Изобретение относится к области нанесения декоративных покрытий на поверхности для покраски раздувных ПЭТ преформ и может быть использовано, например, для воспроизведения рисунков, букв, цифр или различных знаков при росписи поверхностей, не имеющих плоскостность, или объемных поверхностей с размерами, отличными от размеров эталонного образца.
Как известно, в результате раздува ПЭТ преформ невозможно получить изделие, поверхность которого будет точно соответствовать заданной геометрии эталонного образца. Существующая технология покраски раздуваемого изделия основана на использовании трафаретов, выполненных методом гальванопластики или иным способом, которые прикладываются к поверхности изделия и через которые наносится краска. Однако из-за несоответствия геометрии поверхности изделия и поверхности трафарета такой способ не способен обеспечить ровную контурную линию покраски поверхности с отклонением геометрических размеров, так как краска проникает в щели между трафаретом и изделием.
Решение задачи по исключению подтеков в зазоры между поверхностью изделия и трафарета сегодня обеспечивается включением эластичного промежуточного слоя, повторяющего трафарет, между окрашиваемой поверхностью и самим трафаретом.
Известен способ нанесения краски на трехмерную поверхность, имеющую размеры, отклоняющиеся от геометрии эталонного образца, заключающийся в том, что на внутреннюю поверхность плоского шаблона, которой шаблон прижимается к подлежащей окрашиванию поверхности, прикрепляется лист эластичного материала типа резины, в котором прорезаются отверстия, соответствующие по контуру рисунку прорезей на самом шаблоне, затем стороной с эластичным слоем шаблон прижимается к подлежащей окрашиванию поверхности, надавливается для ввода эластичного материала в полости шероховатостей и выемок, а затем осуществляют покраску поверхности изделия через прорези в трафарете и эластичном материале (SU №1362508, В05С 17/06, опубл. 30.12.1987).
Из этого же источника известен трафарет для воспроизведения изображений на поверхности изделий, выполненный в виде шаблона из жесткого листового материала с прорезями, соответствующими воспроизводимому на поверхности изделия изображению, при этом для расширения технологических возможностей путем обеспечения качественного воспроизведения изображения на поверхности большой кривизны и шероховатости трафарет снабжен дополнительным идентичным ему по конфигурации шаблоном, выполненным из эластичного материала и неподвижно присоединенным к его нижней поверхности, при этом эластичный шаблон выполнен пористым.
Данное известное решение принято в качестве прототипа для обоих заявленных объектов.
Недостатком данного способа является то, что он не может использоваться для окраски объемных неплоскостных поверхностей в таких изделиях как раздувные ПЭТ преформы или полученные выдувом игрушки. Это обусловлено тем, что возможность заполнения шероховатостей или полостей в местах неплотного прилегания определяется пористостью резины и величиной давления на трафарет. При увеличении размеров пор и толщины эластичного шаблона трафарета обеспечивается воспроизведение изображений с еще большими неровностями и шероховатостью. Однако поры создают неровности краев изображений, поэтому размеры пор и толщина эластичного шаблона трафарета подбираются в зависимости от расстояния, с которого будут смотреться воспроизводимые изображения - чем больше расстояние, тем больше могут быть размеры пор и толщина шаблона. Таким образом, при увеличении эластичности резинового слоя теряется четкость границ рисунка, а при уменьшении пор не удается обеспечить плотное прилегание трафарета по всей неровной поверхности готового после выдува изделия. А при увеличении прижатия резина начинает расползаться, вылезая за границы прорезей рисунка шаблона, что приводит к потере качества красочного рисунка на изделии.
Настоящее изобретение направлено на решение технической задачи по созданию объемных трафаретов, позволяющих обеспечивать при покраске четкие контуры окрашиваемой поверхности на объемных неплоскостных поверхностях изделий, полученных методом выдува из полимерной заготовки.
Достигаемый при этом технический результат заключается в повышении качества рисунка на объемной неровной поверхности ПЭТ бутылок и возможности применения нового способа при окраске сложно фактурных ПЭТ раздутых преформ для производства игрушки или тары для пищевой промышленности.
Указанный технический результат для способа достигается тем, что в способе нанесения краски на трехмерную поверхность, заключающемся в том, что на внутреннюю поверхность каркаса трафарета из жесткого материала, обращенную в сторону подлежащей окрашиванию поверхности, прикрепляют слой эластичного материала с прорезями, повторяющими рисунок прорезей в каркасе трафарета, прижимают каркас трафарета слоем эластичного материала к подлежащей окрашиванию поверхности и осуществляют окраску поверхности путем ввода краски через прорези в каркасе и эластичном материале, для окрашивания объемных неровных поверхностей, имеющих отклонение геометрии этой поверхности от эталонного образца, перед прикреплением эластичного материала к каркасу трафарета сначала вокруг прорезей по их периметру осуществляют сверление сквозных отверстий, вокруг которых к каркасу прикрепляют выполненный из пластилина бортик, и прижимают каркас к подлежащей окрашиванию поверхности, после чего в образованную между каркасом трафарета и бортиком полость заливают силиконовую резину с прониканием ее в полости сквозных отверстий, а затем удаляют бортик из пластилина и в застывшем элементе из силиконовой резины прорезают отверстия по контуру окрашиваемого участка.
Указанный технический результат для устройства достигается тем, что в трафарете для нанесения краски на трехмерную поверхность, содержащем каркас с выполненной в нем по крайней мере одной прорезью, соответствующей контуру окрашиваемого фрагмента, на внутренней поверхности которого, обращенной в сторону подлежащей окраске поверхности, прикреплен слой эластичного материала с прорезью, соответствующей контуру окрашиваемого фрагмента и расположенной напротив прорези в каркасе, каркас выполнен из асбеста и повторяет по внутренней поверхности форму подлежащей окраске поверхности, а вокруг указанной прорези выполнены в каркасе сквозные отверстия по периметру прорези, а слой эластичного материала представляет собой застывшую на внутренней поверхности каркаса силиконовую резину, прикрепленную к каркасу за счет протекания части силиконовой резины в ее жидком состоянии в сквозные отверстия вокруг прорези.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения требуемого технического результата.
На фиг.1 показан каркас трафарета;
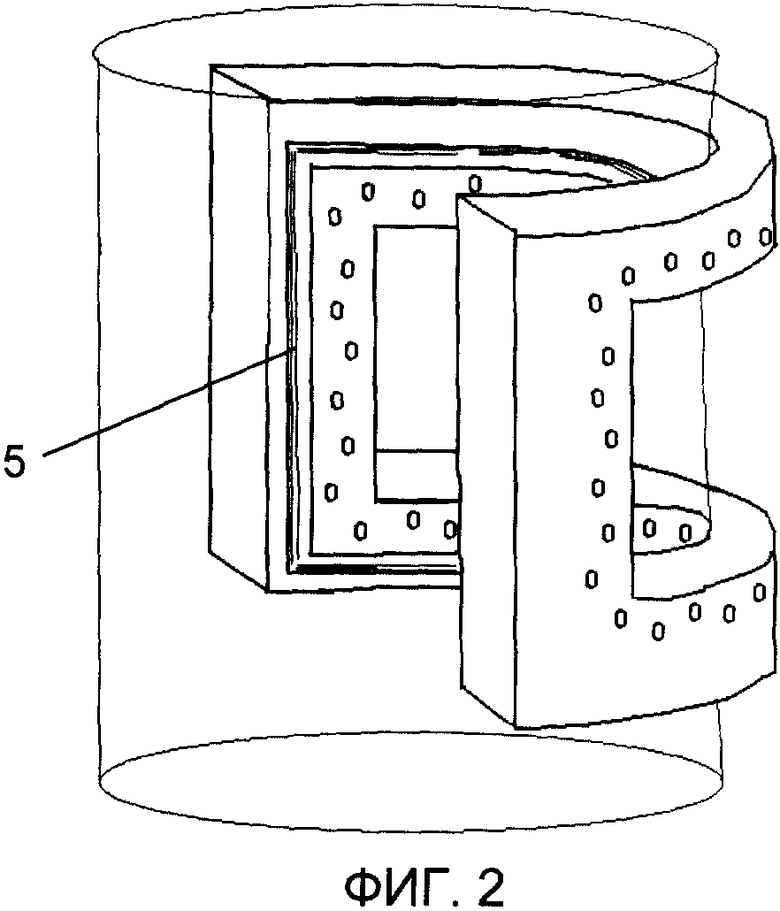
фиг.2 - размещение пластилинового бортика;
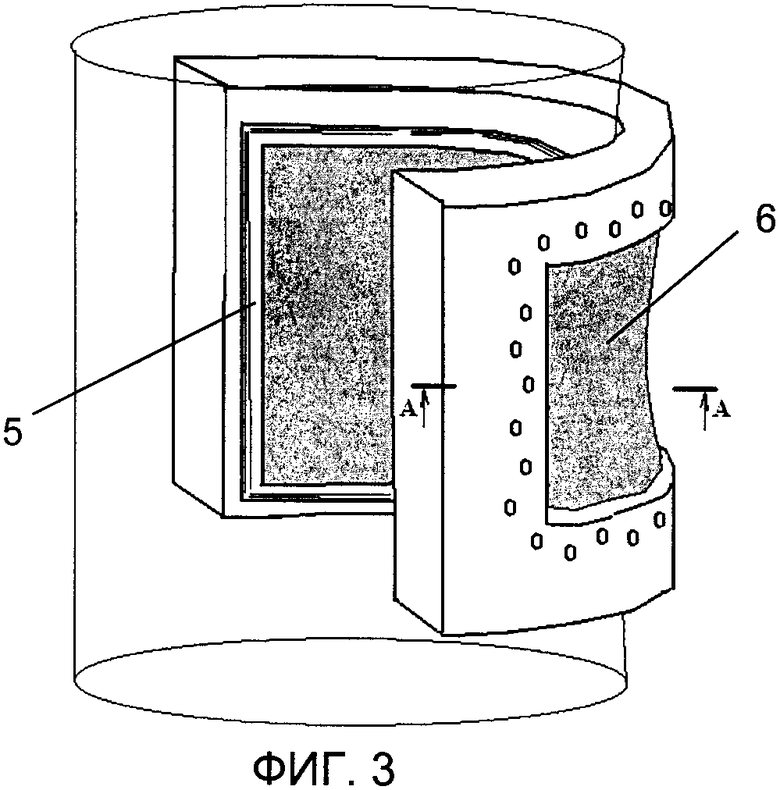
фиг.3 - заполнение прорези каркаса силиконовой резиной;
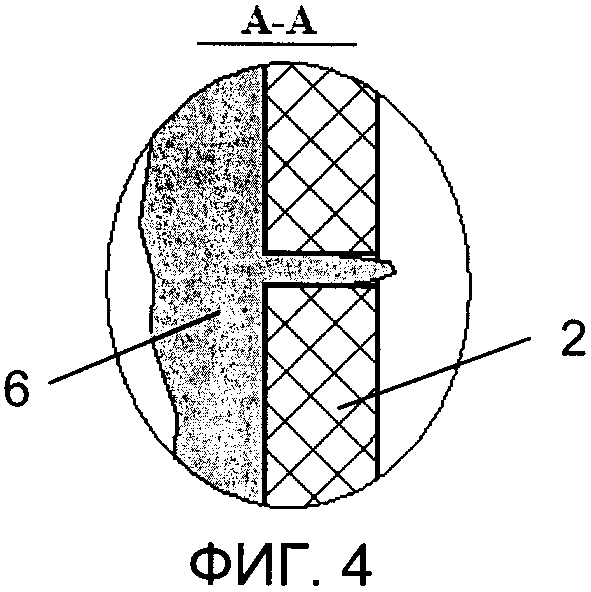
фиг.4 - сечение А-А - по фиг.3;
фиг.5 - общий вид трафарета для объемных трехмерных поверхностей, размещение на изделии.
Согласно настоящему изобретению рассматривается способ окраски изделий с фактурной объемной поверхностью двухкомпонентными трафаретами, имеющими жесткую основу и эластичную прилегающую поверхность. Жесткая основа опирается на базовые элементы окрашиваемого изделия, а эластичная часть трафарета обеспечивает плотное прилегание контура трафарета к окрашиваемой поверхности. Двухкомпонентные трафареты обеспечивают ровное окрашивание контура поверхности при отклонении геометрии окрашиваемой поверхности до +/-0,5 мм от заданных эталонных размеров.
Способ заключается в следующем.
На внутреннюю поверхность каркаса трафарета из жесткого материала типа асбеста, обращенную в сторону подлежащей окрашиванию поверхности, прикрепляют слой эластичного материала с прорезями, повторяющими рисунок прорезей в каркасе трафарета.
Для окрашивания объемных неровных поверхностей, имеющих отклонение геометрии этой поверхности от эталонного образца, перед прикреплением эластичного материала к каркасу трафарета сначала в трафарете вокруг прорезей по их периметру осуществляют сверление сквозных отверстий, вокруг которых к каркасу прикрепляют выполненный из пластилина бортик.
Затем прижимают каркас к подлежащей окрашиванию поверхности, так чтобы пластилин придавился к поверхности, на которую будет производиться окраска. После этого в образованную между каркасом трафарета и бортиком полость заливают силиконовую резину с прониканием ее в полости сквозных отверстий. Затем удаляют бортик из пластилина, а в застывшем элементе из силиконовой резины прорезают отверстия по контуру окрашиваемого участка.
Затем прижимают каркас трафарета слоем эластичного материала к подлежащей окрашиванию поверхности и осуществляют окраску поверхности путем ввода краски через прорези в каркасе и эластичном материале.
Способ изготовления двухкомпонентного трафарета заключается в следующем.
1. На раздутой ПЭТ форме 1 и его базовой поверхности наносится раствор асбеста слоем 8-10 мм - формируется каркас 2 трафарета. На фиг.1 базовые поверхности условно не показаны, базовые поверхности и крепление относительно их каркаса необходимы для обеспечения позиционности трафарета относительно данной формы.
2. После застывания асбеста каркас отделяется от изделия. Каркас трафарета полностью повторяет форму изделия.
3. В каркасе прорезается отверстие 3 на месте окрашиваемого участка на 10 мм больше, чем контур окрашиваемого фрагмента (фиг.1). Отверстие прорезается фрезой.
4. Вдоль всего края прорезанного контура сверлятся отверстия 4 диаметром 2-3 мм (фиг.1).
5. Каркас крепится на изделие при помощи базовых поверхностей.
6. Из пластилина формируется бортик 5 высотой 15-20 мм по периметру отверстий и будущего рисунка на поверхности формы (фиг.2). Каркас с пластилиновым бортиком прижимается к поверхности подлежащей окраски формы, пластилин деформируется, выбирая все зазоры и обеспечивая границы, через которые не может протечь краска.
7. В образованную изделием, каркасом и бортиком полость заливается силиконовая резина 6 (фиг.3), при этом часть резины проникает в отверстия 4 (фиг.4), обеспечивая надежное прилегание слоя резины к каркасу и обеспечивая исключение образования раковин и пустот в зоне под каркасом при заливке резины. Данные отверстия также необходимы для выхода воздуха из-под каркаса при заполнении отверстия (прорези) 3 силиконовой резиной.
8. После застывания резины каркас отделяется от изделия.
9. В резиновом элементе прорезается отверстие 7 по контуру окрашиваемого участка (фиг.5).
10. На краях полученного отверстия снимается фаска под углом 45 градусов.
11. Каркас крепится на технологической основе из фанеры размером 20×30 см.
12. Производится пробное окрашивание и при необходимости доводка контура.
Сам трафарет (фиг.5) для нанесения краски на трехмерную поверхность представляет собой каркас 2 с выполненной в нем по крайней мере одной прорезью, соответствующей контуру окрашиваемого фрагмента, на внутренней поверхности которого, обращенной в сторону подлежащей окраске поверхности, прикреплен слой эластичного материала (силиконовая резина 6) с прорезью, соответствующей контуру окрашиваемого фрагмента и расположенной напротив прорези в каркасе.
Каркас выполнен из асбеста и повторяет по внутренней поверхности форму подлежащей окраске поверхности. В каркасе вокруг указанной прорези выполнены сквозные отверстия 4 по периметру прорези.
Слой эластичного материала представляет собой застывшую на внутренней поверхности каркаса силиконовую резину, прикрепленную к каркасу за счет протекания части силиконовой резины в ее жидком состоянии в сквозные отверстия вокруг прорези.
Настоящее изобретение промышленно применимо, используется для окраски сложных трехмерных поверхностей.

Изобретение относится к области нанесения декоративных покрытий на поверхности раздувных ПЭТ преформ. Способ нанесения краски на трехмерную поверхность заключается в том, что на внутреннюю поверхность каркаса трафарета, обращенную в сторону подлежащей окрашиванию поверхности, прикрепляют слой эластичного материала с прорезями, повторяющими рисунок прорезей в каркасе трафарета, прижимают каркас трафарета со слоем эластичного материала к подлежащей окрашиванию поверхности и осуществляют окраску поверхности путем ввода краски через прорези в каркасе и эластичном материале. Перед прикреплением эластичного материала к каркасу трафарета сначала в трафарете вокруг прорезей по их периметру осуществляют сверление сквозных отверстий, вокруг которых к каркасу прикрепляют выполненный из пластилина бортик, и прижимают каркас к подлежащей окрашиванию поверхности. После этого в образованную между каркасом трафарета и бортиком полость заливают силиконовую резину с прониканием ее в полости сквозных отверстий, а затем удаляют бортик из пластилина и в застывшем элементе из силиконовой резины прорезают отверстия по контуру окрашиваемого участка. Трафарет для нанесения краски на трехмерную поверхность содержит каркас из асбеста с выполненной в нем прорезью, соответствующей контуру окрашиваемого фрагмента, на внутренней поверхности которого прикреплен слой эластичного материала с прорезью, соответствующей контуру окрашиваемого фрагмента и расположенной напротив прорези в каркасе. Вокруг указанной прорези выполнены в каркасе сквозные отверстия по периметру прорези, а слой эластичного материала представляет собой застывшую на внутренней поверхности каркаса силиконовую резину, прикрепленную к каркасу за счет протекания части силиконовой резины в ее жидком состоянии в сквозные отверстия вокруг прорези. Технический результат заключается в повышении качества рисунка на объемных поверхностях окрашиваемых изделий. 2 н.з. ф-лы, 5 ил.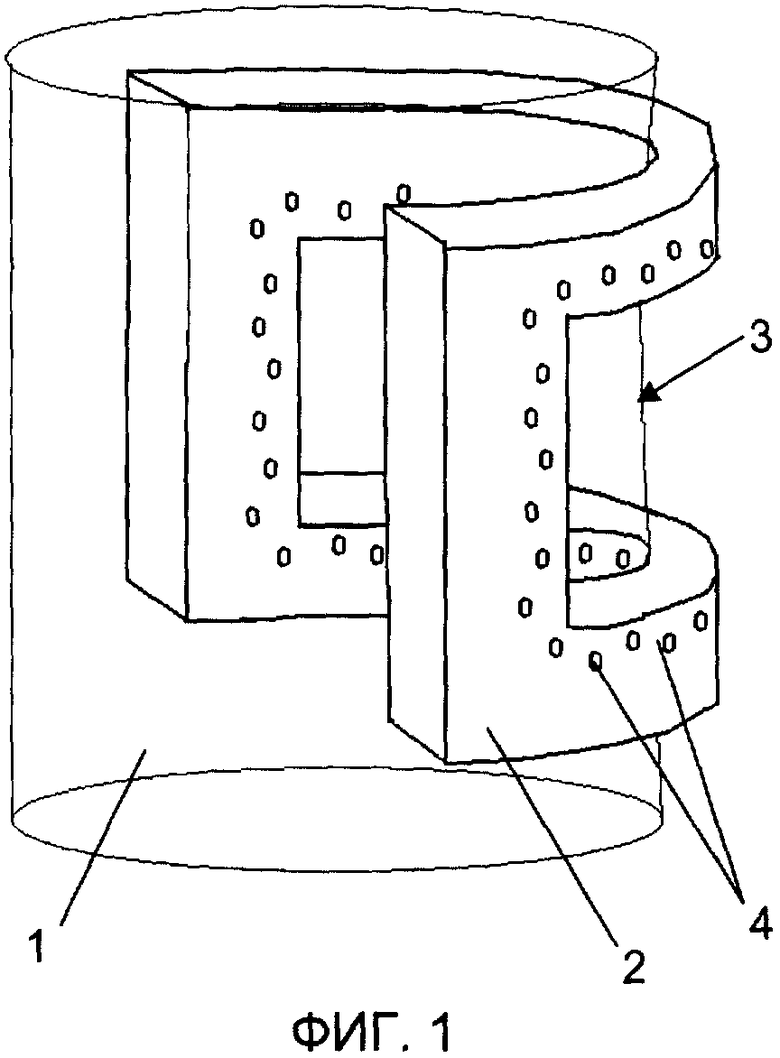
| Трафарет Кабирова Е.Г. и Виноградова Л.М. для воспроизведения изображений на поверхности изделий | 1986 |
|
SU1362508A1 |
| US 2005042370 A1, 24.02.2005 | |||
| АВТОМАТ ДЛЯ РОЗЛИВА ВИН | 0 |
|
SU277570A1 |
| JP 57159579 A, 01.10.1982 | |||
| JP 2004042658 A, 12.02.2004 | |||
| US 2002005124 A1, 17.01.2002. | |||

