Настоящее изобретение относится к двухсеточной формующей части гибридного типа, предназначенной для использования в бумагоделательной машине. В гибридной формующей части исходный материал помещается из выпускной щели напорного ящика на первую формующую сетку, которая перемещается в горизонтальной плоскости в направлении движения над серией отсасывающих ящиков, составляющих обычную односеточную формующую часть с открытой поверхностью. Вторая формующая сетка затем входит в тесный контакт с наружной верхней поверхностью листа в начале двухсеточной формующей части гибридного типа. Частично сформированный лист и исходный материал с не отведенной водой помещается между двумя формующими сетками; далее через обе формующие сетки проводится отвод воды. Вторая формующая сетка отделяется от верхней поверхности сформованного листа в конце двухсеточной формующей части гибридного типа, и лист перемещается к прессовой части на первой формующей сетке. Данное изобретение касается той секции двухсеточной формующей части гибридного типа, которая располагается между точкой, в которой первая и вторая формующие сетки встречаются и между ними помещается исходный материал, и точкой, в которой первая и вторая формующие сетки отделяются, причем лист остается на первой формующей сетке. Хотя описанная здесь формующая часть содержит одну формующую часть со второй формующей сеткой, данное изобретение не слишком ограничено данным фактом. Обычным является наличие более чем одной двухсеточной формующей части гибридного типа и второго напорного ящика, выдающего второй слой исходного материала на первую формующую сетку до второй двухсеточной формующей части гибридного типа.
В формующей части гибридного типа две формующие сетки перемещаются не по прямой линии. Сетки вместе проходят по последовательности валов и отсасывающих ящиков, которые расположены на противоположных сторонах двух сеток и, таким образом, определяют извилистый путь двух сеток. Каждый отсасывающий ящик имеет изогнутую поверхность, на которой расположена группа опорных элементов сеток, таких как лезвия, которые контактируют с машинными сторонами формующих сеток. Каждый отсасывающий ящик может также соединяться с источником управляемого разрежения. Указанные изогнутые поверхности приводят к тому, что движущиеся формующие сетки движутся по нужному извилистому пути. Действие управляемого уровня разреженности на отсасывающие ящики имеет два эффекта: это приводит к удалению воды из исходного материала, находящегося между двумя движущимися формующими сетками, и это отклоняет путь двух движущихся формующих сеток в зазоры между опорными элементами сеток. Данное отклонение двух движущихся формующих сеток приводит к образованию пульсации давления в слое исходного материала, зажатого между сетками, что приводит к возникновению движения жидкости внутри исходного материала в направлении движения; это порождает сдвигающее действие внутри исходного материала, что служит измельчению клочков волокон.
Фактическая амплитуда каждого из пульсирующих колебаний давления, порождаемых углом отклонения движущихся формующих сеток на краях каждого опорного элемента сеток, имеет большое значение для качества изготавливаемого листового продукта. Сила пульсирующих колебаний давления, инициируемых каждым опорным элементом сеток, должна выбираться так, чтобы соответствовать состоянию и свойствам исходного материала у данного опорного элемента сеток. Следовательно, существует необходимость иметь возможность модифицировать силу и/или амплитуду пульсирующих колебаний давления при большем количестве воды, отводимой из исходного материала, и при формировании возникающего бумажного полотна.
Очевидно, что плохое управление отклонением сетки в формующей части имеет неблагоприятный эффект на процесс формования, что, в свою очередь, имеет негативные последствия для качества изготавливаемой бумажной продукции.
Фактический угол отклонения сетки на краю каждого опорного элемента сеток в рабочей двухсеточной формующей части зависит от нескольких факторов, а именно:
1) геометрическая компоновка физических компонент, используемых в конструкции формующей зоны, включая шаг между опорными элементами сеток, ширина опорных элементов сеток в направлении движения и радиус кривизны поверхностей, к которым крепятся опорные элементы сеток;
2) уровень разреженности в отсасывающих ящиках, который управляет степенью отклонения движущихся формующих сеток в зазоры между опорными элементами сеток; и
3) величина натяжения в направлении движения, которое действует на две движущиеся формующие сетки.
Термины, используемые здесь, имеют следующие значения:
(i) термин «направление движения» или НД означает направление, обычно параллельное направлению движения формующих сеток от выпускной щели напорного ящика;
(ii) термин «шаг» означает расстояние между центрами соседних опорных элементов сеток в направлении движения; и
(iii) термины «опорный элемент сеток» и «опорные элементы сеток» означают:
или движущиеся поверхности, такие как валы, по которым катится формующая сетка,
или статические поверхности, такие как лезвия, гидропланки или что-то подобное, по которым скользит формующая сетка.
На начальных стадиях формирования листа, когда уровень разреженности, действующей на машинную сторону формующей сетки и, следовательно, на формирующееся бумажное полотно, низок, преобладающими факторами, управляющими отклонением формующих сеток, являются геометрия формующей части и натяжение, действующее на обе формующие сетки. Более того, хотя натяжение, действующее на обе формующие сетки, обычно одно и то же, можно использовать два различных уровня натяжения. Два значения натяжения устанавливаются в рамках общей модели регулировок с целью получения нужного уровня пульсирующих колебаний давления внутри исходного материала, расположенного между двумя движущимися формующими сетками.
От точки, в которой исходный материал первый раз помещается между двумя движущимися формующими сетками, до точки, в которой две формующие сетки отделяются, плотность исходного материала непрерывно возрастает, так как вода отводится от формирующегося бумажного полотна. В то же время, когда плотность исходного материала увеличивается, также соответственно снижается подвижность каждого отдельного волокна внутри исходного материала. Данные изменения требуют более сильных пульсирующих колебаний давления для обеспечения полезного движения волокон, которое улучшает свойства листа в формирующемся бумажном полотне. Тем не менее, формирующееся бумажное полотно, в конце концов, достигает плотности, при которой не происходит дальнейшего полезного движения волокон. От этой точки до тех пор, пока две движущиеся формующие сетки не разделятся, сила пульсирующих колебаний давления должна управляться посредством аккуратного выбора нужного уровня разрежения, так чтобы продолжался отвод воды, и посредством аккуратного выбора радиуса, шага опорного элемента сетки и ширины опорного элемента сетки, так чтобы сила пульсирующих колебаний давления не доходила до уровня, при котором повреждается формируемое бумажное полотно.
Во время начального формирования листа, когда полезное перемещение волокон все еще может продолжаться, необходимость в более сильных пульсирующих колебаниях давления может увеличиваться с большей скоростью, чем можно получить, управляя уровнем разрежения, действуя только им на формующие сетки. Это происходит потому, что уровень разрежения должен быть ограничен значением, которое не вызовет чрезмерный отвод воды, который, с одной стороны, уменьшит подвижность волокон, а, с другой стороны, установит свойства листа до того, как будут получены необходимые полезные свойства. Таким образом, важно получить большую пульсацию давления, чтобы добиться большего отклонения формующих сеток на краях опорных элементов сеток посредством использования более широкого шага между указанными элементами, и/или используя больший радиус кривизны структуры, к которой крепятся опорные элементы сеток, контактирующие с сетками, и/или посредством использования опорных элементов сеток, таких как лезвия, расположенных так, чтобы увеличить отклонение сеток в зазоры между опорными элементами сеток.
Таким образом, имеется матрица переменных, которые необходимо учесть при оптимизации качества листовой продукции. Настоящее изобретение основано на понимании того, какие факторы должны учитываться в критерии улучшения двухсеточной формующей части гибридного типа, предназначенной для бумагоделательной машины:
(а) шаг опорных элементов сеток должен уменьшаться прогрессивно в направлении движения;
(б) уровень разрежения, действующий на формующие сетки посредством отсасывающих ящиков, должен увеличиваться в направлении движения;
(в) две формующие сетки вместе с исходным материалом, помещенным между ними, по мере перемещения в направлении движения должны проходить, по меньшей мере, через четыре отдельные обособленные зоны разрежения, расположенные в формующей части;
(г) уровень разрежения, действующий на последнюю из, по меньшей мере, четырех отдельных обособленных зон разрежения, должен быть выше, чем уровень разрежения, действующий на первую из данных отдельных обособленных зон разрежения;
(д) уровень разрежения, действующий, по меньшей мере, на четыре отдельные обособленные зоны разрежения, должен соответствовать заранее установленному профилю; и
(е) отсасывающие ящики, несущие опорные элементы сеток, должны располагаться так, чтобы опорные элементы сеток находились в шахматном порядке относительно сторон обеих формующих сеток.
Таким образом, в первом варианте выполнения данного изобретения предложена двухсеточная формующая часть гибридного типа, предназначенная для бумагоделательной машины, имеющая первую формующую сетку и, по меньшей мере, одну вторую формующую сетку, причем:
(i) каждая из формующих сеток имеет сторону, обращенную к бумаге, и машинную сторону;
(ii) формующие сетки выполнены с возможностью совместного перемещения, располагаясь близко одна к другой, в направлении движения, а между ними расположен слой исходного материала;
(iii) формующие сетки поддерживаются наборами валов и/или наборами статических опорных элементов сеток, контактирующих с сетками, причем машинные стороны каждой из формующих сеток скользят над указанными валами или элементами, опорные элементы сеток поддерживаются последовательно расположенными отсасывающими ящиками, каждый из упомянутых отсасывающих ящиков имеет изогнутую поддерживающую поверхность, состоящую из опорных элементов сеток; и
(iv) отсасывающие ящики снабжены отдельными зонами отвода воды, по меньшей мере, некоторые из них соединены с источником разрежения для создания отдельных зон разрежения, в котором:
(а) формующая зона содержит ту часть формующей части, которая расположена между точкой, в которой встречаются формующие сетки с возможностью зажима с двух сторон исходного материала, и точкой, в которой две формующие сетки отделяются и исходный материал продолжает двигаться на одной из них;
(б) отсасывающие ящики снабжены, по меньшей мере, четырьмя отдельными обособленными зонами разрежения, расположенными внутри формующей части;
(в) радиусы кривизны изогнутых поверхностей, расположенных над данными отсасывающими ящиками, соединенными с источником разрежения, и поддерживающих опорные элементы сеток, выполнены уменьшающимися прогрессивно в направлении движения, или радиусы кривизны изогнутых поверхностей, расположенных над данными отсасывающими ящиками, соединенными с источником разрежения, и поддерживающих опорные элементы сеток, выполнены уменьшающимися на последовательно идущих опорных поверхностях в направлении движения;
(г) шаг опорных элементов сеток внутри каждой зоны разрежения остается постоянным, а шаг опорных элементов сеток в последовательно идущих зонах разрежения уменьшается в направлении движения, или шаг в последовательно идущих опорных элементах сеток внутри каждой зоны разрежения уменьшается в направлении движения;
(д) отсасывающие ящики, поддерживающие опорные элементы сеток, выполнены и расположены таким образом, что обеспечивают опорным элементам сеток возможность контакта с машинными сторонами первой формующей сетки и второй формующей сетки в шахматном порядке в направлении движения;
(е) на всех отсасывающих ящиках:
все опорные элементы сеток имеют одинаковую ширину в направлении движения, или все опорные элементы сеток имеют неодинаковую ширину в направлении движения.
Предпочтительно, что шаг опорных элементов сеток внутри каждой зоны разрежения постоянный, а шаг опорных элементов сеток внутри последовательно расположенных зон разрежения уменьшается в направлении движения. Альтернативно шаг опорных элементов сеток внутри каждой зоны разрежения не постоянный, а шаг опорных элементов сеток внутри каждой из последовательно расположенных зон разрежения уменьшается в направлении движения.
Предпочтительно, что радиусы кривизны изогнутых поверхностей, поддерживающих опорные элементы сеток, в последовательно расположенных зонах разрежения выполнены уменьшающимися в направлении движения. Альтернативно радиусы кривизны изогнутых поверхностей, поддерживающих опорные элементы сеток, в последовательно расположенных зонах разрежения выполнены уменьшающимися прогрессивно в направлении движения.
Предпочтительно, чтобы каждый отсасывающий ящик был снабжен, по меньшей мере, одной зоной разрежения. Более предпочтительно, чтобы, по меньшей мере, один отсасывающий ящик был снабжен, по меньшей мере, двумя зонами разрежения. Еще более предпочтительно, чтобы все отсасывающие ящики были снабжены более чем одной зоной разрежения.
Предпочтительно, чтобы отношение ширины опорных элементов сеток к ширине зазора между ними изменялось, в основном, от 1:10 до, в основном, 1:0,5.
Формующая часть содержит сеткоповоротный вал, снабженный отводом воды с разрежением.
Формующая часть может содержать сеткоповоротный вал, не снабженный отводом воды с разрежением.
Далее данное изобретение описывается со ссылками на чертежи, на которых представлено:
фиг.1 - двухсеточная формующая часть гибридного типа в соответствии с первьм вариантом выполнения настоящего изобретения;
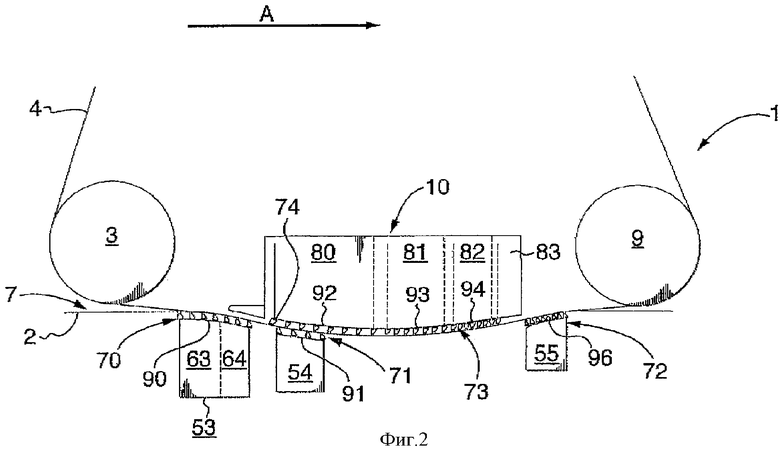
фиг.2 - гибридная формующая зона по фиг.1;
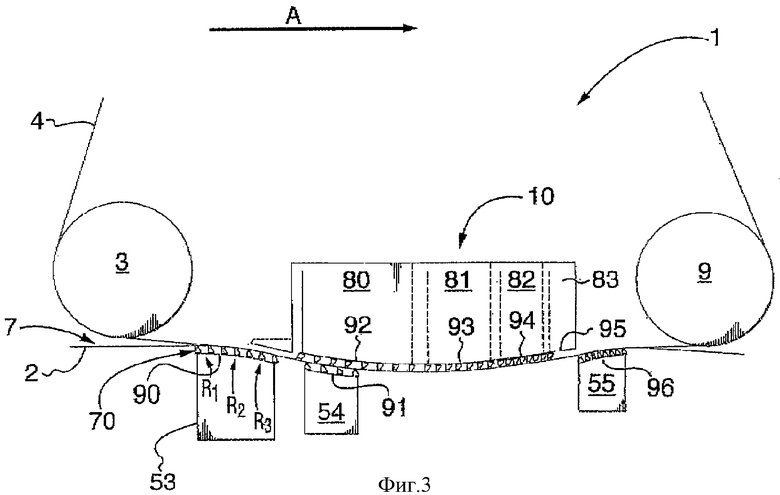
фиг.3 - предпочтительный вариант выполнения по сравнению с представленным на фиг.2;
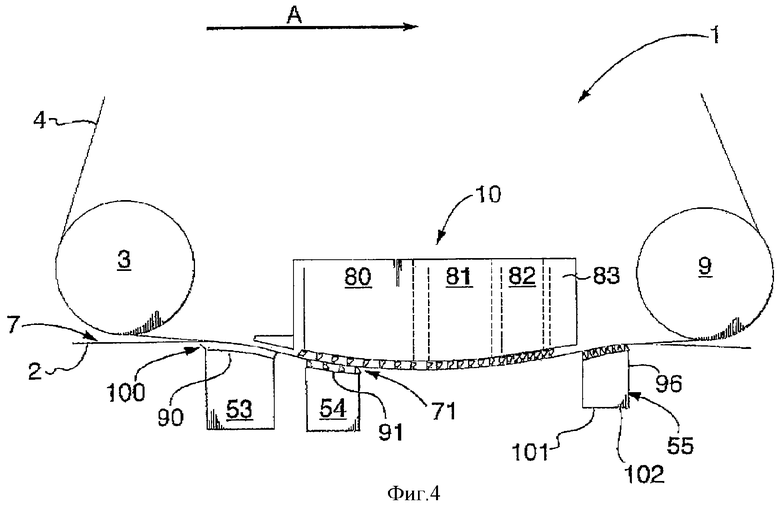
фиг.4 - предпочтительный вариант выполнения по сравнению с представленным на фиг.1.
На фиг.1 показана двухсеточная формующая часть 1 гибридного типа. Формующая часть 1 расположена, по существу, горизонтально; стрелка А показывает горизонтальное направление.
В формующей части, соответствующей данному изобретению, формующая зона 60, в которой на первой формующей сетке 2 формуется лист, проходит от грудного вала 50 до гауч-вала 57. Слой исходного материала 7 поступает из выпускной щели 8 напорного ящика на первую формующую сетку 2. В указанной зоне 60 двухсеточная формующая часть гибридного типа начинается с точки, где первая формующая сетка 2, несущая слой исходного материала 7, встречается со второй формующей сеткой 4 у входного ящика 53, и исходный материал 7 зажимается между сетками, и тянется до точки сеткоповоротного вала 9 и переходного ящика 55, где разделяются первая и вторая формующие сетки. Лист на первой формующей сетке 2 продолжает движение в направлении прессовой части. Две формующие сетки перемещаются вместе через формующую часть 1 гибридного типа так, что лист двигается в направлении, обозначенном стрелкой А.
Хотя формующая часть 1 гибридного типа, показанная на фиг.1, содержит один так называемый «верхнесеточный» формующий блок 61, расположенный на первой формующей сетке 2, могут иметь место и другие решения. Например, на первой формующей сетке 2 могут располагаться более одного блока 61. Каждый дополнительный блок 61 снабжается своим напорным ящиком, выдающим дополнительный исходный материал на первую формующую сетку 2.
При работе формующей зоны 60 исходный материал поступает из выпускной щели 8 напорного ящика, и на открытой поверхности 2А первой формующей сетки 2 образуется слой 7 исходного материала с очень большим содержанием воды. Первая формующая сетка 2 и слой 7 исходного материала перемещаются вместе последовательно в направлении, показанном стрелкой А, над грудной доской 51, серией отсасывающих ящиков и других различных отсасывающих устройств, обозначенных, в общем, позицией 52. Первая формующая сетка 2, несущая слой 7 исходного материала, затем поступает в блок 61 верхней сетки формующей части 1 гибридного типа. Вторая формующая сетка 4 сталкивается со слоем 7 исходного материала в данной точке, так что он становится зажатым между первой и второй формующими сетками 2 и 4 (на фиг.2 это изображено более подробно). Далее первая формующая сетка 2 и вторая формующая сетка 4 со слоем исходного материала, помещенным между ними, проходят через ряд блоков, контактируя с ними своими соответствующими сторонами. Данные блоки - это: входной отсасывающий ящик 53, отсасывающий ящик 10 с несколькими отделениями, расположенный на другой стороне блок 54 опорных элементов сетки и переходной ящик 55. Отсасывающий ящик 10 с несколькими отделениями своими опорными элементами сетки контактирует только с машинной стороной второй формующей сетки (см. фиг.2, 3 и 4). В конце блока 61 вторая формующая сетка 4 наматывается на сеткоповоротный вал 9 и, таким образом, отходит от слоя 7 исходного материала. Далее слой 7 исходного материала, расположенный на первой формующей сетке 2, проходит через дополнительные отсасывающие ящики 56 и затем переходит после гауч-вала 57, расположенного в конце формующей части 60, в прессовую часть (не показана) для дальнейшей обработки.
На фиг.2 более подробно показан схематичный вид нижней части двухсеточной гибридной формующей части 1, изображенной на фиг.1. На фиг.2 показано, что вторая формующая сетка 4 частично наматывается на формующий вал 3, в результате чего исходный материал 7, который перемещается в направлении, показанном стрелкой А, помещается между первой формующей сеткой 2 и второй формующей сеткой 4. Далее первая формующая сетка 2 и вторая формующая сетка 4 со слоем исходного материала 7, помещенным между ними, проходят через некоторое количество отсасывающих устройств. Машинная сторона первой формующей сетки 2 скользит над входным отсасывающим ящиком 53, противоположным ящиком 54 опорных элементов сеток и переходным ящиком 55. В то же время машинная сторона второй формующей сетки 4 скользит по противоположным опорным элементам 73 сеток, расположенным на отсасывающем блоке 10, состоящем из нескольких отделений. Ящик 54 не обязательно присутствует в устройстве и не обязательно, чтобы все опорные элементы 71 контактировали с машинной стороной сетки 2. Таким образом, две формующие сетки 2 и 4 последовательно проходят вместе данные четыре отсасывающих блока по порядку: ящик 53, блок 54, блок 10 и ящик 55. После ящика 55 вторая формующая сетка 4 наматывается на сеткоповоротный вал 9 и увлекается в другую сторону от исходного материала 7. Исходный материал 7 переносится на первой формующей сетке 2 по направлению к прессовой части (не показана).
На фиг.2 показано, что отсасывающий ящик 53, называемый входным ящиком, снабжен двумя вакуумными отделениями 63, 64. Ящик 55, называемый переходным ящиком, который обеспечивает переход исходного материала 7 от второй формующей сетки 4 к первой формующей сетке 2, имеет одно вакуумное отделение, как изображено. Или оба, или один из указанных отсасывающих ящиков 53 и 55 может быть внутри разделен на части, чтобы получить два или более отдельных вакуумных отделения, каждое из которых соединено с отдельным источником (не показаны) управляемого разрежения. На фиг.4 показан еще один предпочтительный вариант выполнения данного изобретения, в котором ящик 53 имеет одно вакуумное отделение, а ящик 55 содержит два вакуумных отделения 101, 102.
В ящике 53 на сплошной изогнутой поверхности 90, поддерживающей опорные элементы сетки, закреплены опорные элементы 70 для формующей сетки. Ящик 54, который является противоположным опорным блоком для сетки, выполнен в виде ящика для свободного стекания воды. Вода, удаляемая с машинной стороны первой формующей сетки 2, падает в ящик 54 и удаляется оттуда. Ящик 54 содержит опорные элементы 71 сеток, которые крепятся к поверхности 91. Так как данный ящик 54 расположен на внешней поверхности выпуклой кривой двух сеток 2, 4, сформированной ящиком 10, опорные элементы 71 сеток могут крепиться гибким, регулируемым способом, таким как описано МакФерсоном (McPherson) в документе US 6361657. Ящик 55 снабжен несколькими опорными элементами 72 сеток, поддерживаемыми непрерывно изогнутой поверхностью 96.
На фиг.2 также показан отсасывающий блок 10, имеющий несколько отделений. Как изображено, блок 10 содержит четыре отдельные вакуумные зоны 80, 81, 82 и 83, каждая из которых соединена с отдельным источником управляемого разрежения (не показан). Ниже каждой отдельной вакуумной зоны 80, 81 и 82 расположено множество опорных элементов для сеток, обозначенных позицией 73. Опорные элементы 73 сеток поддерживаются изогнутыми поверхностями 92, 93 и 94.
Имеется несколько вариантов для значений радиусов кривизны трех поверхностей 92, 93 и 94.
(i) Три радиуса кривизны могут быть одинаковыми, так что все три поверхности 92, 93 и 94 вместе образуют единую кривую постоянного радиуса.
(ii) По крайней мере, один из трех радиусов имеет отличное от других значение, или значения всех трех радиусов отличаются. При реализации данного решения радиус кривизны каждой из поверхностей 92, 93 и 94 должен уменьшаться в направлении движения, так что радиус кривизны поверхности 94 всегда меньше радиуса кривизны других поверхностей.
Также из фиг.2 ясно, что шаг опорных элементов 73 сеток для отсасывающего блока 10, имеющего несколько отделений, не постоянен. Шаг уменьшается в направлении движения.
На фиг.2 опорный элемент 74 сеток, который является первым элементом из множества 73, расположен в части зоны 80, находящейся выше по направлению движения, ближе к выпускной щели напорного ящика, и является так называемым автоматически срезающим лезвием, также известным как сборное лезвие. При использовании опорный элемент 74, выполненный в виде автоматического срезающего лезвия, удаляет лишнюю воду с машинной стороны второй формующей сетки 4 при ее прохождении в направлении движения элемента 74.
Фиг.3 аналогична фиг.2 за исключением того, что у ящика 53 радиус кривизны изогнутой поверхности 90, поддерживающей опорные элементы сеток, не постоянен. Поверхность 90 разбита на последовательно идущие части, имеющие радиусы кривизны R1, R2 и R3. Радиус кривизны каждой части уменьшается в направлении движения, так что значение R1 самое большое из значений радиусов кривизны. Если уменьшать радиус кривизны поверхности 90, поддерживающей опорные элементы 70 сеток, которые расположены на входном ящике 53, таким образом, чтобы увеличить, соответственно, количество заворачиваний первой и второй формующих сеток 2, 4, то исходный материал 7 подвергается все более возрастающим пульсирующим колебаниям давления, которые порождают сдвигающее действие внутри исходного материала 7 на каждом краю опорных элементов 70 сеток, когда формующие сетки 2, 4 их проходят в направлении движения. Данное свойство аналогично показано для каждого из отсасывающих ящиков 53, 54, 10 и 55.
Фиг.4 также аналогична фиг.2 с тем исключением, что отдельные опорные элементы 70 сеток входного ящика 53 заменены непрерывной изогнутой поверхностью 100, расположенной на поддерживающей поверхности 90, как описано Бучананом (Buchanan) и другими в документе US 2003/017438. Кроме того, переходной ящик 55 разделен внутри на две отдельные вакуумные зоны 101 и 102, каждая из которых снабжена своим собственным источником (не показаны) управляемого разрежения.
На фигурах все опорные элементы сеток схематично показаны имеющими одинаковую ширину в направлении движения. На практике опорные элементы сеток могут не иметь одинаковой ширины для всех отсасывающих ящиков. Для некоторых отсасывающих ящиков могут требоваться опорные элементы сеток другой ширины для размещения объема белой воды, отводимой от формующих сеток в данном месте. Также возможно, что опорный элемент сеток другой ширины может понадобиться для получения необходимого уровня пульсирующих колебаний давления исходного материала в некотором месте. Опыт показывает, что отношение ширины опорных элементов сеток к ширине зазора между ними должно составлять, в основном, от 1:10 до, в основном, 1:0,5.
На фигурах изображены отсасывающие ящики, которые имеют более одного отделения, на каждый из которых действует разрежение управляемого уровня. Если уровень разрежения в соседних отделениях или отсасывающих ящиках не совпадает, то желательно, чтобы кривизна поверхностей, а также, возможно, соответствующий шаг опорного элемента сеток должны быть разными. Более того, опыт показывает, что желательно, что уровень разреженности в последовательности отсасывающих ящиков или отделений должен увеличиваться сравнительно гладко в направлении движения. Хотя уровень разреженности может оставаться постоянным в двух соседних отсасывающих ящиках или отделениях, он не должен уменьшаться в направлении движения, и, более того, не должно быть всплесков давления. Другими словами, всем переменным не обязательно изменяться постепенно, ступенчатым образом; соседние зоны могут иметь одинаковые значения, по меньшей мере, для некоторых переменных.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМУЮЩАЯ ЧАСТЬ С ЗАЗОРАМИ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ДВУХСЕТОЧНОЙ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2003 |
|
RU2334035C2 |
| Секция бумагоделательной машины для формования полотна бумаги | 1983 |
|
SU1304751A3 |
| Формующее устройство бумагоделательной машины | 1987 |
|
SU1513061A1 |
| Машина для отлива древесноволокнистого ковра | 1991 |
|
SU1795993A3 |
| Сетка бумагоделательной машины | 1985 |
|
SU1258922A1 |
| Устройство для обезвоживания волокнистой массы и формования бумажного полотна | 1988 |
|
SU1830092A3 |
| Устройство для сухого формования бумаги из потока аэровзвеси волокнистого материала | 1983 |
|
SU1110845A1 |
| УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ ПОЛОТНА МАТЕРИАЛА НА СТРУКТУРИРОВАННОМ МАТЕРИАЛЕ В БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЕ | 2005 |
|
RU2355839C2 |
| Устройство для сухого формования бумаги | 1973 |
|
SU643574A1 |
| Сеточная часть бумагоделательной машины | 1978 |
|
SU715681A1 |
Изобретение относится к целлюлозно-бумажной промышленности. Формующая часть гибридного типа, предназначенная для бумагоделательной машины, имеет две формующие сетки, выполненные с возможностью совместного перемещения в направлении движения. Сетки поддерживаются наборами опорных элементов, которые поддерживаются отсасывающими ящиками. Отсасывающие ящики имеют изогнутую поддерживающую поверхность и снабжены, по меньшей мере, четырьмя отдельными обособленными зонами разрежения, расположенными внутри формующей части. Радиусы кривизны изогнутых поверхностей выполнены уменьшающимися прогрессивно в направлении движения или уменьшающимися на последовательно идущих опорных поверхностях в направлении движения. Шаг опорных элементов сеток внутри каждой зоны разрежения остается постоянным и уменьшается в направлении движения в последовательно идущих зонах разрежения или уменьшается в направлении движения внутри каждой зоны разрежения. Отсасывающие ящики, поддерживающие опорные элементы сеток, располагаются так, чтобы опорные элементы сеток располагались в шахматном порядке относительно сторон обеих формующих сеток. Обеспечивается повышение качества изготавливаемой бумажной продукции. 6 з.п. ф-лы, 4 ил.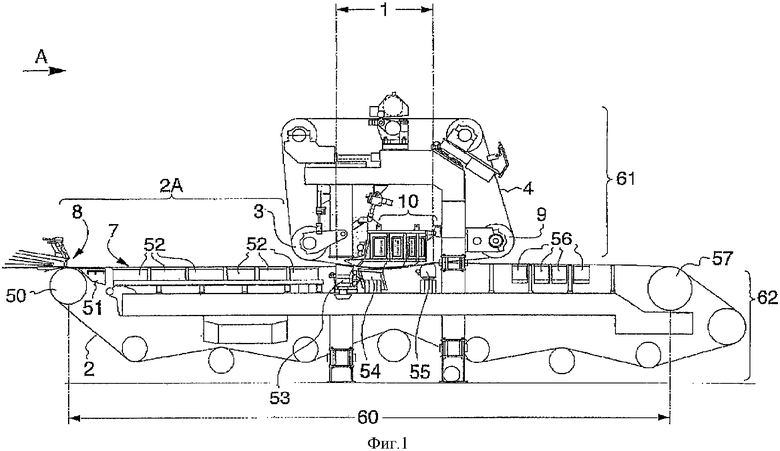
| US 4532008 А, 30.07.1985 | |||
| US 5833809 А, 10.11.1998 | |||
| Многоканальное устройство автоматического управления | 1977 |
|
SU688900A1 |
| Формующее устройство бумагоделательной машины | 1987 |
|
SU1513061A1 |
| Сеточная часть картоноделательной машины для изготовления многослойного картона | 1976 |
|
SU651074A1 |

