Изобретение относится к области транспортного машиностроения, преимущественно к сборке траков со съемными асфальтоходными накладками на звеньях гусеничных лент для военно-гусеничных машин (ВГМ), в частности к сборке асфальтоходных гусениц, разработанных для танка Т-80У.
Как известно для движения гусеничных средств по дорогам с улучшенным покрытием применяются, с целью исключения повреждения дорожного покрытия, гусеницы, именуемые как асфальтоходные, с упругим полимером, взаимодействующим с дорожным покрытием. Притом танк, как боевая машина, должен сохранять возможность движения на таких гусеницах и в условиях бездорожья.
Известны способы изготовления танковых асфальтоходных гусениц с параллельным резинометаллическим шарниром (РМШ), по патентам №33925 [1] и №35620 [2] с траками, выполненными со звеньями, на которых в ходе изготовления методом клеевой вулканизации в верхней части закрепляется резиновая беговая дорожка для взаимодействия с резиновой шиной опорного катка, а со стороны грунта - асфальтоходная подушка.
Однако такой способ изготовления затрудняет восстановление или замену изношенной асфальтоходной подушки звеньев, в то время, как все остальные элементы трака сохраняются в работоспособном состоянии.
Известны способы изготовления гусениц со съемными асфальтоходными элементами (в целях единства терминологии именуемых в дальнейшем съемными накладками), у которых накладка, обеспечивающая асфальтоходность, фиксируется специальным устройством на звене трака и заменяется после износа закрепленной на ней резиновой подушки, благодаря чему продляется срок службы гусеницы в целом. Несмотря на более высокую стоимость асфальтоходных гусениц со съемными накладками и меньшую технологичность в изготовлении такие гусеницы выглядят более экономичными в эксплуатации. Гусеницы, изготовленные таким способом, используются на большинстве современных зарубежных танков, а в последнее время и на отечественных танках.
Так, например, из обзорной статьи В.А.Бурлакова «Гусеницы танков» [3] использующей материалы статьи Rolf Muller, «Panzergleisketten moderner Konzeption» [4], известны гусеницы фирмы «Diehl» танка Леопард. В звеньях траков данных гусениц по боковым сторонам выполнены пазы и посадочное место под асфальтоходную обрезиненную накладку, а по центру у одной из продольных сторон установлен пружинный запирающий стопор. Обрезиненная накладка, показанная на рис.20, источника [3], представляет обрезиненную упругую пластину, которая при сборке сначала вводится в пазы, отклоняя запирающий стопор, а по достижению посадочного места, стопор за счет упругих сил возвращается в исходное положение, вступает во взаимодействие с фиксатором пластины, запирая ее на посадочном месте. Способ сборки применительно к известной конструкции не сложен, однако сама конструкция гусеницы имеет недостатки. Так во время разворотов танка на месте (вокруг оси) в тяжелых дорожных условиях, например в сырой песчаной местности под воздействием высоких поперечных сил отмечался упругий изгиб упругой пластины обрезиненной накладки с расфиксацией и утерей накладки. Расфиксация возможна и вследствие эксплуатационного износа упругого фиксатора, в большей мере при работе в песчаной местности. Кроме того, после эксплуатации гусениц в условиях открытых сырых грунтов происходит забивание грунтом полости между асфальтоходной обрезиненной накладкой и звеном. В дальнейшем, после засыхания грунта, процесс отсоединения обрезиненной накладки, например для замены, чрезвычайно усложняется, поскольку высохший грунт препятствует установке инструмента для отгибания запирающего стопора и его перемещению.
Известны изобретения «Трак гусеницы транспортного средства и способ его сборки» по патенту №2181330 [5], способ сборки по которому принят за прототип для настоящего изобретения. Трак гусеницы транспортного средства, способ сборки [5] которого рассматривается, содержит звенья. На каждом звене со стороны грунта выполнено посадочное место, в котором устанавливается съемная накладка, содержащая опорную пластину с ушком и привулканизованную к более жесткой пластине (сравнительно с пластиной накладки гусеницы фирмы «Diehl») резиновую подушку. Торцевые поверхности опорной пластины по периметру выполнены с возможностью использования в качестве ограничительных элементов от смещения накладки с посадочных мест звена и находятся во взаимодействии с буртами посадочного места. Между горизонтальной поверхностью посадочного места и ответной поверхностью пластины накладки проложены демпфирующие резиновые пластины. В каждом звене выполнены проушины, между которыми располагается упомянутое ушко пластины (ушко накладки). Через отверстия проушин и отверстие ушка проходит фиксирующий цилиндрический палец с упорной головкой - с одной его стороны и с хвостовиком - с другой стороны. Хвостовик снабжен направляющим конусом, за которым выполнена проточка. В проточке размещено пружинное разрезное стопорное кольцо, на котором со стороны хвостовика выполнен заходный конус. Далее по тексту для именования пружинного разрезного стопорного кольца независимо от рассмотрения выполняемой им функции применяется единое сокращенное понятие - «пружинное кольцо». На стенке проушины звена, обращенной наружу, выполнено для центрирования хвостовика пальца и пружинного кольца при сборке соосное отверстиям проушин конусное отверстие, именуемое в дальнейшем, как центрующее. В рабочем положении, когда пружинное кольцо после прохождения отверстий при сборке разжимается, оно взаимодействует с одной стороны с торцом проушины, с другой стороны с торцом проточки, обращенной к хвостовику, удерживая палец от обратного выпадения из отверстий проушин звена. Отверстия проушин и отверстие ушка выполнены с одинаковым диаметром исходя из соображений исключения перемещений накладки относительно звена трака.
Как следует из описания прототипа для сборки такого трака был разработан специальный способ, позволяющий осуществлять сборку и в заводских условиях на специальном оборудовании, и в полевых условиях.
Способ сборки трака гусеницы транспортного средства с обеспечением упруго-фиксированного положения накладки на посадочном месте звена содержит операции, установки съемной накладки на звено трака с обеспечением взаимодействия зацепа накладки с выступом, выполненным у одной стороны звена, поджатие накладки к звену путем использования металлической пластины съемной накладки в качестве рычага для деформирования эластичных демпфирующих пластин. Для поджатия используется специальная струбцина, с помощью которой производится обеспечение соосности отверстий в проушинах звена с отверстием в ушке накладки. Струбцина одной стороной опирается на резиновую поверхность съемной накладки, а другой - на беговую дорожку звена и притягивает эти элементы друг к другу до достижения соосности упомянутых отверстий. Затем производится установка фиксирующего пальца хвостовиком в отверстие звена до взаимодействия пружинного кольца, расположенного в проточке пальца, направляющим конусом с конусным отверстием звена и досылание фиксирующего пальца в рабочее положение. При досылании используется углубление в головке фиксирующего пальца, в которое вставляется специальная оправка.
Как видно из описания конструкции и способа сборки трака [5], в обеспечении надежности крепления накладки к звену пружинное кольцо играет наиболее важную роль. В то же время можно отметить, что данное кольцо еще в процессе сборки испытывает различного рода напряжения, которые могут привести к его деформации со снижением фиксирующей функции.
Для сравнения и оценки нагруженности пружинного кольца при выполнении им фиксирующей функции можно привести данные по известным стандартным стопорным кольцам, выполняющим аналогичную функцию, см., например, источник [6]. Из расчетов, проведенных с использованием данных таблицы 29 [6] следует, что в приемлемом (применительно к траку) диапазоне размеров фиксирующих пальцев (диаметр вала 12...16 мм), для стандартных стопорных колец, воспринимающих осевую нагрузку, эффективная площадь взаимодействия в осевом направлении составляет от ≈18 мм2 (диаметр вала 12 мм) с восприятием предельной осевой нагрузки 339 кН, до ≈32 мм2 (диаметр вала 16 мм) с восприятием предельной осевой нагрузки 513 кН. В рассматриваемом случае вал тождественен применяемому в траке фиксирующему пальцу, причем осевые нагрузки, действующие на пружинное кольцо фиксирующего пальца по величине приближаются к упомянутым, приведенным в таблице 29 источника [6].
При установке фиксирующего пальца в рабочее положение пружинное испытывает высокие сборочные напряжения, когда своим направляющим конусом взаимодействует с конусным отверстием звена. В процессе такого взаимодействия осуществляется его обжатие в проточке пальца с обеспечением возможности захода в отверстие внешней проушины звена и продвижения через отверстие ушка и отверстие внутренней проушины звена. Процесс обжатия происходит при высоком трении в конусных поверхностях и снизить уровень сил трения, особенно при замене накладки вне заводских условий, затруднительно. В кольце появляются остаточные деформации, в частности, неплоскостность торцов, что приводит в рабочем положении фиксирующего пальца к уменьшению эффективной площади взаимодействия между торцом пружинного кольца и буртиком проточки со стороны хвостовика фиксирующего пальца и между другим торцом и стенкой проушины с другой стороны.
К тому же пружинное кольцо, находясь в проточке пальца, свисает на глубину проточки, его ось располагается эксцентрично относительно продольной оси отверстия во внешней проушине, вследствие чего нижняя свисающая часть пружинного кольца может выходить за пределы конусного отверстия в звене, приводя к упору в наружную стенку внешней проушины и искажению заданной геометрии кольца. При этом величина свисания зависит от того, как расположено пружинное кольцо на пальце, что поясняется фиг.5, отражающей характерные условия положения кольца на проточке пальца при реализации известного способа. Из сравнения величин свисания (Δ1 и Δ2) пружинного кольца (20′), расположенного в проточке (19′) пальца (15′), см. виды Г и Д фиг.5, видно, как на уровень свисания кольца влияет расположение разреза на нем. Очевидно, что кроме расположения разреза на величину свисания оказывает влияние также его ширина (ж′).
Тем самым, недостатки существующего способа сборки заключаются в необходимости применения струбцины, как специального, постоянно возимого на ВГМ инструмента, и недостаточно стабильным уровнем надежности фиксации накладки по причине возможного искажения заданной геометрии пружинного кольца при сборке.
Задачей настоящего изобретения является обеспечение стабильно высокого уровня фиксации накладки с одновременным упрощением способа сборки трака.
Технический результат, достигаемый при решении задачи, заключается в упрощении способа сборки за счет отказа от применения специального инструмента, и обеспечении сохранения геометрической формы пружинного кольца в процессе установки фиксирующего пальца в рабочее положение при сборке трака.
Поставленная задача решается тем, что в способе сборки трака гусеницы транспортного средства с обеспечением упругофиксированного положения накладки на посадочном месте звена, включающем установку съемной накладки на звено трака с обеспечением взаимодействия зацепа накладки с выступом, выполненным у одной стороны звена, и последующим ее поджатием к звену до размещения ушка накладки между проушинами звена путем использования металлической пластины в качестве рычага для деформирования эластичных демпфирующих пластин, установку фиксирующего пальца хвостовиком в отверстие звена до взаимодействия разрезного пружинного кольца, расположенного в проточке пальца, направляющим конусом с конусным отверстием звена и досылание фиксирующего пальца в рабочее положение, согласно изобретению, предварительно, вдоль пружинного кольца со стороны разреза и симметрично ему выполняют лыску, при выполнении конусного отверстия в звене его наружный диаметр назначают из условия:

где Dк.о. - наружный диаметр конусного отверстия в звене;
dп. - рабочий диаметр фиксирующего пальца;
hпр. - глубина проточки на пальце под установку пружинного кольца,
отверстие в ушке съемной накладки выполняют с обеспечением возможности ограниченного вертикального перемещения накладки относительно фиксирующего пальца, а при установке накладки ее металлическую пластину поджимают с ограниченным усилием, не требующим полного совмещения оси отверстий проушин звена с осью отверстия ушка накладки, например усилием руки, при этом пружинное кольцо на фиксирующем пальце перед его досыланием располагают лыской вниз.
Наилучший результат сборки достигается, если срез, образующий лыску, выполняют на уровне радиуса меньшего основания направляющего конуса пружинного кольца.
Хороший результат сборки также достигается, если в варианте исполнения (исходя из возможностей технологического оборудования) срез, образующий лыску, выполняют на уровне между радиусом меньшего основания направляющего конуса пружинного кольца и условным радиусом, величина которого определена как полусумма наружного радиуса пружинного кольца и радиуса меньшего основания направляющего конуса пружинного кольца.
Сборка будет проведена качественно, если перед досыланием фиксирующего пальца значение угла отклонения лыски пружинного кольца в любую сторону от горизонтального положения обеспечивают в пределах от 0° до 15°.
Анализ отличительных признаков изобретения показал, что:
- предварительное выполнение лыски (на этапе изготовления или путем доработки уже изготовленных пружинных колец) вдоль пружинного кольца снижает высотный размер кольца по лыске, а такое уменьшение, совместно с расположением лыской вниз пружинного кольца, установленного в проточке фиксирующего пальца, перед его досыланием в рабочее положение, служит обеспечению беспрепятственного захода направляющего конуса кольца в конусное отверстие звена, исключая упирание нижней свисающей части этого кольца в стенку проушины при досылании и его деформацию;
- выполнение лыски у пружинного кольца со стороны разреза не приводит к возникновению на пружинном кольце других ослабленных зон, способных снизить упругие его свойства;
- выполнение конусного отверстия в звене с его наружным диаметром, назначенным по формуле

где Dк.о. - наружный диаметр конусного отверстия в звене;
dп. - рабочий диаметр фиксирующего пальца;
hпр. - глубина проточки на пальце под установку пружинного кольца,
определяет оптимальную величину конусного отверстия, увязывая толщину стенки пружинного кольца (в формуле задана тождественным размером - глубиной проточки) с минимально допустимым размером наружного диаметра конусного отверстия в звене при расчетном (принятом для трака) рабочем диаметре фиксирующего пальца;
- выполнение отверстия в ушке съемной накладки с обеспечением возможности ограниченного вертикального перемещения накладки относительно фиксирующего пальца обеспечивает возможность установки фиксирующего пальца без предварительного обеспечения соосности отверстия звена и отверстия проушины. Благодаря этому при установке накладки ее металлическую пластину поджимают с ограниченным усилием, например усилием руки, без применения специальной струбцины;
- выполнение среза, образующего лыску, на уровне радиуса меньшего основания направляющего конуса пружинного кольца целесообразно для обеспечения наименьшего усилия при досылании фиксирующего пальца;
- выполнение среза, образующего лыску, на уровне между радиусом меньшего основания направляющего конуса пружинного кольца и условным радиусом, величина которого определена как полусумма наружного радиуса пружинного кольца и радиуса меньшего основания направляющего конуса пружинного кольца, целесообразно для исключения снижения площади пружинного кольца, контактирующей в рабочем положении (и воспринимающей осевые усилия) с буртиком проточки хвостовика фиксирующего пальца и боковой поверхностью внутренней проушины звена трака;
- обеспечение угла отклонения лыски пружинного кольца в любую сторону от горизонтального положения в пределах от 0° до 15° устанавливает приемлемое, с позиций качества сборки, и, в то же время, визуально контролируемое положение пружинного кольца (расположение лыской вниз) на подготовленном к досыланию фиксирующем пальце.
Изобретение иллюстрируется чертежами, где показано:
- на фиг.1 - трак гусеницы транспортного средства со съемной накладкой, для сборки конструкции которого используется заявляемый способ;
- на фиг.2 - вид на установленную в звене трака съемную накладку (вид А на фиг.1);
- на фиг.3 - поперечный разрез звена в зоне фиксации съемной накладки (вид Б на фиг.2);
- на фиг.4 - положение пружинного кольца относительно фиксирующего пальца и конусного отверстия звена трака перед досыланием фиксирующего пальца в рабочее положение (вид на фиксирующий палец и звено трака по стрелке В на фиг.3);
на фиг.5 - характерные примеры возможного расположения кольца на пальце при реализации способа-прототипа [5].
Трак, способ сборки которого рассматривается в данной заявке, как и трак, для которого используется способ, принятый за прототип, содержит два звена 1, соединенные пальцами 2. На каждом звене закреплена съемная накладка 3, состоящая из металлической опорной пластины 4 с выполненными на ней для закрепления накладки зацепом 5 и ушком 6, и привулканизованной к ней асфальтоходной подушкой 7 - для взаимодействия с улучшенным дорожным покрытием при движении ВГМ. Для установки и крепления съемной накладки в звене выполнено посадочное место, образованное полостью «а», горизонтальной площадкой 8 и упорным буртом 9, выполненными по периметру звена, а также выступ 10 для взаимодействия с зацепом 5. Металлическая пластина 4 съемной накладки 3 оперта на горизонтальную площадку 8 звена, при этом торцевые поверхности 11 пластины 4 находятся во взаимодействии с буртом 9 посадочного места и служат в качестве ограничительных элементов от смещения накладки с посадочных мест звена в процессе движения транспортного средства.
В выемках горизонтальной площадки 8 посадочного места звена проложены демпфирующие резиновые пластины 12 с возможностью демпфирования съемной накладки 3 на посадочных местах при движении ВГМ. В каждом звене для фиксации съемной накладки 3, кроме выступа 10, выполнены проушины 13, 14, между которыми располагается ушко 6. В проушинах выполнены отверстия «б», а в ушке - отверстие «в».
Через отверстия «б» и «в» проходит фиксирующий цилиндрический палец 15 с рабочим диаметром dп, предназначенный для удержания съемной накладки в звене в процессе эксплуатации гусениц. Палец имеет упорную конусную головку 16 - с одной его стороны и хвостовик 17 - с другой стороны.
Хвостовик 17 снабжен конусом 18, за которым выполнена кольцевая проточка 19. В проточке 19 размещено разрезное пружинное кольцо 20, на котором выполнен направляющий конус 21. Глубина hпр. проточки 19 равна или ненамного превышает толщину стенки s пружинного кольца 20, чтобы при реализации способа сборки пружинное кольцо смогло обжаться в проточке 19 при прохождении через отверстия «б» и «в». В установленном (рабочем) положении упорная конусная головка 18 взаимодействует с конусным отверстием 22, выполненным в наружной стенке «г» проушины 14 звена, препятствуя движению фиксирующего пальца, установленного в рабочее положение, в сторону полости «а». Наибольший (заходный) диаметр конусным отверстия 22 по тексту именуется как наружный диаметр Dк.о. конусного отверстия. От обратного выпадения из звена фиксирующий палец 15 удерживается взаимодействием торца «д» пружинного кольца 20, находящегося в разжатом состоянии, с торцом «д′» проточки 19, при этом другой торец «е» пружинного кольца 20 взаимодействует с внутренним торцом «е′» проушины 13 звена.
Размер диаметра dп. фиксирующего пальца 15 соотносится с размером диаметра D отверстия «а» в проушинах 13 и 14 таким образом, что у пальца имеется только возможность продольного перемещения.
Предлагаемый способ сборки трака гусеницы транспортного средства с обеспечением упругофиксированного положения накладки на посадочном месте звена заключается в следующем.
Предварительно, главным образом на этапе изготовления, вдоль пружинного кольца выполняют лыску 23 (срез в виде плоской поверхности, параллельной геометрической оси пружинного кольца [7]). Лыска 23 выполняется со стороны разреза «ж» (образованного стенками 24) пружинного кольца и симметрично разрезу «ж», благодаря чему у пружинного кольца срезаются практически не участвующие в восприятии осевой нагрузки острые концы в зоне разреза и уменьшается высота Hк пружинного кольца. Так же, на этапе изготовления, при выполнении конусного отверстия 22 его наружный диаметр в звене назначают из условия:

где Dк.о. - наружный диаметр конусного отверстия в звене;
dп. - рабочий диаметр фиксирующего пальца;
hпр. - глубина проточки на пальце под установку пружинного кольца.
На фиг.4 диаметр конусного отверстия Dк.о. показан равным сумме dп.+2hпр., то есть в варианте с меньшей трудоемкостью выполнения конусного отверстия 22. Отверстие «в» в ушке 6 съемной накладки выполняют либо с диаметром D1, большим диаметра D отверстия «а», обеспечивая съемной накладке 3 в дальнейшем возможность ограниченного перемещения в вертикальном направлении относительно фиксирующего пальца 15, либо другой формы, отличной от диаметральной, причем размер по вертикали у такого отверстия назначают, большим, чем размер по горизонтали. Значение разности между вертикальным и горизонтальным размерами такого отверстия зависит от ряда параметров, в частности, от весовой категории ВГМ, для которой предназначена гусеница, от толщины демпфирующей пластины 12, от выбранного диаметра dп. фиксирующего пальца и др.
Процесс установки съемной накладки 3 на звено 1 трака и фиксации ее на звене осуществляют в следующей последовательности. Сначала обеспечивают взаимодействие зацепа 5 с выступом 10 звена. Затем, используя металлическую пластину 4 съемной накладки 3 в качестве рычага, поджимают накладку 3 небольшим усилием, например усилием руки, или установкой груза на противоположный от зацепа 5 край пластины 4, осуществляют деформирование краем накладки эластичных (резиновых) демпфирующих пластин 12. (В условиях сборочных цехов при серийном выпуске рассматриваемый процесс поджатия накладки может быть также легко механизирован, но, как показала сборка опытных партий гусениц, механизация может и не потребоваться). Накладка, хотя и полностью не устанавливается на посадочном месте, но ее ушко 6 размещается между проушинами звена с неполным совмещением (которого и не требуется) оси отверстий «б» проушин звена с осью отверстия «в» ушка. Затем фиксирующий палец с заранее установленным в проточке 19 пружинным кольцом 20 располагают лыской вниз и в таком положении вводят фиксирующий палец хвостовиком 17 в отверстие проушины 14 звена до взаимодействия пружинного кольца 20 направляющим конусом 21 с конусным отверстием 22 звена. Поскольку диаметр Dк.о. выполнен из вышеупомянутого условия, и пружинное кольцо, вступающее во взаимодействие с конусным отверстием 22 расположено так, как указано (лыской и разрезом пружинного кольца вниз), то, тем самым, при дальнейшем досылании пальца полностью исключается возможность упирания элементов пружинного кольца в наружную стенку «г» внешней проушины 14 звена и искажению заданной геометрии кольца. Далее происходит досылание фиксирующего пальца в рабочее положение через выколотку, устанавливаемую в углубление «и» в упорной головке 16 пальца. При досылании пружинное кольцо обжимается в расточке стенками конусного отверстия 22, затем, проходя через отверстие «б» в проушине 14, своим направляющим конусом 21 вступает во взаимодействие с фаской 25 отверстия «в» в ушке 6. При этом свободному заходу направляющего конуса 21 пружинного кольца, в отверстие «в» способствует разница размеров диаметров «D1» и «D» (или высотного размера отверстия «в» и диаметра «D»), благодаря чему при заходе в отверстие «в» и, центрируясь в нем, пружинное кольцо поджимает накладку на посадочное место, обеспечивая дальнейшее продвижение фиксирующего пальца в рабочее положение. В процессе сборки центрирование по горизонтали отверстия «в» ушка 6 относительно отверстия «б» в проушинах 13, 14 осуществляется упорным буртом 9 звена, взаимодействующим с поперечными торцами 11 пластины 4 съемной накладки. Следует отметить, что в дальнейшем (например, при движении ВГМ) пружинное кольцо может поворачиваться и занимать относительно оси пальца (относительно звена) своим разрезом любое положение, например показанное на фиг.2, что отрицательно не сказывается на работе конструкции.
Как установлено в результате экспериментов, проведенных при изготовлении опытных образцов, выполнение лыски на уровне радиуса rк меньшего основания направляющего конуса пружинного кольца, обеспечивает установку фиксирующего пальца с меньшим осевым усилием. Однако такое (точное) выполнение усложняет технологию изготовления колец, поэтому целесообразен более приемлемый вариант исполнения, требующий меньшей точности, в котором срез, образующий лыску 23, выполняют на уровне между радиусом rк меньшего основания направляющего конуса пружинного кольца и условным радиусом, величина которого определена как полусумма наружного радиуса R пружинного кольца и радиуса rк меньшего основания направляющего конуса пружинного кольца, или в алгебраической форме
где Zср. - высота лыски (глубина среза);
R - наружный радиус пружинного кольца;
rк. - радиус меньшего основания направляющего конуса пружинного кольца.
Для более качественной сборки перед досыланием фиксирующего пальца значение угла α отклонения лыски пружинного кольца в любую сторону от горизонтального положения обеспечивают в пределах от 0° до 15°, что легко достигается визуально без применения специального инструмента. При этом отслеживать угол α лучше не по лыске 23, а по положению стенок 24 разреза «ж» или вертикальной оси разреза «ж», поскольку данный разрез перпендикулярен лыске 23. На фиг 4 углы α показывают допустимую зону отклонения вертикальной оси разреза «ж» в процессе сборки.
В процессе эксплуатации после износа съемной накладки фиксирующий палец упомянутой выколоткой продавливается в полость «а» звена, как и в прототипе [5], съемная накладка извлекается с посадочного места, заменяется на новую с применением предлагаемого способа, обеспечивая возможность продолжения эксплуатации асфальтоходных гусениц.
Тем самым предлагаемый способ сборки траков со съемными накладками асфальтоходных гусеничных лент позволяет в заводских условиях или в условиях эксплуатации легко установить или заменить съемные накладки в траках гусеницы со стабильным сохранением геометрии разрезного пружинного кольца фиксирующего пальца, что обеспечивает высокий уровень фиксации накладки с одновременным упрощением способа сборки трака.
Источники информации
1. Полезная модель «Трак гусеничной цепи» по патенту №33925, заявка №2003103188/20 от 03.02.2003 г., кл. МКИ 7 B62D 55/20.
2. Полезная модель «Трак гусеничной цепи» по патенту №35620, заявка №2003130569/20 от 25.11.2003 г., кл. МКИ 7 B62D 55/20.
3. В.А.Бурлаков «Гусеницы танков», журнал «Военная техника и экономика», серия С, 1974 г., №6, стр.31-36, рис 17, 20, 21.
4. Rolf Muller «Panzergleisketten moderner Konzeption», «Kampftruppen», 1973, №1, S.16-21, B.1, 6, 9.
5. Изобретение «Трак гусеницы транспортного средства и способ его сборки» по патенту №2181330, заявка №2000115051/28 от 09.06.2000 г., кл. МКИ 7 B62D 55/28.
6. Анурьев В.И. «Справочник конструктора машиностроителя», т.1, М.: Машиностроение, 1992 г., стр.738-745 и стр.756.
7. Ред. Берестина Б.С. и др. «Краткий политехнический словарь», М.: Государственное изд-во технической литературы, 1955 г., стр.503.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАК СО СЪЕМНОЙ НАКЛАДКОЙ ГУСЕНИЦЫ ТРАНСПОРТНОГО СРЕДСТВА | 2006 |
|
RU2332323C1 |
| ТРАК ГУСЕНИЦЫ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЕГО СБОРКИ | 2000 |
|
RU2181330C2 |
| АСФАЛЬТОХОДНАЯ ГУСЕНИЦА ТРАНСПОРТНОГО СРЕДСТВА С ПАРАЛЛЕЛЬНЫМ РЕЗИНОМЕТАЛЛИЧЕСКИМ ШАРНИРОМ | 2009 |
|
RU2400390C1 |
| УШИРЕННАЯ ГУСЕНИЦА С ПАРАЛЛЕЛЬНЫМ РЕЗИНОМЕТАЛЛИЧЕСКИМ ШАРНИРОМ (ВАРИАНТЫ) | 2004 |
|
RU2278052C2 |
| Сборное звено гусеничной цепи | 2020 |
|
RU2749744C1 |
| ЗВЕНО ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2033364C1 |
| ГУСЕНИЦА С АСФАЛЬТОХОДНЫМИ БАШМАКАМИ | 2000 |
|
RU2190550C2 |
| Гусеница с резинометаллическим шарниром параллельного типа и цевочным зацеплением с ведущим колесом | 2021 |
|
RU2761974C1 |
| Гусеничная цепь транспортного средства | 2019 |
|
RU2713332C1 |
| УНИВЕРСАЛЬНЫЙ ГУСЕНИЧНЫЙ ДВИЖИТЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА | 2007 |
|
RU2340501C1 |

Изобретение относится к области транспортного машиностроения, преимущественно к сборке траков со съемными асфальтоходными накладками на звеньях гусеничных лент военно-гусеничных машин. Съемную накладку устанавливают на звено трака с обеспечением взаимодействия зацепа накладки с выступом, выполненным у одной стороны звена. Далее путем использования металлической пластины в качестве рычага для деформирования эластичных демпфирующих пластин ее поджимают к звену до размещения ушка накладки между проушинами звена. Затем устанавливают фиксирующий палец хвостовиком в отверстие звена до взаимодействия разрезного пружинного кольца, расположенного в проточке пальца, направляющим конусом с конусным отверстием звена, и досылают фиксирующий палец в рабочее положение. При этом предварительно вдоль пружинного кольца со стороны разреза и симметрично ему выполняют лыску. При выполнении конусного отверстия в звене его наружный диаметр назначают из условия: Dк.о.≥dп.+2hпр., где: Dк.о. - наружный диаметр конусного отверстия в звене; dп. - рабочий диаметр фиксирующего пальца; hпр. - глубина проточки на пальце под установку пружинного кольца. Отверстие в ушке съемной накладки выполняют с обеспечением возможности ограниченного вертикального перемещения накладки относительно фиксирующего пальца. При установке накладки ее металлическую пластину поджимают с ограниченным усилием, не требующим полного совмещения оси отверстий проушин звена с осью отверстия ушка накладки. При этом пружинное кольцо на фиксирующем пальце перед его досыланием располагают лыской вниз. Технический результат заключается в упрощении сборки трака и обеспечении стабильно высокого уровня фиксации накладки в звене трака. 3 з.п. ф-лы, 5 ил.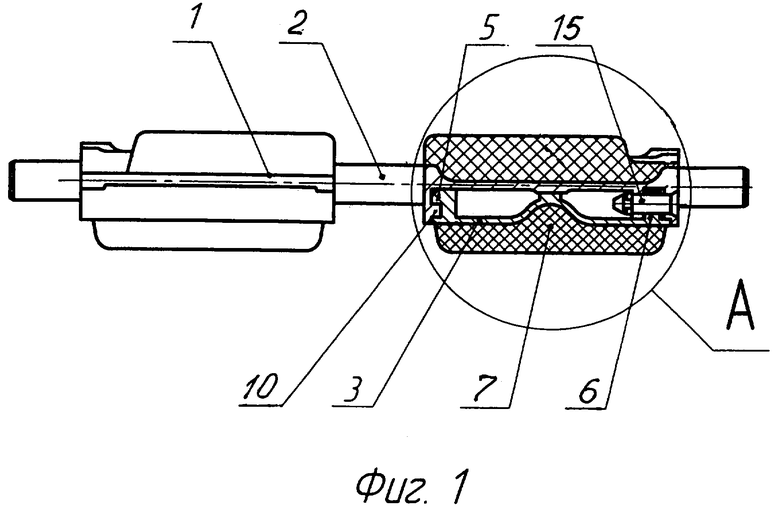
Dк.о≥dп+2hпр,
где Dк.о - наружный диаметр конусного отверстия в звене;
dп - рабочий диаметр фиксирующего пальца;
hпр - глубина проточки на пальце под установку пружинного кольца,
отверстие в ушке съемной накладки выполняют с обеспечением возможности ограниченного вертикального перемещения накладки относительно фиксирующего пальца, а при установке накладки ее металлическую пластину поджимают с ограниченным усилием, не требующим полного совмещения оси отверстий проушин звена с осью отверстия ушка накладки, например усилием руки, при этом пружинное кольцо на фиксирующем пальце перед его досыланием располагают лыской вниз.
| ТРАК ГУСЕНИЦЫ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЕГО СБОРКИ | 2000 |
|
RU2181330C2 |
| US 5481797 A, 09.01.1996 | |||
| JP 10119843 A, 12.05.1998 | |||
| US 5853233 A, 29.12.1998. | |||

