Изобретение относится к цветной металлургии, а именно к производству магния, в частности к плавлению, рафинированию магния и приготовлению сплавов на основе магния.
Известно устройство для приготовления магниевых сплавов (кн. Металлургия магния и других легких сплавов. - М.А.Эйдензон. - изд. М.: Металлургия, 1974. - стр.138; кн. Металлургия магния. - Х.Л.Стрелец, А.Ю.Тайц, Б.С.Гуляницкий. - М.: Госиздат, 1960, стр.455-456), выполненное в виде шахтной тигельной электрической печи сопротивления, состоящей из стального кожуха, футерованного внутри теплоизоляционным и огнеупорным слоями. Футеровка образует цилиндрическую шахту, в которую устанавливают стальной тигель с фланцем. Нихромовые спиральные нагреватели устанавливают в пазы, сделанные в огнеупорной футеровке шахты печи.
Недостатком является то, что производительность печи незначительная, так как емкость тигля очень низкая.
Известно устройство для рафинирования и приготовления сплавов магния (а.с.СССР №384939, опубл.29.05.73, бюл.25), состоящее из печи сопротивления, содержащей кожух, огнеупорную футеровку и спиральные нагреватели, уложенные в ниши и выполненные с опорными консолями, при этом ниши нагревателей выполнены с зазорами, образующими симметрично расположенные по высоте шахты печи вертикальные пазы. Тигель снабжен фланцем и установлен этим фланцем на футеровку в шахту печи, а сверху печь закрыта крышкой.
Недостатком данного устройства является то, что огнеупорная кладка печи быстро выходит из строя, что приводит к частым ремонтам печи и низкой производительности печи.
Известно устройство для рафинирования магния и приготовления магниевых сплавов (кн. Электролитическое производство магния. - Г.С.Смаглин. - М.: Металлургия, 1965. - стр. 112-113), по количеству общих признаков принятое за ближайший аналог-прототип и включающее электрическую печь сопротивления, выполненную в виде шахты с нагревателями, в которую установлен тигель с фланцем. Печь состоит из цилиндрического стального кожуха с теплоизоляционным и огнеупорным слоями, сверху над футеровкой уложена чугунная кольцевая плита, на которую устанавливают фланцем тигель. На кольцевую плиту укладывают шамотобетонные камни. Для уменьшения теплопотерь тигель в печи закрывают футеровочной крышкой на рычаге с противовесом. В качестве теплоизоляционного слоя использован диатомит, в качестве огнеупорного - шамотный кирпич, причем кладку кирпича осуществляют таким образом, чтобы на внутреннем слое образовались ниши для установки в них спиральных нагревателей.
Недостатком данного устройства является то, что огнеупорная кладка печи из-за выгорания ниш быстро выходит из строя, что приводит к частым ремонтам печи и низкой ее производительности. Кроме того, нагреватели часто выходят из строя, вызывая короткое замыкание в цепи, что приводит также к частым остановкам печи и затратам на замену электронагревателей. Наличие ниш в кладке печи также приводит к их дополнительному прогреву, что приводит к дополнительным потерям тепла с поверхности кожуха и тем самым к увеличению расходу электроэнергии. Наличие большого количества кладочных швов увеличивает монтаж футеровки печи.
Технический результат направлен на устранение недостатков прототипа и направлен на увеличение срока службы футеровки и нагревателей устройства, уменьшение времени монтажа футеровки печи и тем самым на повышение производительности устройства и экономию электроэнергии.
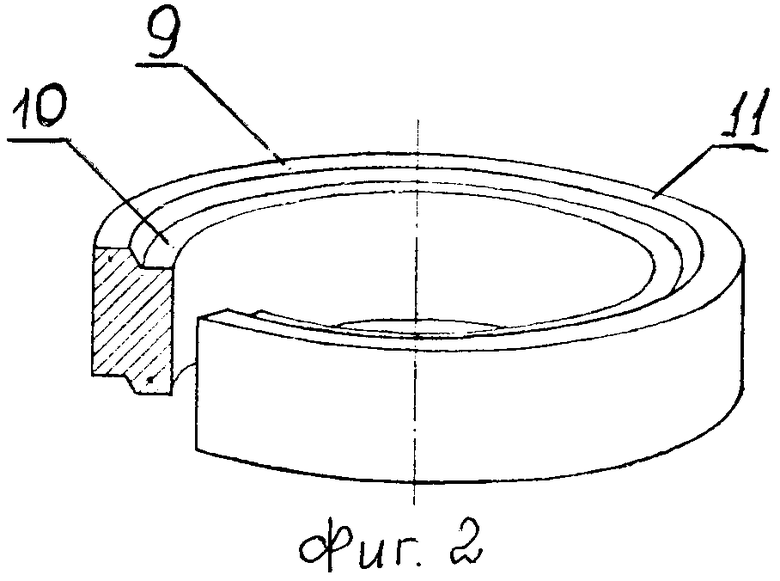
Технический результат достигается тем, что предложено устройство для рафинирования магния и приготовления магниевых сплавов, содержащее печь, выполненную в виде шахты с кожухом, футерованным теплоизоляционным и огнеупорным слоями, нагревателей, тигля с фланцем, опорного кольца и крышки, в котором огнеупорный слой по высоте шахты печи выполнен из отдельных съемных цилиндрических блоков, соединенных между собой по типу шип-паз и снабженных выступом с внешней стороны верхней части торца и пазом с внутренней стороны нижней части торца.
Кроме того, съемный блок выполнен цельным. Кроме того, съемный блок выполнен из полуколец.
Кроме того, полукольца съемного блока соединены между собой креплением паз-паз и закреплены кладочным раствором.
Кроме того, съемный блок выполнен из высокопрочного, химически и термически стойкого огнеупорного материала, например керамобетона или фторфлогопита.
Кроме того, теплоизоляционный слой выполнен из базальтовых плит. Кроме того, соотношение ширины огнеупорного и теплоизоляционного слоев равно 1:1,5.
Кроме того, нагреватели выполнены зигзагообразными.
Кроме того, нагреватели прикреплены к съемным блокам по всей высоте шахты печи.
Выполнение огнеупорного слоя печи из съемных цилиндрических блоков позволяет уменьшить время монтажа печи и увеличить срок ее службы.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными (идентичными) всем существенным признакам изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном устройстве для рафинирования магния и приготовления магниевых сплавов, изложенных в пунктах формулы изобретения. Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного устройства. В результате поиска не обнаружено новых источников, которые вытекают явным образом для специалиста, и из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований для достижения технического результата - повышение срока службы и производительности устройства для рафинирования магния и приготовления магниевых сплавов. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
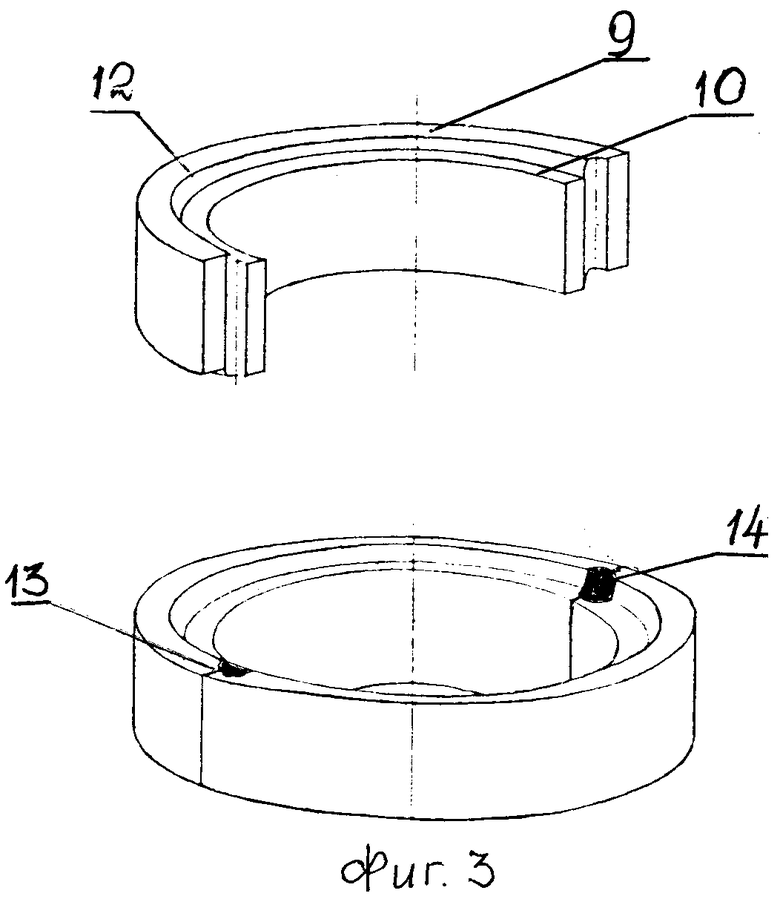
На фиг.1 выполнено устройство для рафинирования магния и приготовления магниевых сплавов, на фиг.2 - сплошной съемный блок, на фиг.3 - съемный блок, выполненный из полуколец соединением паз-паз.
Устройство выполнено из печи 1 с шахтой 2, зигзагообразными нагревателями 3, металлического кожуха 4 с теплоизоляционным слоем 5, огнеупорным слоем 6, выполненным из цилиндрических съемных блоков 7, соединенных между собой типа шип-паз 8 и снабженных выступом 9 с внешней стороны верхней части торца и пазом 10 с внутренней стороны нижней части торца, при этом блоки выполнены цельными 11 или в виде полуколец 12, а кольца соединены между собой по типу паз-паз 13 и скреплены кладочным раствором 14 в виде тигля 15 с фланцем 16, опорного кольца 17, крышки 18.
Устройство работает следующим образом. Монтаж печи производят следующим образом. В металлический кожух 4 на подине укладывают слой из шамотного кирпича с выступами под установку цилиндрических съемных блоков 7, которые готовят заранее из высокопрочного, химически и термически стойкого огнеупорного материала, например керамобетона или фторфлогопита, цельными 11 или в виде полуколец 12. Блоки соединяют между собой выступами 9 и пазами 10 по типу шип-паз 8, образуя шахту 2. В зазор между кожухом 4 и съемными блоками 7 устанавливают базальтовые теплоизоляционные плиты, образуя теплоизоляционный слой 5. В шахту 2 на съемные блоки 7 навешивают на специальные крючки нихромовые зигзагообразные нагреватели 3. Поверх съемных блоков 7 устанавливают на опорное кольцо 17 с помощью фланца 116 тигель 15.
В тигель 15 печи 1 загружают вакуум ковшом магний. При достижении температуры металла 700-710°С в тигель устанавливают прогретую докрасна мешалку. После включения мешалки в металл загружают небольшими порциями просушенную смесь титанового плава и флюса в соотношении 1:1 и производят перемешивание в течение 20-25 минут. По окончании перемешивания мешалку удаляют и металл отстаивают 20-30 минут. Затем отбирают пробы и направляют металл на процесс литья.
Для приготовления сплавов, например марки ММ-2, в тигель 15 заливают магний, для защиты от горения поверхность металла присыпают флюсом. Затем в тигель 15 устанавливают прогретую мешалку и вводят небольшими порциями легирующий компонент - марганец смешанный с флюсом 1:1, перемешивают. Отбирают пробу на анализ, и затем подают сплав на литье.
Таким образом, предложенное устройство позволяет в период его эксплуатации исключить ремонт футеровки, исключить простои печи и дополнительные затраты электроэнергии на разогрев печи. Это позволить увеличить срок полезного использования устройства на 15%, снизить расход огнеупоров, затраты на капитальный ремонт печи, снизить расход электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ И ПРИГОТОВЛЕНИЯ МАГНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2260067C1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА ТОКА К ПЕЧИ С СОЛЕВЫМ РАСПЛАВОМ ДЛЯ ПОДОГРЕВА И РАФИНИРОВАНИЯ МАГНИЯ | 2006 |
|
RU2327823C2 |
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ СЛИТКОВ И ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2222756C1 |
| ПЕЧЬ ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ | 2004 |
|
RU2283886C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ОГНЕУПОРНЫХ БЛОКОВ ДЛЯ АГРЕГАТОВ ТИТАНО-МАГНИЕВОГО ПРОИЗВОДСТВА | 2003 |
|
RU2244043C1 |
| ИНТЕНСИФИЦИРОВАННЫЙ ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ МАГНИЯ И ХЛОРА | 1995 |
|
RU2092618C1 |
| ЭЛЕКТРИЧЕСКИЙ МИКСЕР | 2005 |
|
RU2306511C2 |
| Газовая тигельная печь | 2020 |
|
RU2754257C1 |
| Газовая тигельная печь | 2019 |
|
RU2717752C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225578C1 |
Изобретение относится к цветной металлургии, а именно к производству магния, в частности к плавлению, рафинированию магния и приготовлению сплавов на основе магния. Предложено устройство для рафинирования магния и приготовления магниевых сплавов, содержащее печь, выполненную в виде шахты с кожухом, футерованным теплоизоляционным и огнеупорным слоями, нагревателей, тигля с фланцем, опорного кольца и крышки, в котором огнеупорный слой по высоте шахты печи выполнен из отдельных съемных цилиндрических блоков, соединенных между собой по типу шип-паз и снабженных выступом с внешней стороны верхней части торца и пазом с внутренней стороны нижней части торца. Съемный блок выполнен цельным. Съемным блок выполнен из полуколец. Полукольца блока соединены между собой креплением паз-паз и закреплены кладочным раствором. Блок выполнен из высокопрочного, химически и термически стойкого огнеупорного материала, например керамобетона или фторфлогопита. Теплоизоляционный слой выполнен из базальтовых плит. Соотношение ширины огнеупорного и теплоизоляционного слоев равно 1:1,5. В качестве нагревателей использованы зигзагообразные нагреватели. Нагреватели прикреплены к огнеупорному блоку по всей высоте шахты печи, обеспечивается увеличение срока службы футеровки и нагревателей устройства, повышение его производительности и экономия электроэнергии. 8 з.п. ф-лы, 3 ил.
| СМАГИН Г.С | |||
| Электролитическое производство магния | |||
| - М.: Металлургия, 1965, с.112-113 | |||
| Тигель для рафинирования металлов | 1976 |
|
SU564504A1 |
| ПЕЧЬ ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ | 2002 |
|
RU2222623C1 |
| US 4385931 А, 31.05.1983 | |||
| Регулятор уровня масла в картере дизеля судна | 1984 |
|
SU1270751A1 |

