Изобретение относится к цветной металлургии, в частности к устройствам для подвода тока к печам.
Известно устройство для подвода тока к печи с солевым расплавом для подогрева и рафинирования магния (кн. Производство магния электролизом. - О.А.Лебедев. М.: Металлургия, 1988, стр.256), включающее футеровку, стальные электроды, установленные в футеровке печи. Электроды подключены к трансформаторам мощностью 485 кВА и предназначены для разогрева расплава.
Недостатком данного устройства является то, что в процессе эксплуатации печи происходит электрохимическое разрушение футеровки между стальными разнополюсными электродами и особенно в местах их установки. Это происходит за счет возникновения электропроводности футеровки вследствие ее пропитки расплавом хлоридов металлов. Появляется утечка тока через пропитанные слои футеровки, неравномерное распределение тока между электродами, замыкание электродов. Происходит разогрев футеровки и ее интенсивное разрушение. Это приводит к повышенному расходу электроэнергии, вытеканию расплава в местах установки электродов, сокращению срока службы печи в целом.
Известно устройство для подвода тока к ванне с солевым обогревом (А.С. СССР №420862, опубл. 25.03.1974, бюл.11), по количеству общих признаков принятое за ближайщий аналог-прототип и включающее горизонтальный металлический электрод с фланцем, установленные в футеровку печи, тепловую изоляцию и уплотняющую набивку, при этом фланец выполнен в виде коробки, наружная часть которой имеет развитую поверхность охлаждения в виде ребер. Фланец открыт в сторону расплава и его внутренняя поверхность заполнена тепловой изоляцией. Предлагаемое устройство устраняет вытекание расплава и увеличивает срок службы ванны не менее чем в два раза за счет того, что фланец в виде коробки с уплотняющей набивкой является ловушкой для расплавленной соли. Проникающая по телу электрода в коробку расплавленная соль застывает в ней, чему способствуют также ребра, увеличивающие поверхность охлаждения.
Недостатком данного устройства является то, что оно предусматривает защиту от течи расплава через электрод на выходе его из футеровки печи, т.е. в районе кожуха. Однако данная конструкция не устраняет основного недостатка - электрохимического разрушения футеровки по всей длине установки металлического электрода в футеровке между разнополюсными электродами, что и приводит к образованию течи через устройство, снижается срок его службы, увеличивается расход электроэнергии. Процесс идет с нарушениями технологического режима.
Технический результат направлен на устранение недостатков прототипа и позволяет за счет герметичности заделки электрода в футеровке печи снизить утечку тока с электрода через пропитанную расплавом футеровку между разнополюсными электродами. За счет этого повысится надежность эксплуатации солевой печи и уменьшаются аварийные ситуации, связанные с разрушением футеровки печи. Все это позволит увеличить срок службы печи в несколько раз и уменьшить затраты на ремонт печи.
Технический результат достигается тем, что предложено устройство для подвода тока к печи с солевым расплавом для подогрева и рафинирования магния, содержащее теплоизолированный кожух печи, футеровку, в которой размещен металлический электрод с установленным с торца электрода коробчатым кессоном, новым является то, что оно снабжено защитным огнеупорным блоком разной толщины, размещенным на наружной поверхности электрода на всю величину заделки электрода и кессона в футеровку печи, а кессон выполнен в виде двух полых емкостей, сообщающихся между собой в нижней части с образованием в верхней части зазора, в котором жестко размещен электрод, при этом на одной емкости выполнен патрубок для ввода хладагента, а на другой емкости - патрубок для вывода хладагента.
Кроме того, защитный огнеупорный блок состоит из трех слоев разной толщины: толщина слоя между солевым расплавом и средней частью огнеупорного блока равна 1/2 толщины электрода, толщина слоя средней части огнеупорного блока равна толщине электрода, а толщина слоя от средней части огнеупорного блока до охлаждающего кессона равна двум величинам толщины электрода.
Кроме того, огнеупорный блок выполнен из электроизоляционного материала, например фторфлогопита или керамобетона.
Выполнение на электроде защитного огнеупорного блока разной толщины позволяет установить устройство для подвода тока герметично в футеровке печи и тем самым ликвидируются сквозные кладочные швы по толщине футеровки. Течь расплава через устройство исключается, что позволяет увеличить срок службы и снизить затраты на электроэнергию.
Выполнение кессона из двух полых емкостей с перемычкой, между которыми размещен электрод, позволяет исключить образование токов Фуко, исключить разогрев кессона и тем самым увеличить срок службы и снизить затраты на электроэнергию.
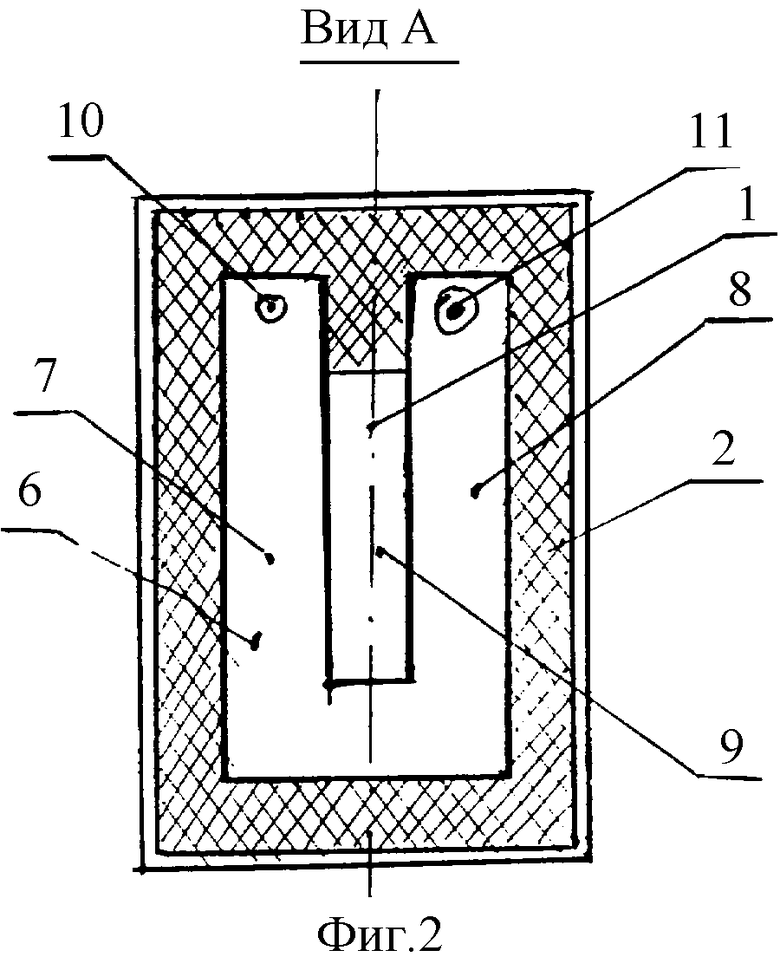
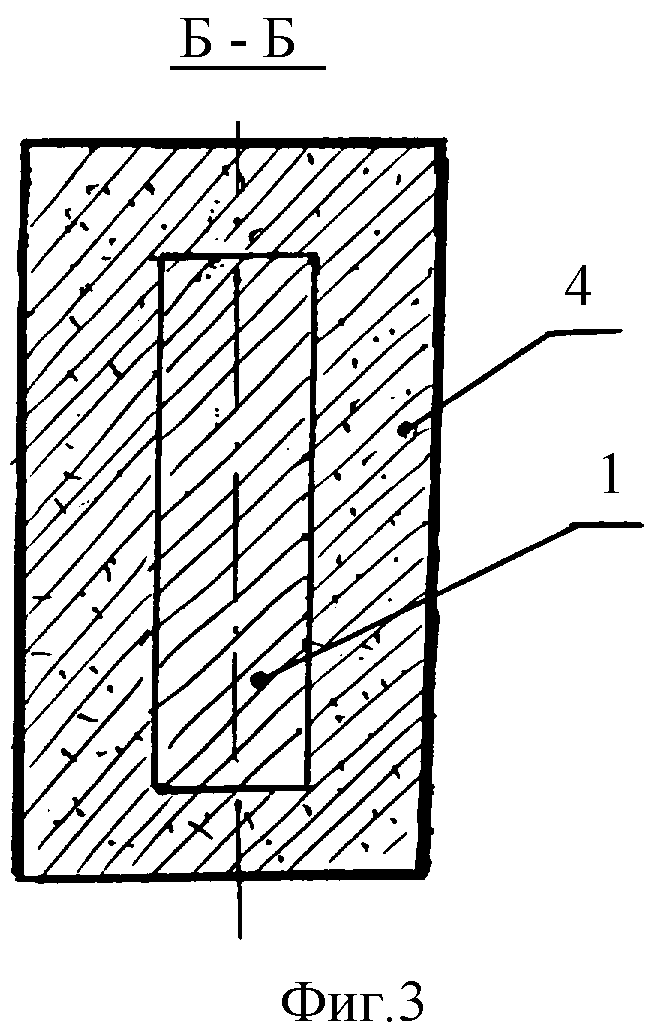
На фиг.1 показан общий вид устройства для подвода тока к печи, на фиг.2 - вид А сбоку, на фиг.3 - разрез Б-Б.
Устройство включает металлический электрод 1, на наружной поверхности которого выполнен защитный огнеупорный блок 2 разной толщины, так, на участке 3 между расплавом и серединой футеровки толщина слоя равна 1/2 толщины электрода, на участке 4 от середины футеровки до теплоизоляции кожуха равна толщине электрода, а на участке 5 от основной футеровки до охлаждающего кессона равна двум величинам толщины электрода, кессона 6, выполненного из двух полых емкостей 7 и 8, соединенных между собой в нижней части, в верхней части емкости образуют зазор 9, в котором жестко размещен металлический электрод. На одной из полой емкости размещен патрубок 10 для ввода хладагента, на другой емкости - патрубок 11 для вывода хладагента.
Пример работы устройства.
Предварительно на металлическом электроде 1 в форме пластины толщиной, например 8 мм, приваривают с двух сторон кессон, выполненный из двух полых емкостей 7 и 8 с зазором 9, сообщающихся между собой внизу, с патрубками 10 и 11 для ввода и вывода хладагента, например воды. Затем готовую металлоконструкцию укладывают в форму для заливки огнеупорного блока 2, используя в качестве материала керамобетон или фторфлогопит, обладающие высокими электроизоляционными свойствами. Форма для заливки огнеупорного блока 2 выполнена разной толщины, так, на участке 3 между расплавом и серединой футеровки толщина слоя равна 1/2 толщины электрода (что соответствует 40 мм), на участке 4 от середины футеровки до теплоизоляции кожуха равна толщине электрода (что соответствует 80 мм), а на участке 5 от основной футеровки до охлаждающего кессона равна двум величинам толщины электрода (что соответствует 160 мм). Готовое устройство сушат до температуры 300°С и устанавливают в футеровку печи. Для создания герметичности заделки огнеупорного блока 2 в футеровке печи швы обмазывают кладочным химически стойким раствором. После окончания монтажа печи, например печи для рафинирования магния, производится сушка и разогрев футеровки печи при температуре не ниже 500°С, подключают электроды к трансформатору. В слоях футеровки, смежных с расплавом и электродом, образуется зона высоких температур солевого расплава, который пропитывает близлежащие слои футеровки. В шахту печи заливают в количестве 20 тонн солевой расплав состава, мас.%: 10 MgCl2, 10 BaCl2, 30 NaCl2, 50 KCl, который служит для подогрева и рафинирования магния. На поверхность солевого расплава через патрубок заливают вакуум-ковшом магний, отстаивают при температуре 700-730°С в течение 30 минут. Из магния осаждаются твердые примеси в виде оксидов, хлоридов, фторидов железа и др. примесей. После отстоя магний через патрубок выгружают из печи. В процессе рафинирования магния на дне печи скапливается шлам, который периодически извлекают с помощью грейферного устройства через центральную шахту печи. При этом электрический ток между разнополюсными электродами проходит только через солевой расплав, так как устройство для подвода тока обладает электроизоляционными свойствами, герметично заделано в футеровке за счет ступенчатой формы огнеупорного блока 2, что предохраняет от течи расплава и за счет охлаждения металлического электрода хладагентом в кессоне устанавливается необходимая температура в районе кожуха.
Таким образом, предложенное устройство для подвода тока к печи позволяет за счет герметичности заделки электрода в футеровке печи снизить утечку тока с электрода через футеровку. За счет этого повысится надежность эксплуатации солевой печи и уменьшаются аварийные ситуации, связанные с проникновением солевого расплава к кожуху печи. Все это также позволит увеличить срок службы печи с 24 месяцев до 48 месяцев и уменьшить затраты на электроэнергию на 30 кВт·ч/т магния.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ И ПРИГОТОВЛЕНИЯ МАГНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2273673C1 |
| ПЕЧЬ ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ | 2004 |
|
RU2283886C1 |
| ПЕЧЬ ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ | 1978 |
|
SU664003A1 |
| Печь с солевым обогревом | 1984 |
|
SU1259086A1 |
| ИНТЕНСИФИЦИРОВАННЫЙ ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ И ХЛОРА | 1995 |
|
RU2092618C1 |
| СПОСОБ ОБОГАЩЕНИЯ ТИТАНСОДЕРЖАЩЕГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2202639C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТИТАНОВЫХ ШЛАКОВ В РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 2022 |
|
RU2779575C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ОГНЕУПОРНЫХ БЛОКОВ ДЛЯ АГРЕГАТОВ ТИТАНО-МАГНИЕВОГО ПРОИЗВОДСТВА | 2003 |
|
RU2244043C1 |
| ГОРИЗОНТАЛЬНАЯ ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА | 2007 |
|
RU2355778C1 |
| ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 2015 |
|
RU2598421C1 |
Изобретение относится к цветной металлургии, в частности к устройствам для подвода тока к ванне печи с солевым обогревом. Устройство снабжено защитным огнеупорным блоком разной толщины, размещенным на наружной поверхности электрода на всю величину заделки электрода и кессона в футеровку печи, кессон выполнен в виде двух полых емкостей, сообщающихся между собой в нижней части, с образованием в верхней части зазора, в котором жестко размещен электрод, при этом на одной емкости выполнен патрубок для ввода хладагента, а на другой емкости - патрубок для вывода хладагента. Кроме того, защитный огнеупорный блок состоит из трех слоев разной толщины: толщина слоя между солевым расплавом и средней частью огнеупорного блока равна 1/2 толщины электрода, толщина слоя средней части огнеупорного блока равна толщине электрода, а толщина слоя от средней части огнеупорного блока до охлаждающего кессона равна двум величинам толщины электрода. Огнеупорный блок выполнен из электроизоляционного материала, например фторфлогопита или керамобетона. Изобретение позволяет за счет герметичности заделки электрода в футеровке печи снизить утечку тока с электрода через пропитанную расплавом футеровку между разнополюсными электродами, а также повысить надежность эксплуатации солевой печи и уменьшить аварийные ситуации, связанные с разрушением футеровки печи, что позволит увеличить срок службы печи в несколько раз и уменьшить затраты на ремонт печи. 2 з.п. ф-лы, 3 ил.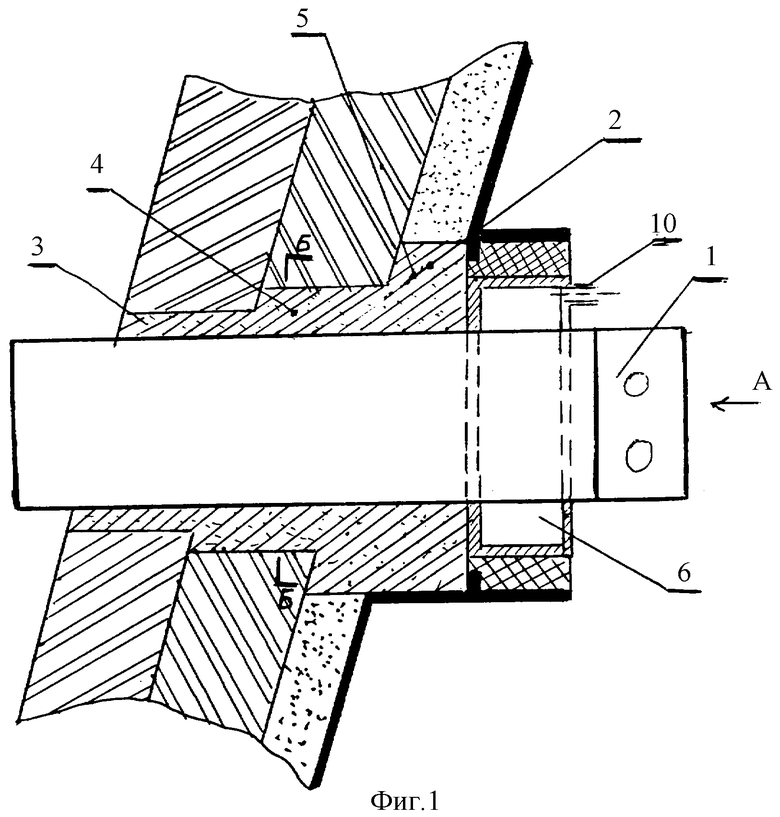
| УСТРОЙСТВО ДЛЯ ПОДВОДА ТОКА К ВАННЕ С СОЛЕВЫМ ОБОГРЕВОМ | 1972 |
|
SU420862A1 |
| SU 1103601 A1, 10.05.1999 | |||
| Электродный контактный узел электролизеров для получения легких металлов | 1976 |
|
SU616348A1 |
| Переносный прибор для развертывания подшипников передней бабки токарных и тому подобных станков | 1938 |
|
SU54527A1 |
| СЕМЯПРОВОД ПНЕВМАТИЧЕСКОЙ СЕЯЛКИ | 2002 |
|
RU2216900C1 |
| US 4308116 A, 29.12.1981 | |||
| ПАТОН Б.Е | |||
| и др | |||
| Один из путей энергосбережения в производстве магния | |||
| Цветные металлы, 2004, №6, с.90-93. | |||

