Область техники, к которой относится изобретение
Изобретение относится к способу и устройству для изготовления стержневых фрагментов аэрозольобразующего материала.
Уровень техники
В известном процессе изготовления сигарет листья табака измельчают на короткие мелкие кусочки, т.е. получают нарезанное табачное волокно. Затем резаный табак распределяют по поверхности непрерывной ленты из сигаретной бумаги. Машина, называемая сигаретоделательной, обертывает резаный табак бумагой с образованием бесконечного стержня. Стержень нарезается на фрагменты требуемой длины. В процессе изготовления сигарет к каждому табачному стержневому фрагменту присоединяется фильтр.
В процессе использования курительных изделий, в частности сигарет, сигар и им подобных изделий, происходит горение табака, сопровождаемое выделением табачного дыма. Постоянно предпринимаются попытки создать альтернативу указанным изделиям посредством создания продуктов, которые выделяют ингредиенты из табака или других материалов без горения. Примерами таких продуктов являются, так называемые, «нагреваемые без горения» продукты или изделия для нагрева табака, либо продукты или изделия, генерирующие аэрозоль, либо продукты, которые выделяют ингредиенты при нагреве, а не при горении материалов таких, как табак.
Раскрытие изобретения
Первым объектом изобретения является способ изготовления стержневых фрагментов аэрозольобразующего материала, включающий себя этапы, на которых разрезают лист аэрозольобразующего материала в продольном направлении для получения множества полосок аэрозольобразующего материала; собирают полоски вместе, формируя стержень аэрозольобразующего материала, в котором каждая из множества полосок аэрозольобразующего материала является по существу нескрученной; и разрезают стержень аэрозольобразующего материала на фрагменты, изготовления получая фрагменты аэрозольобразующего материала.
Этап сборки может представлять собой сборку множества полосок вместе, формируя стержень аэрозольобразующего материала, в котором множество полосок аэрозольобразующего материала по существу параллельны друг другу.
Этап сборки может представлять собой сборку множества полосок вместе, формируя стержень аэрозольобразующего материала, в котором каждая из полосок аэрозольобразующего материала является по существу прямолинейной.
Лист аэрозольобразующего материала может представлять собой табачный лист.
Табачный лист может быть восстановленным табачным листом.
Лист аэрозольобразующего материала может содержать глицерин.
Лист аэрозольобразующего материала может иметь практически постоянную массу на единицу длины.
Способ может включать в себя этап, на котором подают лист аэрозольобразующего материала из бобины.
Способ может включать в себя этапы, на которых берут исходный рулон аэрозольобразующего материала и разрезают его для получения бобины.
Способ может включать в себя этапы, на которых выбирают массу на единицу длины стержневых фрагментов аэрозольобразующего материала; определяют ширину бобины на основе массы на единицу площади листа аэрозольобразующего материала и на основе выбранной массы на единицу длины стержневых фрагментов аэрозольобразующего материала; и разрезают исходный рулон для получения бобины определенной на предыдущем этапе ширины.
Способ может включать в себя этапы, на которых выбирают количество полосок и/или ширины полосок для стержневых фрагментов аэрозольобразующего материала; определяют количество разрезов и/или интервала между ними на основе выбранного количества полосок и/или их ширины, а этап разрезания листа аэрозольобразующего материала осуществляют с определенным на предыдущем этапе количеством разрезов и/или интервалов между резами.
Способ может включать в себя этапы, на которых подают лист аэрозольобразующего материала в направлении подачи листа, а этап разрезания листа аэрозольобразующего материала осуществляют путем разрезания листа аэрозольобразующего материала по существу параллельно направлению его подачи.
Этап сборки может представлять собой сборку множества полосок вместе в направлении к оси, лежащей в плоскости, которая содержит направление подачи и перпендикулярна плоскости, определяемой множеством полосок до их сборки.
Этап сборки может представлять собой сборку множества полосок вместе в направлении к оси, проходящей через центр множества полосок.
Этап сборки может представлять собой сборку множества полосок по существу в поперечном направлении, формируя стержень.
Этап сборки может включать в себя пропускание полосок через воронку.
Способ может включать в себя перед этапом резки листа аэрозольобразующего материала пропускание листа аэрозольобразующего материала через воронку, формируя стержень из неразрезанного табачного листа.
Каждая из множества полосок может иметь ширину от 0,25 до 3 мм или от 0,5 до 1,5 мм.
Способ может включать в себя этап, на котором обертывают стержень аэрозольобразующего материала оберточным материалом.
Оберточный материал может представлять собой один или содержать бумагу и/или алюминиевую фольгу.
Наружный диаметр каждого стержневого фрагмента аэрозольобразующего материала может составлять от 5,4 до 7,8 мм или от 6,7 до 7,8 мм.
Полученные стержневые фрагменты аэрозольобразующего материала могут являться расходным материалом для устройства, генерирующего аэрозоль.
Вторым объектом изобретения является устройство для изготовления стержневых фрагментов аэрозольобразующего материала, содержащее первый резак, выполненный с возможностью разрезания листа аэрозольобразующего материала в продольном направлении для получения множества полосок аэрозольобразующего материала; направитель, выполненный с возможностью сборки полосок вместе для формирования стержня аэрозольобразующего материала, в котором каждая из множества полосок аэрозольобразующего материала является по существу нескрученной; и второй резак, выполненный с возможностью разрезания стержня из аэрозольобразующего материала на фрагменты для получения стержневых фрагментов аэрозольобразующего материала.
Направитель может быть выполнен с возможностью сборки полосок вместе для формирования стержня аэрозольобразующего материала, в котором полоски аэрозольобразующего материала по существу параллельны.
Направитель может быть выполнен с возможностью сборки полосок вместе для формирования стержня аэрозольобразующего материала, в котором полоски аэрозольобразующего материала являются по существу прямолинейными.
Устройство может быть выполнено с возможностью подачи листа аэрозольобразующего материала из бобины.
Первый резак может быть регулируемым, позволяя регулировать количество и/или ширину полосок.
Первый резак может быть выполнен с возможностью занимать положение, в котором он выполняет разрезание листа аэрозольобразующего материала для получения множества полосок аэрозольобразующего материала, или положение, в котором он не разрезает указанный лист.
Устройство может быть выполнено с возможностью подачи листа аэрозольобразующего материала к первому резаку в направлении подачи листа, а первый резак выполнен с возможностью разрезания листа аэрозольобразующего материала по существу параллельно направлению подачи листа.
Направитель может быть выполнен с возможностью сборки множества полосок вместе в направлении к оси, которая лежит в первой плоскости, которая содержит направление подачи и перпендикулярна второй плоскости, определяемой множеством полосок до их сборки.
Направитель может быть выполнен с возможностью сборки множества полосок в направлении к оси, проходящей через центр множества полосок.
Направитель может быть выполнен с возможностью сборки множества полосок по существу в поперечном направлении для формирования стержня.
Направитель может представлять собой воронку.
Первый резак может быть выполнен с возможностью разрезания листа аэрозольобразующего материала в продольном направлении для получения множества полосок аэрозольобразующего материала, ширина которых составляет от 0,25 до 3 мм или от 0,5 до 1,5 мм.
Устройство может содержать оберточное устройство, выполненное с возможностью обертывания стержня из аэрозольобразующего материала оберточным материалом.
Оберточный материал может представлять собой или содержать бумагу и/или алюминиевую фольгу.
Устройство может быть выполнено с возможностью изготовления стержневых фрагментов аэрозольобразующего материала с наружным диаметром от 5,4 до 7,8 мм или от 6,7 до 7,8 мм.
Стержневые фрагменты из аэрозольобразующего материала могут являться расходным материалом для устройства, генерирующего аэрозоль.
Третьим объектом изобретения является изделие, содержащее стержень аэрозольобразующего материала, сформированный из множества продольных полосок аэрозольобразующего материала, каждая из которых является по существу нескрученной.
Множество полосок могут располагаться по существу параллельно друг другу.
Каждая из множества полосок может быть по существу прямолинейной.
Ширина каждой из множества полосок может составлять от 0,25 до 3 мм или от 0,5 до 1,5 мм.
Одна или несколько полосок могут представлять собой или содержать табак.
Одна или несколько полосок могут представлять собой или содержать восстановленный табак.
Одна или несколько полосок могут содержать глицерин.
Изделие может содержать оберточный материал, охватывающий стержень из аэрозольобразующего материала.
Оберточный материал может представлять собой или содержать бумагу и/или алюминиевую фольгу.
Наружный диаметр изделия может составлять от 5,4 до 7,8 мм или от 6,7 до 7,8 мм.
Изделие может являться расходным материалом для устройства, генерирующего аэрозоль.
Особенности и преимущества изобретения станут более понятными из дальнейшего описания предпочтительных вариантов его осуществления со ссылками на чертежи.
Краткое описание чертежей
На фиг. 1 показано устройство для изготовления табачных стержневых фрагментов согласно первому варианту осуществления изобретения, схематичный вид в перспективе;
на фиг. 2 – устройство для изготовления табачных стержневых фрагментов согласно второму варианту осуществления изобретения, схематичный вид сбоку;
на фиг. 3 – исходный рулон листового табачного материала согласно одному из вариантов осуществления изобретения, схематичный вид в перспективе;
на фиг. 4 – блок-схема способа изготовления табачных стержневых фрагментов согласно одному из вариантов осуществления изобретения;
на фиг. 5а и 5b схематично показан табачный стержневой фрагмент согласно одному из вариантов осуществления изобретения до и после введения пластинчатого нагревателя.
Осуществление изобретения
Как показано на фиг. 1, устройство 100 для изготовления табачных стержневых фрагментов 126 содержит первый резак 106, направитель 114 и второй резак 124. Первый резак 106 выполнен с возможностью разрезания табачного листа 104 в продольном направлении для получения множества табачных полосок 112. Направитель 114 выполнен с возможностью собирания полосок 112 вместе с целью формирования табачного стержня 120, в котором каждая из множества табачных полосок 112 является по существу нескрученной. Второй резак 124 выполнен с возможностью разрезания табачного стержня 120 на части для изготовления табачных стержневых фрагментов 126.
Направитель 114 выполнен с возможностью собирания полосок 112 вместе с целью формирования стержня 120, в котором каждая из множества табачных полосок 112 является по существу нескрученной, благодаря чему в полученные табачные стержневые фрагменты 126 легко вставляется пластинчатый нагреватель (см., например, фиг. 5а и 5b), к тому же облегчается перемещение летучих компонентов в устройстве, генерирующем аэрозоль, следовательно, сокращаются потери летучих компонентов при нагреве табачного стержневого фрагмента 126.
Как показано на фиг. 1, первый резак 106 выполнен с возможностью разрезания табачного листа 104.
Табачный лист 104 может представлять собой восстановленный табачный лист или полотно восстановленного табака. Восстановленный табачный лист можно получить, например, способом, подобным способу изготовления бумаги, методом отливки суспензии на непрерывную ленту или путем экструзии. В описываемом варианте осуществления изобретения используется восстановленный табачный лист, изготовленный подобно бумажному листу. Используемый в настоящем изобретении восстановленный табачный лист изготавливают способом, согласно которому сначала экстрагируют табачное сырье растворителем, в результате чего получают экстракт растворимых веществ и остаток, содержащий волокнистый материал, затем полученный экстракт (обычно после сгущения и, если требуется, после дополнительной обработки) рекомбинируют с волокнистым материалом из остатка (обычно после рафинирования волокнистого материала и, возможно, после добавления некоторого количества нетабачных волокон) путем осаждения экстракта на волокнистый материал. Процесс рекомбинации напоминает процесс изготовления бумаги. Исходное сырье может содержать или состоять из одного или нескольких табачных отрезков, табачных стеблей и/или цельного листового табака. Альтернативно или дополнительно, в исходном сырье могут присутствовать обрезки, пыль и вывевки. Разумеется, используемый восстановленный табачный лист 104 может представлять собой восстановленный табачный лист, полученный любым из существующих способов.
Восстановленный табачный лист 104 является пластичным.
Табачный лист 104 может подаваться из бобины 102. Бобина 102 содержит шпиндель 102а, вокруг которого намотан непрерывный табачный лист 104. Бобина 102 установлена с возможностью вращения, благодаря чему обеспечивается подача табачного листа 104 из бобины 102 к первому резаку 106 (направление подачи листа показано стрелкой A). Согласно некоторым вариантам осуществления изобретения, устройство 100 может быть выполнено с возможностью приведения бобины 102 во вращение. Согласно другим вариантам осуществления изобретения, бобина 102 способна свободно вращаться, а табачный лист 104 вытягивается из бобины 102 посредством установленного после нее по ходу компонента устройства, например ролика или ведущего ремня (не показаны на фиг.1), вызывающего вращение бобины.
Табачный лист 104 может содержать глицерин. Например, восстановленный табачный лист 104 может быть пропитан или иным образом обработан глицерином. При нагреве глицерин может улетучиваться с образованием аэрозоля, что может улучшить ощущения при использовании устройствам, генерирующим аэрозоль, или любого «нагревающего без горения» устройства, для которого подходит табачный стержневой фрагмент 126.
Табачный лист 104 имеет определенные размеры. Например, подаваемый из бобины 102 табачный лист 104 может иметь заданные постоянные ширину и толщину. Таким образом, можно гарантировать, что полученные табачные стержневые фрагменты 126 имеют одинаковую массу на единицу длины. Использование табачного листа 104 заданного (и постоянного) размера позволяет контролировать массу полученных табачных стержневых фрагментов 126, следовательно, отпадает необходимость в системах взвешивания, обычно используемых для взвешивания табачного стержня 120 или табачных стержневых фрагментов 126.
Первый резак 106 выполнен с возможностью разрезания табачного листа 104 в продольном направлении для получения множества табачных полосок 112. Полученные табачные полоски 112 являются продольными. Первый резак 106 представляет собой режущую группу 106а. Режущая группа 106а содержит несколько круглых дисков 108, расположенных вдоль оси 110. Каждый из дисков 108 имеет заостренные кромки. Ось 110 по существу перпендикулярна направлению подачи листа (стрелка A), и каждый диск 108 расположен так, что режущая кромка диска 10 по существу параллельна направлению подачи листа (стрелка A). Каждый диск 108 способен разрезать табачный лист 104 в продольном направлении, т.е. разрезать табачный лист 104 вдоль длины по мере его прохождения через первый резак 106. Например, режущая группа 106а может разрезать табачный лист 104 со стороны, противоположной опорной поверхности (не показана), на которой расположен табачный лист 104. Множество дисков 108 разрезают табачный лист 104 на множество по существу параллельных продольных табачных полосок 112.
Количество полученных табачных полосок 112 зависит от количества режущих дисков 108 в режущей группе 106a. Например, при использовании режущей группы 106a из восьми режущих дисков 108 будет получено девять табачных полосок. В общем, при использовании режущей группы 106a, содержащей «n» режущих дисков 108, будет получено «n + 1» табачных полосок 112.
Ширина табачных полосок 112 зависит от расстояния между соседними режущими дисками 108. Диски 108 равномерно расположены вдоль оси 110 и по ширине табачного листа 104, благодаря чему полученные продольные табачные полоски 112 имеют по существу одинаковую ширину. Указанная конфигурация позволяет гарантировать единообразие полученных табачных стержневых фрагментов 126. Режущая группа 106а может быть скомпонована таким образом, чтобы каждая из множества продольных табачных полосок 112 имела ширину от 0,25 до 3 мм или от 0,5 до 1,5 мм. Соответственно, режущие диски 108 разнесены на расстояние, от 0,25 до 3 мм или от 0,5 до 1,5 мм.
Первый резак 106 может быть регулируемым, что позволяет регулировать количество и/или ширину полосок 112, нарезанных из табачного листа 104. Например, режущие диски 108 могут сниматься с оси 110, что позволяет корректировать количество дисков 108 на оси и/или корректировать расстояние между дисками 108 вдоль оси 110. Согласно одному из вариантов осуществления изобретения, режущая группа 106a может быть заменена другой режущей группой 106а с другим количеством дисков 108 и/или с другим расстоянием между дисками 108. Таким образом, имеется возможность варьировать количество и/или ширину полосок 112, используемых для изготовления табачных стержневых фрагментов 126, что позволяет варьировать характеристики указанных табачных стержневых фрагментов 126.
Направитель 114 выполнен с возможностью сборки множества табачных полосок 112 вместе с целью формирования табачного стержня 120. Направитель 114 представляет собой воронку 114, которая содержит коническую часть 116 и трубчатую часть 118. Коническая и трубчатая части 116 и 118 имеют круглое поперечное сечение и являются соосными. Воронка 114 симметрична относительно своей оси. Коническая часть 116 постепенно сужается от широкой горловины 116а до узкого трубчатого участка 118. Табачные полоски 112 проходят через воронку 114 от конической части 116 к трубчатой части 118. По мере прохождения табачных полосок 112 через сужающийся конический участок 116 воронки 114 полоски 112 собираются вместе, образуя табачный стержень 120.
Воронка 114 выровнена и расположена по центру множества табачных полосок 112. Таким образом, воронка 114, формируя стержень 120, собирает полоски 112 вместе по существу в поперечном направлении. Точнее, воронка 114 собирает полоски 112 в направлении оси, проходящей через центр множества полосок 112, следовательно, воронка 114, центрированная относительно табачных полосок 112, обеспечивает сборку полосок 112 равномерно по центру воронки 114.
Воронка 114 выровнена и расположена по центру табачного листа 104. Точнее, ось, в направлении которой воронка 114 собирает полоски 112, лежит в первой плоскости, которая содержит направление подачи (стрелка A) и перпендикулярна второй плоскости, определяемой множеством полосок 112 до их сборки. Указанное центрирование обеспечивает равномерное натяжение множества полосок 112, когда они собираются вместе посредством воронки 114.
Воронка 114 прикладывает к проходящим через нее полоскам 112 по существу поперечные силы, которые по существу направлены к центру множества полосок 112. В воронку 114 подаются нескрученные табачные полоски 112, которые при прохождении через воронку 114 собираются вместе, оставаясь по существу нескрученными, т.е. собранные вместе воронкой 114 табачные полоски 112 являются нескрученными. Точнее, табачные полоски 112 не скручиваются, не закручиваются в спираль, не свертываются и не переплетаются друг с другом в процессе их сборки, т.е. собранные вместе полоски не формируют скрученную или спиральную, либо свернутую структуру или конфигурацию. Другими словами, воронка 114 собирает полоски 112, формируя табачный стержень 120, в котором каждая из множества табачных полосок 112 является по существу несвернутой. Собранные вместе табачные полоски 112, т.е. выходящие из воронки 114 табачные полоски 112 остаются по существу параллельными друг другу. Таким образом, воронка 114 собирает полоски 112 вместе, формируя табачный стержень 120, в котором множество табачных полосок 112 по существу параллельны друг другу. В процессе сборки табачные полоски 112 по существу не изгибаются, не сминаются, не завиваются и не деформируются и т.п., и, выходя из воронки 114 в собранном виде, остаются по существу прямыми. Таким образом, воронка 114 собирает полоски 112 вместе, формируя табачный стержень 120, в котором каждая из множества табачных полосок 112 является по существу прямолинейной.
Устройство 100 содержит также оберточное устройство 122, выполненное с возможностью обертывания табачного стержня 120 оберточным материалом 128. Оберточное устройство 122 может быть, например, таким же или подобным оберточному устройству 222, которое будет описано ниже со ссылкой на фиг. 2. Оберточное устройство 122 обертывает по окружности непрерывный табачный стержень 120 непрерывным полотном оберточного материала 128 и наносит клей на оберточный материал 128, чтобы закрепить этот оберточный материал 128 на поверхности стержня 120. Оберточный материал может представлять собой или содержать бумагу и/или алюминиевую фольгу. Например, оберточный материал может представлять собой многослойный материал из алюминиевой фольги и бумаги. Такой многослойный материал способствует предотвращению воспламенения табачного стержневого фрагмента 126 и эффективен, например, в том случае, когда табачный стержневой фрагмент 126 является расходным материалом в «нагревающем без горения» устройстве или в устройстве для нагрева табака, либо в устройстве, генерирующем аэрозоль.
Наружный диаметр табачного стержня 120 после обертывания зависит, например, от массы на единицу длины используемого табачного листа 104, толщины и ширины используемого табачного листа 104, уровня сжатия в направителе во время формирования стержня и/или, например, характеристик используемого оберточного устройства 122, и/или оберточного материала 128. Наружный диаметр обернутого табачного стержня 120 может быть постоянным в течение данного рабочего цикла устройства 100. Например, наружный диаметр может составлять от 5,4 до 7,8 мм или от 6,7 мм до 7,8 мм.
Второй резак 124 выполнен с возможностью разрезания табачного стержня 120 (например, после его обертки оберточным материалом 128 посредством оберточного устройства 122) на фрагменты 126 для изготовления табачных стержневых фрагментов 126. Второй резак 124 разрезает табачный стержень 120 в поперечном направлении для получения табачных стержней 120 определенной длины (т.е. табачных стержневых фрагментов 126). Второй резак 124 может содержать, например, лезвие (не показано), режущая поверхность которого расположена перпендикулярно длине табачного стержня 120, при этом второй резак можно регулировать, чтобы обеспечить требуемую нарезку табачного стержня 120. Табачный лист 104, табачные полоски 112 и табачный стержень 120 могут продвигаться через устройство 100 с постоянной скоростью. Второй резак 124 может быть выполнен с возможностью разрезания непрерывного табачного стержня 120 через равные промежутки времени с целью получения табачных стержневых фрагментов 126 равной длины. Табачные стержневые фрагменты 126 могут иметь длину от 12 до 60 мм. Например, табачный стержневой фрагмент 126 может иметь длину 12 мм, или 42 мм, или 60 мм. Могут быть получены табачные стержневые фрагменты другой длины, например, путем изменения интервала между последовательными резами.
Первый резак 106 выполнен с возможностью резки табачного листа 104 в продольном направлении для получения множества табачных полосок 112. Направитель 114 выполнен с возможностью сборки полосок 112 вместе с целью формирования табачного стержня 120. Второй резак 124 выполнен с возможностью разрезки табачного стержня 120 на фрагменты для изготовления табачных стержневых фрагментов 126.
Таким образом, устройство 100 изготавливает табачные стержневые фрагменты 126, каждый из которых содержит табачный стержень 130, сформированный из множества продольных табачных полосок, т.е. табачных полосок, проходящих по длине табачного стержня 130, причем каждая из множества продольных полосок является по существу нескрученной.
Первый резак 106 может быть выполнен с возможностью занимать положение, в котором он разрезает табачный листа 104 на множество полосок 112, либо занимать положение, в котором он не разрезает табачный лист 104. При первом использовании устройства 100 для конкретного табачного листа 104 не осуществляется разрезание табачного листа 104 на множество полосок 112 первым резаком 106. Неразрезанный табачный лист 104 может подаваться через воронку направителя 114 для формирования табачного стержня из неразрезанного табачного листа 104. Затем этот стержень может подаваться через оберточное устройство 122 и второй резак 124 для изготовления фрагментов стержня из неразрезанного табачного листа 104. По достижении стабильности формирования стержня из неразрезанного табачного листа 104 и после того, как изготовлено нескольких фрагментов стержня из неразрезанного табачного листа 104, первый резак 106 переводится в положение, в котором он разрезает табачный лист 104 для получения множества полосок 112, как описано выше, с целью изготовления табачных стержневых фрагментов 126, каждый из которых содержит табачный стержень 130, сформированный из множества табачных полосок 112, каждая из которых является по существу нескрученной. Фрагменты стержня из неразрезанного табачного листа 104, изготовленные первоначально до изготовления табачных стержневых фрагментов 126, содержащих множество полосок табака 112, могут быть отбракованы. Вышеописанные меры облегчают и оптимизируют настройку устройства 100 для проведения рабочего цикла с новым или замененным табачным листом 104, в частности, при замене бобины 102 табачного листа 104.
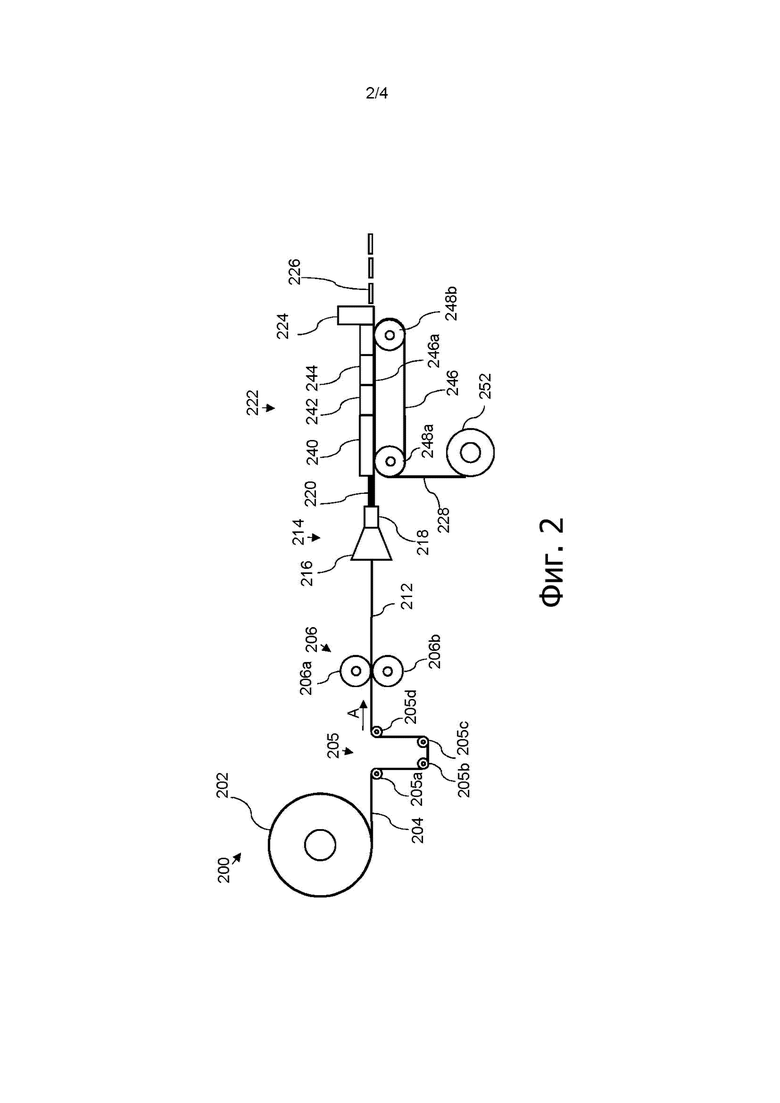
На фиг. 2, схематично показано устройство 200 для изготовления табачных стержневых фрагментов 226 согласно другому варианту осуществления изобретения. Компоненты устройства 200, показанного на фиг 2, подобные или аналогичные компонентам, описанным выше со ссылкой на фиг. 1, не будут подробно описываться и будут обозначены теми же ссылочными позициями, что и на фиг.1, но увеличенными на 100.
Устройство 200 содержит первый резак 206, направитель 214 и второй резак 224. Первый резак 206 выполнен с возможностью разрезания табачного листа 204 в продольном направлении для получения множества табачных полосок 212. Направитель 214 выполнен с возможностью сборки полосок 212 вместе для формирования табачного стержня 220, в котором каждая из множества табачных полосок 212 является по существу, нескрученной, например, по существу прямолинейной. Второй резак 224 выполнен с возможностью разрезания табачного стержня 220 на фрагменты 226 для изготовления табачных стержневых фрагментов 226.
В устройстве 200 используется бобина 202 табачного листа 204. Табачный лист 204 из бобины 202 подается в направлении первого резака 226.
Устройство 200 содержит натяжное устройство 205, содержащее несколько (в этом примере четыре) натяжных роликов 205а, 205b, 205с, 205d. Поступающий из бобины 202 табачный лист 204 проходит через натяжные ролики 205а, 205b, 205с, 205d и подается к первому резаку 206 в направлении подачи (стрелка А). В результате обеспечивается натяжение табачного листа 204, достаточное для эффективного разрезания листа первым резаком 206. Кроме того, указанное натяжение способствует разглаживанию табачного листа 204, например, для удаления любых складок, которые может иметь табачный лист 204.
Первый резак 206 содержит две режущие группы 206а, 206b, установленные с противоположных сторон табачного листа 204 и контактирующие с противоположными основными поверхностями табачного листа. Каждая режущая группа 206а, 206b может быть подобной или аналогичной режущей группе 106а, описанной выше со ссылкой на фиг. 1. Режущие группы 206a, 206b поджимаются друг к другу относительно табачного листа 204 для его разрезания в продольном направлении для получения множества табачных полосок 212 (множества табачных полосок 212, распределенных в плоскости, перпендикулярной плоскости страницы с фиг. 2). Например, режущие группы 206a, 206b могут быть смещены относительно друг друга в направлении, перпендикулярном направлению подачи табачного листа (т.е. смещены в направлении, перпендикулярном плоскости страницы с фиг. 2).
Направитель 214 представляет собой воронку 214, содержащую коническую часть 216 и трубчатую часть 218. Ось воронки 214 проходит через центр множества полосок 212 табака и лежит в плоскости, вдоль которой распределено множество полосок табака. Множество табачных полосок 212 собираются вместе при пропускании через воронку 214 для формирования табачного стержня 220.
Устройство 200 содержит оберточное устройство 222, выполненное с возможностью обертывания табачного стержня 220 оберточным материалом 228. Оберточное устройство 222, регулирующее направление и натяжение оберточного материала 228, может представлять собой или содержать, например, известное устройство для изготовления фильтрующих стержней, например, устройство для изготовления фильтрующего стержня из KDF.
Оберточное устройство 222 содержит приводной ремень 246, бобину 252 оберточного материала, гарнитуру 240, адгезивную секцию 242 и нагревательную секцию 244.
Приводной ремень 246 представляет собой непрерывную полосу из гибкого материала и охватывает два ролика 248a, 248b, которые его поддерживают. Ролики 248a, 248b удерживают приводной ремень 246 в туго натянутом положении, чтобы верхняя поверхность 246a приводного ремня была по существу ровной. Ролики 248a, 248b установлены с возможностью вращения вокруг своих осей, благодаря чему приводной ремень (поверхность 246a) может перемещаться между двумя роликами 248a, 248b. Один или оба ролика 248a, 248b приводятся во вращение вокруг своей оси (по часовой стрелке, если смотреть на фиг. 2), чтобы обеспечивать перемещение приводного ремня (верхней поверхности 246a слева направо, если смотреть на фиг. 2).
Непрерывный лист или полотно оберточного материала 228 подается из бобины 252 оберточного материала к верхней поверхности 246а приводного ремня. Оберточный материал 228 может продвигаться к верхней поверхности 246а приводного ремня за счет трения, возникающего между верхней поверхностью 246а движущегося приводного ремня и листом 228 оберточного материала. Соответственно, лист 228 оберточного материала перемещается по верхней поверхности приводного ремня. 246а (слева направо, если смотреть на фиг. 2). Табачный стержень 220 подается на лист 228 оберточного материала, расположенный на верхней поверхности 246а приводного ремня. Поскольку между движущимся листом 228 оберточного материала и табачным стержнем 220 возникает трение, лист 228 оберточного материала может захватывать по меньшей мере часть табачного стержня 220, увлекая за собой табачный стержень 220. Альтернативно или дополнительно, табачный стержень 220 может подаваться на движущийся лист 228 оберточного материала с помощью других средств, например, посредством одного или нескольких подающих роликов или подобных им устройств. В любом случае табачный стержень 220 подается на оберточный материал 228 так, чтобы табачный стержень 220 перемещался одновременно с оберточным материалом, т.е. с той же скоростью, что и оберточный материал 228, который, в свою очередь, перемещается с той же скоростью, что и приводной ремень (верхняя поверхность 246a).
По мере прохождения табачного стержня 220 и оберточного материала 228 через гарнитуру 240 гарнитура 240, как известно, обертывает вокруг табачного стержня 220 оберточный материал 228. Гарнитура 240 обертывает оберточный материал 228 по окружности табачного стержня 220 так, чтобы длина обертки несколько превышала окружность табачного стержня 220, в результате чего, образуется участок, на котором оберточный материал 228 накладывается сам на себя (не показано).
В адгезивной секции 242 на оберточный материал 228 наносится клей для закрепления оберточного материала 228 на табачном стержне 220. Конкретнее, в адгезивной секции 242 наносится клей на наслаиваемый участок оберточного материала 228, чтобы закрепить оберточный материал 228 вокруг табачного стержня 220.
В нагревательной секции 244 табачный стержень 220 нагревается для сушки и/или отверждения клея. В результате достигается достаточное высыхание/отверждение клея для последующей резки табачного стержня на табачные стержневые фрагменты 226.
Второй резак 224 выполнен с возможностью разрезания табачного стержня 220 на фрагменты для изготовления табачных стержневых фрагментов 226. Второй резак 224 может быть подобным или аналогичным второму резаку 124, описанному выше со ссылкой на фиг. 1.
В процессе работы устройства первый резак 206 разрезает табачный лист 204 в продольном направлении с целью получения множества табачных полосок 212. Направитель 214 собирает полоски 212 вместе с целью формирования табачного стержня 220, в котором каждая из множества табачных полосок 212 является по существу не спиральной. Второй резак 224 разрезает табачный стержень 220 на фрагменты для изготовления табачных стержневых фрагментов 226.
Таким образом, устройство 200 изготавливает табачные стержневые фрагменты 226, каждый из которых содержит табачный стержень 220, сформированный из множества продольных табачных полосок, т.е. табачных полосок, проходящих по длине табачного стержня 220, каждая из которых является по существу нескрученной, например, по существу прямолинейной.
Как и в устройстве 100, описанном выше со ссылкой на фиг. 1, первый резак 206 устройства 200, показанного на фиг. 2, может быть выполнен с возможностью занимать положение, в котором он разрезает табачный лист 204 на множество продольных полосок 212, либо положение, в котором он не разрезает табачный лист 204. Как описано выше, это облегчает и оптимизирует настройку устройства 200 для проведения технологического процесса с новым или замененным табачным листом 204, в частности, при замене бобины 202 табачного листа 204.
Как указано выше, табачный лист 104, 204 подается из бобины 102, 202.
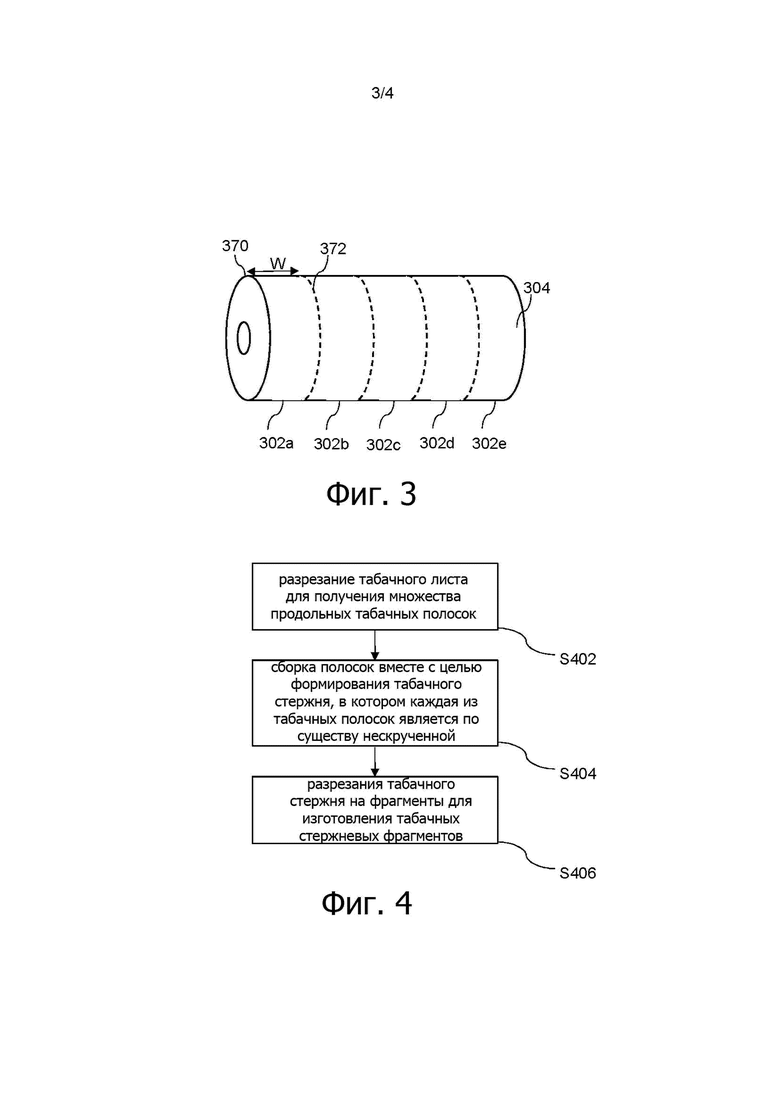
Как показано на фиг. 3, бобина 302а табачного листа 304, которая может, например, использоваться в качестве бобины 102, 202, как описано выше со ссылкой на фиг. 1 и 2, может быть получена из исходного рулона 370 табачного листа 304. Для получения бобины 302а табачного листа 304 исходный рулон 370 разрезают в поперечном направлении (по пунктирной линии 372).
В результате разрезания исходного рулона 307 можно получить бобину 302а заданной ширины W. В результате получается заданная масса на единицу длины табачного листа 304 в бобине 302а и, следовательно, изготавливаемые табачные стержневые фрагменты будут иметь заданную массу на единицу длины. Соответственно, в начале производственного процесса может быть выбрана требуемая масса на единицу длины табачных стержневых фрагментов. Затем на основе выбранной массы на единицу длины для фрагмента табачного стержня и на основе известной массы на единицу площади табачного листа 304 исходного рулона 370 определяют ширину W бобины. Например, масса на единицу площади (граммаж) табачного листа 304 может составлять 100 г/м2. Затем выполнят резку исходного рулона 370 для получения бобины 302а заданной ширины W. После этого можно использовать бобину 302а, например, в описанных выше устройствах 100 или 200, для изготовления табачных стержневых фрагментов с требуемой массой на единицу длины.
Исходный рулон 370 можно разрезать несколько раз для получения требуемых бобин 302b, 302c, 302d, 302e, например, одинаковой или разной ширины W. Таким образом, при малых затратах легко осуществляется контроль массы на единицу длины изготавливаемых табачных стержневых фрагментов.
На фиг. 4 показана блок-схема способа изготовления табачных стержневых фрагментов 126, 226 из табачного стержня согласно одному из вариантов осуществления изобретения. Например, указанный процесс может быть выполнен с использованием описанных выше устройств 100 или 200. Ссылочные позиции, используемые на фиг. 1 и 2, также используются в дальнейшем описании вариантов осуществления изобретения.
На этапе S402 способа изготовления табачных стержневых фрагментов выполняется резка табачного листа 104, 204 в продольном направлении для получения множества табачных полосок 112, 212.
Табачный лист 104, 204 может иметь по существу постоянную массу на единицу длины и может представлять собой восстановленный табачный лист и/или содержать глицерин.
Перед этапом S402 может осуществляться подача табачного листа 104, 204 из бобины 102, 202. Способ изготовления табачных стержневых фрагментов может включать поставку исходного рулона 307 табачного листа 104, 204, 304 и резку исходного рулона для получения бобины 102, 202, 302а. Разумеется, способ может включать выбор массы на единицу длины для табачных стержневых фрагментов 126, 226, определение ширины W бобины на основе массы на единицу площади табачного листа 104, 204, 304 и на основе выбранной массы на единицу длины для табачных стержневых фрагментов, резку исходного рулона 307 для получения бобины 102, 202, 302а, имеющей заданную ширину W.
Этапу S402 предшествует подача табачного листа 104, 204 в направлении А. Разрезание табачного листа 104, 204, 304 на этапе S402 осуществляется по существу параллельно направлению А подачи листа.
Этап S402 может представлять собой разрезание табачного листа 104, 204 с заданным количеством резов и/или заданным интервалом между резами. Количество резов и/или интервал между резами может быть определен путем выбора количества и/или ширины полосок 112, 212 для табачных стержневых фрагментов 126, 226, т.е. количество резов и/или интервал между резами непосредственно зависит от выбранного количества полосок и/или их ширины. Каждая из множества полосок может иметь ширину от 0,25 до 3 мм или от 0,5 до 1,5 мм.
На этап S404 осуществляется сборка полосок 112, 212 вместе с целью формирования табачного стержня 112, 212, в котором каждая из множества табачных полосок 112, 212 является по существу нескрученной. Этап S404 может представлять собой сборку полосок 112, 212 вместе с целью формирования табачного стержня 120, 220, в котором множество табачных полосок 112, 212 по существу параллельны друг другу и/или каждая полоска по существу прямолинейна. Этап S404 может представлять собой сборку продольных полосок 112, 212 вместе по существу в поперечном направлении относительно оси, проходящей через центр множества полосок 112, 212, в результате чего формируется стержень 120. Ось, относительно которой полоски 112, 212 собираются вместе, может лежать в плоскости, включающей направление А подачи и перпендикулярной плоскости, определяемой множеством полосок 112, 212 до их сборки. Этап S404 может представлять собой подачу полосок 112, 212 через воронку 114, 214 для сборки полосок 112, 212 вместе.
Перед этапом S402 разрезания табачного листа 104, 204 может осуществляться пропускание табачного листа 104, 204 через воронку 114, 214 с целью формирования табачного стержня из неразрезанного табачного листа 114, 214.
На этапе S406 выполняется разрезание табачного стержня 120 (табачных полосок 112, 212) на фрагменты для изготовления табачных стержневых фрагментов 126, 226.
Перед этапом S406 может осуществляться обертывание табачного стержня 120, 220 оберточным материалом 128, 228. Оберточный материал 128, 228 может представлять собой или содержать бумагу и/или алюминиевую фольгу. Например, оберточный материал 128, 228 может представлять собой многослойный материал из бумаги и алюминиевой фольги. Табачные стержневые фрагменты 126, 226 (обернутые) могут иметь наружный диаметр от 5,4 до 7,8 мм или от 6,7 до 7,8 мм. Табачные стержневые фрагменты 126, 226 могут являться расходным материалом для устройства, генерирующего аэрозоль.
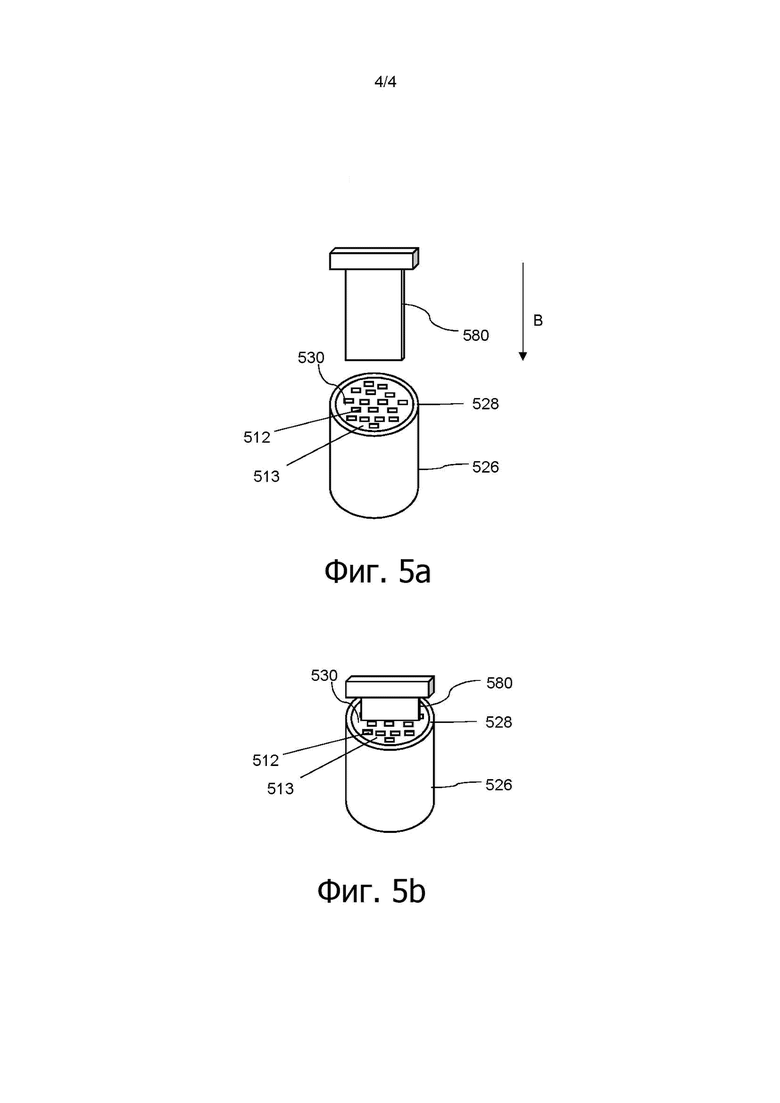
На фиг. 5а и 5в схематично показан табачный стержневой фрагмент 526 согласно одному из вариантов осуществления изобретения и пластинчатый нагреватель 580 устройства, генерирующего аэрозоль (не показано). На фиг. 5а табачный стержневой фрагмент 526 показан до введения в него пластинчатого нагревателя 580, а на фиг. 5b – табачный стержневой фрагмент 526 с введенным сверху пластинчатым нагревателем 580.
Табачный стержневой фрагмент 526 может быть, например, подобным или аналогичным табачному стержневому фрагменту 126, 226, описанному выше со ссылками на фиг. 1 и 2, соответственно. Табачный стержневой фрагмент 526 может быть изготовлен, например, при использовании устройства 100, 200, описанного выше со ссылкой на фиг. 1 и 2, соответственно, и/или способом, описанным выше со ссылкой на фиг. 4.
Как показано на фиг. 5а и 5b, табачный стержневой фрагмент 526 содержит табачный стержень 530, сформированный из множества продольных табачных полосок 512, т.е. из множества табачных полосок 512, проходящих по длине табачного стержня 530, причем каждая из множества продольных полосок 512 является по существу нескрученной. Множество полосок 512 по существу параллельны друг другу, являются по существу прямолинейными, и каждая из них проходит по существу по всей длине табачного стержневого фрагмента 526. Табачный стержневой фрагмент 526 содержит оберточный материал 528, охватывающий табачный стержень 530.
Пластинчатый нагреватель 580 может быть сформирован в виде удлиненного прямоугольного параллелепипеда, толщина которого значительно меньше ширины или длины. Ширина пластинчатого нагревателя 580 меньше наружного диаметра табачного стержневого фрагмента 526. Пластинчатый нагреватель 580 может содержать резистивный нагревательный элемент (не показан), работающий от батареи портативного устройства, генерирующего аэрозоль, при этом пользователь может регулировать нагрев. Согласно некоторым вариантам осуществления изобретения пластинчатый нагреватель 580 может иметь заостренный конец (не показан), облегчающий его введение в табачный стержневой фрагмент 526.
Пластинчатый нагреватель 580 может быть введен в табачный стержневой фрагмент 526 (по стрелке B на фиг. 5а), либо табачный стержневой фрагмент 526 может быть насажен на пластинчатый нагреватель 580. И в том и в другом случае пластинчатый нагреватель 580 располагается внутри табачного стержневого фрагмента 526 (как показано на фиг. 5b) в продольном направлении.
Каждая из множества продольных полосок 512 табачного стержневого фрагмента 526 является по существу нескрученной, что позволяет легко ввести пластинчатый нагреватель 580 в табачный стержневой фрагмент 526. Это объясняется тем, что нескрученные продольные полоски 512 оказывают относительно небольшое сопротивление при продольном введении пластинчатого нагревателя 580. В результате облегчается установка или замена на пластинчатом нагревателе 580 табачного стержневого фрагмента 526, который, как упоминалось выше, может являться расходным материалом для устройства, генерирующего аэрозоль. Соответственно, при введении пластинчатого нагревателя 580 минимизируется повреждение табачного стержневого фрагмента 526 и обеспечивается более устойчивое и правильное положение табачного стержневого фрагмента 526 относительно пластинчатого нагревателя 580. Описанные преимущества можно противопоставить, например, гипотетическому табачному стержневому фрагменту, содержащему скрученные продольные полоски, например, образующие спиральную структуру, введению пластинчатого нагревателя в который будут препятствовать полоски, пересекающие путь введения нагревателя, так что пластинчатый нагреватель 580 будет деформировать и сдавливать участки табака, отрицательно влияя на устойчивость положения такого гипотетического табачного стержневого фрагмента, повышая риск его повреждения.
Поскольку множество продольных полосок 512 табачного стержневого фрагмента 526 являются параллельными друг другу и/или прямолинейными, облегчается введение пластинчатого нагревателя 580 в табачный стержневой фрагмент 526. При указанной конфигурации ось вводимого пластинчатого нагревателя 580 параллельна оси каждой из продольных полосок 512, и при введении пластинчатого нагревателя 580 только небольшая поверхность табака соприкасается с входной кромкой пластинчатого нагревателя 580. В этом случае, как и описано выше, облегчается установка или замена табачного стержневого фрагмента 526 и/или минимизируется повреждение табачного стержневого фрагмента 526, и/или обеспечивается более устойчивое и правильное положение табачного стержневого фрагмента 526 относительно пластинчатого нагревателя 580. Описанные преимущества можно противопоставить, например, гипотетическому табачному стержневому фрагменту, содержащему случайно ориентированные кусочки резаного табака, или содержащему свернутые или сморщенные табачные листья, так что пластинчатый нагреватель будет деформировать и сдавливать участки резаного табака или края свернутых или сморщенных табачных листьев, отрицательно влияя на устойчивость положения такого гипотетического табачного стержневого фрагмента, повышая риск его повреждения.
В устройстве, генерирующем аэрозоль (не показано), после введения пластинчатого нагревателя 580 в табачный стержневой фрагмент 526 можно регулировать нагрев (например, резистивный) пластинчатого нагревателя 580, обеспечивающего нагрев без горения табачного стержневого фрагмента 526 и, соответственно, табачных полосок 512. Нагрев стержневого фрагмента вызывает высвобождение из табачных полосок 512 ингредиентов, точнее, летучих ингредиентов. Как указывалось выше, табачные полоски 512 могут содержать глицерин, который может испаряться при нагреве посредством пластинчатого нагревателя 580 для образования аэрозоля.
Множество по существу нескрученных продольных полосок 512 табачного стержневого фрагмента 526 образуют соответствующее множество по существу нескрученных продольных каналов 513, проходящих через табачный стержневой фрагмент 526 между множеством продольных полосок 512. Указанные каналы 513 облегчают перемещение через нагреваемый табачный стержневой фрагмент 526 летучих ингредиентов, высвобождаемых из табачных полосок 512 (например, летучих компонентов самого табака, или летучего глицерина, или того и другого). Таким образом, могут быть снижены потери указанных ингредиентов, проходящих через табачный стержневой фрагмент 526, поскольку за счет относительно коротких и непрерывных каналов 513 может быть уменьшена обратная конденсация летучих ингредиентов на участках табачного стержневого фрагмента 526. Описанные преимущества можно противопоставить, например, гипотетическому табачному стержневому фрагменту, который содержит беспорядочно ориентированные кусочки резаного табака (такие, как в стандартных сигаретах), и выходящие из такого гипотетического табачного стержня испаренные ингредиенты проходят относительно длинный путь. Описанные преимущества можно также противопоставить гипотетическому табачному стержневому фрагменту, который содержит множество спиральных продольных полосок, и выходящие из гипотетического табачного стержня испаренные ингредиенты также проходят относительно длинный путь.
Как указано выше, оберточный материал 528 может представлять собой или содержать бумагу и/или алюминиевую фольгу. Многослойный материал из бумаги и алюминиевой фольги может быть эффективен для предотвращения воспламенения табачного стержневого фрагмента 526, нагреваемого пластинчатым нагревателем 580.
Каждая из множества полосок 512 может иметь ширину от 0,25 до 3 мм или от 0,5 до 1,5 мм. Табачный стержневой фрагмент 526 может иметь наружный диаметр от 5,4 до 7,8 мм или от 6,7 до 7,8 мм. Это позволяет использовать относительно большой пластинчатый нагреватель 580, следовательно, увеличить площадь поверхности его нагрева, увеличивая тем самым скорость нагрева табака и/или количество табака, которое можно нагреть посредством пластинчатого нагревателя 580.
Приведенные выше варианты осуществления изобретения следует расценивать как иллюстративные примеры осуществления изобретения.
В вышеприведенных вариантах осуществления изобретения табачный лист 104, 204, 304 описан как восстановленный табачный лист, но это не является обязательным, и в других вариантах осуществления изобретения табачный лист 104, 204, 304 может быть изготовлен из других материалов. Табачный лист 104 может содержать или не содержать глицерин и может содержать другие вещества, такие как добавки или усилители, альтернативно или дополнительно к глицерину.
В некоторых из приведенных выше вариантов осуществления изобретения табачный лист 104, 204, 304 описан как подаваемый из бобины 102, 202, 302, но это не является обязательным, и он может, например, подаваться из другого устройства или источника (не показано), причем указанное устройство или источник необязательно входят в состав устройства 100, 200.
В приведенных выше вариантах осуществления изобретения первый резак 106, 206 описан как представляющий собой группу, содержащую круглые диски 108, но это не является обязательным, и согласно другим вариантам осуществления изобретения первый резак 106, 206 может быть любым подходящим резаком или режущим средством, приспособленным для разрезания табачного листа 104 в продольном направлении с целью формирования множества табачных полосок 112, 212.
В вышеприведенных вариантах осуществления изобретения направитель 114, 214 описан как воронка 114, 214, имеющая круглое поперечное сечение, но это не является обязательным, и согласно другим вариантам осуществления изобретения направитель 114, 214 может иметь разнообразную конфигурацию. Например, направитель 114, 214 может представлять собой или содержать так называемое набивочное сопло (не показано), приспособленное для подачи и сборки множества полосок 112, 212 вместе под давлением сжатого воздуха. Согласно одному из вариантов осуществления изобретения, воронка 114, 214 не обязательно должна иметь круглое поперечное сечение, а может иметь другое поперечное сечение, например, прямоугольное или квадратное. Фактически, направитель может быть любым подходящим средством, обеспечивающим сборку полосок 112, 212 вместе с целью формирования табачного стержня 120, 220, в котором каждая из множества табачных полосок 112, 212 является, по существу, нескрученной.
В приведенных выше вариантах осуществления изобретения устройство 100, 200 содержит оберточное устройство 122, 222, выполненное с возможностью обертывания табачного стержня 120, 220 оберточным материалом 128, 228 перед разрезанием табачного стержня вторым резаком 124 на фрагменты 126, 226, но это не является обязательным, и согласно другим вариантам осуществления изобретения в устройстве 100, 200 может отсутствовать оберточное устройство 122, 222, при этом второй резак 124, 224 разрезает на фрагменты 126, 226 не обернутый табачный стержень 120, 220. Согласно указанному варианту полученные табачные стержневые фрагменты 126, 226 не обязательно должны содержать оберточный материал 128, 228.
На фиг. 1 и 2 схематически показаны устройства для изготовления табачных стержневых фрагментов 126, 226 согласно первому и второму вариантам осуществления изобретения. Разумеется, согласно другим вариантам осуществления изобретения устройство 100, 200 может содержать большее или меньшее количество вспомогательных компонентов, например, один или несколько подающих роликов для подачи табачного листа 104, 204 и/или множества полосок 112, 212, один или несколько натяжных роликов для натяжения табачного листа 104, 204 и/или множества полосок 112, 212, и/или один или несколько приводных ремней для перемещения табачного листа 104, 204 и/или множества полосок 112, 212, и/или табачного стержня 120, 220, и/или табачного стержневого фрагмента 120, 220.
В приведенных выше вариантах осуществления изобретения табачные полоски 112, 212 описаны как прямолинейные и параллельные друг другу, но это не является обязательным, и согласно другим вариантам осуществления изобретения табачные полоски 112, 212 могут быть по существу не прямолинейными и/или могут быть по существу не параллельны друг другу. Например, табачные полоски 112, 212 могут быть обработаны так, чтобы они имели продольно-волновую конфигурацию, или гофрообразную, либо зигзагообразную, или им подобную конфигурацию. Фактически, табачный лист 104 по своей природе может иметь продольно-волновую конфигурацию, или гофрообразную, либо зигзагообразную, или им подобную конфигурацию, либо табачный лист может быть обработан для придания любой из перечисленных конфигураций. Фактически, табачный стержневой фрагмент 126, 226 может содержать любой табачный стержень 130, 530, сформированный из множества продольных табачных полосок 112, 212, причем каждая из множества продольных полосок 112, 212 является, по существу, нескрученной.
В приведенных выше вариантах осуществления изобретения табачные стержневые фрагменты 126, 226, 526 описаны как изготовленные при использовании устройства 100, 200 и/или способом, описанным со ссылкой на фиг. 3, но это необязательно, и согласно другим вариантам осуществления изобретения может применяться любой подходящий способ или устройство для изготовления табачного стержневого фрагмента 126, 226, 526, содержащего табачный стержень 130, 530, сформированный из множества продольных табачных полосок 112, 212, 512, каждая из которых 212, 512 является по существу нескрученной.
В некоторых из приведенных выше вариантов осуществления изобретения табачный стержневой фрагмент 126, 226, 526 описан как расходный материал для «нагревающего без горения» устройства или ему подобного устройства, содержащего нагреватель 580, но это не является обязательным, и согласно другим вариантам осуществления изобретения табачный стержневой фрагмент 126, 226, 526 может использоваться в других устройствах и/или для других целей. Например, табачный стержневой фрагмент 126, 226, 526 может использоваться в качестве расходного материала в любых устройствах, генерирующих аэрозоль, например табачных нагреваемых изделиях или устройствах для нагрева табака, необязательно содержащих пластинчатый нагреватель 580.
В приведенных выше вариантах осуществления изобретения табачный лист 102, 204, 304 описан как представляющий собой табак или содержащий его, например, как восстановленный табак, но это не является обязательным, и согласно другим вариантам осуществления изобретения лист 104, 204, 304 может представлять собой или содержать любой аэрозольобразующий материал. Аэрозольобразующий материал может представлять собой материал, который образует аэрозоль при нагреве, например, при помощи пластинчатого нагревателя 580 устройства, генерирующего аэрозоль. Например, лист 104, 204, 304 аэрозольобразующего материала может представлять собой или содержать ароматизирующую подложку. Ароматизирующая подложка 104, 204, 304 может содержать ароматизатор, такой как табачный ароматизатор или другой ароматизатор, и/или может содержать глицерин или другие добавки или усилители, альтернативно или дополнительно к глицерину. Ароматизирующая подложка, содержащая глицерин или другие добавки, равно как и не содержащая глицерин или другие добавки, может быть нагрета для образования аэрозоля.
Следует отметить, что аэрозоль, как правило, представляет собой коллоид, содержащий мелкие твердые частицы или капельки жидкости, взвешенные в воздухе или другом газе, т.е. коллоид представляет собой субстанцию, в которой микроскопически диспергированные нерастворимые частицы полностью взвешены в другом веществе. С другой стороны, пар представляет собой вещество в газообразной фазе при температуре ниже его критической температуры, следовательно, пар может конденсироваться в жидкость при повышении его давления без снижения температуры. Под термином «аэрозоль» в контексте изобретения следует понимать аэрозоль и/или пар.
Понятно, что согласно некоторым вариантам осуществления изобретения, стержневые фрагменты 126, 226, 526 из аэрозольобразующего материала, могут быть изготовлены из листа 102, 204, 304 аэрозольобразующего материала способом, описанным выше для восстановленного табачного листа 102, 204, 304, а именно резки листа 102, 204, 304 аэрозольобразующего материала в продольном направлении для получения множества полосок 112, 212, 512 аэрозольобразующего материала; сборки полосок 112, 212, 512 вместе с целью формирования стержня 130, 530 из аэрозольобразующего материала, в котором каждая из множества полосок 112, 212, 512 аэрозольобразующего материала является по существу нескрученной; и разрезки стержня 130, 530 из аэрозольобразующего материала на фрагменты 126, 226, 526 для изготовления табачных стержневых фрагментов 126, 226, 526.
Аналогично, следует понимать, что изделие может содержать стержень 130, 530 из аэрозольобразующего материала, причем указанный стержень 130, 530 сформирован из множества продольных полосок 112, 212, 512 аэрозольобразующего материала, при этом каждая полоска из множества продольных полосок 112, 212, 512 аэрозольобразующего материала является по существу нескрученной.
Следует понимать, что любая особенность изобретения в любом варианте его осуществления может использоваться отдельно или в сочетании с одной или несколькими особенностями изобретения по любому другому варианту его осуществления с особенностями изобретения по другим вариантам его осуществления. Кроме того, допускаются всевозможные эквиваленты и модификации без отклонения от объема изобретения, который определен в его формуле.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕГМЕНТИРОВАННОЕ КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ПОЛОСТЬЮ ДЛЯ СУБСТРАТА | 2012 |
|
RU2600296C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТАБАЧНОГО СТЕРЖНЯ ИЗ ТАБАКА ДЛЯ НАГРЕВАНИЯ | 2019 |
|
RU2783381C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2542548C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КОМПОНЕНТА ИЗДЕЛИЯ, ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ | 2017 |
|
RU2743525C2 |
| ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ОХЛАЖДАЮЩИЙ АЭРОЗОЛЬ ЭЛЕМЕНТ | 2019 |
|
RU2764594C1 |
| ТЕПЛОПРОВОДЯЩИЕ СТЕРЖНИ ДЛЯ ИСПОЛЬЗОВАНИЯ В АЭРОЗОЛЬ-ГЕНЕРИРУЮЩИХ ИЗДЕЛИЯХ | 2013 |
|
RU2632277C2 |
| ЭЛЕКТРИЧЕСКАЯ ПРОИЗВОДЯЩАЯ АЭРОЗОЛЬ СИСТЕМА | 2013 |
|
RU2621661C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СИГАРЕТ С ИЗМЕНЯЕМОЙ СКОРОСТЬЮ ГОРЕНИЯ | 2003 |
|
RU2331344C2 |
| АРОМАТИЗИРОВАННЫЕ СТЕРЖНИ ДЛЯ ИСПОЛЬЗОВАНИЯ В АЭРОЗОЛЬ-ГЕНЕРИРУЮЩИХ ИЗДЕЛИЯХ | 2013 |
|
RU2634858C1 |
| СИГАРЕТА С ИЗМЕНЯЕМОЙ СКОРОСТЬЮ ГОРЕНИЯ | 2003 |
|
RU2322163C2 |

Изобретение относится к способу изготовления расходного материала для нагревающего без горения устройства, причем указанный расходный материал содержит стержневые фрагменты аэрозольобразующего материала, включающий себя этапы, на которых разрезают лист аэрозольобразующего материала в продольном направлении для получения множества полосок аэрозольобразующего материала; собирают полоски вместе, формируя стержень аэрозольобразующего материала, в котором каждая из множества полосок аэрозольобразующего материала является по существу нескрученной; и разрезают стержень аэрозольобразующего материала на фрагменты, получая фрагменты аэрозольобразующего материала. Технический результат заключается в обеспечении легкого введения пластинчатого нагревателя в табачный стержневой фрагмент. 3 н. и 43 з.п. ф-лы, 6 ил.
1. Способ изготовления расходного материала для нагревающего без горения устройства, причем указанный расходный материал содержит стержневые фрагменты аэрозольобразующего материала, включающий себя этапы, на которых
разрезают лист аэрозольобразующего материала в продольном направлении для получения множества полосок аэрозольобразующего материала;
собирают полоски вместе, формируя стержень аэрозольобразующего материала, в котором каждая из множества полосок аэрозольобразующего материала является по существу нескрученной; и
разрезают стержень аэрозольобразующего материала на фрагменты, получая фрагменты аэрозольобразующего материала.
2. Способ по п. 1, в котором собирают полоски вместе, формируя стержень аэрозольобразующего материала, в котором множество полосок аэрозольобразующего материала по существу параллельны друг другу.
3. Способ по п. 1, в котором собирают полоски вместе, формируя стержень аэрозольобразующего материала, в котором каждая из полосок аэрозольобразующего материала является по существу прямолинейной.
4. Способ по любому из пп. 1-3, в котором лист аэрозольобразующего материала представляет собой табачный лист.
5. Способ по п. 4, в котором табачный лист представляет собой восстановленный табачный лист.
6. Способ по любому из пп. 1-5, в котором лист аэрозольобразующего материала содержит глицерин.
7. Способ по любому из пп. 1-6, в котором лист аэрозольобразующего материала имеет по существу постоянную массу на единицу длины.
8. Способ по любому из пп. 1-7, включающий в себя этап, на котором подают лист аэрозольобразующего материала из бобины.
9. Способ по п. 8, включающий в себя этапы, на которых берут исходный рулон аэрозольобразующего материала и разрезают его для получения бобины.
10. Способ по п. 9, включающий в себя этапы, на которых
выбирают массу на единицу длины стержневых фрагментов аэрозольобразующего материала;
определяют ширину бобины на основе массы на единицу площади листа аэрозольобразующего материала и на основе выбранной массы на единицу длины стержневых фрагментов аэрозольобразующего материала; и
разрезают исходный рулон для получения бобины определенной на предыдущем этапе ширины.
11. Способ по любому из пп. 1-10, включающий в себя этапы, на которых
выбирают количество полосок и/или ширины полосок для стержневых фрагментов аэрозольобразующего материала;
определяют количество разрезов и/или интервала между ними на основе выбранного количества полосок и/или их ширины;
этап разрезания листа аэрозольобразующего материала осуществляют с определенным на предыдущем этапе количеством разрезов и/или интервалов между резами.
12. Способ по любому из пп. 1-11, включающий в себя этапы, на которых
подают лист аэрозольобразующего материала в направлении подачи листа; а
этап разрезания листа аэрозольобразующего материала осуществляют путем разрезания листа аэрозольобразующего материала по существу параллельно направлению его подачи.
13. Способ по п. 12, в котором на этапе сборки полосок собирают множество полосок вместе в направлении к оси, лежащей в плоскости, которая содержит направление подачи и перпендикулярна плоскости, определяемой множеством полосок до их сборки.
14. Способ по любому из пп. 1-13 в котором на этапе сборки полосок собирают множество полосок вместе в направлении к оси, проходящей через центр множества полосок.
15. Способ по любому из пп. 1-14, в котором на этапе сборки полосок собирают множество полосок по существу в поперечном направлении, формируя стержень.
16. Способ по любому из пп. 1-15, в котором на этапе сборки полосок пропускают полоски через воронку.
17. Способ по п. 16, в котором перед этапом разрезания листа аэрозольобразующего материала пропускают лист аэрозольобразующего материала через воронку, формируя стержень из неразрезанного табачного листа.
18. Способ по любому из пп. 1-17, в котором ширина каждой из множества полосок составляет от 0,25 до 3 мм или от 0,5 до 1,5 мм.
19. Способ по любому из пп. 1-18, включающий в себя этап, на котором обертывают стержень аэрозольобразующего материала оберточным материалом.
20. Способ по п. 19, в котором оберточный материал представляет собой или содержит бумагу и/или алюминиевую фольгу.
21. Способ по любому из пп. 19 или 20, в котором наружный диаметр каждого стержневого фрагмента аэрозольобразующего материала составляет от 5,4 до 7,8 мм или от 6,7 до 7,8 мм.
22. Устройство для изготовления расходного материала для нагревающего без горения устройства, причем указанный расходный материал содержит стержневые фрагменты аэрозольобразующего материала, содержащее
первый резак, выполненный с возможностью разрезания листа аэрозольобразующего материала в продольном направлении для получения множества полосок аэрозольобразующего материала;
направитель, выполненный с возможностью сборки полосок вместе для формирования стержня аэрозольобразующего материала, в котором каждая из множества полосок аэрозольобразующего материала является по существу нескрученной; и
второй резак, выполненный с возможностью разрезания стержня из аэрозольобразующего материала на фрагменты для получения стержневых фрагментов аэрозольобразующего материала.
23. Устройство по п. 22, в котором направитель выполнен с возможностью сборки полосок вместе для формирования стержня аэрозольобразующего материала, в котором полоски аэрозольобразующего материала по существу параллельны.
24. Устройство по любому из пп. 22 или 23, в котором направитель выполнен с возможностью сборки полосок вместе для формирования стержня аэрозольобразующего материала, в котором полоски аэрозольобразующего материала являются по существу прямолинейными.
25. Устройство по любому из пп. 22-24, выполненное с возможностью подачи листа аэрозольобразующего материала из бобины.
26. Устройство по любому из пп. 22-25, в котором первый резак является регулируемым, позволяя регулировать количество и/или ширину полосок.
27. Устройство по любому из пп. 22-26, в котором первый резак выполнен с возможностью занимать положение, в котором он выполняет разрезание листа аэрозольобразующего материала для получения множества полосок аэрозольобразующего материала, или положение, в котором он не разрезает указанный лист.
28. Устройство по любому из пп. 22-27, выполненное с возможностью подачи листа аэрозольобразующего материала к первому резаку в направлении подачи листа, а первый резак выполнен с возможностью разрезания листа аэрозольобразующего материала по существу параллельно направлению подачи листа.
29. Устройство по п. 28, в котором направитель выполнен с возможностью сборки множества полосок вместе в направлении к оси, которая лежит в первой плоскости, которая содержит направление подачи и перпендикулярна второй плоскости, определяемой множеством полосок до их сборки.
30. Устройство по любому из пп. 22-29, в котором направитель выполнен с возможностью сборки множества полосок в направлении к оси, проходящей через центр множества полосок.
31. Устройство по любому из пп. 22-30, в котором направитель выполнен с возможностью сборки множества полосок по существу в поперечном направлении для формирования стержня.
32. Устройство по любому из пп. 22-31, в котором направитель представляет собой воронку.
33. Устройство по любому из пп. 22-32, в котором первый резак выполнен с возможностью разрезания листа аэрозольобразующего материала в продольном направлении для получения множества полосок аэрозольобразующего материала, ширина которых составляет от 0,25 до 3 мм или от 0,5 до 1,5 мм.
34. Устройство по любому из пп. 22-33, содержащее оберточное устройство, выполненное с возможностью обертывания стержня из аэрозольобразующего материала оберточным материалом.
35. Устройство по п. 34, в котором оберточный материал представляет собой или содержит бумагу и/или алюминиевую фольгу.
36. Устройство по любому из пп. 34 или 35, выполненное с возможностью изготовления стержневых фрагментов аэрозольобразующего материала с наружным диаметром от 5,4 до 7,8 мм или от 6,7 до 7,8 мм.
37. Расходный материал для нагревающего без горения устройства, содержащий стержень аэрозольобразующего материала, сформированный из множества продольных полосок аэрозольобразующего материала, каждая из которых является по существу нескрученной.
38. Расходный материал по п. 37, в котором множество полосок расположены по существу параллельно друг другу.
39. Расходный материал по любому из пп. 37 или 38, в котором каждая из множества полосок аэрозольобразующего материала является по существу прямолинейной.
40. Расходный материал по любому из пп. 37-39, в котором ширина каждой из множества полосок составляет от 0,25 до 3 мм или от 0,5 до 1,5 мм.
41. Расходный материал по любому из пп. 37-40, в котором одна или несколько полосок представляет собой табак или содержат табак.
42. Расходный материал по п. 41, в котором одна или несколько полосок представляет собой восстановленный табак или содержат восстановленный табак.
43. Расходный материал по любому из пп. 37-42, в котором одна или несколько полосок содержит глицерин.
44. Расходный материал по любому из пп. 37-43, содержащее оберточный материал, охватывающий стержень аэрозольобразующего материала.
45. Расходный материал по п. 44, в котором оберточный материал представляет собой или содержит бумагу и/или алюминиевую фольгу.
46. Расходный материал по любому из пп. 44 или 45, наружный диаметр которого составляет от 5,4 до 7,8 мм или от 6,7 до 7,8 мм.
| ДАТЧИК УРОВНЯ ЖИДКОСТИ | 0 |
|
SU246107A1 |
| WO 2015082652 A1, 11.06.2015 | |||
| УСТРОЙСТВО ДЛЯ РЕЗКИ РУЛОНОВ ПОЛИЭТИЛЕНОВОЙ ПЛЕНКИ | 1994 |
|
RU2089380C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕОБРАЗНЫХ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2352228C1 |

