Настоящее изобретение относится к сигаретам с изменяемой скоростью горения, а также машине и устройству для изготовления таких сигарет. Изменяемая скорость горения сигареты обеспечивается согласно изобретению за счет изменения изготовленной из сигаретной бумаги обертки и использования в сигаретах дополнительной, расположенной между основной (наружной) оберткой и табачным стержнем продольной полоски из оберточной бумаги, образующей в сигарете коаксиальные зоны с высокой и низкой степенью диффузии. Использование в сигаретах выполненной таким образом частично двухслойной обертки, внутренний слой которой не полностью закрывает табачный стержень, позволяет изготавливать сигареты с изменяемой скоростью горения, в том числе самопроизвольно гаснущие сигареты и сигареты с заданной и существенно меньшей, чем у обычных сигарет, скоростью горения.
Указанный результат, а также другие раскрытые ниже преимущества достигаются в нижеследующих вариантах осуществления настоящего изобретения.
В изобретении предлагается машина для изготовления сигарет со множеством узких полосок внутренней обертки, содержащая первое подающее устройство, предназначенное для подачи первой полосы материала, из которого изготавливается наружная обертка сигареты, второе подающее устройство, предназначенное для подачи второй полосы материала, из которого изготавливается внутренняя обертка сигареты, расположенное на пути движения второй полосы материала режущее устройство, предназначенное для разрезки второй полосы материала на множество полосок, и разматывающее устройство, содержащее катушку перекрестной намотки и стабилизатор, через который проходит к режущему устройству сматываемая с катушки вторая полоса материала.
В частных вариантах осуществления разматывающее устройство расположено выше и рядом с направляющим роликом, на который подаются первая и вторая полосы материала. Разматывающее устройство имеет основание, на котором установлена вращающаяся катушка перекрестной намотки, и натяжной рычаг с натяжным стержнем, по которому проходит вторая полоса материала.
Стабилизатор может быть выполнен в виде воронки или панели, ограничивающей поперечные перемещения полосы, имеющей форму треугольника с широким верхним концом и узким нижним концом.
В изобретении также предлагается машина для изготовления сигарет с пониженной склонностью к воспламенению, содержащая первое подающее устройство, предназначенное для подачи первой полосы материала, из которого изготавливается наружная обертка сигареты, второе подающее устройство, предназначенное для подачи с катушки перекрестной намотки второй полосы материала, из которого изготавливается внутренняя обертка сигареты, расположенное на пути движения второй полосы материала режущее устройство, предназначенное для разрезки второй полосы материала на множество полосок, и разматывающее устройство, содержащее катушку перекрестной намотки и установленную рядом с катушкой треугольную панель, через которую сматывающаяся с катушки вторая полоса материала проходит к режущему устройству.
Далее, в изобретении предлагается машина для изготовления сигарет с частично двухслойной оберткой, содержащая ремень гарнитуры и расположенный на входе в ремень направляющий ролик, первую бобину с материалом наружной обертки сигареты, подаваемым к направляющему ролику и ремню гарнитуры, вторую бобину с полосой материала внутренней обертки, подаваемой к направляющему ролику и ремню гарнитуры, разматывающее устройство с вращающейся второй бобиной, с которой сматываемая полоса материала внутренней обертки проходит вокруг натяжного стержня, закрепленного на натяжном рычаге, стабилизатор с широким верхним концом и более узким нижним концом, через который от его широкого верхнего конца к его узкому нижнему концу проходит полоса материала внутренней обертки, и расположенное рядом с направляющим роликом режущее устройство для разрезания полосы материала внутренней обертки на множество полосок.
Разматывающее устройство вместе с натяжным стержнем и натяжным рычагом может включать устройство для изменения направления движения полосы, направляющее сматываемую со второй катушки полосу материала внутренней обертки на промежуточный ролик. Разматывающее устройство содержит двигатель для приведения во вращение второй катушки с материалом внутренней обертки.
Устройство для изменения направления движения полосы может содержать первый ролик, наклоненный под заданным углом к вертикали. Угол наклона ролика к вертикали равен приблизительно 45°. Устройство для изменения направления движения полосы может также содержать первый и второй ролики, по которым проходит полоса материала внутренней обертки.
В изобретении также предлагается машина для изготовления сигарет в комбинации с катушкой с материалом перекрестной намотки, содержащая разматывающее устройство с катушкой перекрестной намотки, на которую намотана полоса материала внутренней обертки, направляющий ролик, расположенный на входе ремня гарнитуры, намотанную на бобину наружной обертки полосу материала наружной обертки, которая поступает на направляющий ролик, режущее устройство, расположенное между направляющим роликом и катушкой перекрестной намотки, и стабилизатор, через который проходит полоса внутренней обертки, размещенный между катушкой перекрестной намотки и режущим устройством, при этом ширина полосы материала внутренней обертки меньше ширины полосы материала наружной обертки.
Разматывающее устройство может содержать вращающуюся ось, а стабилизатор может быть выполнен в виде воронки с открытым верхним концом и узким выходным концом, через которую проходит полоса внутренней обертки.
На разматывающем устройстве рядом с устройством для изменения направления движения установлена с возможностью вращения катушка перекрестной намотки, с которой сматываемая полоса внутренней обертки проходит через изменяющее направление ее движения устройство к промежуточному ролику, расположенному перед режущим устройством.
Далее, в изобретении предлагается устройство для изготовления сигарет с полосками внутренней обертки, содержащее механизм изготовления сигарет с ремнем гарнитуры и режущим устройством, бобину с намотанной на нее полосой материала наружной обертки, которая (полоса) сматывается с бобины и подается на ремень гарнитуры механизма изготовления сигарет, катушку перекрестной намотки с полосой материала внутренней обертки, которая проходит через режущее устройство механизма изготовления сигарет, и стабилизатор, при этом полоса материала внутренней обертки проходит с катушки перекрестной намотки по стабилизатору к режущему устройству, а намотанная на катушку перекрестной намотки полоса материала внутренней обертки имеет ширину, которая меньше ширины полосы материала наружной обертки.
В предпочтительном варианте осуществления катушка перекрестной намотки имеет диаметр, равный по меньшей мере 10 дюймам. Катушка перекрестной намотки устанавливается над ремнем гарнитуры на разматывающем устройстве, смонтированном на механизме изготовления сигарет и имеющем натяжной рычаг и натяжной стержень, при этом полоса материала внутренней обертки проходит с катушки перекрестной намотки по натяжному стержню к режущему устройству.
Полоса материала внутренней обертки может быть изготовлена из полученного отливкой ленточного табака, в частности содержащего приблизительно от 7 до 30% альгината натрия и приблизительно от 7 до 22% глицерина.
Разматывающее устройство может иметь двигатель, соединенный с валом, на котором установлена катушка перекрестной намотки.
В одном из частных вариантов полоса материала внутренней обертки имеет ширину 12 мм или менее.
Далее, в изобретении предлагается машина для изготовления сигарет в комбинации с катушкой с материалом перекрестной намотки, содержащая разматывающее устройство с катушкой перекрестной намотки, с которой сматываемая полоса материала внутренней обертки проходит по натяжному стержню через стабилизатор, направляющий ролик, расположенный на входе ремня гарнитуры, бобину с полосой материала наружной обертки, подаваемой на направляющий ролик, режущее устройство, расположенное между направляющим роликом и катушкой перекрестной намотки, при этом намотанная на катушку перекрестной намотки полоса материала внутренней обертки имеет ширину 12 мм или менее.
Кроме того, в изобретении предлагается машина для изготовления сигарет в комбинации с катушкой с материалом перекрестной намотки, содержащая разматывающее устройство с катушкой перекрестной намотки, на которую намотана полоса внутренней обертки из материала на основе полученного отливкой ленточного табака, которая с катушки перекрестной намотки проходит по натяжному стержню и через стабилизатор, направляющий ролик, расположенный на входе ремня гарнитуры, бобину с полосой материала наружной обертки шириной около 27 мм, подаваемой на направляющий ролик, и расположенное между направляющим роликом и катушкой перекрестной намотки режущее устройство, через которое проходит сматываемая с катушки перекрестной обертки полоса материала внутренней обертки, которая затем попадает на направляющий ролик, при этом намотанная на катушку перекрестной намотки полоса материала внутренней обертки имеет ширину 12 мм или менее, пористость менее 3 единиц Кореста и линейную плотность более 70 г/см.
В изобретении также предлагается машина для изготовления сигарет с пониженной воспламеняемостью в комбинации с катушкой материала внутренней обертки, содержащая гарнитуру, ремень гарнитуры и направляющий ролик, расположенный на входе в гарнитуру, разматывающее устройство с катушкой материала внутренней обертки с большой длиной намотанной на катушку полосы материала, стабилизатор, через который проходит полоса материала внутренней обертки, и бобину с материалом наружной обертки с большой длиной намотанной на нее полосы материала, которая при ее сматывании с бобины проходит по направляющему ролику, при этом ширина полосы внутренней обертки составляет 13 мм или менее.
На прилагаемых к описанию чертежах показано:
на фиг.1 - аксонометрическая проекция предлагаемой в настоящем изобретении сигареты с частично двухслойной оберткой и изменяемой скоростью горения,
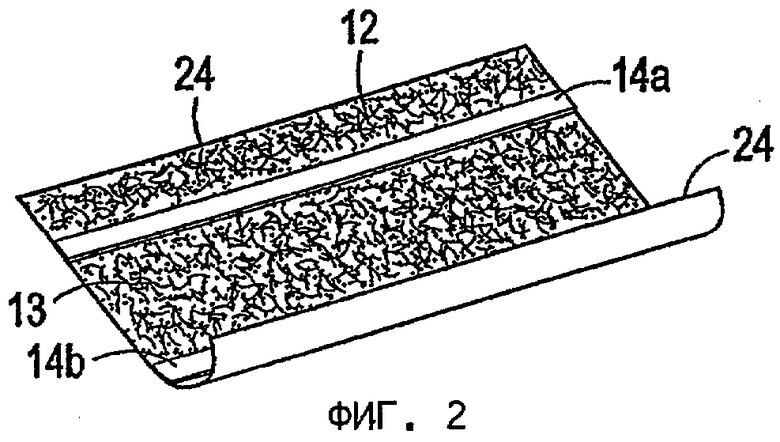
на фиг.2 - аксонометрическая проекция развернутой, изготовленной из сигаретной бумаги наружной обертки сигареты, показанной на фиг.1,
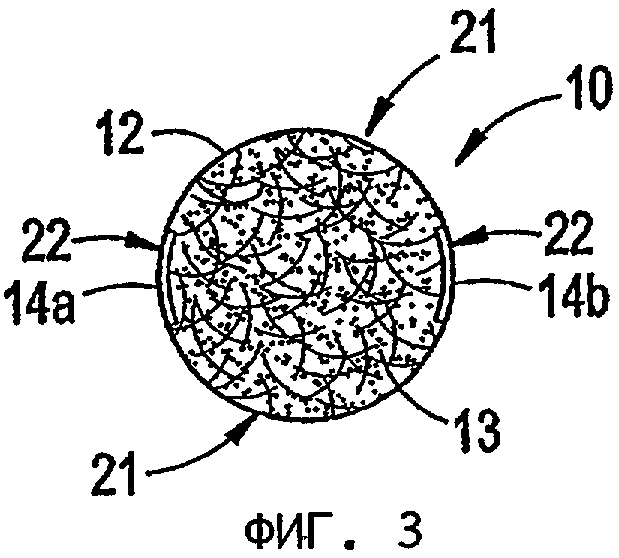
на фиг.3 - вид спереди предлагаемой в изобретении сигареты с изменяемой скоростью горения,
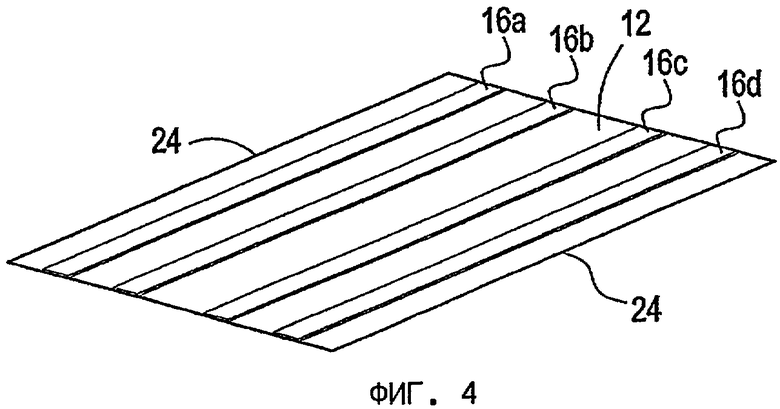
на фиг.4 - аксонометрическая проекция предлагаемой в изобретении двухслойной обертки сигареты с изменяемой скоростью горения,
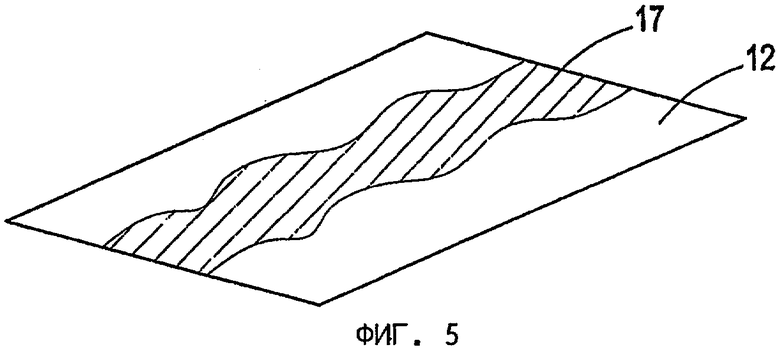
на фиг.5 - другой вариант выполнения частично двухслойной обертки, предлагаемой в настоящем изобретении,
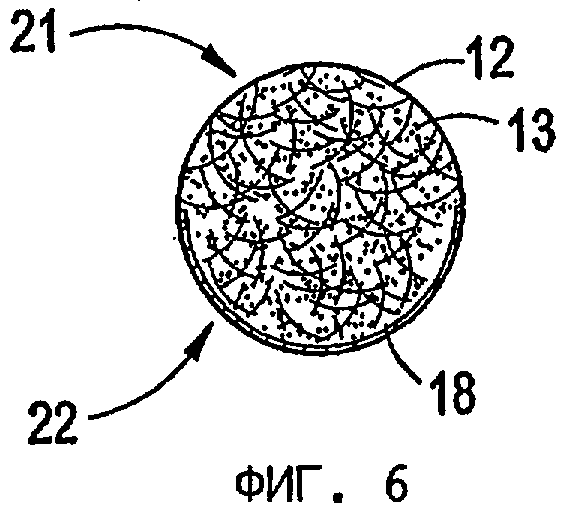
на фиг.6 - другой вариант выполнения изображенной в виде спереди предлагаемой в изобретении сигареты с изменяемой скоростью горения,
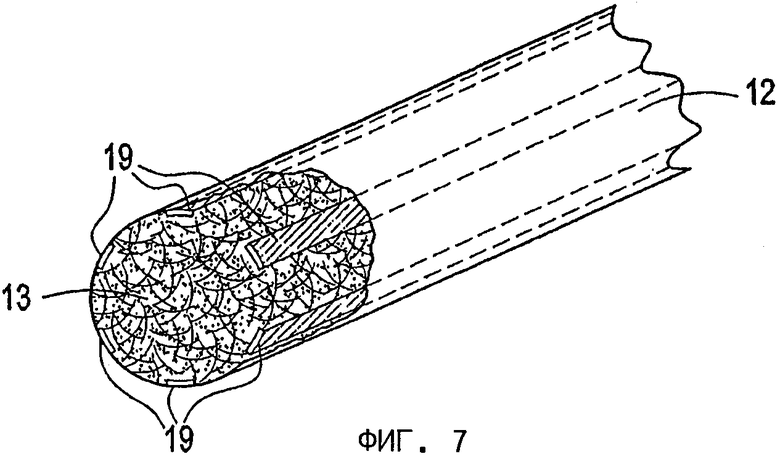
на фиг.7 - другой вариант выполнения изображенной в аксонометрической проекции и частично в разрезе предлагаемой в изобретении сигареты с изменяемой скоростью горения,
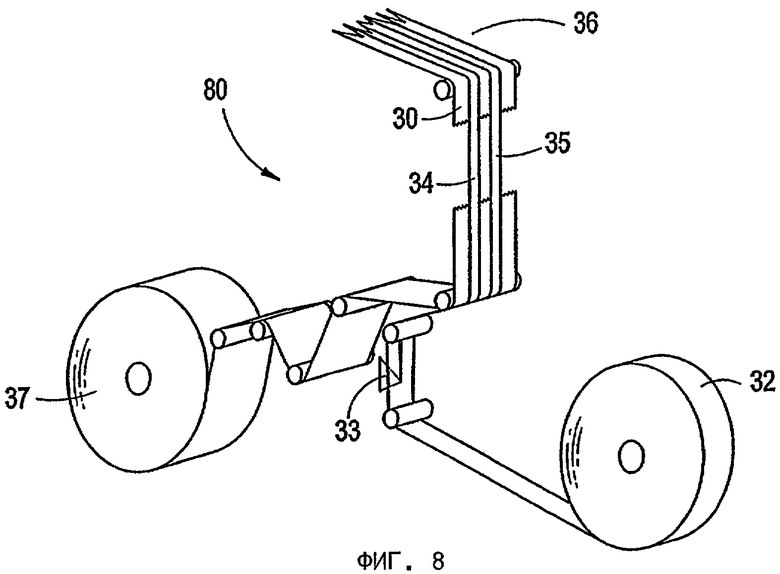
на фиг.8 - схема изображенного в аксонометрической проекции механизма подачи сигаретной бумаги в сигаретной машине, предназначенной для изготовления предлагаемых в настоящем изобретении сигарет,
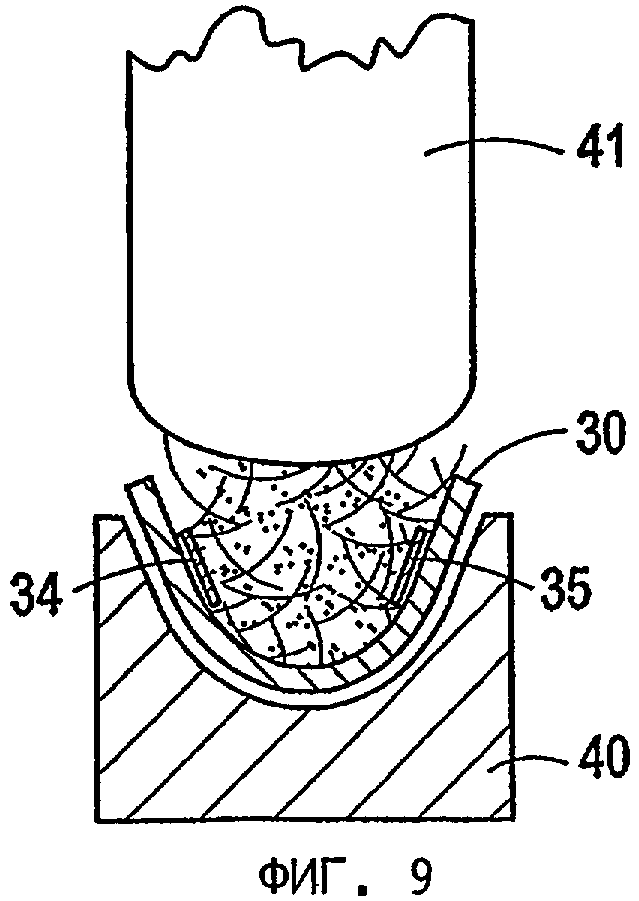
на фиг.9 - частичный разрез гарнитуры сигаретной машины, предназначенной для изготовления предлагаемых в изобретении сигарет,
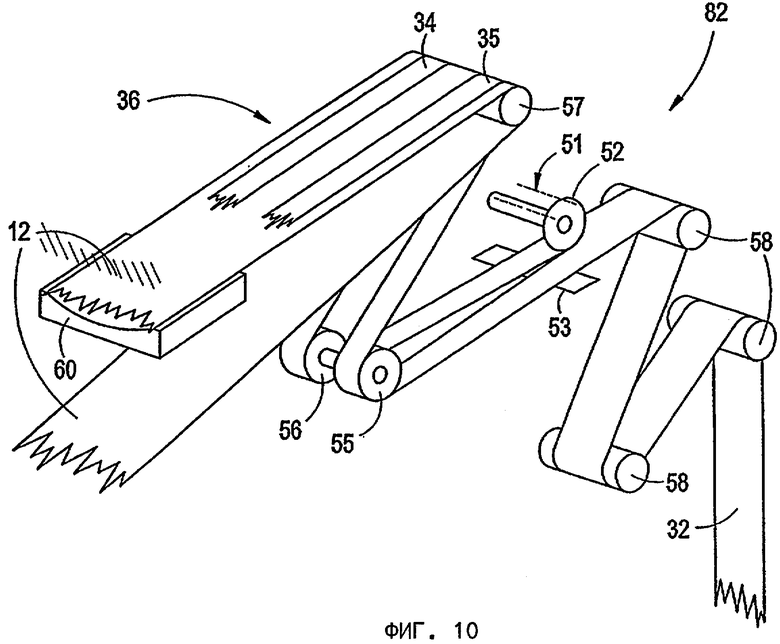
на фиг.10 - другой вариант выполнения схематично изображенного в аксонометрической проекции механизма изготовления обертки в сигаретной машине, предназначенной для изготовления предлагаемых в изобретении сигарет,
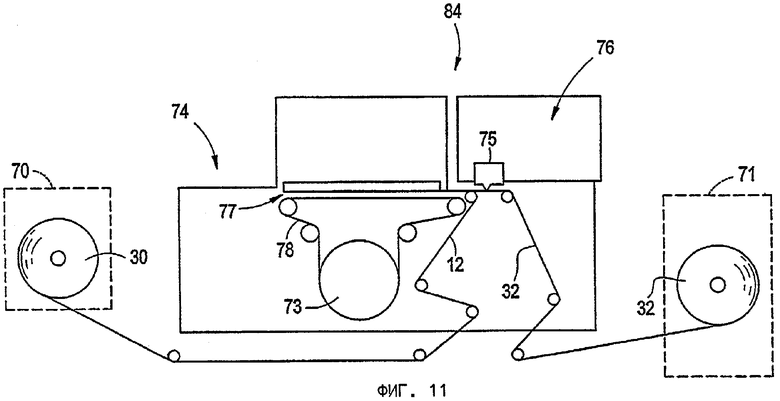
на фиг.11 - еще один вариант выполнения схематично изображенного в виде сбоку механизма изготовления обертки предлагаемых в изобретении сигарет,
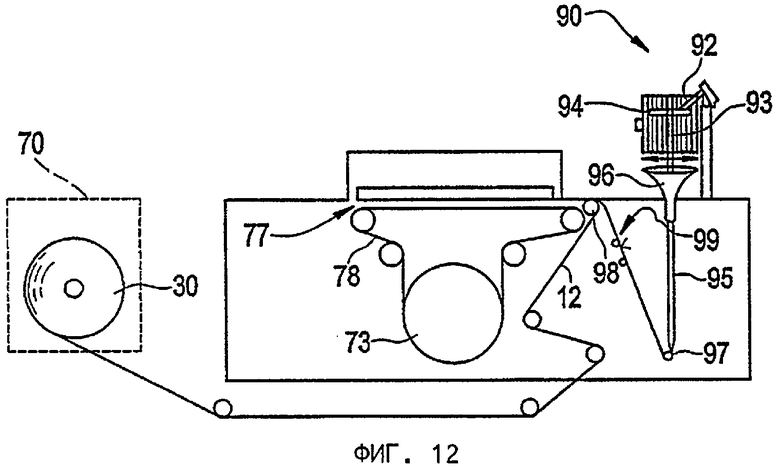
на фиг.12 - вид спереди сигаретной машины для изготовления сигарет с предлагаемой в настоящем изобретении двухслойной оберткой и расположенного над гарнитурой устройства для подачи в гарнитуру сматываемого с бобины материала для изготовления обертки,
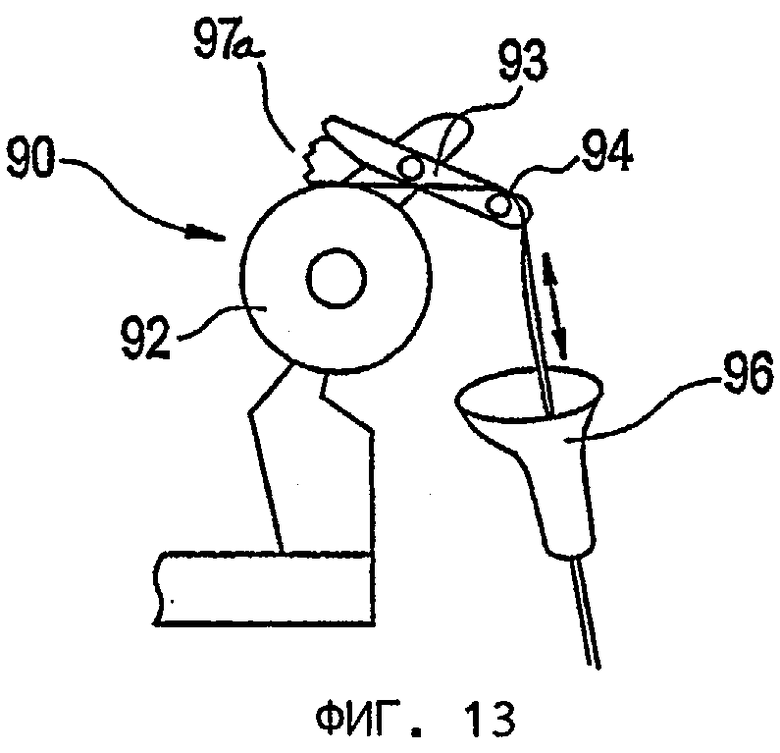
на фиг.13 - вид сбоку в увеличенном масштабе расположенного над предлагаемой в изобретении сигаретной машиной и показанного на фиг.12 устройства для подачи в гарнитуру сматываемого с бобины материала для изготовления обертки,
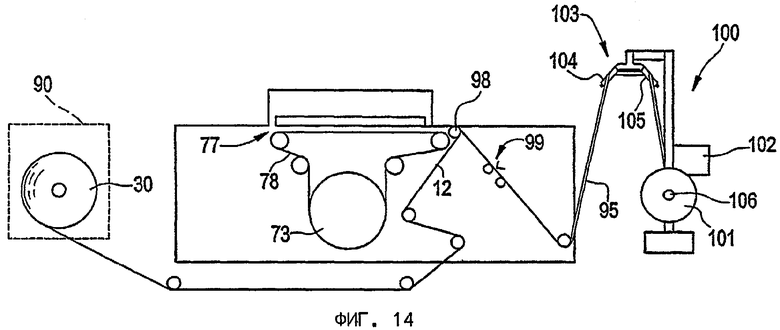
на фиг.14 - другой вариант выполнения изображенной в виде спереди сигаретной машины, предназначенной для изготовления сигарет с предлагаемой в настоящем изобретении двухслойной оберткой, с внешним устройством для подачи в гарнитуру сматываемого с бобины материала для изготовления обертки,
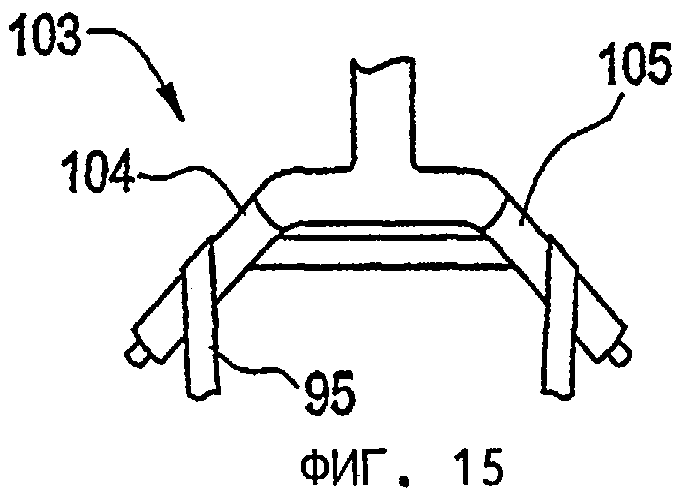
на фиг.15 - вид спереди в увеличенном масштабе показанного на фиг.14 устройства для изменения ориентации подаваемого в гарнитуру материала для изготовления обертки,
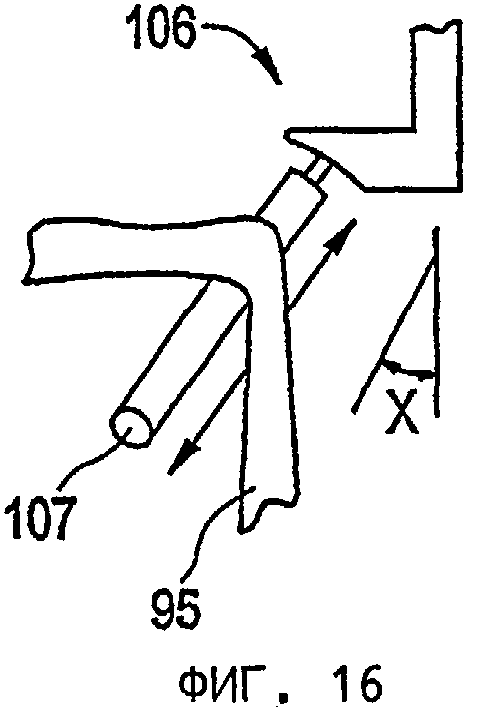
на фиг.16 - другой вариант выполнения предлагаемого в изобретении устройства для изменения ориентации подаваемого в гарнитуру материала для изготовления обертки,
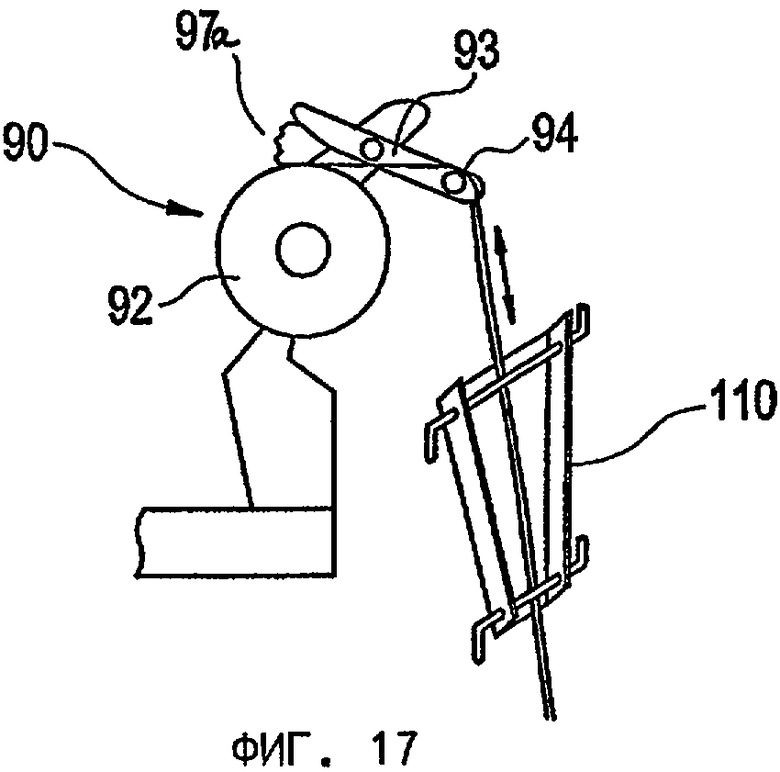
на фиг.17 - другой вариант выполнения изображенного в виде сбоку предлагаемого в изобретении устройства для изменения ориентации подаваемого в гарнитуру материала для изготовления обертки и устройства для стабилизации его измененной ориентации и
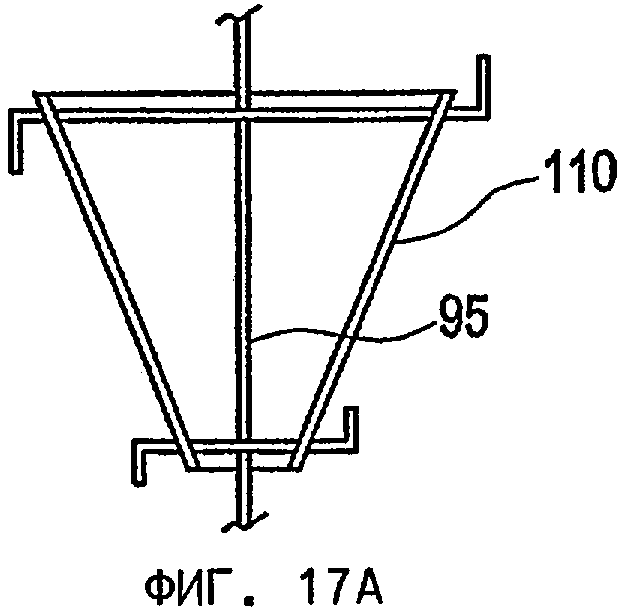
на фиг.17А - вид спереди показанного на фиг.17 устройства для стабилизации измененной ориентации подаваемого в гарнитуру материала для изготовления обертки.
На фиг.1 показана сигарета 10 с частично двухслойной (в дальнейшем называемой просто двухслойной) оберткой, которая позволяет изменять скорость горения сигареты. Показанная на фиг.1 предлагаемая в настоящем изобретении сигарета 10 с двухслойной оберткой имеет обычный табачный стержень 13, проходящий от открытого конца сигареты до фильтра 15. Табачный стержень 13 обернут снаружи сигаретной бумагой 12. На внутренней стороне сигаретной бумаги 12 расположены отдельные полоски 14а и 14b, образующие неполную внутреннюю обертку табачного стержня. Полоски 14а и 14b служат модификаторами скорости горения табачного стержня 13 и изменяют режим горения сигареты 10. У сигареты, показанной на фиг.1, внутренние полоски проходят параллельно оси табачного стержня 13 от открытого конца до фильтра 15. Наличие в обертке полосок 14а и 14b позволяет изготавливать сигареты с разной скоростью горения, зависящей от плотности набивки табачного стержня, пористости бумаги 12 наружной обертки и содержания в ней определенных добавок, ширины полосок 14а и 14b, их пористости и содержания в них добавок. В предлагаемых в изобретении сигаретах полоски, от которых зависит скорость горения сигареты, могут проходить не по всей длине табачного стержня 13 и не параллельно его продольной оси. Изобретение, таким образом, позволяет в зависимости от сочетания различных параметров, в том числе и указанных выше, изготавливать сигареты 10 с частично двухслойной оберткой, скорость горения которых можно менять в очень в широких пределах.
Как показано на фиг.1, предлагаемая в настоящем изобретении сигарета 10, которая может иметь разную скорость горения, снаружи обернута бумагой 12 с двумя (первой и второй) отдельными полосками 14а и 14b. Оберточная сигаретная бумага 12 может иметь нормальную пористость, обычно равную 15-80 единицам Кореста (CU). Кроме наружной обертки из сигаретной бумаги 12, предлагаемая в изобретении сигарета имеет по меньшей мере одну внутреннюю полоску, наличие которой позволяет менять скорость горения сигареты 10. У сигареты, показанной на фиг.1, первая и вторая полоски 14а и 14b расположены на разных сторонах табачного стержня 13. Для того чтобы скорость горения сигареты была, по существу, постоянной по всей длине табачного стержня, полоски 14а и 14b должны быть расположены параллельно табачному стержню 13 по всей его длине от открытого конца сигареты до фильтра 15.
В варианте, показанном на фиг.1, полоски 14а и 14b проходят по всей длине табачного стержня 13 и в зависимости от режима (скорости) горения сигареты могут быть расположены на равном или любом другом расстоянии друг от друга.
Предлагаемая в изобретении сигарета 10 с двухслойной оберткой, поперечное сечение которой показано на фиг.3, имеет зоны 21 с высокой степенью диффузии и образованные полосками 14а и 14b зоны 22 с низкой степенью диффузии. Предлагаемая в изобретении наружная обертка 12 сигареты имеет по меньшей мере одну зону 21 с высокой степенью диффузии, через которую при нормальном составе дыма проходит относительно большое количество газообразных моноксида углерода (СО) и кислорода. В зонах 22 с низкой степенью диффузии, ограниченных размерами полосок 14а и 14b в окружном направлении, количество входящих и выходящих газов существенно снижается в зависимости от пористости полосок 14а и 14b и наружной обертки 12. Зоны 21 с высокой степенью диффузии и зоны 22 с низкой степенью диффузии могут иметь пористость, соответственно большую 14 и меньшую 8 единиц Кореста.
Как показано на чертежах, наружную обертку 12 предлагаемой в изобретении сигареты 10 с двухслойной оберткой и с заданной скоростью горения изготавливают из стандартной сигаретной бумаги, ширина которой обычно равна 27 мм. На внутренней стороне наружной обертки 12 по всей ее длине на некотором расстоянии друг от друга расположены полоски 14а и 14b, показанные на фиг.2 и фиг.4, где изображен другой вариант выполнения обертки. Наружную обертку изготавливают из сигаретной бумаги стандартного размера с нормальной пористостью, а полоски 14а и 14b - из бумаги шириной 4 мм и пористостью меньше 8 единиц Кореста. Суммарная ширина двух полосок 14а и 14b по окружности обычной сигареты может составлять от 8 до 15 мм. Эффективность влияния наружной обертки и образованной полосками внутренней обертки на скорость горения сигареты зависит от указанных выше параметров и, в частности, от пористости наружной и внутренней оберток, при этом ширина внутренней обертки при незначительном влиянии на характеристики дыма и аромата и хороших параметрах горения должна составлять около 75%, предпочтительно меньше 60%, более предпочтительно меньше 35%, от длины окружности наружной обертки. Конкретный выбор ширины внутренней обертки зависит от качества сигареты и от длины окружности наружной обертки. Предлагаемые в изобретении сигареты могут отличаться от сигарет, рассмотренных в настоящем описании в качестве конкретных примеров, которые в этом отношении лишь иллюстрируют изобретение, но не ограничивают его объем.
Как указано ниже, предлагаемые в изобретении сигареты с разной скоростью горения конструктивно можно выполнять по-разному. В зависимости от необходимого режима и скорости горения обертка предлагаемой в изобретении сигареты может иметь одну или несколько внутренних полосок. Как уже было отмечено выше, разное сочетание участков внутренней обертки с низкой пористостью и наружной обертки с высокой пористостью позволяет изготавливать сигареты с разной, в том числе и заданной скоростью горения. Так, например, при определенном сочетании пористости наружной и внутренней оберток и с учетом других факторов обычную скорость горения стандартных сигарет, равную 6,0 мм/мин, можно при необходимости снизить до 4 мм/мин или менее. Внутренняя обертка сигареты с такой скоростью горения должна иметь полоски, изготовленные из материала с низкой пористостью, или их заменители из различного материала, в частности из восстановленного табака, табачной бумаги с низкой пористостью, полученного отливкой ленточного табака, материалов на полимерной основе или других материалов. На внутренние полоски можно нанести покрытие из модификатора горения или другого материала, который образует на табачном стержне по меньшей мере одну зону с низкой степенью диффузии. На бумажную обертку можно нанести покрытие из ингибитора горения, например из альгината натрия, для уменьшения пористости сигареты до величины, при которой сигарета имеет необходимую скорость горения за счет определенного сочетания соответствующих параметров, таких как пористость наружной обертки, плотность набивки табака, длина окружности внутренней обертки и количество полосок, пористость внутренней обертки и др.
На фиг.4-7 проиллюстрированы различные способы формирования в сигарете зон с низкой степенью пористости. На фиг.4 в развернутом виде показана стандартная наружная обертка 12 со множеством внутренних полосок 16а, 16b, 16с и 16d. Эти полоски можно расположить на внутренней поверхности наружной обертки 12 на равном расстоянии друг от друга и на некотором расстоянии от ее краев, которые склеивают друг с другом в гарнитуре сигаретной машины. Все показанные на чертежах полоски 16a-16d можно одновременно подавать в гарнитуру и соединять с внутренней поверхностью наружной обертки у табачного стержня. Наличие у сигареты внутренних полосок обертки позволяет существенно снизить скорость ее горения в статическом режиме вплоть до самопроизвольного затухания.
Как показано на фиг.5, для образования в обертке предлагаемых в изобретении сигарет зон с низкой пористостью можно использовать внутреннюю обертку 17, криволинейные края которой отличаются от прямых краев наружной обертки 12. Края внутренней обертки 17 могут иметь волнообразную форму, при которой положение зоны с низкой пористостью меняется по длине табачного стержня. При таком нелинейном расположении зоны с низкой пористостью скорость горения сигареты в статическом режиме не будет зависеть от ее положения.
На фиг.6 показан еще один вариант выполнения предлагаемой в изобретении сигареты, которая может иметь разную скорость горения. В предлагаемой в этом варианте сигарете зона 21 с высокой степенью диффузии и зона 22 с низкой степенью диффузии образованы расположенным на внутренней поверхности наружной обертки 12 слоем 18 внутренней обертки, охватывающей снаружи часть табачного стержня 13. Показанный на чертеже слой 18 внутренней обертки охватывает приблизительно половину периметра табачного стержня 13. Для изготовления сигарет с определенной по всей длине скоростью горения можно, о чем более подробно сказано ниже, использовать внутреннюю обертку самой разной формы. Для изготовления слоя 18 внутренней обертки можно использовать стандартную сигаретную бумагу с низкой пористостью, меньшей 7 единиц Кореста, или сигаретную бумагу с покрытием из модификатора скорости горения, или другие материалы, например ленточный табак с добавками или без них обычно с низкой пористостью, которая не должна превышать 5 единиц Кореста, предпочтительно 3 единиц Кореста. Преимущество изготовления слоя 18 внутренней обертки из ленточного или восстановленного табака заключается в том, что такой табак по цвету не отличается от табачного стержня 13 и не образует в сигарете в зоне 22 с низкой диффузией тонкую видимую прослойку белого цвета. Слой 18 внутренней обертки можно также изготовить из полимерной пленки или из других материалов. Для изготовления сигарет с низкой скоростью горения, предпочтительно меньшей 4,0 мм/мин, ширина показанного на фиг.6 слоя 18 внутренней обертки должна составлять от 2 до 14 мм или меньше 75% от длины окружности наружной обертки.
На фиг.7 показана предлагаемая еще в одном варианте осуществления изобретения сигарета, у которой на внутренней поверхности наружной обертки 12 вокруг табачного стержня 13 расположено несколько полосок 19 внутренней обертки. Полоски 19 внутренней обертки подают в гарнитуру сигаретной машины вместе с наружной оберткой 12 при формировании в ней табачного стержня 13. Полоски 19 могут быть изготовлены из сигаретной бумаги с низкой пористостью, подаваемой в сигаретную машину в виде полосы, или в виде отдельной полоски либо нескольких полосок, подаваемых в гарнитуру сигаретной машины и разрезаемых на полоски соответствующей ширины. Как показано на фиг.7, полоски 19 внутренней обертки проходят вдоль длины табачного стержня 13 параллельно его оси. Для того чтобы изменение скорости горения сигареты не зависело от ее положения, длина полосок 19 предпочтительно должна быть равна длине табачного стержня. Изготовление внутренней обертки в виде множества полосок 19 (см. фиг.7) позволяет более эффективно менять скорость горения сигареты.
Выполнение внутренней обертки сигарет в виде узких полосок, параллельных оси табачного стержня 13, а не в виде колец, перпендикулярных его оси, обладает определенным преимуществом. Сигареты с кольцами, расположенными в отличие от продольных полосок перпендикулярно оси табачного стержня 13, имеют неравномерную по длине скорость горения. У сигарет, внутренняя обертка которых выполнена в виде поперечных колец, линейная скорость горения меняется по длине сигареты от низкой до высокой в зависимости от пористости обертки в местах расположения колец и пористости расположенной между кольцами сигаретной бумаги наружной обертки. Неравномерная скорость горения сигареты является ее очевидным недостатком, поскольку свободное горение табачного стержня между кольцами внутренней обертки происходит в течение достаточно длительного промежутка времени и не обеспечивает требуемой скорости горения сигареты, которая зависит от всей длины табачного стержня. Кроме того, при глубокой затяжке (глубоком выдохе) тлеющий конец табачного стержня иногда проходит через имеющее низкую пористость кольцо внутренней обертки. При горении сигареты в месте расположения колец состав дыма существенно меняется в сторону увеличения СО и ряда других компонентов. Предлагаемая в настоящем изобретении двухслойная обертка позволяет решить эти проблемы и изготавливать сигареты с разной, но постоянной скоростью горения при нормальном и одинаковом составе дыма по всей длине табачного стержня.
В предлагаемых в изобретении сигаретах 10 внутренняя обертка, выполненная в виде множества отдельных полосок или в виде одной полосы, должна быть расположена на определенном расстоянии от шва наружной обертки 12. Как известно, при изготовлении сигарет показанный на фиг.1 шов 23 образуется в результате наложения друг на друга краев 24 наружной обертки 12. Обычно при изготовлении сигарет до свертывания наружной обертки и формирования табачного стержня 13 один край 24 обертки смазывают клеем. При изготовлении предлагаемых в изобретении сигарет 10 внутренняя обертка должна находиться на некотором расстоянии от шва и не препятствовать свертыванию наружной обертки 12, формированию табачного стержня и склеиванию краев наружной обертки. Во всех показанных на чертежах вариантах внутренняя обертка расположена на некотором расстоянии от боковых краев 24 наружной обертки, не пересекается со швом наружной обертки 12 и не препятствует формированию табачного стержня в гарнитуре сигаретной машины. Поэтому все предлагаемые в настоящем изобретении сигареты можно изготавливать на обычных сигаретных машинах с небольшой доработкой механизма подачи бумаги и без всякого изменения конструкции гарнитуры. Следует отметить, что во всех предлагаемых в изобретении вариантах меняющие скорость горения сигареты полоски дополнительной обертки можно приклеить и к наружной поверхности сигареты, которая в этом случае, как и при внутреннем расположении полосок, будет иметь параллельные оси сигареты зоны с высокой и низкой пористостью.
На фиг.8 показана схема механизма подачи сигаретной бумаги в сигаретной машине, предназначенной для изготовления предлагаемых в изобретении сигарет с разной скоростью горения. Механизм 80 подачи бумаги содержит две бобины - бобину 37 с наружной оберткой и бобину 32 с внутренней оберткой (внутренними полосками). Предназначенную для изготовления наружной обертки сигаретную бумагу со стандартной пористостью и с шириной от 19 до 27 мм подают с бобины 37 в сигаретную машину состоящим из роликов и натяжных устройств механизмом подачи. В показанном на фиг.8 варианте из внутренней обертки и наружной обертки изготавливают двухслойную сигаретную бумагу 36, в которую в гарнитуре насыпают табак. Наружная обертка 30 проходит под полосками 34 и 35 внутренней обертки, подаваемыми в гарнитуру с бобины 32 или из другого устройства. Внутренняя обертка закрывает только часть внутренней поверхности наружной обертки 30 и поэтому ширина бобины 32 может быть меньше ширины наружной обертки. Сматываемая с бобины 32 внутренняя обертка проходит по роликам механизма подачи к режущему устройству - ножу, который режет ее на полоски требуемого размера, которые до гарнитуры соединяют с наружной оберткой в двухслойную сигаретную бумагу 36. Характеристики горения полосок 34 и 35, образующих внутреннюю обертку предлагаемых в изобретении сигарет, могут значительно отличаться от соответствующих характеристик наружной обертки 30. В этом случае наличие двух бобин в рассматриваемом варианте выполнения механизма 80 подачи бумаги позволяет изготавливать сигареты с оберткой разной пористости, разного состава и с разными другими характеристиками. Механизм подачи бумаги может иметь устройство 33 для резки внутренней обертки на две или несколько полосок.
Как показано на фиг.8, на бобину 32 внутренней обертки можно намотать бумагу шириной 4-15 мм, которую затем разрезают вдоль на две отдельные полоски. Определенное сочетание пористости и характеристик горения внутренней и наружной оберток позволяет изготавливать сигареты с разной, в том числе и с обычной скоростью горения по всей длине сигареты и табачного стержня.
Показанный на фиг.8 механизм 80 подачи бумаги содержит ряд натяжных роликов, предназначенных для непрерывной подачи наружной обертки 30 и полосок 34 и 35 внутренней обертки и изготовления из них двухслойной оберточной сигаретной бумаги 36. Очевидно, что уменьшение ширины бобины 32 создает определенные проблемы при подаче в гарнитуру разрезанной на отдельные полосы бумаги. Во избежание разрыва полосок 34 и 35 до их попадания в гарнитуру в них необходимо создать определенное натяжение. Возможные остановки в работе машины требуют также определенного натяжения и бобины 37 наружной обертки и бобины 32 внутренней обертки. В предлагаемой в изобретении машине полоски 34 и 35 внутренней обертки соединяют с наружной оберткой 30 в натянутом состоянии либо непосредственно перед гарнитурой, либо, как показано на фиг.8, сразу же после резки сматываемой с бобины внутренней обертки на две полосы.
На фиг.9 показано поперечное сечение гарнитуры обычной сигаретной машины. Гарнитура 40 представляет собой один из узлов сигаретной машины, в котором сворачивают обертки и, заполняя их табаком, формируют сигарету. Обычно гарнитура имеет расположенный между наружной оберткой 30 и гарнитурой 40, но не показанный на чертеже ремень. Показанная на чертеже гарнитура 40 имеет криволинейную рабочую поверхность, предназначенную для формирования табачного стержня и сигареты. На криволинейной рабочей поверхности гарнитуры наружную обертку сгибают вокруг табака, который ссыпается на нее из питателя 41 сигаретной машины. Полоски 34 и 35 внутренней обертки, соединяемые до гарнитуры с наружной оберткой 30 в одну двухслойную обертку 36, в гарнитуре также сгибаются и вместе с табаком принимают форму сигареты. Такой способ изготовления сигарет существенно расширяет возможности для выбора необходимых параметров наружной и внутренней оберток. Еще одним преимуществом такого способа является возможность изготовления предлагаемых в изобретении сигарет на существующих автоматических линиях при сохранении их высокой производительности и всей последовательности технологического процесса. Так, в частности, предлагаемый в изобретении способ не требует внесения значительных изменений в конструкцию гарнитуры, формирующей сигаретные стержни, которые затем разрезают на отдельные части определенной длины и соединяют с фильтрами.
Как показано на фиг.9, расположенные на внутренней поверхности наружной обертки 30 полоски 34 и 35 внутренней обертки при попадании в гарнитуру не препятствуют формированию сигареты и табачного стержня. В сигарете, показанной на фиг.3, смещенные относительно продольного шва наружной обертки 30 на 90° и расположенные на равном расстоянии друг от друга полоски 34 и 35 равномерно меняют скорость горения сигареты на всей длине табачного стержня. Для соединения внутренней обертки с наружной оберткой 30 можно помимо клея использовать и любые другие материалы. Определенному расположению полосок 34 и 35 на внутренней поверхности наружной обертки способствует и уплотнение табака, которое происходит в гарнитуре 40 при формировании табачного стержня.
На фиг.10 показан другой вариант выполнения схематично изображенного механизма 82 подачи бумаги. В этом варианте наружную обертку 12 с расположенной в обычном месте бобины подают на ролик 57, который направляет наружную и внутреннюю обертки в гарнитуру 60, в которой происходит процесс формирования табачного стержня и сигареты. В этом варианте для изготовления наружной обертки 12 можно использовать стандартную сигаретную бумагу шириной 27 мм с нормальной пористостью и другими обычными характеристиками. Как показано на чертеже, двухслойную обертку 36 в этом варианте изготавливают путем соединения до гарнитуры наружной обертки 12 с двумя полосками 34 и 35 внутренней обертки.
В варианте, показанном на фиг.10, намотанная на бобину бумага 32, из которой изготавливают полоски внутренней обертки, до резки в продольном направлении режущим устройством 51 проходит по направляющим роликам 58. Режущее устройство можно выполнить в виде вращающегося ножа 52 и неподвижного основания 53. При изготовлении сигарет с двухслойной оберткой по этому варианту внутреннюю обертку 32 изготавливают из бумаги шириной 8 мм, которую разрезают в продольном направлении на две полоски 34 и 35 шириной 4 мм. Бумагу внутренней обертки 32 разрезают режущим устройством 51 и разделяют роликами 55 и 56 на отдельные полоски 34 и 35, которые затем на ролике 57 соединяют с наружной оберткой 12. Очевидно, что внутреннюю обертку 32 можно разрезать и на более узкие полоски, которые затем соединяют с наружной оберткой.
Преимущество этого варианта состоит в использовании режущего устройства 51 с вращающимся ножом, которым можно разрезать бумагу на отдельные полоски требуемой ширины. Однако из-за наличия в механизме подачи направляющих и натяжных роликов изготовление внутренней обертки предлагаемых в изобретении сигарет из узких полосок бумаги сопряжено с опасностью возможного разрыва внутренней обертки 32 и отдельных полосок 34 и 35. Поэтому для уменьшения длины узких полосок 34 и 35 используемое в этом варианте режущее устройство 51 с вращающимся ножом должно быть установлено максимально близко к гарнитуре 60.
В показанном на фиг.10 механизме 82 подачи бумаги бумажную полосу 32 разрезают на две узкие полоски 34 и 35 режущим устройством 51 с вращающимся ножом. Очевидно, что в механизме подачи бумаги кроме вращающегося ножа можно использовать и другие режущие устройства, например неподвижные ножи, лазеры, водоструйные режущие устройства, устройства для контактной резки или микроперфораторы. Для изготовления обертки предлагаемых в изобретении сигарет можно также использовать обработанное бумажное полотно, предварительно надрезанное на отдельные полосы, отделяемые друг от друга до попадания в гарнитуру. Для подачи в гарнитуру полосок внутренней обертки, соединенных с наружной оберткой, также можно использовать самые разные устройства. Некоторые из описанных устройств можно использовать для подачи в гарнитуру полосок внутренней обертки, тогда как другие устройства предназначены для изготовления или подачи полосок внутренней обертки, соединенных с наружной оберткой непосредственно в гарнитуре. Конструкции такого рода устройств имеют, как очевидно, много общего с решениями, предлагаемыми в настоящем изобретении, но не относятся к основной идее изобретения, и поэтому рассматриваемые в описании конкретные варианты выполнения устройств для подачи бумаги приведены лишь в качестве примеров, которые не ограничивают объем изобретения.
На фиг.11 показан еще один вариант выполнения сигаретной машины 84, в которой механизм 74 изготовления сигарет имеет два расположенных рядом с машиной внешних устройства 70 и 71 подачи бумаги. Устройство 70 подачи имеет бобину 30, с которой бумага 12 наружной обертки сматывается и подается в гарнитуру 77. В гарнитуре сматываемое с бобины 30 полотно бумаги 12 соединяется с полотном материала 32, из которого изготавливают полоски внутренней обертки сигареты. Устройство 71 подачи бумаги имеет бобину, с которой материал 32 подают в режущее устройство 75 и режут на отдельные полоски. Для уменьшения длины отдельных узких полосок внутренней обертки режущее устройство 75 должно быть расположено максимально близко от гарнитуры 77. Показанный на фиг.11 механизм 74 изготовления сигарет имеет гарнитуру 77 и соединенный с приводным валом 73 ремень 78, который по мере формирования сигареты с полосками внутренней обертки перемещает через гарнитуру табак и бумагу наружной и внутренней оберток.
Наличие внешних устройств 70 и 71, предназначенных для подачи в машину материала как наружной, так и внутренней оберток, облегчает создание автоматической линии обработки бумаги и подачи внутренней обертки в механизм 74 и их соединения с наружной оберткой. Кроме того, использование расположенных снаружи устройств с бобинами 30 и 32 наружной и внутренней оберток исключает необходимость внесения существенных изменений в конструкцию механизма 74 изготовления сигарет и устройств, расположенных вблизи гарнитуры 77, и связано только с установкой направляющих и натяжных роликов. Внешние устройства подачи подобного типа обычно поставляются в настоящее время вместе с сигаретными машинами и могут с успехом использоваться для соединения наружной и внутренней оберток и изготовления предлагаемых в изобретении сигарет с изменяемой скоростью горения.
В устройство 71 подачи бумаги вместо обычной бобины с сигаретной оберткой можно установить катушку с полученным отливкой ленточным материалом. Необходимость в использовании катушки связана с неоднородностью такого материала. Ленту восстановленного табака шириной 8 мм подают с катушки в механизм 74 изготовления сигарет через направляющие ролики, которые поддерживают постоянную скорость подачи ленты по мере ее сматывания с катушки. Ленту разрезают непосредственно перед ее соединением с материалом наружной обертки на ролике, обычно расположенном перед гарнитурой. Для нормальной подачи ленты в гарнитуру и ее соединения с материалом наружной обертки предназначены соответствующие направляющие и натяжные ролики.
Наружную и внутреннюю обертки предлагаемых в изобретении сигарет можно изготавливать из разной по своим свойствам бумаги. Как уже было отмечено выше, наружную обертку изготавливают из бумаги, ширина которой равна 27 мм, а пористость лежит в пределах от 15 до 80 единиц Кореста. Известно, что значительное снижение пористости наружной обертки изменяет состав дыма и линейную скорость горения сигареты. Наличие у сигареты не полностью закрывающей табачный стержень внутренней обертки позволяет изменять скорость ее горения и изготавливать сигареты со скоростью горения, отличающейся от обычной. Как показано на чертежах, частично закрывающую табачный стержень внутреннюю обертку можно выполнить в виде одной или нескольких полосок. Внутреннюю обертку можно изготовить из бумаги с существенно меньшей, чем у наружной обертки, пористостью, не превышающей 8 единиц Кореста. Внутренняя обертка, изготовленная в виде показанной на фиг.6 одной полоски из полученной отливкой ленты или из бумаги, должна иметь ширину от 2 до 15 мм. Пористость внутренней обертки должна лежать в пределах от 0 до 8 единиц Кореста.
Примеры
Предлагаемым в изобретении способом с помощью описанных выше устройств изготавливали несколько партий предлагаемых в изобретении сигарет с разной скоростью горения с не полностью закрывающей табачный стержень внутренней оберткой, выполненной в виде нескольких отдельных плосок или одной полоски. Предлагаемые в изобретении сигареты сравнивали с контрольными сигаретами без внутренней обертки с линейной скоростью горения в пределах 4,3-4,7 мм/мин. Внутреннюю обертку сигарет изготавливали из разных, указанных в приведенных ниже таблицах материалов, включая обычную обработанную бумагу и ленточный табак.
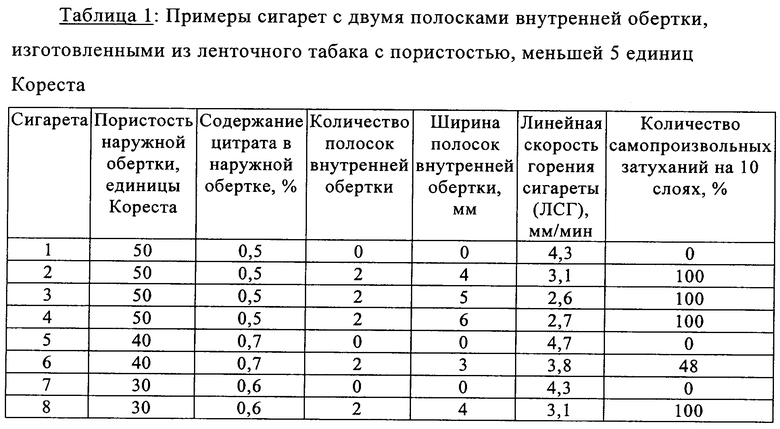
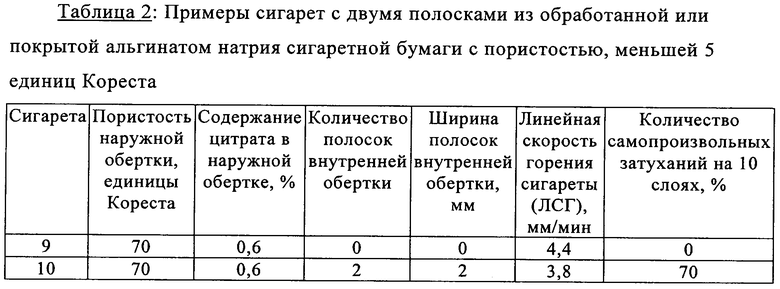
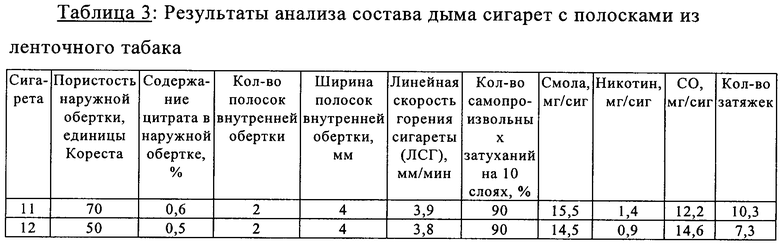
Из приведенных примеров следует, что по линейной скорости горения и самопроизвольному затуханию предлагаемые в изобретении сигареты с дополнительной, не полностью закрывающей табачный стержень внутренней оберткой отличаются от обычных контрольных сигарет. Предлагаемая в изобретении дополнительная внутренняя обертка позволяет уменьшить скорость горения сигареты до 40%. Проведенные испытания на самопроизвольное затухание показали, что у сигарет с внутренней оберткой, выполненной в виде нескольких узких полосок бумаги шириной не менее 4 мм, этот показатель был больше 90%. Высокий показатель самопроизвольного затухания таких сигарет обусловлен наличием в них внутренней обертки, изготовленной из нескольких узких полосок из ленточного табака шириной минимум 4 мм, а не как у обычных сигарет из бумаги с низкой плотностью, использование которой не всегда приводит к высокому уровню самопроизвольного затухания сигарет. Уменьшение ширины внутренних полосок снижало их эффективность, повысить которую можно за счет использования специальных добавок или увеличения количества полосок. Испытание сигарет на самопроизвольное затухание на 10 слоях проводилось по методике проверки воспламеняемости, разработанной Национальным институтом стандартов и технологий.
При изготовлении сигарет с полосками внутренней обертки из более плотной бумаги использование второй бобины с материалом внутренней обертки связано с определенными трудностями. При увеличении толщины бумаги длина намотанной на бобину полосы уменьшается и поэтому бобина с бумагой требуемой длины оказывается существенно тяжелее и шире обычной бобины, на которой намотан материал наружной обертки шириной 27 мм. При использовании такой сравнительно тяжелой и широкой бобины в высокоскоростной автоматической линии ее нежелательно устанавливать непосредственно на сигаретной машине в том месте, где такие бобины обычно устанавливают в известных сигаретных машинах для изготовления сигарет с двухслойной оберткой. При изготовлении полосок внутренней обертки из плотного материала, в частности из полосы ленточного табака с линейной плотностью 100 г/см и пористостью 0 единиц Кореста, использование бобин представляется нецелесообразным. Бобина, на которую намотан такой материал длиной всего лишь от 1500 до 3000 футов, становится неустойчивой. При сравнительно небольшой ширине такая бобина оказывается очень чувствительной к поперечным усилиям, возникающим на краях разматываемого материала. Одним из решений этой проблемы является, как показано на фиг.12, намотка сравнительно узкой полосы материала на катушку 92 перекрестной намотки, в которой при разматывании полоса непрерывно перемещается вдоль оси катушки от ее одного края к другому. Очевидно, что установка такой широкой и тяжелой катушки непосредственно на сигаретной машине связана с большими проблемами не только из-за ее ширины и массы, но и из-за сложности подачи в механизм изготовления сигарет разматываемой полосы, непрерывно перемещающейся в поперечном направлении.
На фиг.12 показан другой вариант установки на предлагаемой в изобретении машине разматывающего устройства 90, обеспечивающего стабильную подачу в гарнитуру 77 полосы 95 материала, сматываемой с катушки перекрестной намотки. Такое разматывающее устройство 90 позволяет установить катушку 92 непосредственно над гарнитурой и подавать на направляющий ролик 98 не перемещающуюся в поперечном направлении полосу 95 материала внутренней обертки.
Очевидно, что материал обертки, который непрерывно сматывается с установленной на механизме изготовления сигарет катушки 92, подается в работающий с высокой скоростью механизм формирования сигарет. Во время работы катушка 92 свободно вращается на установленной в разматывающем устройстве 90 оси. Сматываемая с катушки 92 полоса 95 материала внутренней обертки шириной до 12 мм проходит по закрепленному на рычаге 93 натяжному стержню 94 и попадает в выполненный в виде воронки стабилизатор 96. Как было отмечено выше, главная проблема, возникающая при использовании катушки 92 перекрестной намотки, состоит в том, что сматываемая с нее полоса 95 материала перемещается в поперечном направлении. Для решения этой проблемы в изобретении предлагается показанное на фиг.12 и 13 разматывающее устройство 90 с опорным кронштейном (основанием), натяжным рычагом 93 и натяжным стержнем 94. Натяжной рычаг 93 установлен на закрепленной на опорном кронштейне оси с возможностью поворота в зависимости от натяжения полосы 95 и усилия пружины 97а. Натяжной рычаг 93 регулирует натяжение полосы и обеспечивает возможность свободного вращения катушки, а также подтормаживает катушку и препятствует при остановках машины ее свободному вращению и сматыванию с нее большого количества материала.
Сматываемая с катушки 92 полоса 95 материала внутренней обертки проходит по натяжному стержню 94, длина которого равна ширине катушки 92, и постоянно остается на стержне 94. Очевидно, что в момент входа в гарнитуру полоса 95 не должна перемещаться в поперечном направлении и должна занимать в пространстве определенное положение. Поперечное перемещение полосы может привести к разрыву полосок внутренней обертки в механизме изготовления сигарет из-за их недостаточного натяжения. Показанный на чертеже стабилизатор 96, выполненный в данном случае в виде воронки, допускает возможное поперечное перемещение полосы на входе и полностью устраняет его на выходе. Выходящая из воронки 96 полоса внутренней обертки через промежуточный ролик 97 попадает на направляющий ролик 98, между которыми можно установить еще несколько промежуточных роликов, обеспечивающих необходимое натяжение полосы. Между роликами 97 и 98 можно также установить режущее устройство 99, разрезающее полосу 95 материала внутренней обертки на множество более узких полосок, которые подают в гарнитуру 77 на внутренней или внешней стороне полосы 12 наружной обертки рядом с формируемым в ней табачным стержнем сигареты.
На чертежах показано, что воронка 96 устраняет поперечные возвратно-поступательные перемещения материала внутренней обертки и удерживает узкую полосу 95 в положении, необходимом для разрезки ее на отдельные узкие полоски, предпочтительно на две, или же на четыре, или более. Ширина каждой полоски составляет от 3 до 6 мм и зависит от требуемого режима горения сигареты.
Как уже было отмечено выше, необходимость в использовании разматывающего устройства 90 возникает при изготовлении внутренней обертки из сравнительно тяжелого плотного материала. Было установлено, что из-за проблем, связанных с неустойчивостью бобины при работе машины с высокой скоростью, на обычную бобину можно намотать не более 1500 футов такого материала. В отличие от этого на катушке 92 перекрестной намотки можно хранить и успешно использовать в автоматической линии приблизительно от 6000 до 120000 футов материала. Для использования такой катушки увеличенной емкости в некоторых случаях вместо свободно вращающейся катушки приходится использовать катушку, работающую от встроенного в разматывающее устройство 92 отдельного двигателя или привода, который разматывает катушку синхронно с движением ремня 78 гарнитуры и полосы 12 наружной обмотки. Такой привод позволяет уменьшить натяжение, возникающее в материале при разматывании тяжелой катушки, и отказаться от применения других дополнительных или вспомогательных устройств.
Как показано на фиг.13, нагруженный пружиной 97а натяжной рычаг 93 при повороте вокруг своей оси ограничивает натяжение полосы 95 и снижает вероятность разрыва недостаточно прочного материала внутренней обертки (бумаги). Стабилизирующее устройство 96, ограничивающее боковое перемещение полосы 95 внутренней обертки, можно выполнить не только в виде воронки. Для подачи полосы 95 либо на промежуточный ролик 97, либо непосредственно к режущему устройству 99, либо к направляющему ролику 98 можно использовать самые разные по конструкции устройства, способные аналогично воронке 96 ограничивать поперечные перемещения полосы 95. Конструкция таких устройств и различные варианты выполнения стабилизирующей воронки 96 не связаны с основной идеей изобретения и не ограничивают его объем. Так, например, вместо воронки 96 можно использовать ролик, который поворачивает полосу материала на 90° таким образом, что ее поперечное перемещение вдоль катушки 92 преобразуется во вращение вокруг дополнительного ролика 97 и не сопровождается линейным перемещением полосы вдоль оси ролика 97.
На фиг.17 показан другой вариант выполнения стабилизирующего устройства - стабилизатор 110, который также можно использовать в предлагаемой в изобретении машине для изготовления сигарет. Стабилизатор 110, выполненный в виде треугольной панели, ограничивает поперечное перемещение полосы 95 материала внутренней обертки и может быть легко встроен в разматывающее устройство 92. Полоса материала внутренней обертки с катушки 92 попадает в широкий верхний конец треугольного стабилизатора 110, показанного более подробно на фиг.17 и 17А. Как уже было отмечено выше, при разматывании катушки 92 полоса 95 материала внутренней обертки совершает возвратно-поступательные перемещения вдоль оси катушки 92.
Совершающая такие перемещения полоса 95 входит в широкий конец стабилизатора 110, выходит из его ограничивающего поперечные перемещения узкого нижнего конца и попадает в механизм изготовления сигарет или на промежуточный ролик 97 с существенно меньшей амплитудой поперечных перемещений. Как показано на фиг.17, треугольный стабилизатор 110 можно установить над гарнитурой непосредственно под разматывающим устройством 90 или рядом с ним. Как уже было сказано выше, треугольный стабилизатор предназначен для ограничения поперечных перемещений полосы 95, возникающих при разматывании установленной на сигаретной машине катушки 92, и стабилизации движения разматываемой полосы 95 материала внутренней обертки, которая благодаря наличию такого стабилизатора при соответствующем натяжении занимает в пространстве определенное положение, обеспечивающее возможность изготовления сигарет на высокопроизводительной автоматической линии. Ширина верхнего входа показанного на фиг.17 и 17А треугольного стабилизатора, по существу, равна размаху поперечных перемещении полосы 95, сматываемой с катушки 92, а ширина нижнего выхода из стабилизатора такова, что на входе в механизм изготовления сигарет полоса почти не совершает никаких поперечных перемещений. Очевидно, что от положения стабилизатора 110, который можно установить непосредственно на разматывающем устройстве или рядом с механизмом изготовления сигарет, зависит расстояние, которое проходит полоса 95 от стабилизатора до механизма изготовления сигарет или до режущего устройства.
На фиг.14, 15 и 16 показан еще один вариант выполнения предлагаемой в изобретении сигаретной машины, в которой используют разматывающее устройство 100 с катушкой 101 сравнительно большого размера, на которой намотан материал внутренней обертки. Как показано на фиг.14, такая катушка 101 установлена на валу 106 разматывающего устройства 100. Вал соединен с приводом 102, скорость вращения которого соответствующим образом синхронизируют со скоростью полосы 12 наружной обертки и ремня 78 гарнитуры. Для синхронизации скорости вращения привода катушки используют установленные на натяжном рычаге фотодиоды или датчики, по сигналам которых в зависимости от провисания полосы, которое зависит от ее натяжения, регулируют скорость приводного двигателя. Как уже было отмечено выше, при сматывании полосы 95 материала внутренней обертки с бобины 101 полоса совершает возвратно-поступательные перемещения вдоль оси катушки. Для стабилизации положения такой сравнительно узкой полосы 95 ее подают в изменяющее направление движения полосы поворотное устройство 103, содержащее первый ролик 105 и второй ролик 104. В поворотном устройстве 103 возвратно-поступательные перемещения сматываемой с катушки 101 полосы 95 преобразуются в ее движение вдоль первого ролика 105 и второго ролика 104. В тот момент, когда полоса 95 подходит к механизму изготовления сигарет и, в частности, к режущему устройству 99, амплитуда ее поперечных перемещений становится равной нулю, и полоса занимает в пространстве строго определенное положение. Показанное на фиг.14 и 15 поворотное устройство 103 либо полностью устраняет возвратно-поступательные перемещения узкой полосы 95 материала, либо поворачивает ее и преобразует ее возвратно-поступательные перемещения в движение вокруг промежуточного ролика 97. Движение полосы 95 вдоль оси промежуточного ролика 97 исключается дальнейшим поворотом сматываемой полосы 95 приблизительно на 90° и преобразованием возвратно-поступательных поперечных перемещений в возвратно-поступательное движение вокруг ролика 97 и сопровождается стабилизацией положения полосы 95 по отношению к направляющему ролику 98 или режущему устройству 99.
Как показано на чертежах, полосу 95 материала до подачи на направляющий ролик 98 и соединения с бумагой 12 наружной обертки пропускают через режущее устройство 99, в котором ее разрезают на множество узких полосок, предпочтительно на две, а при необходимости на четыре или более.
Показанное на фиг.15 поворотное устройство 103 содержит первый и второй ролики, расположенные в плоскости, наклоненной к вертикальной оси под углом X. Расположенные в этой плоскости ролики наклонены к вертикальной оси под углом 45°. До поворота в поворотном устройстве 103 полоса материала внутренней обертки совершает, как уже было отмечено выше, возвратно-поступательные перемещения вдоль оси катушки 101. Поэтому первый ролик 105 должен иметь длину, достаточную для того, чтобы перемещающаяся в поперечном направлении полоса материала все время оставалась на нем. Перемещения полосы вдоль оси первого ролика 105 частично продолжаются и на втором ролике 104. Однако на входе в режущее устройство 99 положение полосы 95 оказывается в достаточной степени стабилизированным.
На фиг.16 показан еще один вариант выполнения поворотного устройства с одним роликом 107, расположенным относительно вертикальной оси под углом X, равным приблизительно 45°. Ролик 107 преобразует поперечные возвратно-поступательные перемещения сматываемой с катушки 101 полосы 95 в ее возвратно-поступательные перемещения вдоль оси ролика и одновременно поворачивает полосу в необходимом направлении. Длина ролика 107 должна быть достаточной для того, чтобы перемещающаяся вдоль его оси полоса 95 постоянно оставалась на ролике, но из-за того, что полоса поступает с катушки на ролик под определенным углом, длина ролика может быть меньше, чем ширина катушки 101.
Как показано на фиг.16, в этом варианте в отличие от других вариантов расположенный вне машины ролик 107 поворотного устройства не обязательно должен занимать вертикальное положение. Выходящая из поворотного устройства 106 полоса 95 сначала проходит по промежуточному ролику 97, расположенному непосредственно рядом с режущим устройством 99, а затем попадает на направляющий ролик 98. Промежуточный ролик 97 стабилизирует положение полосы на входе в режущее устройство 99. Такая конструкция механизма подачи материала внутренней обертки позволяет использовать в машине катушку 101 сравнительно большого диаметра, на которую можно намотать такое же или даже большее количество материала внутренней обертки, что и на обычную бобину 30 с материалом наружной обертки.
В зависимости от необходимого количества полосок внутренней обертки и других факторов, например от количества отдельных полосок бумаги, подаваемых к направляющему ролику вместе с полосой 12 наружной обертки, на катушки 101 и 92 перекрестной намотки наматывают материал на основе ленточного табака шириной от 8 до 12 мм или меньше. Необходимо подчеркнуть, что использование внутренней обертки из отдельных полосок шириной 4 мм и менее не только позволяет регулировать скорость горения сигареты, но и улучшает аромат или изменяет другие характеристики как основной, так и боковой струи дыма. Использование в качестве материала внутренней обертки ленточного табака и сравнительно большие масса и плотность полосок внутренней обертки повышают способность сигарет к самопроизвольному затуханию. В ленточном табачном материале, используемом для изготовления внутренней обертки сигарет, предпочтительно должно содержаться около 22%, а в общем случае от 7 до 30% альгината натрия, а также от 7 до 22% глицерина. В зависимости от длины подаваемого в механизм изготовления сигарет материала внутренней обертки и ряда других факторов катушки перекрестной намотки могут иметь диаметр 10, 12, 20 дюймов или более. Для разматывания тяжелых катушек перекрестной намотки можно использовать вспомогательный двигатель 102, схема управления которым должна быть связана с механизмом изготовления сигарет таким образом, чтобы скорость вращения двигателя была согласована со скоростью подачи в механизм изготовления сигарет и в гарнитуру наружной обертки 12.
Очевидно, что предлагаемые в настоящем изобретении решения позволяют легко менять скорость горения сигареты путем изменения пористости наружной и внутренней оберток, ширины внутренней обертки, материала, из которого она изготовлена, и других факторов. Все изменения такого рода не выходят за объем изобретения, сущность которого заключается в том, что скорость горения сигарет можно изменять, варьируя размеры и параметры частично закрывающей табачный стержень внутренней обертки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИГАРЕТА С ИЗМЕНЯЕМОЙ СКОРОСТЬЮ ГОРЕНИЯ | 2003 |
|
RU2322163C2 |
| ВОССТАНОВЛЕННЫЙ ТАБАК В ЛИСТАХ И ИЗГОТОВЛЕННЫЕ ИЗ НЕГО КУРИТЕЛЬНЫЕ ИЗДЕЛИЯ | 2005 |
|
RU2346629C2 |
| ЛИСТОВОЙ ВОССТАНОВЛЕННЫЙ ТАБАК (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2356458C2 |
| Стержневой фрагмент аэрозольобразующего материала | 2018 |
|
RU2746545C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2649559C9 |
| УСТАНОВКА И СПОСОБ ФОРМИРОВАНИЯ КОМПОЗИЦИОННОЙ ЛЕНТЫ | 1998 |
|
RU2194425C2 |
| УПАКОВКА ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ, В ЧАСТНОСТИ СИГАРЕТ, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2129080C1 |
| АРОМАТИЗИРОВАННЫЕ СТЕРЖНИ ДЛЯ ИСПОЛЬЗОВАНИЯ В АЭРОЗОЛЬ-ГЕНЕРИРУЮЩИХ ИЗДЕЛИЯХ | 2013 |
|
RU2634858C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОГО ПЕРФОРИРОВАНИЯ СИГАРЕТНОЙ БУМАГИ ИГЛАМИ НЕПОСРЕДСТВЕННО НА СИГАРЕТНОЙ МАШИНЕ | 1994 |
|
RU2085093C1 |
| ТАБАЧНЫЕ ИЗДЕЛИЯ С УМЕНЬШЕННОЙ СПОСОБНОСТЬЮ К ГОРЕНИЮ | 2003 |
|
RU2313264C2 |
Машина содержит бобину (катушку) с материалом, из которой изготавливают обертку сигарет, и предназначена для изготовления сигарет с двухслойной оберткой, которую формируют в гарнитуре из полосы наружной обертки и более узкой полосы внутренней обертки. Полосу, из которой изготавливают внутреннюю обертку сигарет, разрезают режущим устройством на несколько отдельных полосок, подаваемых в гарнитуру машины вместе с наружной оберткой. Машина имеет устройство, которое ограничивает поперечные перемещения сматываемого с катушки материала и позволяет использовать в машине катушки с большой длиной намотанной на них полосы материала, из которого изготавливают внутреннюю обертку сигарет. Изобретение позволяет изготавливать самопроизвольно гаснущие сигареты и сигареты с заданной и существенно меньшей, чем у обычных сигарет, скоростью горения. 8 н. и 22 з.п. ф-лы, 18 ил., 3 табл.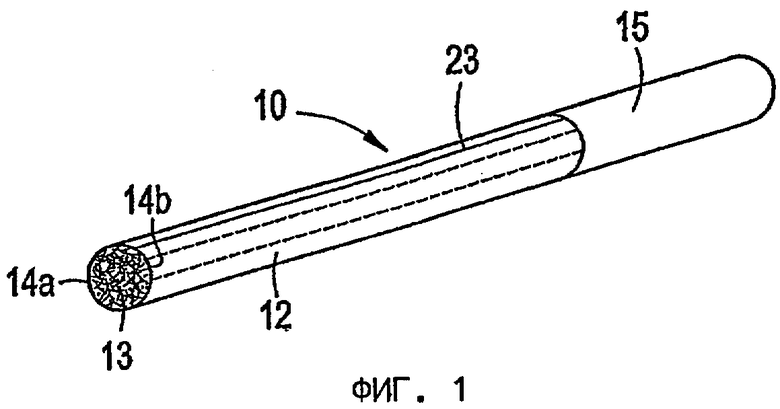
| US 4666550 А, 19.05.1987 | |||
| US 5156169 A, 20.10.1992 | |||
| JP 3264109 A, 25.11.1991 | |||
| Шпульно-мотальная машина для размотки срывов с двух системных круглочулочных автоматов | 1952 |
|
SU96581A1 |
| US 2001017331 A1, 30.08.2001 | |||
| DE 19531061 A1, 27.02.1997 | |||
| US 4149681 A1, 17.04.1979 | |||
| Устройство для изготовления трубок для сигаретных мундштуков | 1986 |
|
SU1549471A3 |

