Изобретение относится к области электротехники и может быть использовано при изготовлении электрических машин, преимущественно полых деталей асинхронных двигателей.
Известен способ защитного окрашивания полых деталей электрических машин, включающий подвешивание, по крайней мере, одной детали на подвеске конвейера, перемещение к участку окрашивания, подготовку, окрашивание, сушку, охлаждение и перемещение на участок сборки электрических машин или на склад (см. , например, М. В. Антонов, Л. С. Герасимова, Технология производства электрических машин, Москва, Энергоиздат, 1982, с. 118-126).
Задачей настоящего изобретения является повышение качества окраски и производительности труда, при одновременном снижении трудоемкости и экономии окрасочных материалов.
Поставленная задача решается за счет того, что в способе защитного окрашивания полых деталей электрических машин, включающем подвешивание, по крайней мере, одной детали на подвеске конвейера, перемещение к участку окрашивания, подготовку, окрашивание, сушку, охлаждение и перемещение на участок сборки электрических машин или на склад, согласно изобретению подвеску конвейера выполняют в виде закрепленного не менее чем на одном стержне направляющего пространственного стержневого каркаса, жестко прикрепленного к сплошному основанию и снабженного съемной защитной крышкой с, по крайней мере, одной открытой прорезью, длина которой не меньше суммарной длины радиуса защитной крышки и диаметра стержня при центральном его расположении относительно продольной оси каркаса или не меньше расстояния от кромки защитной крышки в зоне входного устья прорези в ней до внутренней грани стержня при внецентренном его расположении относительно продольной оси каркаса, причем подлежащую окрашиванию и сушке деталь или детали устанавливают на сплошное основание с расположением каркаса в полости детали или деталей при установке их ярусами, причем каркас или, по крайней мере, его часть, расположенную в полости детали или в полостях деталей, выполняют высотой, не большей высоты окрашиваемой детали или не большей суммарной высоты подлежащих одновременному окрашиванию полых деталей, одеваемых на каркас, причем деталь или детали располагают на каркасе на время проведения всех операций по подготовке, окрашиванию, сушке и транспортировке.
При этом стержень или стержни, на которых подвешивают каркас, могут выполнять круглоцилиндрическим, или многогранным с крюком на верхнем конце, или в виде полосы с прорезью на верхнем конце, образующей крюк.
Каркас могут выполнять не менее чем из трех стержней и снабжают внутренними распределительными элементами, фиксирующими пространственную форму каркаса.
Окрашивание могут производить порошковыми красками.
До перемещения детали к участку покраски детали, установленные на каркасе подвески со снятой защитной крышкой, по конвейеру могут направлять в печь обжига с принудительной циркуляцией воздуха для обжига смазочных веществ с поверхности деталей, которую обеспечивают с помощью вентиляторов, которые вытягивают воздух из верхней части камеры печи и направляют его внутрь теплообменника, где воздух нагревают до температуры 280oС, причем обеспечивают равномерную циркуляцию воздуха с помощью дефлекторов, а после обжига детали по конвейеру направляют в бокс на охлаждение, и производят охлаждение деталей забираемым снаружи воздухом с одновременной терморегуляцией посредством устройства автоматической регулировки температуры и встроенного в бокс охлаждения чувствительного элемента, причем после охлаждения устанавливают защитную крышку на обработанные поверхности деталей.
Окраску деталей порошковыми красками могут производить в электростатическом поле ручным распылителем с встроенным высоковольтным преобразователем и системой искропредупреждения, причем подачу краски к распылителю осуществляют шлангом диаметром 10-11 мм.
Могут использовать распылитель с низковольтным электропитанием от 5 до 24 В постоянного тока и встроенным в рукоятку преобразователем, обеспечивающим на заряженных электродах распылителя напряжение от 0 до 60 кВ отрицательной полярности при токе от 10 до 50 мкА, причем преобразователь оснащают системой искропредупреждения и искрозащитой.
Подачу порошковой краски могут осуществлять в виде воздушно-порошковой смеси пневматическим заборным устройством по шлангам к распылителю, причем участок для производства окрашивания выполняют в виде кабины из панелей из нержавеющей стали, в которой создают давление ниже атмосферного, при этом кабину оснащают вытяжным радиальным вентилятором, который устанавливают на самоочищающемся фильтре, а также фильтром-рекуператором, причем при окрашивании собирающийся в нижней части кабины порошок частично утилизируют через проход кабины, соединенный с вихревым очистителем, сухую порошковую краску отделяют от удаляемого воздуха в фильтре-рекуператоре и периодически краску удаляют, просеивают и повторно используют.
После окрашивания могут снимать защитную крышку, а детали с нанесенной краской направляют в печь, где выдерживают 8-30 мин при температуре 200oС для полимеризации краски.
Могут использовать печь с принудительной циркуляцией горячего воздуха, которую осуществляют вентиляторами, всасывающими воздух из верхней части камеры печи и вводящими его внутрь теплообменников, в которых воздух доводят до требуемой температуры, после чего нагретый воздух вводят в образованную перед камерой полимеризации полость, в которой осуществляют посредством дефлекторов равномерное распределение нагретого воздуха, который затем подают в камеру полимеризации, в которой производят рециркуляцию горячего воздуха с одновременным терморегулированием с помощью устройства автоматического регулирования температуры со шкалой 0-250oС и встроенного в камеру чувствительного элемента.
Охлаждение окрашенных деталей могут производить на воздухе.
Окрашиванию, сушке и транспортировке могут подвергать станины электрических машин.
Технический результат, обеспечиваемый приведенной совокупностью признаков, состоит в повышении качества окраски и производительности труда, при одновременном снижении трудоемкости и экономии окрасочных материалов, а также улучшении экологической обстановки при производстве работ.
Сущность изобретения поясняется чертежами, где на фиг. 1 изображена электрическая машина с частичным разрезом, вид спереди;
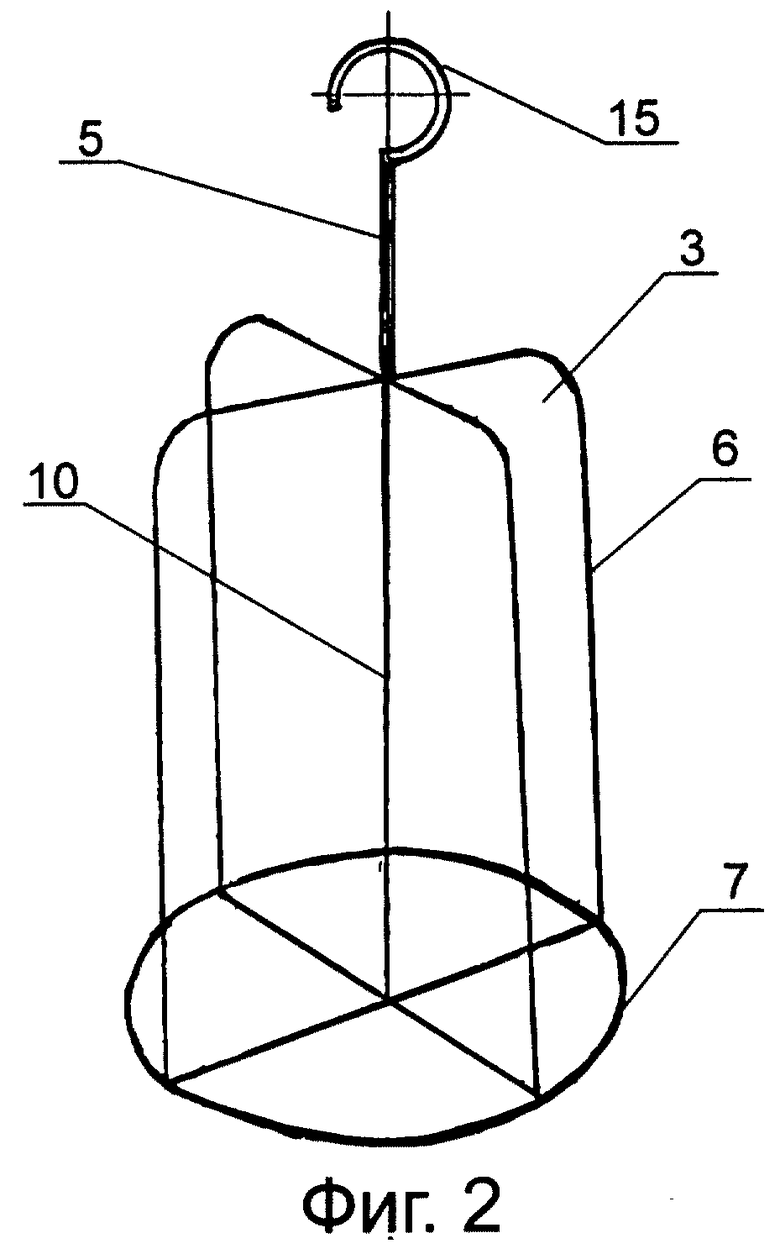
на фиг. 2 - подвеска, в аксонометрии;
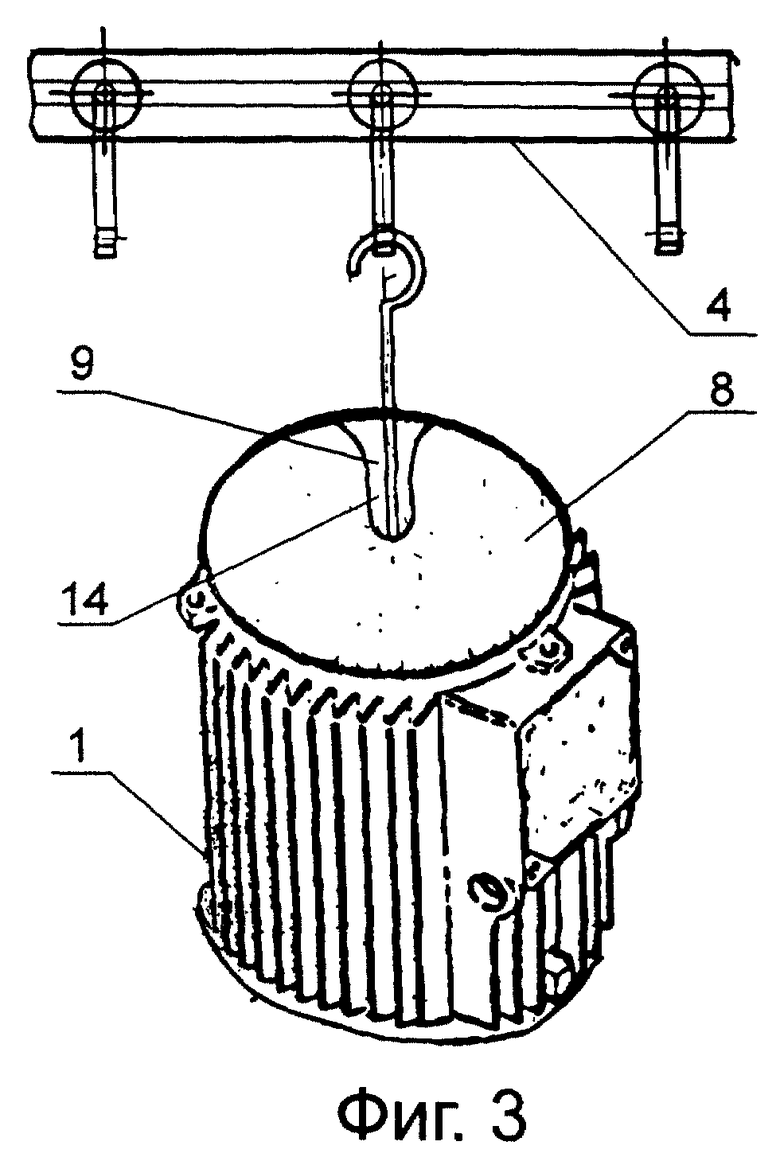
на фиг. 3 - конвейер с подвешенной на подвеске полой деталью, в аксонометрии;
на фиг. 4 - вариант выполнения подвески, в аксонометрии;
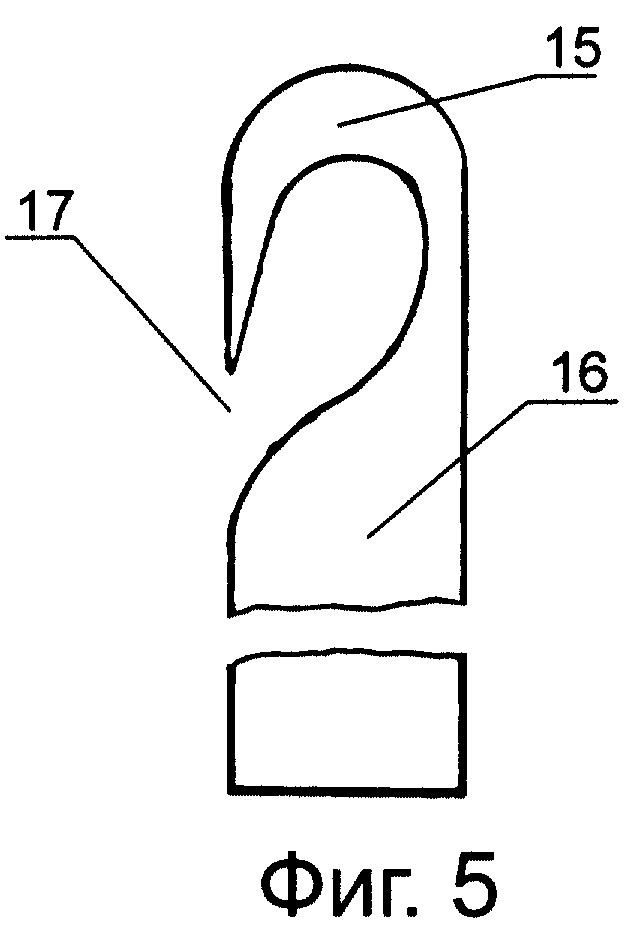
на фиг. 5 - вариант выполнения крюка, вид спереди;
на фиг. 6 - защитная крышка при выполнении подвески с одним центрально расположенным стержнем;
на фиг. 7 - то же, с одной прорезью при выполнении подвески с двумя стержнями, расположенными по разные стороны от оси подвески, на расстоянии от нее, меньшем радиуса защитной крышки;
на фиг. 8 - то же, с двумя прорезями при выполнении подвески с двумя стержнями, расположенными по разные стороны от оси подвески;
на фиг. 9 - то же, с двумя прорезями, одна из которых выполнена криволинейной, при выполнении подвески с двумя стержнями.
Предлагаемый способ защитного окрашивания полых деталей 1 электрических машин включает подвешивание, по крайней мере, одной детали 1 на подвеске 3 конвейера 4, перемещение к участку окрашивания, подготовку, окрашивание, сушку, охлаждение и перемещение на участок сборки электрических машин 2 или на склад. Подвеску 3 конвейера 4 выполняют в виде закрепленного не менее чем на одном стержне 5 направляющего пространственного стержневого каркаса 6, жестко прикрепленного к сплошному основанию 7 и снабженного съемной защитной крышкой 8 с, по крайней мере, одной открытой прорезью 9, длина которой не меньше суммарной длины радиуса защитной крышки 8 и диаметра стержня 5 при центральном его расположении относительно продольной оси 10 каркаса 6 или не меньше расстояния от кромки 11 защитной крышки 8 в зоне входного устья 12 прорези 9 в ней до внутренней грани 13 стержня 5 при внецентренном его расположении относительно продольной оси 10 каркаса 6. Подлежащую окрашиванию и сушке деталь 1 или детали 1 устанавливают на сплошное основание 7 с расположением каркаса 6 в полости 14 детали 1 или деталей 1 при установке их ярусами. Каркас 6 или, по крайней мере, его часть, расположенную в полости 14 детали 1 или в полостях 14 деталей 1, выполняют высотой, не большей высоты окрашиваемой детали 1 или не большей суммарной высоты подлежащих одновременному окрашиванию полых деталей 1, одеваемых на каркас 6. Деталь 1 или детали 2 располагают на каркасе 6 на время проведения всех операций по подготовке, окрашиванию, сушке и транспортировке.
При этом стержень 5 или стержни 5, на которых подвешивают каркас 6, могут выполнять круглоцилиндрическим, или многогранным с крюком 15 на верхнем конце, или в виде полосы 16 с прорезью 17 на верхнем конце, образующей крюк 15.
Каркас 6 могут выполнять не менее чем из трех стержней 5 и снабжают внутренними распределительными элементами 18, фиксирующими пространственную форму каркаса.
Окрашивание производят порошковыми красками.
До перемещения к участку покраски детали 1, установленные на каркасе 6 подвески 3 со снятой защитной крышкой 8, по конвейеру 4 направляют в печь обжига (на чертежах не показано) с принудительной циркуляцией воздуха для обжига смазочных веществ с поверхности деталей 1, которую обеспечивают с помощью вентиляторов (на чертежах не показано), которые вытягивают воздух из верхней части камеры печи (на чертежах не показано) и направляют его внутрь теплообменника (на чертежах не показано), где воздух нагревают до температуры 280oС. С помощью дефлекторов (на чертежах не показано) обеспечивают равномерную циркуляцию воздуха, а после обжига детали 1 по конвейеру 4 направляют в бокс (на чертежах не показано) на охлаждение, и производят охлаждение деталей 1 забираемым снаружи воздухом с одновременной терморегуляцией посредством устройства автоматической регулировки температуры (на чертежах не показано) и встроенного в бокс охлаждения (на чертежах не показано) чувствительного элемента (на чертежах не показано). После охлаждения устанавливают защитную крышку 8 на обработанные поверхности деталей 1.
Окраску деталей 1 порошковыми красками производят в электростатическом поле ручным распылителем (на чертежах не показано) с встроенным высоковольтным преобразователем (на чертежах не показано) и системой искропредупреждения (на чертежах не показано), причем подачу краски к распылителю осуществляют шлангом (на чертежах не показано) диаметром 10-11 мм.
Используют распылитель (на чертежах не показано) с низковольтным электропитанием от 5 до 24 В постоянного тока и встроенным в рукоятку преобразователем (на чертежах не показано), обеспечивающим на заряженных электродах распылителя напряжение от 0 до 60 кВ отрицательной полярности при токе от 10 до 50 мкА. Преобразователь (на чертежах не показано) оснащают системой искропредупреждения и искрозащитой (на чертежах не показано).
Подачу порошковой краски осуществляют в виде воздушно-порошковой смеси пневматическим заборным устройством (на чертежах не показано) по шлангам к распылителю (на чертежах не показано). Участок для производства окрашивания выполняют в виде кабины (на чертежах не показано) из панелей из нержавеющей стали, в которой создают давление ниже атмосферного. Кабину оснащают вытяжным радиальным вентилятором (на чертежах не показано), который устанавливают на самоочищающемся фильтре (на чертежах не показано), а также фильтром-рекуператором (на чертежах не показано). При окрашивании собирающийся в нижней части кабины (на чертежах не показано) порошок частично утилизируют через проход кабины, соединенный с вихревым очистителем (на чертежах не показано), сухую порошковую краску отделяют от удаляемого воздуха в фильтре-рекуператоре (на чертежах не показано) и периодически краску удаляют, просеивают и повторно используют.
После окрашивания снимают защитную крышку 8, а детали 1 с нанесенной краской направляют в печь (на чертежах не показано), где выдерживают 8-30 мин при температуре 200oС для полимеризации краски.
Используют печь (на чертежах не показано) с принудительной циркуляцией горячего воздуха, которую осуществляют вентиляторами (на чертежах не показано), всасывающими воздух из верхней части камеры печи (на чертежах не показано) и вводящими его внутрь теплообменников (на чертежах не показано), в которых воздух доводят до требуемой температуры, после чего нагретый воздух вводят в образованную перед камерой полимеризации полость (на чертежах не показано), в которой осуществляют посредством дефлекторов (на чертежах не показано) равномерное распределение нагретого воздуха, который затем подают в камеру полимеризации, в которой производят рециркуляцию горячего воздуха с одновременным терморегулированием с помощью устройства автоматического регулирования температуры со шкалой 0-250oС и встроенного в камеру чувствительного элемента (на чертежах не показано).
Охлаждение окрашенных деталей производят на воздухе.
Окрашиванию, сушке и транспортировке подвергают станины электрических машин 2.
Подвеска 3 может быть выполнена с одним центрально расположенным стержнем, или с двумя стержнями, расположенными по разные стороны от оси подвески, на расстоянии от нее, меньшем радиуса защитной крышки 8, или с двумя стержнями, расположенными по разные стороны от оси подвески.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
| СПОСОБ ЗАЩИТНОГО ОКРАШИВАНИЯ СОБРАННОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2171529C1 |
| Устройство для напыления полимерных порошковых красок | 1980 |
|
SU939109A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОДНОРОДНОЙ МЕЛКОДИСПЕРСИОННОЙ ВЫСОКОАКТИВНОЙ МАССЫ СЫПУЧЕГО МАТЕРИАЛА ПРИ УТИЛИЗАЦИИ ФОСФОГИПСА | 2013 |
|
RU2522835C1 |
| Агрегат для эмалирования труб | 1959 |
|
SU129448A1 |
| Устройство для нанесения жидкого красителя на пористый материал | 1974 |
|
SU617020A3 |
| Устройство для прыжков | 2024 |
|
RU2823940C1 |
| ЛИНИЯ ДЛЯ ОКРАШИВАНИЯ ИЗДЕЛИЙ | 1991 |
|
RU2017545C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОЛИВИНИЛБУТИРАЛЯ НА ДЕТАЛИ СУДОВОГО МАШИНОСТРОЕНИЯ | 1996 |
|
RU2091500C1 |
| Линия очистки поверхности деталей | 1980 |
|
SU926078A1 |





Изобретение относится к области электротехники и может быть использовано при изготовлении электрических машин, преимущественно полых деталей асинхронных двигателей. Способ защитного окрашивания полых деталей электрических машин включает подвешивание, по крайней мере, одной детали на подвеске конвейера, перемещение к участку окрашивания, подготовку, окрашивание, сушку, охлаждение и перемещение на участок сборки электрических машин или на склад, новым является то, что подвеску конвейера выполняют в виде закрепленного не менее чем на одном стержне направляющего пространственного стержневого каркаса, жестко прикрепленного к сплошному основанию и снабженного съемной защитной крышкой с, по крайней мере, одной открытой прорезью, длина которой не меньше суммарной длины радиуса защитной крышки и диаметра стержня при центральном его расположении относительно продольной оси каркаса или не меньше расстояния от кромки защитной крышки в зоне входного устья прорези в ней до внутренней грани стержня при внецентренном его расположении относительно продольной оси каркаса, причем подлежащую окрашиванию и сушке деталь или детали устанавливают на сплошное основание с расположением каркаса в полости детали или деталей при установке их ярусами, причем каркас или, по крайней мере, его часть, расположенную в полости детали или в полостях деталей, выполняют высотой, не большей высоты окрашиваемой детали или не большей суммарной высоты подлежащих одновременному окрашиванию полых деталей, одеваемых на каркас, причем деталь или детали располагают на каркасе на время проведения всех операций по подготовке, окрашиванию, сушке и транспортировке. Технический результат, обеспечиваемый изобретением, состоит в повышении качества окраски и производительности труда, при одновременном снижении трудоемкости и экономии окрасочных материалов, а также улучшении экологической обстановки при производстве работ. 11 з. п. ф-лы, 9 ил.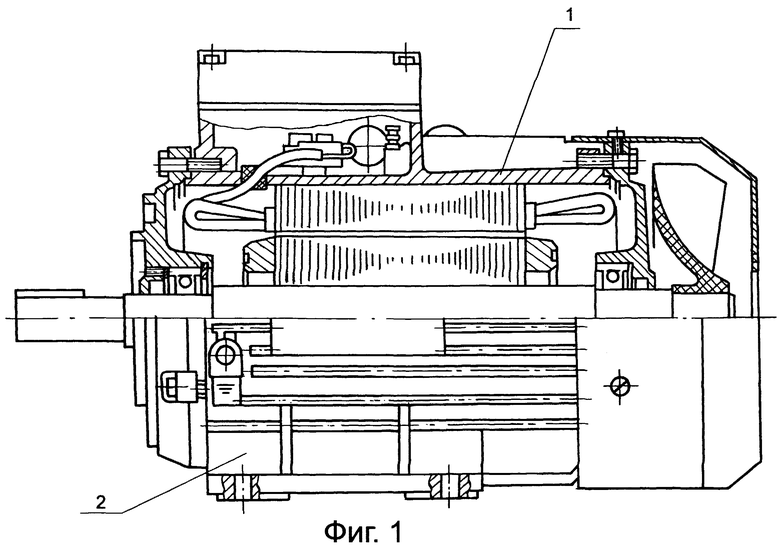
| АНТОНОВ М.В, ГЕРАСИМОВА Л.С | |||
| Технология производства электрических машин | |||
| - М.: Энергоиздат, 1982, с.118-125 | |||
| Устройство для окраски и сушки труб | 1972 |
|
SU478754A1 |
| Устройство для обработки поверхности изделий | 1990 |
|
SU1722609A1 |
