Изобретение относится к области утилизации органических отходов, в частности осадков городских сточных вод (именуемых бытовыми иловыми осадками, сокр. БИО), путем их газификации с последующим каталитическим превращением полученного синтез-газа в жидкие моторные топлива и ценные химические продукты.
Известен способ получения синтез-газа из отходов пластмасс, включающий спутную подачу дисперсного сырья, плазмы водяного пара, их смешение и последующую плазмотермическую газификацию сырья, а также отвод получающихся продуктов, при этом двухфазный поток дисперсного сырья и водяной плазмы направляют на ванну расплава, образуемую за счет плавления непрореагировавшей части дисперсного сырья, затем отводят полученные продукты газификации в противотоке к исходному двухфазному потоку и закручивают его для улавливания и удаления твердых частиц (РФ №2213766, опубл. 10.10.2003 г.). Для повышения эффективности прохождения реакции совместно с дисперсным сырьем подают метан. Устройство для осуществления способа содержит плазмотермический реактор, двухструйный плазмотрон, узлы регулируемого ввода дисперсного сырья и водяного пара, узлы вывода синтез-газа и твердых частиц, а также устройство для подачи метана. Однако описанным способом нельзя перерабатывать отходы, имеющие неорганическую часть, поскольку в нем не предусмотрена возможность непрерывного отвода расплава из реактора. Это существенно ограничивает спектр перерабатываемых отходов,
Известен способ переработки отходов, в т.ч. БИО, включающий их газификацию при 350-1050°С и обработку газифицирующим агентом до содержания органических веществ в отходах ниже 100 г/т. Далее полученную газовую смесь подвергают расщеплению при 950-1050°С в течение 1 с на низкомолекулярные соединения и/или элементы, которые вводят в воду при 200-800°С для разделения на синтез-газ и низкомолекулярные соединения. Синтез-газ обрабатывают в присутствии катализатора с получением жидких углеводородов и/или спиртов, газообразных углеводородов и СО2 (РФ №2014346, опубл. 15.06.1994). Описанный способ имеет ряд недостатков, заключающихся в следующем: для поддержания теплового баланса процесса газификации органических отходов (в частности, БИО) в конвертор подают кислород и водород, полученные путем электролиза воды, который является весьма дорогим процессом; конечными продуктами превращения БИО через синтез-газ являются углеводороды, которые авторы данного способа предлагают использовать не как товарные продукты, а как источник запасенной тепловой энергии; высокие энергетические затраты при отделении пропан-бутановой фракции от газообразных продуктов (метана, оксидов углерода, водорода).
Наиболее близким к предлагаемому по своей технической сущности является способ переработки органических отходов, включающий стадию плазмотермической газификации путем обработки отходов газифицирующим агентом в присутствии горючего газа с получением газовой смеси (синтез-газа) и твердых неорганических продуктов, каталитическую переработку синтез-газа в газообразные и жидкие углеводороды, полученный после газификации синтез-газ или синтез-газ вместе с жидкими органическими отходами подают в реактор синтеза углеводородов и подвергают превращению на бифункциональном катализаторе, содержащем оксиды цинка и хрома или цинка, хрома и меди или железа или кобальта и рутения в комбинации с кислотным компонентом - цеолитом типа ZSM-5, Beta, морденит или силикоалюмофосфатом, в жидкие моторные топлива или жидкие моторные топлива и компоненты базы масел, при этом в качестве органических отходов используются осадки городских сточных вод, частично обезвоженные с остаточной влажностью не менее 50% мас., а газификацию осадков городских сточных вод ведут при массовом отношении к природному газу, равном 1-10, при этом в качестве отходов используется смесь органических отходов, например, городского мусора или осадков городских сточных вод с горючими материалами, процесс в реакторе синтеза углеводородов проводят при давлении 2-100 атм и температуре 200-500°С, а газообразные побочные продукты, получаемые на стадии синтеза углеводородов, используют на стадии газификации или направляют в топливную сеть предприятия (РФ №2217199, опубл. 27.11.2003 г.).
Основные недостатки прототипа:
1) в качестве органических отходов используют осадки городских сточных вод, частично обезвоженные, с остаточной влажностью не менее 50% мас., что не позволяет применять различные методы газификации воздушно-сухого сырья (например, газификацию в потоке пылевидного топлива);
2) процесс плазмотермической газификации ведут при температуре до 1300°С, что недостаточно для полного плавления минеральной части отходов и выведения золы из реактора-газификатора в жидком состоянии, а при максимальных температурах газификации отходов до 1000°С конверсия органической части сырья составляет не более 85%;
3) совмещение процессов газификации отходов и природного газа в одном аппарате при максимальных температурах до 1000°С не позволяет достичь высокой конверсии метана;
4) при использовании термических методов газификации отходов существуют проблемы низкой эффективности подвода тепла в газификатор, повышенного износа высокотемпературных материалов при переносе тепла через стенки реактора, высокой вероятности шлакования теплообменной аппаратуры и создания рабочих температур более 1300°С в зоне протекания реакций газификации отходов;
5) при одновременном получении бензина и дизельного топлива или бензина, дизтоплива и базы масел в одной реакционной зоне на бифункциональных катализаторах селективность по ароматическим углеводородам составляет не более 30% мас., а по н-парафинам и олефинам в C5-C12 углеводородах превышает 20-25% мас., что отрицательно влияет на качество производимого автобензина;
6) в процессе одновременного получения бензина, дизтоплива и базы масел в одной реакционной зоне бифункциональный катализатор быстро дезактивируется за счет отложения на его поверхности кокса и недесорбируемых тяжелых продуктов.
Задачей настоящего изобретения является устранение указанных недостатков при переработке органических отходов, а также повышение степени превращения органического сырья без снижения качества получаемого синтез-газа, улучшение потребительских свойств товарных продуктов на последующей каталитической стадии синтеза углеводородов, увеличение выхода целевых продуктов с единицы объема синтез-газа, преобразование неорганических компонентов отходов в экологически безопасный продукт и достижение максимально возможной рекуперации физического тепла высокотемпературного потока газа после плазмотермического газификатора и химической энергии газообразных побочных продуктов, получаемых на стадии синтеза углеводородов, в виде электрической и тепловой энергии.
Поставленная задача решается двумя вариантами способа: в первом варианте способа, включающем стадию плазмотермической газификации путем обработки отходов газифицирующим агентом, содержащим кислород и водяной пар, в присутствии горючего газа, содержащего природный газ, с получением синтез-газа и твердых неорганических продуктов, и стадию синтеза углеводородов каталитической переработкой на бифункциональном катализаторе, содержащем оксиды цинка и хрома или цинка, хрома и меди или железа или кобальта и рутения в комбинации с кислотным компонентом - цеолитом типа ZSM-5, Beta, морденит или силикоалюмофосфатом, очищенного и компримированного синтез-газа или синтез-газа вместе с жидкими органическими отходами с получением газообразных и жидких углеводородов, при этом газифицирующий агент содержит водяной пар или кислород или водяной пар и кислород при массовом отношении водяной пар:кислород, равном 0,1:10, а на стадии газификации горючий газ разделяют на несколько частей, одну часть горючего газа и газифицирующий агент совместно подают в плазмотрон, другую часть горючего газа совместно с отходами и газифицирующим агентом подают в плазменную струю плазмотрона и остальную часть горючего газа подают в реактор парового каталитического риформинга с получением синтез-газа, обогащенного водородом, и дальнейшим его смешением с основным потоком синтез-газа, полученного после газификации, с последующей его каталитической переработкой в двух реакционных зонах, при этом в первой реакционной зоне расположен бифункциональный катализатор, причем оксидная часть катализатора и кислотный компонент находятся в смешанной или раздельной комбинации, а во второй реакционной зоне расположен кислотный катализатор, содержащий цеолит со структурой ZSM-5 или ZSM-11.
Во втором варианте способ включает стадию плазмотермической газификации путем обработки отходов газифицирующим агентом, содержащим кислород и водяной пар, в присутствии горючего газа, содержащего природный газ, с получением синтез-газа и твердых неорганических продуктов и стадию синтеза углеводородов каталитической переработкой на бифункциональном катализаторе, содержащем оксиды цинка и хрома или цинка, хрома и меди или железа или кобальта и рутения в комбинации с кислотным компонентом - цеолитом типа ZSM-5, Beta, морденит или силикоалюмофосфатом, очищенного и компримированного синтез-газа или синтез-газа вместе с жидкими органическими отходами с получением газообразных и жидких углеводородов, при этом газифицирующий агент содержит водяной пар или кислород или водяной пар и кислород при массовом отношении водяной пар:кислород, равном 0,1:10, при этом на стадии газификации горючий газ разделяют на две части, одну часть горючего газа и газифицирующий агент совместно подают в плазмотрон, другую часть горючего газа совместно с отходами и газифицирующим агентом подают в плазменную струю плазмотрона, полученный после газификации синтез-газ подвергают каталитической переработке в двух реакционных зонах, при этом в первой реакционной зоне расположен бифункциональный катализатор, причем оксидная часть катализатора и кислотный компонент находятся в смешанной или раздельной комбинации, а во второй реакционной зоне расположен кислотный катализатор, содержащий цеолит со структурой ZSM-5 или ZSM-11.
Задача решается также тем, что процесс газификации ведут при температуре не ниже 1300°С.
Задача решается также тем, что в качестве органических отходов используют отходы пластмасс, осадки городских сточных вод, частично обезвоженные, с остаточной влажностью 5-80%, городской мусор, при этом газификацию ведут при массовом отношении отходов к горючему газу, равном 0,1:100.
Задача решается также тем, что в качестве горючего газа применяют природный газ, биогаз с содержанием диоксида углерода не более 40% об., сдувочный и танковый газы после каталитической переработки синтез-газа.
Задача решается также тем, что каталитическую переработку синтез-газа или синтез-газа совместно с жидкими органическими отходами проводят в первой реакционной зоне при давлении 2-100 атм и температуре 160-420°С.
Задача решается также тем, что каталитическую переработку синтез-газа или синтез-газа совместно с жидкими органическими отходами и продуктами превращения синтез-газа в первой зоне проводят во второй реакционной зоне при давлении 2-100 атм и температуре 300-500°С.
Задача решается также тем, что в качестве жидких органических отходов в первой реакционной зоне используют кислородсодержащие органические соединения и олефиновые углеводороды в любых соотношениях.
Задача решается также тем, что в качестве жидких органических отходов во второй реакционной зоне используют кислородсодержащие органические соединения и углеводороды при содержании олефинов в отходах не более 20% мас.
Задача решается также тем, что процесс синтеза углеводородов проводят при циркуляции газового потока с объемным отношением количества циркулирующего газа к исходному синтез-газу, равному 1:1000.
Задача решается также тем, что неорганическую часть отходов после процесса газификации выводят в виде шлака.
Задача решается также тем, что рекуперацию физического тепла высокотемпературного потока газа после плазмотермического газификатора и химической энергии газообразных побочных продуктов, получающихся на стадии синтеза углеводородов, в виде электрической и тепловой энергии проводят в едином генераторе.
Отличительными признаками изобретения являются:
1) по первому варианту изобретения горючий газ разделяют на несколько частей; одну часть горючего газа и газифицирующий агент совместно подают в плазмотрон, другую часть горючего газа совместно с отходами и газифицирующим агентом подают в плазменную струю плазмотрона, а остальную часть горючего газа подают в реактор парового каталитического риформинга с получением синтез-газа, обогащенного водородом, и дальнейшим его смешением с основным потоком синтез-газа;
2) по второму варианту изобретения горючий газ разделяют на две части, одну часть горючего газа и газифицирующий агент совместно подают в плазмотрон, другую часть горючего газа совместно с отходами и газифицирующим агентом подают в плазменную струю плазмотрона;
3) газифицирующий агент содержит водяной пар или кислород или водяной пар и кислород при массовом отношении водяной пар:кислород, равном 0,1:10;
4) процесс газификации ведут при температуре не ниже 1300°С;
5) в качестве органических отходов используют отходы пластмасс, осадки городских сточных вод, частично обезвоженные с остаточной влажностью 5-80%, городской мусор, при этом газификацию ведут при массовом отношении отходов к горючему газу, равном 0,1:100;
6) в качестве горючего газа применяют природный газ, биогаз с содержанием диоксида углерода не более 40% об., сдувочный и танковый газы после каталитической переработки синтез-газа;
7) синтез-газ подвергают каталитической переработке в двух реакционных зонах, при этом в первой реакционной зоне расположен бифункциональный катализатор, причем оксидная часть катализатора и кислотный компонент находятся в смешанной или раздельной комбинации, а во второй реакционной зоне расположен кислотный катализатор, содержащий цеолит со структурой ZSM-5 или ZSM-11
8) каталитическую переработку синтез-газа или синтез-газа совместно с жидкими органическими отходами проводят в первой реакционной зоне при давлении 2-100 атм и температуре 160-420°С;
9) каталитическую переработку синтез-газа или синтез-газа совместно с жидкими органическими отходами и продуктами превращения синтез-газа в первой зоне проводят во второй реакционной зоне при давлении 2-100 атм и температуре 300-500°С;
10) в качестве жидких органических отходов в первой реакционной зоне используют кислородсодержащие органические соединения и олефиновые углеводороды в любых соотношениях;
11) в качестве жидких органических отходов во второй реакционной зоне используют кислородсодержащие органические соединения и углеводороды при содержании олефинов в отходах не более 20% мас.;
12) процесс синтеза углеводородов проводят при циркуляции газового потока с объемным отношением количества циркулирующего газа к исходному синтез-газу, равному 1:1000;
13) неорганическую часть отходов после процесса газификации выводят в виде шлака;
14) рекуперацию физического тепла высокотемпературного потока газа после плазмотермического газификатора и химической энергии газообразных побочных продуктов, получающихся на стадии синтеза углеводородов, в виде электрической и тепловой энергии проводят в едином генераторе.
Выбор условий газификации отходов определяется, во-первых, максимальной степенью превращения органической составляющей отходов, во-вторых, составом получаемого синтез-газа, который должен быть пригоден для синтеза углеводородов, в третьих, минимизацией энергозатрат на получение конечных продуктов. Повышение температуры в реакторе-газификаторе до 1300°С и более увеличивает глубину превращения исходного сырья, повышает качество синтез-газа за счет снижения в нем сажи, смолистых продуктов и СО2. Использование кислорода в качестве газифицирующего агента способствует протеканию экзотермических реакций. Реакции конверсии органических отходов с Н2О протекают с поглощением тепла, причем применение водяного пара способствует увеличению содержания водорода в синтез-газе. При кислородной и парокислородной газификации отходов образуется синтез-газ с низким содержанием водорода (от 20 до 50% об.) и высоким содержанием оксидов углерода (35-70% об.), который является неоптимальным сырьем для синтеза жидких и газообразных углеводородов, имеющих атомное отношение Н/С, равное или большее 2. С целью увеличения содержания водорода в синтез-газе в настоящем изобретении предлагается дополнительно конвертировать метан и легкие углеводороды горючего газа совместно с отходами в плазмотермическом реакторе или в аппарате парового реформинга. Массовое отношение перерабатываемых отходов к вводимому горючему газу зависит от соотношения элементов (С, Н и О) в этих сырьевых потоках и определяется составом получаемого синтез-газа, в котором мольное отношение f=(Н2-СО2)/(СО+СО2), называемое функционалом, должно быть в диапазоне 1,5-2,0 (наиболее предпочтительно 1,9-2,0). Комбинация кислородсодержащих органических отходов, например городского мусора или осадков городских сточных вод, с горючими материалами, такими как отходы пластмасс, позволяет вести процесс газификации в оптимальном соотношении между водой, кислородсодержащими органическими веществами и углеводородами. Соотношения между подаваемыми в газификатор отходами, газифицирующими агентами (Н2О, О2) и углеводородными газами подбираются расчетным путем так, чтобы увеличить выход синтез-газа, а также повысить содержание в нем водорода (и/или снизить содержание СО и СО2) так, чтобы мольное отношение f=(Н2-СО2)/(СО+СО2) было близко к 2, что является оптимальным для синтеза моторных топлив.
В предлагаемом способе плазмотермической газификации органических отходов наиболее целесообразно подавать дополнительное тепло в зону протекания реакций за счет энергии, выделяемой в электродуговом плазмотроне. Струя плазмообразующего газа (газифицирующего агента) нагревается до температуры 4000-6000°С, в нее вводятся перерабатываемые вещества, которые интенсивно перемешиваются и далее в плазменном реакторе при температуре >1300°С происходит полная газификация органической части введенной массы. Преимущества плазменной газификации: а) высокие температуры и скорости протекания реакций, а также возможность контроля химического состава исходных веществ позволяют получать синтез-газ практически в соответствии со стехиометрическим составом и требуемым соотношением между СО, СО2 и Н2; б) в плазменном газификаторе можно перерабатывать практически любые типы жидких и твердых органических отходов и горючих газов; в) высокая теплонапряженность обьема газификатора обеспечивает его компактность. Принципиальная схема узла плазмотермической газификации показана на фиг.1. В плазмотрон (1) в качестве горючего газа могут подаваться природный газ, биогаз и другие газы в комбинации с газифицирующим агентом. Органические отходы в виде порошка вводятся в плазменную струю (2) с помощью транспортирующих газов (горючего газа и/или газифицирующего агента). Отходы в виде жидкости вводятся в плазменную струю посредством пневматических форсунок. Распыливающий агент, как правило, пар, но может применяться и любой из указанных на схеме газов в подогретом состоянии. Процесс газификации завершается в плазменном реакторе (3). Газификация отходов, содержащих легкоплавкую золу, в газогенераторах с твердым шлакоудалением часто вызывает серьезные затруднения при их эксплуатации. В процессе газификации необходимо поддерживать максимальную температуру ниже температуры начала плавления золы, в противном случае происходит слипание минеральной части сырья и нарушается газопроницаемость реактора-газификатора. Для предотвращения шлакования аппаратуры процесс газификации проводится при температурах выше температуры плавления золы, т.е. более 1300°С. Это позволяет обеспечить отделение минеральной части сырья, которая в жидком виде выводится из плазменного реактора. При жидком шлакоудалении уменьшается вынос с генераторным газом летучей золы и тяжелых металлов, а полученный шлак является остеклованным, экологически чистым продуктом и после гранулирования может быть использован для строительства дорог, зданий и для других целей.
Таким образом, применение указанного способа плазмотермической газификации органических отходов способствует повышению степени превращения органического сырья без снижения качества получаемого синтез-газа с преобразованием неорганических остатков в экологически чистый продукт.
Синтез-газ, полученный после газификации отходов, подвергают глубокой очистке от механических примесей и соединений серы, азота, тяжелых металлов. Эта стадия необходима, чтобы предотвратить дезактивацию катализаторов конверсии синтез-газа. Процесс синтеза жидких моторных топлив - бензиновой и дизельной фракции углеводородов - проводят в двух реакционных зонах реактора (или отдельных реакторах) под давлением 2-100 атм и при температурах 160-420°С (1-я зона) и 300-500°С (2-я зона). Синтез-газ подвергают превращению на катализаторах, содержащих оксиды цинка и хрома или цинка, хрома и меди или железа или кобальта и рутения в смешанной или раздельной комбинации с кислотным компонентом - цеолитом типа ZSM-5, Beta, морденит или силикоалюмофосфатом, расположенных в первой реакционной зоне, и на кислотном катализаторе во второй реакционной зоне, содержащем цеолит со структурой ZSM-5 или ZSM-11. Типы и соотношения используемых компонентов бифункционального катализатора (оксида металла, цеолита или силикоалюмофосфата) определяются многими параметрами, а именно: составом синтез-газа, давлением, температурой, целевыми продуктами и т.д. В указанном диапазоне параметров процесса и в зависимости от состава и соотношения катализаторов синтез-газ может быть превращен в высокооктановый бензин или бензиновую и дизельную фракции углеводородов. Применение в заявленном способе металлоксидных катализаторов в смешанной или раздельной комбинации с кислотным компонентом в первой реакционной зоне и кислотных катализаторов во второй реакционной зоне позволяет добиться высоких показателей качества жидких моторных топлив - повышенное содержание ароматических углеводородов (до 40-45% мас.), низкое содержание н-парафинов (не более 10% мас.) и олефинов (не более 5% мас.). Определяемое октановое число синтетических бензинов в зависимости от типа катализаторов и параметров процесса превращения синтез-газа находится в пределах от 80 до 92 ИМ (по исследовательскому методу). Дизельная фракция содержит более 50% изо-парафинов и имеет низкую температуру застывания.
На химических, нефтехимических, коксохимических, пищевых и других предприятиях побочно образуются жидкие органические отходы, состоящие из водных или безводных смесей спиртов, альдегидов, кетонов, карбоновых кислот и их производных, сложных и простых эфиров, углеводородов. Эти органические отходы можно направить на конверсию в реактор-газификатор и получить синтез-газ по любому из предложенных вариантов. В настоящем изобретении предлагается более рациональный путь переработки жидких органических отходов, а именно, их превращение совместно с синтез-газом по предложенной схеме в указанном выше диапазоне параметров процесса. Такой комбинированный способ переработки жидких органических отходов позволяет сохранить углеводородный скелет составляющих их соединений, изменяя только функциональные группы веществ. Например, по реакции дегидратации спиртов образуются олефины, которые далее превращаются в изо-парафины и/или ароматические углеводороды. В результате сочетания реакций конверсии синтез-газа и жидких органических отходов значительно повышается выход целевых продуктов и производительность процесса по сравнению с превращением только синтез-газа. В отличие от прототипа, жидкие органические отходы в зависимости от содержания в них непредельных соединений (в частности, олефиновых углеводородов) могут быть направлены на конверсию в первую или вторую реакционные зоны. Отходы с высокой концентрацией непредельных соединений более целесообразно превращать совместно с синтез-газом в первой реакционной зоне. Тем самым, снижается коксование цеолитного катализатора во второй реакционной зоне.
Важная роль в достижении высокой селективности по C5+углеводородам и степени превращения синтез-газа принадлежит циркуляции газового потока после сепарации жидких продуктов. Во-первых, постоянное удаление воды и жидких углеводородов из контактирующего газа в значительной степени подавляет реакцию образования малоактивного диоксида углерода и снижает скорость протекания реакций крекинга С5+ углеводородов. Во-вторых, высокие линейные скорости циркулирующего газового потока в сочетании с постоянным уносом избыточного тепла из зоны катализа положительно влияют на распределение температуры в реакторе, улучшают протекание процессов теплопередачи и массообмена. Таким образом, применение циркуляции в заявляемом способе способствует увеличению выхода целевых продуктов с единицы объема синтез-газа. При значительном увеличении объема газа, циркулирующего через теплообменную аппаратуру и сепаратор, растет их металлоемкость и производительность циркуляционного компрессора, а соответственно, увеличивается стоимость установки и расход электроэнергии. Поэтому циркуляция газового потока с объемным отношением количества циркулирующего газа к исходному синтез-газу (кратность циркуляции) может достигать 1000, но лучше иметь значение кратности циркуляции в пределах до 100. Оптимальное сочетание затрат на циркуляцию и положительных качеств высокой кратности циркуляции при промышленном осуществлении настоящего изобретения находится в интервале величин кратности от 10 до 50.
Рекуперация физического тепла высокотемпературного потока газа после плазмотермического газификатора и химической энергии газообразных побочных продуктов, получающихся на стадии синтеза углеводородов, осуществляется в едином парогазовом блоке по следующей схеме: 1) поток газа после плазмотермического газификатора направляется в высокотемпературный теплообменник, в котором за счет тепла потока генерируется пар высоких параметров, направляемый далее в паровую турбину; 2) газообразные побочные продукты, получающиеся на стадии синтеза углеводородов вместе с дополнительным воздухом направляются в камеру сгорания газовой турбины. Паровая и газовая турбины являются приводами электрогенераторов, производящих электроэнергию. Низкопотенциальное тепло газовых потоков после парогенерирущего теплообменника и газовой турбины используется для подогрева воздуха и воды, используемых в энергетических циклах парогазового блока. Таким образом, применение данной схемы утилизации тепла в едином парогазовом блоке позволяет достигнуть максимально возможной степени рекуперации энергии.
Принципиальная схема способа переработки органических отходов (фиг.2) и примеры 1-7 иллюстрируют варианты предложенного способа.
Пример 1. Осадки городских сточных вод обезвоживают до остаточной влажности 10% мас. и вместе с кислородом при массовом соотношении БИО/О2=1/0,2 подают на стадию газификации (4). При этом часть кислорода поступает в плазмотрон, а другая часть кислорода вместе с пылевидным БИО - в плазменную струю. В плазменном реакторе при температуре >1300°С происходит 99%-ное разложение органических соединений до СО, СО2 и Н2. Полученный синтез-газ последовательно охлаждают с рекуперацией тепла (5), очищают от механических примесей и соединений серы, азота, тяжелых металлов (6) и подают на смешение с другим потоком синтез-газа, получаемым при контактировании смеси природного газа и водяного пара с промышленным никелевым катализатором типа НИАП-03-01 в реакторе парового каталитического риформинга (7). Таким образом, процесс конверсии БИО и природного газа ведут в раздельных аппаратах при массовом соотношении БИО/природный газ = 2, а синтез-газ после смешения обоих потоков имеет функционал f=(H2-CO2)/(CO+CO2)=1,9. Полученный синтез-газ компримируют до давления 100 атм (8) и направляют в реакторный блок синтеза углеводородов (9), имеющий две реакционные зоны. В первой реакционной зоне на бифункциональном катализаторе, содержащем оксиды цинка и хрома в комбинации с кислотным компонентом - цеолитом типа ZSM-5, при температуре 380-420°С происходит превращение синтез-газа в углеводородные продукты. Газовая смесь после первой реакционной зоны поступает во вторую реакционную зону и контактирует с кислотным монофункциональным катализатором - цеолитом типа ZSM-5 при температуре 420°С. Полученные продукты охлаждают и разделяют в сепараторах на газ, воду и углеводородную фракцию. Большая часть газа поступает по рециклу в первую реакционную зону, меньшая часть газа идет на сдувку. Выход товарного бензина, содержащего 45% мас. ароматических углеводородов, составляет 160 г/нм3 синтез-газа при конверсии оксидов углерода около 92%. Сдувочный и танковые газы после сепараторов направляют в генератор тепла и электроэнергии (10). Неорганическая часть переработанных отходов, состоящая из оксидов кремния, алюминия, кальция и железа, в виде плавленого шлака собирается в шлакоприемнике и может быть использована в строительной промышленности.
Пример 2. Осадки городских сточных вод обезвоживают до остаточной влажности 10% мас. и вместе с водяным паром при массовом соотношении БИО/ водяной пар = 5 подают на стадию плазмотермической газификации. При этом часть водяного пара поступает в плазмотрон, а другая часть вместе с пылевидным БИО - в плазменную струю. В плазменном реакторе при температуре >1300°С происходит 99%-ное разложение органических соединений до СО, СО2 и Н2 и синтез-газ имеет функционал f=1,5. Полученный синтез-газ последовательно охлаждают с рекуперацией тепла, очищают от механических примесей и соединений серы, азота, тяжелых металлов. Очищенный от примесей синтез-газ компримируют до давления 40 атм и направляют в реакторный блок синтеза углеводородов, имеющий две реакционные зоны. В первой реакционной зоне на катализаторе, содержащем оксиды железа и меди, в раздельной комбинации в виде чередующихся слоев с кислотным катализатором - цеолитом типа ZSM-5, при температуре 280-320°С происходит превращение синтез-газа в углеводородные продукты. Газовая смесь после первой реакционной зоны поступает во вторую реакционную зону и контактирует с кислотным монофункциональным катализатором - цеолитом типа ZSM-5 при температуре 380°С. Полученные продукты охлаждают и разделяют в сепараторах на газ, воду и углеводородную фракцию. Большая часть газа поступает по рециклу в первую реакционную зону, меньшая часть газа идет на сдувку. Выход товарного бензина, содержащего 38% мас. ароматических углеводородов, составляет 100 г/нм3 синтез-газа при конверсии оксидов углерода около 93%. Сдувочный и танковые газы после сепараторов направляют в генератор тепла и электроэнергии. Неорганическая часть переработанных отходов, состоящая из оксидов кремния, алюминия, кальция и железа, в виде плавленого шлака собирается в шлакоприемнике и может быть использована в строительной промышленности.
Пример 3. Осадки городских сточных вод обезвоживают до остаточной влажности 10% мас. и вместе с отходами пластмасс, кислородом, водяным паром и природным газом при массовом соотношении БИО/отходы пластмасс/кислород/водяной пар/природный газ = 10/8/2/4/3 подают на стадию плазмотермической газификации. При этом часть кислорода и природного газа поступают в плазмотрон, а другая часть вместе с пылевидным БИО - в плазменную струю, куда подают также отходы пластмасс вместе с водяным паром. В плазменном реакторе при температуре >1300°С происходит 99%-ное разложение органических соединений до СО, СО2 и Н2 и синтез-газ имеет функционал f=1,9. Полученный синтез-газ последовательно охлаждают с рекуперацией тепла, очищают от механических примесей и соединений серы, азота, тяжелых металлов. Очищенный от примесей синтез-газ компримируют до давления 100 атм и вместе с жидкими органическими отходами производства изопропилового спирта состава (% мас.): диизопропиловый эфир (65), изопропиловый спирт (10), ненасыщенные олигомеры пропилена (25) направляют в реакторный блок синтеза углеводородов, имеющий две реакционные зоны. В первой реакционной зоне на бифункциональном катализаторе, содержащем оксиды цинка и хрома в комбинации с кислотным компонентом - цеолитом типа ZSM-5, при температуре 380-420°С происходит превращение синтез-газа и жидких органических отходов в углеводородные продукты. Газовая смесь после первой реакционной зоны поступает во вторую реакционную зону и контактирует с кислотным монофункциональным катализатором - цеолитом типа ZSM-5 при температуре 420°С. Полученные продукты охлаждают и разделяют в сепараторе на газ, воду и углеводородную фракцию. Большая часть газа поступает по рециклу в первую реакционную зону, меньшая часть газа идет на сдувку. Выход товарного бензина, содержащего более 45% мас. ароматических углеводородов, составляет более 160 г/нм3 синтез-газа при конверсии оксидов углерода около 92% и 100%-ным превращении жидких органических отходов производства изопропилового спирта в углеводороды. Сдувочный и танковые газы после сепараторов направляют в генератор тепла и электроэнергии. Неорганическая часть переработанных отходов, состоящая из оксидов кремния, алюминия, кальция и железа, в виде плавленого шлака собирается в шлакоприемнике и может быть использована в строительной промышленности.
Пример 4. Осадки городских сточных вод при остаточной влажности 80% мас. вместе с отходами пластмасс и природным газом при массовом соотношении БИО/отходы пластмасс/природный газ = 10/8/2 подают на стадию плазмотермической газификации. При этом часть природного газа поступает в плазмотрон, другую часть природного газа вместе с отходами пластмасс подают в плазменную струю и туда же подают БИО в жидком виде посредством механической форсунки. В плазменном реакторе при температуре >1300°С происходит 99%-ное разложение органических соединений до СО, СО2 и Н2 и синтез-газ имеет функционал f=2. Полученный синтез-газ последовательно охлаждают с рекуперацией тепла, очищают от механических примесей и соединений серы, азота, тяжелых металлов. Очищенный от примесей синтез-газ компримируют до давления 100 атм и направляют в реакторный блок синтеза углеводородов, имеющий две реакционные зоны, В первой реакционной зоне на бифункциональном катализаторе, содержащем оксиды цинка и хрома в комбинации с кислотным компонентом - цеолитом типа ZSM-5, при температуре 380-420°С происходит превращение синтез-газа в углеводородные продукты. Газовая смесь после первой реакционной зоны вместе с жидкими органическими отходами производства капролактама состава (% мас.): циклогексанол (10), амиловый спирт (51), циклогексанон (18), другие спирты и кетоны (12), вода (9) поступает во вторую реакционную зону и контактирует с кислотным монофункциональным катализатором - цеолитом типа ZSM-5 при температуре 420°С. Полученные продукты охлаждают и разделяют в сепараторе на газ, воду и углеводородную фракцию. Большая часть газа поступает по рециклу в первую реакционную зону, меньшая часть газа идет на сдувку. Выход товарного бензина, содержащего более 45% мас. ароматических углеводородов, составляет более 160 г/нм3 синтез-газа при конверсии оксидов углерода около 92% и 100%-ным превращении спиртов и кетонов в углеводороды. Сдувочный и танковые газы после сепараторов направляют в генератор тепла и электроэнергии. Неорганическая часть переработанных отходов, состоящая из оксидов кремния, алюминия, кальция и железа, в виде плавленого шлака собирается в шлакоприемнике и может быть использована в строительной промышленности.
Пример 5. Осадки городских сточных вод при остаточной влажности 80% мас. вместе с отходами пластмасс и природным газом при массовом соотношении БИО/отходы пластмасс/природный газ = 10/8/2 подают на стадию плазмотермической газификации. При этом часть природного газа поступает в плазмотрон, другую часть природного газа вместе с отходами пластмасс подают в плазменную струю и туда же подают БИО в жидком виде посредством механической форсунки. В плазменном реакторе при температуре >1300°С происходит 99%-ное разложение органических соединений до СО, СО2 и Н2 и синтез-газ имеет функционал f=2. Полученный синтез-газ последовательно охлаждают с рекуперацией тепла, очищают от механических примесей и соединений серы, азота, тяжелых металлов. Очищенный от примесей синтез-газ компримируют до давления 80 атм и направляют в реакторный блок синтеза углеводородов, имеющий две реакционные зоны. В первой реакционной зоне на бифункциональном катализаторе, содержащем оксиды цинка и хрома в комбинации с кислотным компонентом - силикоалюмофосфатом типа SAPO-5, при температуре 400-440°С происходит превращение синтез-газа в углеводородные продукты. Газовая смесь после первой реакционной зоны поступает во вторую реакционную зону и контактирует с кислотным монофункциональным катализатором - цеолитом типа ZSM-11 при температуре 440°С. Полученные продукты охлаждают и разделяют в сепараторах на газ, воду и углеводородную фракцию. Большая часть газа поступает по рециклу в первую реакционную зону, меньшая часть газа идет на сдувку. Выход товарного бензина, содержащего 42% мас. ароматических углеводородов, составляет 130 г/нм3 синтез-газа при конверсии оксидов углерода около 82%. Сдувочный и танковые газы после сепараторов направляют в генератор тепла и электроэнергии. Неорганическая часть переработанных отходов, состоящая из оксидов кремния, алюминия, кальция и железа, в виде плавленого шлака собирается в шлакоприемнике и может быть использована в строительной промышленности.
Пример 6. Осадки городских сточных вод обезвоживают до остаточной влажности 10% мас. и вместе с городским мусором, природным газом и кислородом подают на стадию плазмотермической газификации. При этом часть природного газа и кислорода поступает в плазмотрон, а часть природного газа и кислорода вместе с измельченными БИО и городским мусором - в плазменную струю. В плазменном реакторе при температуре >1300°С происходит 99%-ное разложение органических соединений до СО, СО2 и Н2. Процесс ведут при массовых соотношениях БИО/городской мусор/природный газ/О2=10/10/3,5/5, а синтез-газ после смешения обоих потоков имеет функционал f=1,7. Полученный синтез-газ последовательно охлаждают с рекуперацией тепла, очищают от механических примесей и соединений серы, азота, тяжелых металлов.
Очищенный от примесей синтез-газ компримируют до давления 80 атм и направляют в реакторный блок синтеза углеводородов, имеющий две реакционные зоны. В первой реакционной зоне на бифункциональном катализаторе, содержащем оксиды цинка и хрома в комбинации с кислотным компонентом - цеолитом типа ZSM-5, при температуре 360-400°С происходит превращение синтез-газа в углеводородные продукты. Газовая смесь после первой реакционной зоны поступает во вторую реакционную зону и контактирует с кислотным монофункциональным катализатором - цеолитом типа ZSM-5 при температуре 400°С. Полученные продукты охлаждают и разделяют в сепараторах на газ, воду и углеводородную фракцию. Большая часть газа поступает по рециклу в первую реакционную зону, меньшая часть газа идет на сдувку. Выход товарного бензина, содержащего 40% мас. ароматических углеводородов, составляет 140 г/нм3 синтез-газа при конверсии оксидов углерода около 89%. Сдувочный и танковые газы после сепараторов направляют в генератор тепла и электроэнергии. Неорганическая часть переработанных отходов, состоящая из оксидов кремния, алюминия, кальция и железа, в виде плавленого шлака собирается в шлакоприемнике и может быть использована в строительной промышленности.
Пример 7. Осадки городских сточных вод обезвоживают до остаточной влажности 10% мас. и вместе с измельченным городским мусором, кислородом, водяным паром и природным газом при массовом соотношении БИО/городской мусор/кислород/водяной пар/природный газ = 10/10/1/5/5 подают на стадию плазмотермической газификации. При этом часть кислорода и природного газа поступает в плазмотрон, а остальная часть газов вместе с измельченными БИО и городским мусором - в плазменную струю. В плазменном реакторе при температуре >1300°С происходит 99%-ное разложение органических соединений до СО, СО2 и Н2 и синтез-газ имеет функционал f=1,7. Полученный синтез-газ последовательно охлаждают с рекуперацией тепла, очищают от механических примесей и соединений серы, азота, тяжелых металлов. Очищенный от примесей синтез-газ компримируют до давления 10 атм и направляют в реакторный блок синтеза углеводородов, имеющий две реакционные зоны. В первой реакционной зоне на бифункциональном катализаторе, содержащем оксиды кобальта и рутения в комбинации с кислотным компонентом - цеолитом типа Beta, при температуре 220-240°С происходит превращение синтез-газа в углеводородные продукты. Газовая смесь после первой реакционной зоны поступает во вторую реакционную зону и контактирует с кислотным монофункциональным катализатором - цеолитом типа ZSM-5 при температуре 360°С. Полученные продукты охлаждают и разделяют в сепараторах на газ, воду и углеводородную фракцию. Большая часть газа поступает по рециклу в первую реакционную зону, меньшая часть газа идет на сдувку. Суммарный выход бензиновой фракции, содержащей 32% мас. ароматических углеводородов, и дизельной фракции, содержащей 64% мас. изо-парафинов, составляет 100 г/нм3 синтез-газа при конверсии оксидов углерода около 80%. Сдувочный и танковые газы после сепараторов направляют в генератор тепла и электроэнергии. Неорганическая часть переработанных отходов, состоящая из оксидов кремния, алюминия, кальция и железа, в виде плавленого шлака собирается в шлакоприемнике и может быть использована в строительной промышленности.
Как видно из представленных результатов, предлагаемые варианты изобретения позволяют повысить степень превращения органического сырья без снижения качества получаемого синтез-газа, улучшить потребительские свойства товарных продуктов на последующей каталитической стадии синтеза углеводородов, увеличить выход целевых продуктов с единицы объема синтез-газа, преобразовать неорганический остаток отходов в экологически безопасный продукт и достигнуть максимально возможной рекуперации физического тепла высокотемпературного потока газа после плазмотермического газификатора и химической энергии газообразных побочных продуктов, получаемых на стадии синтеза углеводородов, в виде электрической и тепловой энергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ОРГАНИЧЕСКИХ ОТХОДОВ | 2002 |
|
RU2217199C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОРГАНИЧЕСКИХ ОТХОДОВ | 2011 |
|
RU2489475C1 |
| Способ переработки сырья с получением компонентов моторного топлива | 2022 |
|
RU2796745C1 |
| СПОСОБ ПЛАЗМОТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ОРГАНИЧЕСКОГО ТОПЛИВА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294354C2 |
| Комплекс для переработки твердых органических отходов | 2020 |
|
RU2741004C1 |
| СПОСОБ И УСТАНОВКА ПЛАЗМОТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ УГЛЕРОДСОДЕРЖАЩИХ ПРОМЫШЛЕННЫХ И СЕЛЬСКОХОЗЯЙСТВЕННЫХ ОТХОДОВ ДЛЯ ПОЛУЧЕНИЯ ПЛАЗМОГАЗА | 2011 |
|
RU2451715C1 |
| СПОСОБ ПЕРЕРАБОТКИ УГЛЕРОДОСОДЕРЖАЩЕГО СЫРЬЯ И КАТАЛИЗАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476583C1 |
| УТИЛИЗАЦИЯ СТОЧНОЙ ВОДЫ ПО СПОСОБУ ФИШЕРА - ТРОПША | 2001 |
|
RU2265642C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОРГАНИЧЕСКОГО СЫРЬЯ (ВАРИАНТЫ) | 2011 |
|
RU2458966C1 |
| КОМБИНИРОВАННАЯ ПАРОГАЗОВАЯ УСТАНОВКА С ПЛАЗМОТЕРМИЧЕСКОЙ ГАЗИФИКАЦИЕЙ УГЛЯ | 1995 |
|
RU2105040C1 |

Изобретение относится к области утилизации органических отходов, в частности осадков городских сточных вод, путем их газификации с последующим каталитическим превращением полученного синтез-газа в жидкие моторные топлива и/или ценные химические продукты. Предложены варианты переработки органических отходов, включающие стадию газификации с получением синтез-газа и твердых неорганических продуктов и каталитическую переработку синтез-газа без или вместе с жидкими органическими отходами с получением газообразных и жидких углеводородов. По первому и второму вариантам в качестве газифицирующего агента используют водяной пар или кислород или водяной пар и кислород. При этом по первому варианту на стадии газификации горючий газ разделяют на несколько частей. Одну часть горючего газа и газифицирующий агент совместно подают в плазмотрон, другую часть горючего газа совместно с отходами и газифицирующим агентом подают в плазменную струю плазмотрона и остальную часть горючего газа подают в реактор парового каталитического риформинга с получением синтез-газа, обогащенного водородом, и дальнейшим его смешением с основным потоком синтез-газа, полученного после газификации, с последующей его каталитической переработкой в двух реакционных зонах. В первой реакционной зоне расположен катализатор, оксидная часть которого и кислотный компонент находятся в смешанной или раздельной комбинации, а во второй реакционной зоне расположен кислотный катализатор, содержащий цеолит со структурой ZSM-5 или ZSM-11. По второму варианту на стадии газификации горючий газ разделяют на две части, одну часть горючего газа и газифицирующий агент совместно подают в плазмотрон, другую часть горючего газа совместно с отходами и газифицирующим агентом подают в плазменную струю плазмотрона, полученный после газификации синтез-газ подвергают каталитической переработке в двух реакционных зонах, при этом в первой реакционной зоне расположен катализатор, оксидная часть которого и кислотный компонент находятся в смешанной или раздельной комбинации, а во второй реакционной зоне расположен кислотный катализатор, содержащий цеолит со структурой ZSM-5 или ZSM-11. Изобретение позволяет улучшить потребительские свойства углеводородов, увеличить выход целевых продуктов, рекупирировать физическое тепло высокотемпературного потока газа. 2 н.п. ф-лы, 20 з.п. ф-лы, 2 ил.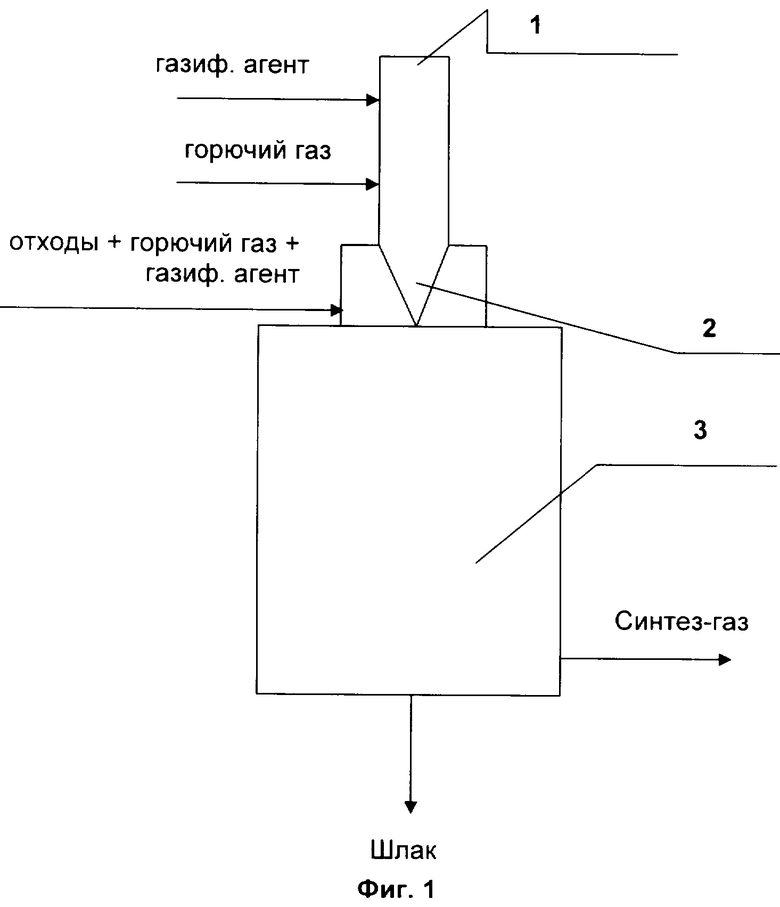
| СПОСОБ ПЕРЕРАБОТКИ ОРГАНИЧЕСКИХ ОТХОДОВ | 2002 |
|
RU2217199C1 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕЗ-ГАЗА | 0 |
|
SU390015A1 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕЗ-ГАЗА ИЗ ОТХОДОВ ПЛАСТМАСС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2213766C1 |
| EP 1419220 A1, 19.05 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| EP 1207190 A2, 22.05.2002 | |||
| WO 2005106327 A1, 10.11.2005. | |||

