Изобретение, в общем случае, относится к широкому разделу промышленности, связанному с потреблением электрической энергии, в частности, узлам токоподвода электрических установок большой мощности и, конкретно, может быть использовано в анодной и катодной ошиновках электролизеров для производства алюминия.
Известен токоведущий компенсатор коротких сетей электропечей (см. Струнский Б.М. Короткие сети электропечей. Москва, 1962, с.277-281), который состоит из пакета плоских металлических полос-шин и массивных медных контактных пластин-клемм, приваренных сваркой плавлением по концам пакета. К недостаткам известного компенсатора следует отнести низкие электропроводность и прочность из-за дефектов в сварном шве.
Известен (см. а.с. 683115, В23К 19/00, 1979) способ изготовления токоведущих компенсаторов коротких сетей электрических печей, в котором контактные пластины-клеммы получают из металлических полос-шин пакета путем сварки взрывом металлических полос-шин пакета по периферии. К недостаткам известного компенсатора следует отнести ограниченную площадь контакта пластин-клемм и металлических полос. Данное ограничение для некоторых типов компенсаторов приводит к потере тока на границе контакта из-за увеличения электрического сопротивления. К недостаткам компенсатора следует также отнести сложность его изготовления сваркой взрывом при количестве металлических полос в пакете более 30 шт. и практическую невозможность изготовления при возрастании количества металлических полос в пакете более 60 шт., особенно из материалов с низкой температурой плавления, например, из алюминия.
Из патента РФ №2075551, 6 С25С 3/08, 1992 известен гибкий токоподвод, используемый в катодных ошиновках алюминиевых электролизеров, состоящий из набора металлических, например, алюминиевых полос, объединенных в пакет типа «гибкая шина» и контактных пластин-клемм, присоединенных по концам.
К недостаткам конструкции следует отнести то, что клемма соединена со всем концом гибкого пакета-шины только по наружной поверхности и не обеспечивает индивидуальный прямой необходимый контакт каждой металлической полосы, входящей в пакет, между собой и с контактной пластиной-клеммой. Как следствие, это приводит к перетеканию и потерям тока между металлическими полосами пакета-шины и по всей площади контакта клемма-шина из-за повышения сопротивления в зоне контакта.
Наиболее близок предлагаемому изобретению патент РФ №2085624, 6 С25С 3/16, H01R 4/62, 1993, в котором гибкий токоподвод состоит из токоподводящей шины, выполненной в виде пакета из гибких алюминиевых полос с приваренными по концам пакета биметаллическими медно-алюминиевыми наконечниками.
К недостаткам такого токоподвода следует отнести то, что в зоне повышенной температуры от 100 до 500°С, что характерно для зоны контакта шина-блюмс катодной секции электролизера большой мощности, резко ухудшается биметаллическое соединение алюминия с медью в наконечнике шины. Возможно образование интерметаллидов в зоне соединения, их рост, частичное расплавление алюминия с последующим разрушением и резким возрастанием при этом электросопротивления внутри наконечника и на контакте блюмс-наконечник гибкого токоподвода.
К недостаткам можно отнести также и то, что поперечное сечение наконечника выбрано равным поперечному сечению шины. Это условие ограничивает площадь контакта каждой полосы с наконечником. При выполнении соединения с таким ограничением из полос и пластин разных материалов возможно в процессе эксплуатации увеличение электрического сопротивления в соединении с последующей потерей тока в целом по электролизеру.
Известен (см. патент РФ №2074074, 6 В23К 20/08, 1992) способ сварки взрывом тонколистовых заготовок, при котором осуществляют сборку заготовок в пакет с нанесением защитного слоя, размещением заряда взрывчатого вещества и инициированием последнего. По данному способу весь пакет сваривают в монолитную заготовку без гибкого участка.
Известен способ сварки взрывом (см. а.с. №461581, В23Р 3/09, 1973), предусматривающий сборку пакета листовых заготовок с зазором между ними, установку пластины с зарядом взрывчатого вещества на торец пакета под углом к его поверхности и инициирования заряда взрывчатого вещества. Данный способ позволяет получить только многослойный материал на торцах за счет их плакирования.
Также известен способ изготовления компенсаторов коротких электрических печей (см. а.с. №683115, В23К 19/00, 1976), при котором собирают пакет из плоских металлических шин и на его концах получают массивные контактные пластины из металлических шин пакета путем их сварки взрывом по периферии. К недостаткам следует отнести ограниченность в получении площади контакта каждой металлической шины с массивной контактной пластиной - площадью поперечного сечения металлической шины. К недостаткам способа следует отнести также ограниченность количества свариваемых взрывом металлических шин, особенно из полос, выполненных из металлов с низкой температурой плавления. При сварке взрывом более 50 полос энергии для образования соединения в нижних пластинах недостаточно, а в верхних с избытком, приводящим к расплавлению пластин и частичному разрушению пакета в целом в зоне сварки взрывом.
Наиболее полно предлагаемому изобретению соответствует (см. а.с. №1037505, 3 В23К 20/08, 1982) способ получения многослойного материала, в котором листы собирают в пакет, путем последовательного смещения, обеспечивая возможность локального плакирования каждого листа вдоль кромок, образующих торец.
К недостаткам известного способа сварки взрывом следует отнести то, что способ не позволяет сохранить пакет заготовок с плакированными торцами, а позволяет получать только плакировку по одной торцевой части листа.
Изобретение, касающееся гибкого токоподвода, решает следующую задачу: устранение потерь электрического тока в электроустановках большой мощности, способных работать при температуре от 100 до 500°С без потерь на внешних и внутренних контактах токоподвода.
Поставленная задача решается за счет того, что конструкция гибкого токоподвода выполнена в виде электрической цепи из двух и более пакетов, соединенных между собой по контактным поверхностям наконечников, причем чередующиеся пакеты набраны из полос разных металлов, а наконечник выполнен из металла с меньшим удельным электрическим сопротивлением, чем у металлов полос, и при этом в зоне повышенной температуры располагают пакет, в котором полосы набраны из металлов с большей температурой плавления, чем в последующем пакете. Внутри каждого пакета контактная поверхность наконечников выполнена в виде пластины, приваренной непосредственно к каждой полосе пакета по площади, большей площади поперечного сечения полосы, и каждая последующая полоса в пакете по концам сварена с предшествующей по площади, превышающей площадь поперечного сечения полосы.
Изобретение, касающееся способа изготовления гибкого токоподвода, решает следующие задачи: обеспечение локальной сварки взрывом собранного из гибких металлических полос пакета по его концам с образованием качественного соединения метаемой пластины с неограниченным количеством гибких металлических полос и сваркой по концам каждой предшествующей полосы с последующей и метаемой пластиной по площадям, превышающим площади поперечного сечения полос, сохранение целостности всего пакета и гибкости пакета в его центральной части.
Задачи решаются тем, что:
- пакет собирают из полос одного размера путем укладки с последовательным смещением по длине каждой последующей полосы относительно предшествующей на величину Δl≥2а с образованием на каждой предшествующей полосе плоскости выступа с площадью F′≥ΔBB≥2а·b, а по концам пакета двух параллельных скосов под углом α≤45° к длине пакета, из последовательных выступов, с общей площадью всех выступов в каждом скосе F″≥2a·b·n. Метаемую полосу устанавливают параллельно скосу, а заряд взрывчатого вещества инициируют в направлении поперек пакета,
где Δl - шаг смещения полос при укладке в пакет;
а - толщина полосы;
b - ширина полосы;
F′ - площадь выступа полосы в пакете;
α - угол концевых скосов пакета;
F″ - общая площадь всех выступов в каждом скосе;
n - количество полос в пакете.
Далее пакет собирают из полос последовательно уменьшающейся длины путем укладки на предшествующую длинную полосу, относительно ее оси симметрии по длине, полосу меньшей длины с образованием по концам пакета симметричных скосов, причем каждая последующая полоса меньше предшествующей по длине, как минимум, на 4а, где а - толщина полосы.
Метаемую пластину выбирают толщиной h>а,
где h - толщина метаемой пластины,
а - толщина полосы в пакете.
При h≤а пакет будет разваливаться после сварки взрывом на исходные металлические полосы за счет обрезания метаемой пластины о торец металлической полосы.
Пакет собирают из полос любой длины, а скосы формируют после сборки пакета путем механической обработки, например, фрезерованием.
Пакет по центру стягивают с ликвидацией зазоров между полосами в центральной части пакета и образованием гарантированного зазора между полосами на скосах по краям пакета. Зазор между полосами на скосах пакета необходим для сварки между собой полос по краям, а скос - для сварки полос с метаемой пластиной.
В пакете на каждой предшествующей полосе устанавливают материал, препятствующий сварке только в центральной части полосы, исключая краевые участки длиной С>2Δl>4а,
где С - длина краевой части полосы без материала, препятствующего сварке;
Δl - шаг смещения полос при укладке в пакет;
а - толщина полосы.
Предлагаемые изобретения поясняются графическим материалом.
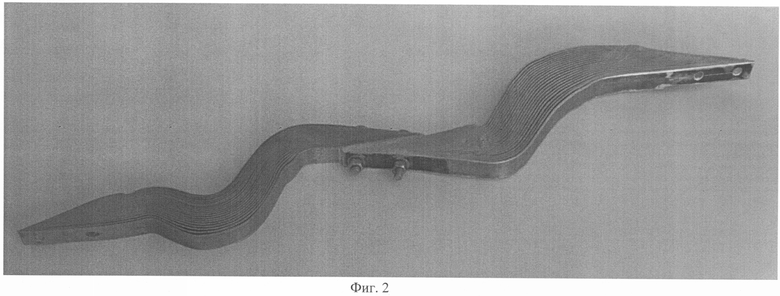
На фиг.1 и 2 изображен общий вид гибкого токоподвода.
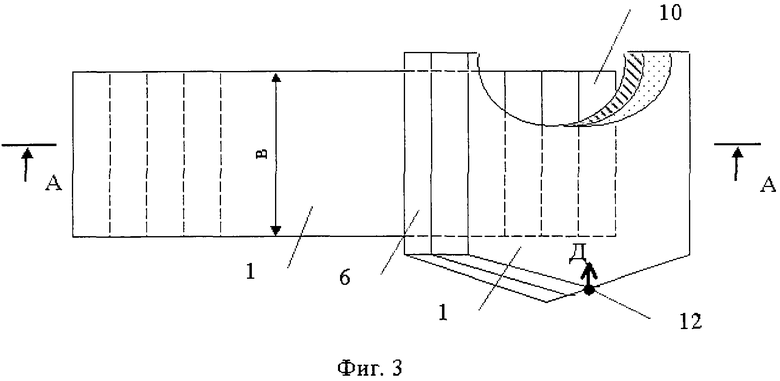
На фиг.3 изображен (вид сверху) пакет с метаемой пластиной, зарядом взрывчатого вещества и детонатором. Д - скорость детонации заряда, направленной поперек пакета.
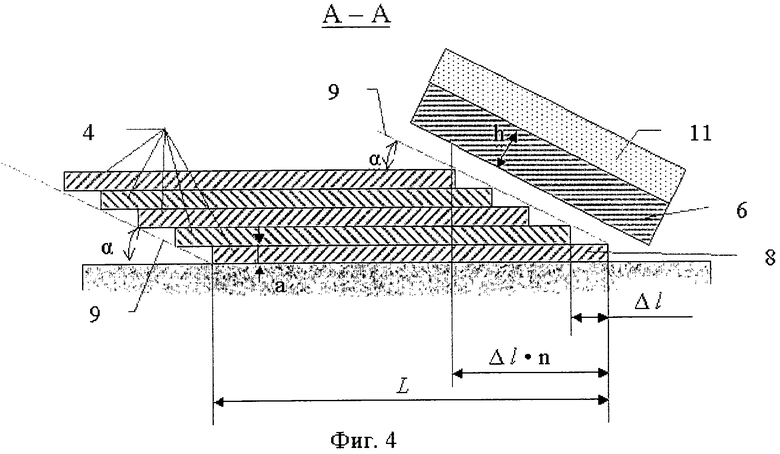
На фиг.4 изображено сечение фиг.3 по А-А, гибкие металлические полосы толщиной а, уложены друг на друга со смещением и образуют скосы под углом α к длине полос. Метаемая пластина толщиной h, причем h>а.
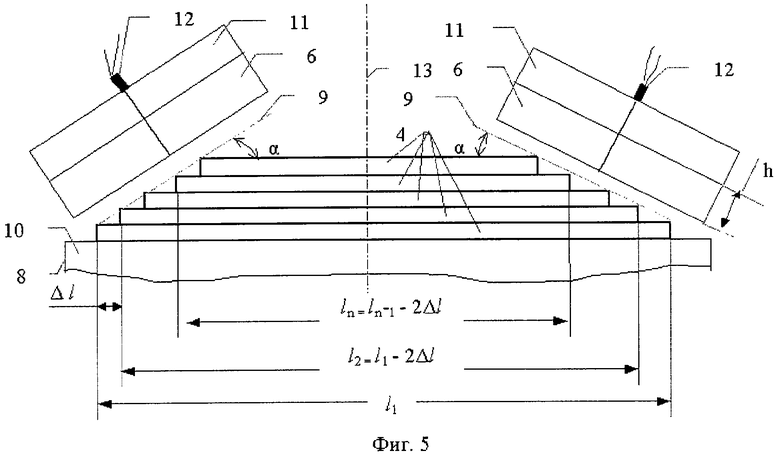
На фиг.5 изображен пакет, собранный из полос с симметричными скосами под углом α, а также метаемые пластины с зарядом ВВ и детонаторами.
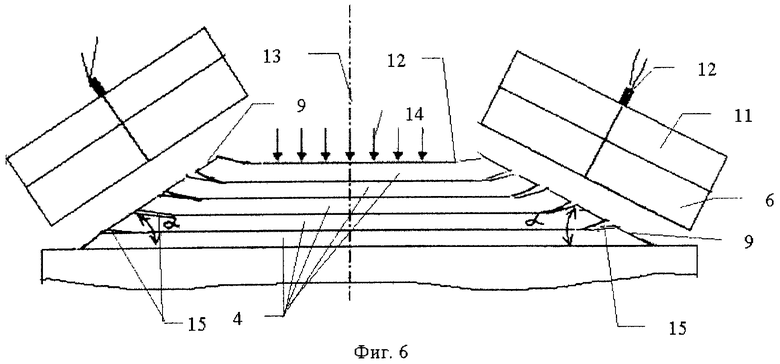
На фиг.6 изображен пакет, собранный из полос с симметричными скосами под углом α, полученными фрезерованием. Пакет стянут по оси с распределенным усилием с образованием зазоров по краям пакета и без зазора по центру пакета. Метаемые пластины с зарядом ВВ и детонатором установлены с зазором над скосами.
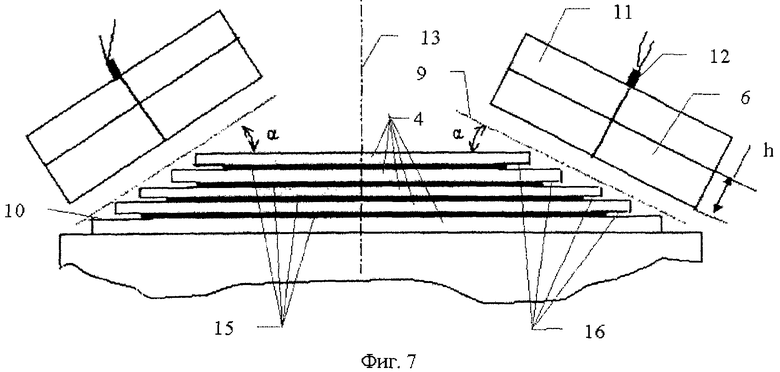
На фиг.7 изображен пакет, собранный из металлических полос со смещениями и скосами под углом α. В центральной части пакета между полосами установлен материал, препятствующий сварке, а по краям пакета между полосами обеспечен зазор длиной С≥Δl≥4а. Метаемая пластина с зарядом ВВ и детонаторами установлены с зазором над скосами.
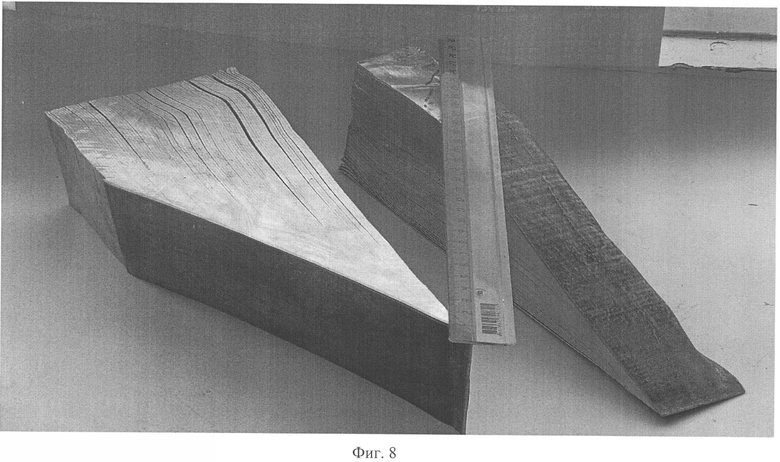
На фиг.8 изображен фрагмент рабочей алюминиевой ошиновки, сваренной взрывом, количество гибких полос 74 шт.
Гибкий токоподвод (см. фиг.1, 2) состоит из двух и более пакетов 1, в каждом пакете 1 содержится по два наконечника 2 с контактными поверхностями 3.
Пакет 1 набран из гибких металлических полос 4. По краям пакета полосы 4 соединены между собой по зоне 5 сваркой взрывом и каждая полоса 4 также непосредственно соединена с пластиной 6 по зоне 7 сварки взрывом. Соединение по концам пакета 1 полос 4 между собой и пластиной 6 создает на концах пакета 1 по два монолитных наконечника 2 с контактными поверхностями 3.
Пакеты 1 (см. фиг.1, 2) через наконечники 2 по контактным поверхностям 3 соединены между собой в гибкий токоподвод, например стянуты болтами. Гибкий токоподвод по контактным поверхностям 3 наконечников 2 соединяется с другими деталями электроустановки.
Пакет 1 (см. фиг.3, 4) собирают из гибких металлических полос 4 одного размера путем укладки последних друг на друга с последовательным смещением-выступом 8, величиной Δl с образованием скосов 9 под углом α к длине полос 4 и плоскостей выступов 10 на каждой полосе 4 с площадью F=Δl·b.
Метаемую пластину 6 с зарядом взрывчатого вещества 11, детонатором 12 устанавливают параллельно скосу 9 с зазором над всеми выступами 8 и инициируют заряд ВВ детонатором 12 со скоростью детонации Д, направленной поперек пакета 1.
В результате косого соударения метаемой пластины 6 с полосами 4 по плоскостям 10 выступов 8 происходит сварка взрывом пластины 6 с полосами 4 по плоскостям 10 выступов 8 и частичная сварка каждой предшествующей полосы 4 с последующей на участках, прилегающих к выступам 8. Сварку осуществляют последовательно на каждом скосе 9 или одновременно на двух скосах.
Пакет 1 (см. фиг.5) собирают из полос 4 последовательно уменьшающейся длины путем укладки на предшествующую длинную полосу 4 относительно ее оси симметрии 13 по длине, полосу 4 меньшей длины с образованием по концам пакета 1 симметричных скосов 9 и плоскостей выступов 10 на каждой полосе 4. Метаемую пластину 6 с зарядом ВВ 11 и детонатором 12 устанавливают параллельно скосу 9 с зазором над всеми плоскостями выступов 10. Сварку осуществляют одновременно на двух скосах или последовательно на каждом скосе.
Пакет 1 (см. фиг.6) собирают из полос 4 любой длины, скосы 9 под углом α формируют после сборки пакета 1 фрезерованием полос 4, далее пакет 1 по центру стягивают с ликвидацией зазора между полосами 4 и образованием гарантированного зазора 14 между полосами под скосами 9 по краям пакета 1.
Метаемую пластину 6 с зарядом ВВ 11 и детонатором 12 устанавливают параллельно скосу 9 с зазором. Заряд ВВ 11 инициируют детонатором 12 в направлении поперек пакета 1. В результате косого соударения метаемой пластины 6 и полос 4 около скосов 9 происходит сварка полос 4 между собой и с метаемой пластиной 6.
Пакет 1 (см. фиг.7) собирают из полос 4 последовательно уменьшающейся длины путем укладки на предшествующую длинную полосу 4 относительно ее оси симметрии 13 по длине полосу 4 меньшей длины с образованием на концах пакета 1 симметричных скосов 9 и плоскостей выступов 10 на каждой полосе 4.
В центральной части каждой предшествующей полосы устанавливают материал 15, препятствующий сварке, исключая краевые участки 16. Метаемую пластину 6 с зазором ВВ 11 и детонатором 12 устанавливают параллельно скосу 9 с зазором над всеми плоскостями выступов. В результате инициирования заряда ВВ и косого соударения метаемой пластины 6 с полосами 4 происходит сварка полос 4 по плоскостям выступов 10 с метаемой пластиной 6 и сварка полос 4 между собой на участках, где не было материала 15, препятствующего сварке.
Пример конкретного исполнения гибкого токопровода.
Гибкий токоподвод (см. фиг.2) изготовлен из двух шин. Первая шина выполнена в виде пакета из набора двадцати медных (медь марки M1) полос толщиной 1 мм, шириной 40 мм, длиной 350 мм и площадью поперечного сечения каждой полосы 40 мм2. Вторая шина выполнена из двадцати алюминиевых (алюминий марки А1) полос толщиной 1,2 мм, шириной 40 мм, длиной 450 мм и площадью поперечного сечения каждой полосы 48 мм2.
Каждая шина имеет по два наконечника. У первой шины оба наконечника выполнены медными (медь марки М0) из пластин толщиной 3 мм, шириной 40 мм, длиной 50 мм. У второй шины один наконечник выполнен алюминиевым (алюминий марки А0) из пластин толщиной 4 мм, шириной 40 мм и длиной 60 мм, а второй медный аналогично наконечникам первой шины.
В первой шине каждая гибкая полоса по концам соединена сваркой взрывом с предшествующей по площади 120 мм2, а также соединена с медной пластиной наконечника по площади 150 мм2. Во второй шине каждая алюминиевая полоса по концам соединена сваркой взрывом с предшествующей по площади 150 мм2, а также соединена на одном конце с медной пластиной наконечника по площади 160 мм2, а на другом конце с алюминиевой пластиной наконечника по площади 170 мм2.
После сварки наружные контактные поверхности наконечников в шинах подвергали шлифовке и далее шины по медным контактным поверхностям наконечников были соединены четырьмя болтами между собой, образуя гибкий токоподвод с медным и алюминиевым наконечниками для подключения к деталям электроустановок.
Конкретное исполнение способа.
Пример 1
Медные полосы размером 300×80×1 мм в количестве 20 шт. собирают в пакет без зазора путем укладки с последовательным смещением по длине каждой последующей полосы относительно предшествующей на величину 3 мм с образованием на каждой последующей полосе плоскости выступа площадью 240 мм2, а по концам пакета двух параллельных скосов под углом ≈18° к длине пакета, из последовательных выступов, с общей площадью всех выступов в каждом скосе 4800 мм2.
Пакет устанавливают на стол взрывной камеры. Метаемую пластину размером 120×80×3 мм с зарядом взрывчатого вещества (аммонит №6ЖВ со смесью аммиачной селитры) размером 120×80×14 мм устанавливают параллельно скосу с зазором и заряд ВВ инициируют детонатором ЭД8 в направлении поперек пакета.
После подвзрыва заряда ВВ каждая из двадцати медных полос соединились по площади выступа с метаемой медной пластиной, а торцевые участки полосы длиной от 2 до 5 мм соединились каждый предшествующий с последующим между собой.
Аналогично проводили сварку взрывом по второму скосу.
Пример 2
Алюминиевые полосы размером 1500×180×1,2 мм в количестве 74 шт. собирают в пакет путем укладки с последовательным смещением по длине каждой последующей полосы относительно предшествующей на величину 4 мм с образованием на каждой предшествующей полосе плоскости выступа площадью 720 мм2, по концам пакета двух параллельных скосов под углом ≈16° к длине пакета, из последовательных выступов с общей площадью всех выступов в каждом скосе 55000 мм2.
Пакет в центральной части стягивали четырьмя струбцинами для ликвидации зазоров между полосами в центральной части пакета и образования гарантированного зазора между полосами на скосах по краям пакета.
Сварку взрывом проводили на полигоне. Пакет устанавливали на жесткую опору. Метаемую медную пластину размером 600×200×4 мм с зарядом взрывчатого вещества (смесь аммонита №6ЖВ с аммиачной селитрой) размером 600×200×20 мм устанавливали параллельно скосу с зазором. Заряд ВВ инициировали электродетонатором в направлении поперек пакета. После подвзрыва каждая из 76 алюминиевых полос соединялась по площади выступа с медной пластиной. Алюминиевые полосы на торцевых участках длиной от 3 до 15 мм сваривались каждая последующая с предшествующей между собой.
Аналогично проводили сварку по второму скосу. На фиг.8 представлена отрезанная поперек и разрезанная на три части (одна часть не показана) вдоль концевая часть пакета натурной алюминиевой ошиновки, сваренной энергией взрыва по изложенному выше способу. Количество гибких полос - 74 шт.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКИЙ ТОКОВЕДУЩИЙ ПЕРЕХОДНИК-КОМПЕНСАТОР | 2010 |
|
RU2450089C2 |
| СПОСОБ СВАРКИ ВЗРЫВОМ | 1992 |
|
RU2074075C1 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ УЗЛА ТОКОПОДВОДА К КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2318926C2 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ АНТИФРИКЦИОННОГО СПЛАВА СО СТАЛЬЮ СВАРКОЙ ВЗРЫВОМ | 2017 |
|
RU2692009C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2012 |
|
RU2486042C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2012 |
|
RU2488468C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2074074C1 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ УЗЛА ТОКОПОДВОДА К КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2165483C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2012 |
|
RU2486043C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2012 |
|
RU2488469C1 |
Изобретение, в общем случае, относится к узлам токоподвода, например, в ошиновках электролизеров для производства алюминия. Гибкий токоподвод (ГТ) решает следующую задачу: устранение потерь электрического тока в электроустановках большой мощности. Конструкция ГТ выполнена в виде электрической цепи из двух и более пакетов (П), соединенных между собой по контактным поверхностям наконечников (Н), причем чередующиеся П набраны из полос разных металлов, а Н выполнен из металла с меньшим удельным электрическим сопротивлением, чем у металлов полос, и при этом в зоне повышенной температуры располагают П, в котором полосы набраны из металлов с большей температурой плавления, чем в последующем П. Внутри каждого П контактная поверхность Н выполнена в виде пластины, приваренной непосредственно к каждой полосе П по площади, большей площади поперечного сечения полосы, и каждая последующая полоса в П по концам сварена с предшествующей по площади, превышающей площадь поперечного сечения полосы. Способ изготовления ГТ обеспечивает локальную сварку взрывом собранного из гибких металлических полос П по его концам с образованием качественного соединения метаемой пластины с неограниченным количеством гибких металлических полос и сваркой взрывом по концам каждой предшествующей полосы с последующей и метаемой пластиной по площадям, превышающим площади поперечного сечения полос, сохранение целостности всего П и гибкости П в его центральной части. 2 н. и 9 з.п. ф-лы, 8 ил.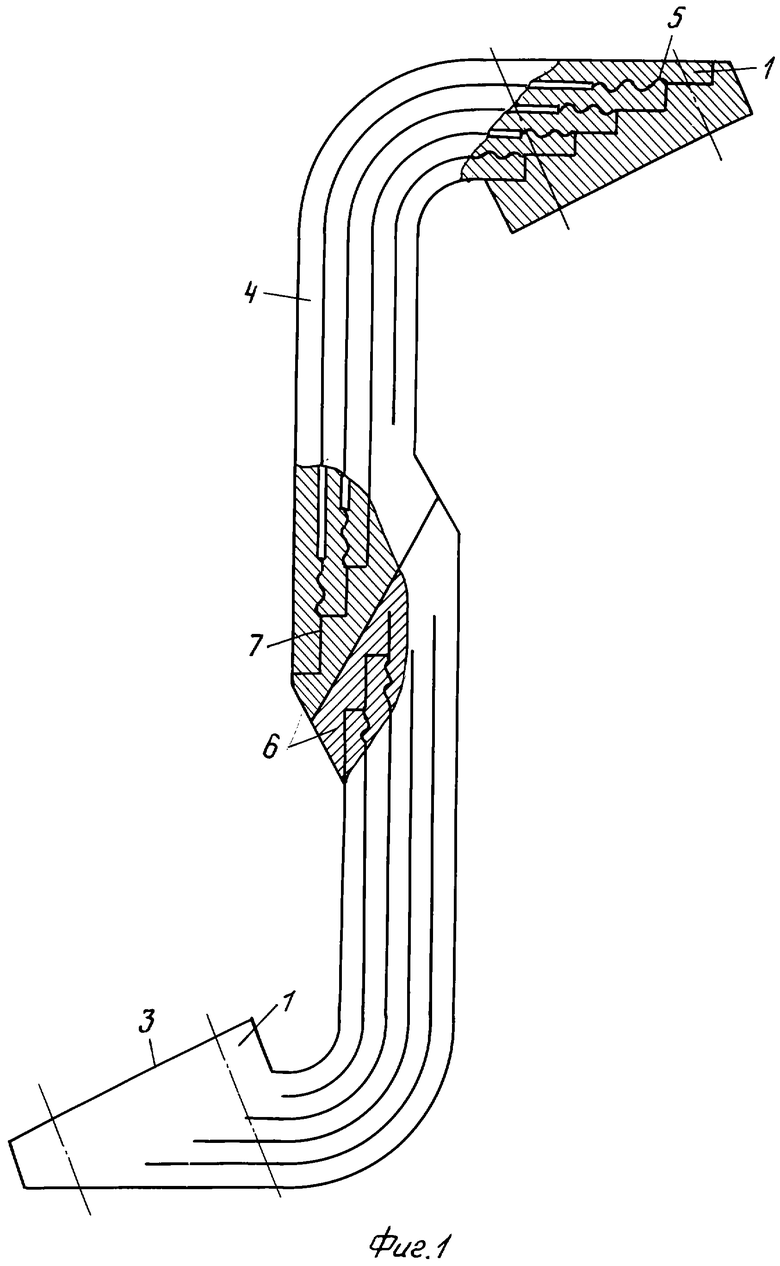
где Δl - шаг смещения полос при укладке в пакет;
а - толщина полосы;
b - ширина полосы;
F′ - площадь выступа полосы в пакете;
α - угол концевых скосов пакета;
F″ - общая площадь всех выступов в каждом скосе;
n - количество полос в пакете.
где С - длина краевой части полосы без материала, препятствующего сварке;
Δl - шаг смещения полосы при укладке в пакет;
а - толщина полос.
| КОНТАКТНОЕ СОЕДИНЕНИЕ УЗЛА ТОКОПОДВОДА К КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2085624C1 |
| Сушильная вагонетка для пропаренных и выпрямленных деревянных стержней | 1930 |
|
SU23880A1 |
| JP 57123991, 02.08.1982 | |||
| US 4592821, 03.06.1986. | |||

