колеи и укладки в рабочее положение сварных рельсовых плетей и уравнительных рельсов, соединяют связями оба передвижных устройства между собой и с тяговой единицей, движением транспортного средства одновременно по обеим рельсовым нитям сдвигают сменяемые рельсы в середину колеи, а сварные рельсовые плети и уравнительные рельсы - в рабочее положение и соединяют стыковыми накладками уравнительные рельсы с примыкающим к началу сварной рельсовой плети участком пути, закручивая гайки стыковых болтов нормативным усилием, закручивают нормативным усилием гайки промежуточных скреплений на следующих участках: участке пути длиной λ1, примыкающем к началу сварной петли, участке в начале сварной плетки длиной λ2, и участке λ3, примыкающем к концу сварной рельсовой плети, причем длины указанных участков определяются по формулам:
λ1=(P-RH)/r+1; λ2=Р/r-λ1;λ3=P/r,
где RH - нормативное стыковое сопротивление продольному перемещению рельсов, Р - усилие, необходимое для удлинения плети и равное
P=α*E*F*(t3-tУ),
где Е - модуль упругости рельсовой стали, F - площадь поперечного сечения рельса, α - коэффициент температурного расширения рельсовой стали, tЗ -расчетная температура рельсов при закреплении плети на постоянный температурный режим, °С, tУ - температура сварной рельсовой плети в момент ее укладки, °С, закрепляют один из захватов натяжного устройства за конец рельсовой плети, а другой его захват за участок, примыкающий к концу рельсовой плети, при помощи натяжного устройства, приложением продольной силы к концу рельсовой плети производят ее удлинение на расчетную величину, производят закручивание нормативным усилием гаек промежуточных скреплений на концевом участке λ4 сварной рельсовой плети длиной λ4=Р/r, после чего снимают действие продольной силы, демонтируют натяжное устройство и производят закручивание нормативным усилием гаек промежуточных скреплений на оставшемся участке длины каждой сварной рельсовой плети, после укладки конца сварной рельсовой плети на основание во время приостановки перемещения передвижных устройств разрезают сменяемые рельсы в сечении, перпендикулярном оси пути и отстоящем от конца сварной рельсовой плети на расстоянии А, определяемом по формуле A≥ΔL·КЗ,
где ΔL - расчетное удлинение рельсовой плети, определяемое по формуле ΔL=L(t3-tУ)·α, где L - длина плети, м; КЗ -определяемый эмпирически коэффициент увеличения расчетного удлинения ΔL,
и далее сдвигают отрезанные концы сменяемых рельсов в положение, параллельное оси пути.
На фиг.1 изображена схема расположения сменяемых и укладываемых рельсовых плетей, а также схема расположения передвижных устройств, их связей между собой и тяговой единицей во время сдвижки сменяемых рельсов и надвижки в проектное положение сварных рельсовых плетей (вид сбоку).
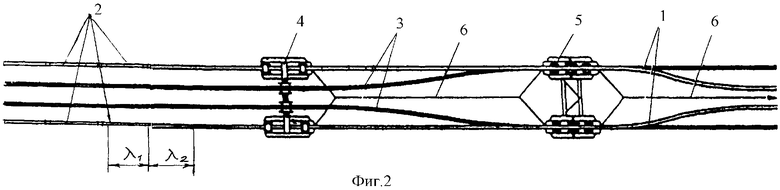
На фиг.2 - вид сверху на фиг.1.
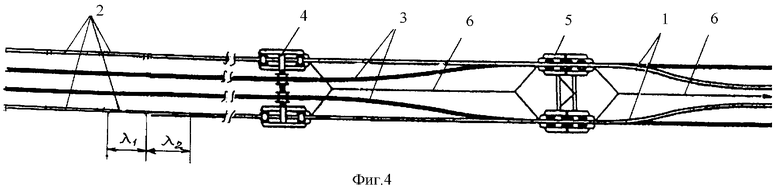
На фиг.3 - то же, что на фиг.1, после укладки концов сварных рельсовых плетей на подрельсовое основание (вид сбоку).
На фиг.4 - вид сверху на фиг.3.
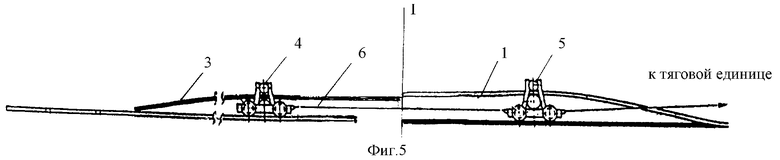
На фиг.5 - то же, что на фиг.3, после разрезки сменяемых рельсов в сечении I-I и сдвижки их концов в положение, параллельное оси пути (вид сбоку).
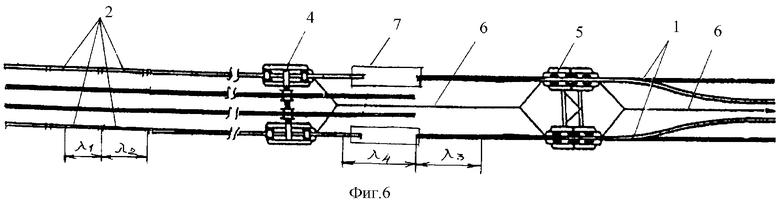
На фиг.6 - вид сверху на фиг.5.
Способ укладки рельсовых плетей осуществляется следующим образом:
Условия реализации: длина сварных рельсовых плетей и конструкция пути L=800 м Р65, скрепление типа КБ, температурные условия -tУ=0°C, tЗ=35°С. Удлинение рельсовых плетей выполняется при помощи гидравлического натяжного устройства (ГНУ), со следующими основными техническими характеристиками:
Необходимые расчеты. Определяют расчетные параметры для принудительного приведения рельсовых плетей к требуемой температуре для заданных исходных данных, в том числе:
а) изменение длины плети ΔL
ΔL=L(tЗ-tУ)α=800·(35-0)·0,0000118=0,330 м=330 мм,
где α=0,0000118 - коэффициент температурного расширения рельсовой стали,
б) усилие Р, необходимое для удлинения плети
P=α·E·F·(tЗ-tУ)=0,0000118·2,1·107·82,65·(35-0)-716 кН,
где α=0,0000118 - коэффициент температурного расширения рельсовой стали, Е=2,1·107, Н/см2 - модуль упругости рельсовой стали,
F=82,65 см2 - площадь поперечного сечения рельса типа Р65,
в) длина анкерных участков, в том числе
λ1=(Р-RН)/r+1=(716-400)/25+1=13,6 м,
где RH=400 кН - нормативное стыковое сопротивление продольному перемещению рельсов типа Р65,
λ2=Р/r-λ3=716:25-13,6=16,0 м;
λ3=λ4=P/r=716:25=29,6 мЮ
где r=25 кН/м - погонное сопротивление прикрепленных рельсов их продольному перемещению
г) расстояние А для определения места резки сменяемых рельсов в сечении I-I
min A≤L·КЗ=L(tЗ-tУ)·α·КЗ=800·(35-0)·0,0000118·1,3=0,429 м=429 мм;
max A=lНУ-lЗАХ=2,39-0,40=1,99 м.
После выполнения расчетов выполняются следующие операции:
выгружают в середину рельсовой колеи сварные рельсовые плети 1 и уравнительные рельсы 2, а в уравнительном пролете, примыкающем к началу рельсовой плети 1, соединяют накладками уравнительные рельсы 2 между собой и началом рельсовой плети 1 (см. фиг 1 и фиг.2);
разъединяют снятием стыковых накладок сменяемые рельсы 3 в начале и конце участка их смены, а также раскрепляют на этом участке связи сменяемых рельсов 3 с их основанием;
устанавливают в рабочее положение передвижное устройство 4 для сдвижки сменяемых рельсов 3 в середину колеи, а также передвижное устройство 5 для сдвижки из середины колеи и укладки в рабочее положение сварных рельсовых плетей 1 и уравнительных рельсов 2;
соединяют накладками уравнительные рельсы 2 с примыкающими к началу сварных рельсовых плетей 1 участками пути и закручивают гайки стыковых болтов нормативным усилием, закручивают нормативным усилием гайки промежуточных скреплений на участках λ1 длиной 13,6 м, примыкающих к началу сварной плети 1, и λ2 длиной 16,0 м в начале сварной плети 1 (см. фиг 3 и фиг.4), после чего приводят в движение транспортное средство, соединенное с передвижными устройствами 4 и 5 продольными связями 6, тем самым одновременно по обеим рельсовым нитям сдвигают сменяемые рельсы 3 в середину колеи, а сварные рельсовые плети 1 и уравнительные рельсы 2 - в рабочее положение (см. фиг 3 и фиг.4);
после укладки концов сварных рельсовых плетей 1 на основание, перемещение тяговой единицы и передвижных устройств 4 и 5 приостанавливают, и во время этой приостановки разрезают сменяемые рельсы в сечении I-I, перпендикулярном оси пути и отстоящем от конца сварной рельсовой плети на расстоянии А=0,429-1,29 м. (см. фиг 5 и фиг.6) и сдвигают отрезанные концы сменяемых рельсов 3 в положение, параллельное оси пути, а также прикрепляют к основанию отрезанные концы сменяемых рельсов 3 на длине λ3=29,6 м (см. фиг 5 и фиг.6).
После выполнения этих операций концы укладываемых рельсовых плетей 1 и сменяемые рельсы 3 по каждой рельсовой нити расположены на основании соосно и на расстоянии друг от друга, равном А, на котором возможно размещение натяжного устройства. Так как сменяемые рельсы 3 прикреплены к основанию, а укладываемые рельсовые плети 1 раскреплены, то при приложении к ним продольных сил удлиняться будет укладываемая рельсовая плеть 1.
Таким образом, выполненные операции создают все предпосылки для удлинения уложенной на основание пары рельсовых плетей 1 без укладки за сварной рельсовой плетью последующего участка, а с использованием сменяемых рельсов 3.
Далее по каждой рельсовой нити (одновременно или последовательно) закрепляют один из захватов натяжного устройства 7 за конец рельсовой плети 1, а другой его захват - за примыкающий к нему участок, каким является отрезанный конец сменяемых рельсов 3, расположенный соосно и находящийся на расстоянии А (см. фиг 5 и фиг.6);
затем натяжным устройством 7 прикладывают продольную силу к концу рельсовой плети 1, тем самым производят ее удлинение на расчетную величину ΔL=330 мм, после чего на конце сварной рельсовой плети, на ее участке λ4=29,6 м (см. фиг 5 и фиг.6) производят закручивание нормативным усилием гаек промежуточных скреплений;
далее снимают действие продольной силы, демонтируют натяжное устройство 7 и производят закручивание нормативным усилием гаек промежуточных скреплений на оставшемся участке ее длины.
Предлагаемый способ укладки рельсовых плетей может быть успешно применен на сети железных дорог России.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 2013 |
|
RU2541618C1 |
| Устройство для постановки рельсовых плетей бесстыкового пути, выгруженных внутри колеи, в расчетный интервал температур закрепления при замене ими инвентарных рельсов | 2024 |
|
RU2822565C1 |
| СПОСОБ УКЛАДКИ РЕЛЬСОВОЙ ПЛЕТИ БЕССТЫКОВОГО ПУТИ | 1998 |
|
RU2151833C1 |
| СПОСОБ ВЫГРУЗКИ-УКЛАДКИ РЕЛЬСОВЫХ ПЛЕТЕЙ | 1998 |
|
RU2131492C1 |
| СПОСОБ ЗАМЕНЫ ИНВЕНТАРНЫХ РЕЛЬСОВ НА ПЛЕТИ БЕССТЫКОВОГО ПУТИ С ОДНОВРЕМЕННОЙ ИХ ПОСТАНОВКОЙ В РАСЧЕТНЫЙ ИНТЕРВАЛ ТЕМПЕРАТУР ЗАКРЕПЛЕНИЯ | 2010 |
|
RU2450096C1 |
| Способ смены рельсовых плетей | 2019 |
|
RU2711455C2 |
| Способ укладки рельсовых плетей бесстыкового пути в кривых участках | 1986 |
|
SU1379395A1 |
| Способ монтажа рельсовой плети бесстыкового пути | 1983 |
|
SU1133323A1 |
| СПОСОБ УДЛИНЕНИЯ ПЛЕТЕЙ БЕССТЫКОВОГО ПУТИ | 2010 |
|
RU2453648C1 |
| СПОСОБ СТЫКОВКИ РЕЛЬСОВ РЕЛЬСОВОЙ КОЛЕИ | 2021 |
|
RU2771105C1 |

Изобретение относится к железнодорожному транспорту и может быть использовано при смене сварных рельсовых плетей бесстыкового пути с принудительным вводом их в требуемый температурный интервал при нерасчетных температурах. Согласно изобретению, в способе смены сварных рельсовых плетей после укладки конца сварной рельсовой плети на основание во время приостановки перемещения передвижных устройств, разрезают сменяемые рельсы в сечении, перпендикулярном оси пути и отстоящем от конца сварной рельсовой плети на расстоянии, определяемом по формуле, зависящей от расчетного удлинения рельсовой плети, и определяемого эмпирически коэффициента увеличения расчетного удлинения рельсовой плети. Далее сдвигают отрезанные концы сменяемых рельсов в положение, параллельное оси пути. Техническим результатом изобретения является повышение эффективности способа путем сокращения ресурсных затрат: уменьшения затрат труда и перерывов в движении поездов. 6 ил.
Способ смены рельсовых плетей, заключающийся в том, что выгружают в середину рельсовой колеи сварные рельсовые плети и уравнительные рельсы, и в уравнительном пролете, примыкающем к началу рельсовой плети, соединяют накладками уравнительные рельсы между собой и началом рельсовой плети, разъединяют снятием стыковых накладок сменяемые рельсы в начале и конце участка их смены, а также раскрепляют на этом участке связи сменяемых рельсов с их основанием, устанавливают в рабочее положение передвижное устройство для сдвижки сменяемых рельсов в середину колеи, а также передвижное устройство для сдвижки из середины колеи и укладки в рабочее положение сварных рельсовых плетей и уравнительных рельсов, соединяют связями оба передвижных устройства между собой и с тяговой единицей, движением транспортного средства одновременно по обеим рельсовым нитям сдвигают сменяемые рельсы в середину колеи, а сварные рельсовые плети и уравнительные рельсы - в рабочее положение и соединяют стыковыми накладками уравнительные рельсы с примыкающим к началу сварной рельсовой плети участком пути, закручивая гайки стыковых болтов нормативным усилием, закручивают нормативным усилием гайки промежуточных скреплений на следующих участках: участке пути длиной λ1, примыкающем к началу сварной плети, участке в начале сварной плети длиной λ2 и участке λ3, примыкающем к концу сварной рельсовой плети, причем длины указанных участков определяются по формулам λ1=(P-RH)/r+1, λ2=Р/r-λ1, λ3=Р/r,
где Р - усилие, необходимое для удлинения плети, кН, Р=α·Е·F·(tЗ-tУ);
RH - нормативное стыковое сопротивление продольному перемещению рельсов, кН, r - погонное сопротивление прикрепленных рельсов их продольному перемещению, кН/м, Е - модуль упругости рельсовой стали, Н/см2, F - площадь поперечного сечения рельса, см2, α - коэффициент температурного расширения рельсовой стали, tЗ - расчетная температура рельсов при закреплении плети на постоянный температурный режим, °С, tУ - температура сварной рельсовой плети в момент ее укладки, °С,
закрепляют один из захватов натяжного устройства за конец рельсовой плети, а другой его захват за участок, примыкающий к концу рельсовой плети, при помощи натяжного устройства, приложением продольной силы к концу рельсовой плети производят ее удлинение на расчетную величину, производят закручивание нормативным усилием гаек промежуточных скреплений, на концевом участке λ4 сварной рельсовой плети длиной λ4=Р/r, после чего снимают действие продольной силы, демонтируют натяжное устройство и производят закручивание нормативным усилием гаек промежуточных скреплений на оставшемся участке длины каждой сварной рельсовой плети, отличающийся тем, что после укладки конца сварной рельсовой плети на основание во время приостановки перемещения передвижных устройств разрезают сменяемые рельсы в сечении, перпендикулярном оси пути и отстоящем от конца сварной рельсовой плети на расстоянии А, определяемом по формуле А≥ΔL·КЗ, где ΔL - расчетное удлинение рельсовой плети, м, КЗ -определяемый эмпирически коэффициент увеличения расчетного удлинения ΔL, далее сдвигают отрезанные концы сменяемых рельсов в положение, параллельное оси пути.
| Правила и технология выполнения основных работ при текущем содержании пути | |||
| - М.: Транспорт, 1998, с.83, 89 | |||
| Способ монтажа рельсовой плети бесстыкового пути | 1983 |
|
SU1133323A1 |
| Устройство для радиотелефонной передачи | 1932 |
|
SU33583A1 |
| Способ укладки рельсовых плетей бесстыкового пути в кривых участках | 1986 |
|
SU1379395A1 |

