Изобретение относится к области утилизации органических отходов, в частности осадков городских сточных вод (именуемых бытовыми иловыми осадками, сокр. БИО), путем их газификации с последующим каталитическим превращением полученного синтез-газа в жидкие моторные топлива и ценные химические продукты.
Известен способ переработки БИО, включающий их смешение с целлюлозосодержащими материалами, взятыми в количестве до 95% в расчете на сухую массу, с последующим перетиранием полученной смеси до гомогенной массы. Далее эту массу обезвоживают и подвергают газификации в газогенераторных установках при температуре не более 950oС с последующим сжиганием образующихся генераторных газов отдельно или совместно с другими топливами при температуре не менее 1100oС. Однако описанный способ трудно реализовать на практике из-за необходимости доставки на очистные сооружения больших объемов целлюлозосодержащих материалов. Кроме того, стадия подготовки сырья для газификации требует больших затрат энергии и механического труда (патент РФ 2176264, опубл. 27.11.2001 г.).
Наиболее близким к данному изобретению является способ переработки отходов в т.ч. БИО, включающий их газификацию при 350-1050oС, обработку газифицирующим агентом до содержания органических веществ в отходах ниже 100 г/т. Далее полученную газовую смесь подвергают расщеплению при 950-1050oС в течение 1 с на низкомолекулярные соединения и/или элементы, которые вводят в воду при 200-800oС для разделения на синтез-газ и низкомолекулярные соединения. Синтез-газ обрабатывают в присутствии катализатора с получением жидких углеводородов и/или спиртов, газообразных углеводородов и СO2 (патент РФ 2014346, опубл. 15.06.94 г.).
Наиболее типичным является следующий пример из прототипа. Пример 1. (из прототипа). Задержанную фильтрами пыль, состоящую из 65 мас.% осадка сточных вод, содержащего 40 мас.% сухого вещества, и 35 мас.% задержанной фильтрами пыли, которая поступила из установок мокрой очистки продуктов сжигания мусора, подают в конвертор и при температуре 850-1000oС в течение 0,5 ч ("время пребывания") подвергают действию потока, состоящего из 30 об.% пара, 10 об.% метана, 10 об. % водорода, 45 об.% диоксида углерода и 5 об.% кислорода. Ячейки электролизера поставляют 160 нм3 водорода и 80 нм3 кислорода на 1 т смеси перерабатываемых материалов при расходе 720 кВт•ч электроэнергии. Парогенератор поставляет 480 нм3 насыщенного пара при давлении 10 бар, причем расход газа соответствует около 30 нм3 синтез-газа или водорода. В целом получают 460 нм3 синтез-газа и из него добывают 80 кг бутана. В общем и целом по способу переработки задержанной фильтрами пыли было газифицировано 650 кг осадка сточных вод и дезактивировано 350 кг задержанной фильтрами пыли, причем расход электроэнергии составляет 720 кВт•ч при выходе бутана, равном 80 кг (960 кВт•ч запасенной энергии).
Описанный способ имеет ряд недостатков, заключающихся в следующем:
1) для поддержания теплового баланса процесса газификации органических отходов (в частности, БИО) в конвертор подают кислород и водород, полученные путем электролиза воды, который является весьма дорогим процессом и применяется, главным образом, при производстве и продаже сверхчистых продуктов - водорода и кислорода;
2) при паро-кислородо-углекислотной газификации органической составляющей БИО может быть получен синтез-газ с низким содержанием водорода (от 20 до 50 об. %) и высоким содержанием СО (25-40 об.%) и СO2 (15-20 об.% и более), который является малопригодным сырьем для синтеза жидких и газообразных углеводородов, имеющих атомное отношение Н/С, равное или большее 2;
3) в описании технологии процесса и приведенных примерах конечными продуктами превращения БИО через синтез-газ являются легкие углеводороды (от метана до бутана), которые авторы прототипа предлагают использовать не как товарные продукты, а как источник запасенной тепловой энергии, что является экономически малоэффективным.
4) многостадийность, большое количество материальных потоков, подаваемых в конвертор БИО, сложность управления процессом и составом конечных продуктов, низкая степень использования углерода на стадии превращения синтез-газа, высокие энергетические затраты при отделении пропан-бутановой фракции от газообразных продуктов (метана, оксидов углерода, водорода) и т.д.
Все перечисленные недостатки прототипа не позволяют перерабатывать органические отходы и, в частности, БИО с относительно высокой экономической эффективностью.
Определяющую роль в превращении первичных продуктов конверсии синтез-газа (спиртов, легких олефинов) в компоненты моторных топлив и базы масел играют цеолиты. Типы цеолитов, такие как ZSM-5, Beta и модернит, являются классическими в теории и практике кислотно-основного катализа. Структура и свойства цеолитов типа ZSM-5, Beta, модернит и силикоалюмофосфатов SAPO-5, SAPO-11, SAPO-31 широко известны из уровня техники, например, WM Meier and D.H. Olson "Atlas of zeolite structure types", 1992, патент US 4172843, 1979 и т. д.
Задачей предлагаемого изобретения является устранение указанных недостатков при переработке органических отходов (в частности, БИО), а также повышение качества получаемого синтез-газа путем увеличения содержания водорода и снижения содержания СО2, необходимое для увеличения выхода товарных продуктов на последующей каталитической стадии синтеза углеводородов.
Поставленная задача достигается способом, включающим стадию термической или плазмотермической газификации, путем обработки отходов газифицирующим агентом в присутствии горючего газа с получением газовой смеси (синтез-газа) и твердых неорганических продуктов, каталитическую переработку синтез-газа в газообразные и жидкие углеводороды, при этом газифицирующий агент содержит кислород, и/или водяной пар, и/или диоксид углерода, а в качестве горючего газа используют природный газ при объемном отношении кислород/природный газ, равном 0,01-0,5, полученный после газификации синтез-газ компримируют, подвергают глубокой очистке от механических примесей и соединений серы, азота, тяжелых металлов, затем сжатый очищенный синтез-газ или синтез-газ вместе с жидкими органическими отходами подают в реактор синтеза углеводородов и подвергают превращению на бифункциональном катализаторе, содержащем оксиды цинка и хрома или цинка, хрома и меди, или железа, или кобальта и рутения в комбинации с кислотным компонентом - цеолитом типа ZSM-5, Beta, морденит или силикоалюмофосфатом типа SAPO-5, SAPO-11 или SAPO-31, в жидкие моторные топлива или жидкие моторные топлива и компоненты базы масел, при этом в качестве органических отходов используются осадки городских сточных вод, частично обезвоженные, с остаточной влажностью не менее 50 маc.%, а газификацию осадков городских сточных вод ведут при массовом отношении к природному газу, равном 1-10, при этом в качестве отходов используется смесь органических отходов, например городского мусора или осадков городских сточных вод, с горючими материалами, выбранными из группы: мазут, отработанные масла, тяжелые нефтяные остатки, угольные шламы, причем в реактор синтеза углеводородов одновременно подают синтез-газ и жидкие органические отходы, состоящие из водных или безводных смесей спиртов, альдегидов, кетонов, карбоновых кислот и их производных, сложных и простых эфиров, углеводородов, побочно образующихся на химических, нефтехимических, коксохимических, пищевых и других предприятиях и процесс в реакторе синтеза углеводородов проводят при давлении 2-100 атм и температуре 200-500oС, а газообразные побочные продукты, получаемые на стадии синтеза углеводородов, используют на стадии газификации или направляют в топливную сеть предприятия.
Отличительными признаками изобретения являются:
а) использование природного газа и объемного отношения кислород/природный газ, равного 0,01-0,5;
б) глубокая очистка полученного после газификации синтез-газа от механических примесей и соединений серы, азота, тяжелых металлов;
в) газификация отходов плазмотермическим способом;
г) в качестве органических отходов используют: частично обезвоженные до остаточной влажности не менее 50 мас.% осадки городских сточных вод; смесь органических отходов с горючими материалами, выбранными из группы: мазут, отработанные масла, тяжелые нефтяные остатки, угольные шламы;
д) газификация органических отходов при массовом отношении к природному газу равному 1-10;
е) в реактор синтеза углеводородов подают сжатый очищенный синтез-газ или синтез-газ вместе с жидкими органическими отходами, а в качестве жидких органических отходов используют водные или безводные смеси спиртов, альдегидов, кетонов, карбоновых кислот и их производных, сложных и простых эфиров, углеводородов, побочно образующихся на химических, нефтехимических, коксохимических, пищевых и других предприятиях;
ж) превращение синтез-газа или синтез-газа вместе с жидкими органическими отходами ведут на бифункциональном катализаторе, содержащем оксиды цинка и хрома или цинка, хрома и меди, или железа, или кобальта и рутения в комбинации с кислотным компонентом - цеолитом типа ZSM-5, Beta, морденит или силикоалюмофосфатом типа SAPO-5, SAPO-11 или SAPO-31 при давлении 2-100 атм и температуре 200-500oС, целевыми продуктами превращения являются жидкие моторные топлива или жидкие моторные топлива и компоненты базы масел;
з) использование газообразных побочных продуктов, получаемых на стадии синтеза углеводородов, для получения синтез-газа или топливных нужд предприятия.
Выбор условий газификации отходов в т.ч. БИО определяется, во-первых, максимальной степенью превращения органической составляющей отходов, во-вторых, составом получаемого синтез-газа, который должен быть пригоден для синтеза углеводородов. Повышение температуры в конверторе до 1000oС и более увеличивает глубину превращения исходного сырья. Использование кислорода в качестве газифицирующего агента способствует протеканию экзотермических реакций, но приводит к образованию диоксида углерода и снижению содержания водорода в продуктах газификации отходов (синтез-газе). Реакции конверсии органических отходов с Н2O и СO2 протекают с поглощением тепла, причем применение водяного пара способствует увеличению содержания водорода в синтез-газе, а диоксид углерода повышает долю СО в синтез-газе. При паро-кислородо-углекислотной газификации отходов образуется синтез-газ с низким содержанием водорода (от 20 до 50 об.%) и высоким содержанием СО (25-40 об.%) и СO2 (15-20 об.% и более), который является малопригодным сырьем для синтеза жидких и газообразных углеводородов, имеющих атомное отношение Н/С равное или большее 2. С целью увеличения содержания водорода в синтез-газе предлагается добавлять в реактор газификации природный газ при низком объемном отношении кислород/природный газ. При паровой конверсии природного газа образуется по стехиометрии 3 объема водорода и 1 объем монооксида углерода.
Замена кислорода как газифицирующего агента на водяной пар ухудшает тепловой баланс в конверторе, но способствует увеличению содержания водорода в синтез-газе. В традиционных бескислородных способах газификации углеродсодержащих материалов, в т.ч. органических отходов, необходима постоянная подача дополнительного тепла в зону реакции. Это тепло получают за счет сжигания органического сырья (природного газа, мазута, тяжелых нефтяных остатков, кокса и т.д.) в выносных аппаратах. В настоящем изобретении кроме паро-кислородо-углекислотной газификации предлагается применение плазмотронов для газификации органических отходов. При плазмотермическом способе газификации в зоне паровой конверсии органического сырья достигается температура 1200-1300oС, которая позволяет довести степень превращения органики до 96-99%. Поэтому в зависимости от типа сырья и требований к получаемому синтез-газу рассматриваются два различных варианта газификации отходов - паро-кислородо-углекислотная (паро-кислородная) или плазмотермическая.
Комбинация кислородсодержащих органических отходов, например городского мусора или осадков городских сточных вод, с горючими материалами, выбранными из группы: мазут, отработанные масла, тяжелые нефтяные остатки, угольные шламы позволяет вести процесс газификации в оптимальном соотношении между водой и другими кислородсодержащими веществами, содержащимися в отходах, и углеводородными горючими материалами. Соотношения между подаваемыми в конвертор отходами, газифицирующими агентами (Н2О, О2, СО2), природным газом и горючими материалами подбираются расчетным путем так, чтобы увеличить выход синтез-газа и содержание в нем водорода.
Синтез-газ, полученный после газификации отходов, подвергают глубокой очистке от механических примесей и соединений серы, азота, тяжелых металлов. Эта стадия необходима, чтобы предотвратить дезактивацию катализатора синтеза углеводородов. Процесс в реакторе синтеза углеводородов проводят под давлением 2-100 атм и температурах от 200 до 500oС на бифункциональном катализаторе, содержащем оксиды цинка и хрома, или цинка, хрома и меди, или железа, или кобальта и рутения в комбинации с кислотным компонентом - цеолитом типа ZSM-5, Вета, морденит или силикоалюмофосфатом типа SAPO-5, SAPO-11 или SAPO-31. В указанном диапазоне параметров процесса и в зависимости от состава катализатора синтез-газ может быть превращен в жидкие моторные топлива или жидкие моторные топлива и компоненты базы масел.
На химических, нефтехимических, коксохимических, пищевых и других предприятиях побочно образуются жидкие органические отходы, состоящие из водных или безводных смесей спиртов, альдегидов, кетонов, карбоновых кислот и их производных, сложных и простых эфиров, углеводородов. Эти органические отходы можно направить на конверсию в реактор газификации и получить синтез-газ по любому из предложенных вариантов. В настоящем изобретении предлагается более рациональный путь переработки жидких органических отходов, а именно их превращение совместно с синтез-газом в реакторе синтеза углеводородов в указанном выше диапазоне параметров процесса на бифункциональном катализаторе, содержащем оксиды цинка и хрома, или цинка, хрома и меди, или железа, или кобальта и рутения в комбинации с кислотным компонентом - цеолитом типа ZSM-5, Beta, морденит или силикоалюмофосфатом. Предложенный комбинированный способ переработки жидких органических отходов позволяет сохранить углеводородный скелет составляющих их соединений, изменяя только функциональные группы веществ. Например, по реакции дегидратации спиртов образуются олефины, которые далее превращаются в изопарафины и/или ароматические углеводороды. В результате сочетания реакций конверсии синтез-газа и жидких органических отходов значительно повышается выход целевых продуктов и производительность процесса.
Принципиальная схема процесса переработки органических отходов (см. чертеж) и примеры 2-6 иллюстрируют предложенный способ.
Пример 2. Осадки городских сточных вод обезвоживают до остаточной влажности 55 мас.%, нагревают до температуры 500-800oС и вместе с природным газом и кислородом при массовом соотношении БИО/природный газ/O2=8/1/0,01 подают на стадию газификации, где в плазменном реакторе (плазмотроне) при температурах 1100-1300oС происходит 99%-ное разложение органических соединений до СО, СО2 и Н2. Полученную газовую смесь (синтез-газ) последовательно охлаждают с рекуперацией тепла, компримируют и очищают от механических примесей и соединений серы, азота, тяжелых металлов. Очищенный от примесей синтез-газ под давлением 80 атм направляют в реактор синтеза углеводородов, где при температуре 360-420oС происходит превращение водорода и оксидов углерода на бифункциональном катализаторе, содержащем оксиды цинка и хрома в комбинации с кислотным компонентом - цеолитом типа ZSM-5. Полученные продукты охлаждают и разделяют в сепараторе на газ, воду и углеводородную фракцию. Выход товарного бензина с ОЧ, равным 92 ИМ, составляет 140 г/нм3 синтез-газа при конверсии оксидов углерода более 90%. Газообразные побочные продукты, получаемые на стадии синтеза углеводородов, направляют в топливную сеть предприятия.
Пример 3. Городской мусор прессуют в брикеты и вместе с нагретым до температуры 400-600oС мазутом, природным газом, водяным паром и кислородом при массовом соотношении мусор/мазут/природный газ/Н2О/O2=10/1/2/4/0,5 подают на стадию газификации, где в плазмотроне при температурах 1100-1300oС происходит 98%-ное разложение органических соединений до СО, СO2 и Н2. Полученный синтез-газ последовательно охлаждают с рекуперацией тепла, компримируют и очищают от механических примесей и соединений серы, азота, тяжелых металлов. Далее синтез-газ и жидкие органические отходы производства 2-этилгексанола состава, мас.%: бутанол 50; 2-этилбутираль 10; кротоновый альдегид 2; 2-этилгексеналь 8; 2-этилгексаналь 10; 2-этилгексанол 20, направляют в реактор синтеза углеводородов. Процесс синтеза углеводородов осуществляют при давлении 50 атм и температуре 320-360oС на бифункциональном катализаторе, содержащем оксиды меди, цинка и хрома в комбинации с цеолитом типа ZSM-5. Полученные продукты охлаждают и разделяют в сепараторе на газ, воду и углеводородную фракцию. Выход товарного бензина с ОЧ, равным 90 ИМ, составляет более 180 г/нм3 синтез-газа при 100%-ной конверсии жидких органических отходов и 80%-ном превращении синтез-газа. Газообразные побочные продукты, получаемые на стадии синтеза углеводородов, направляют в топливную сеть предприятия.
Пример 4. Осадки городских сточных вод обезвоживают до остаточной влажности 70 мас. %, нагревают до температуры 500-800oС и вместе с природным газом и кислородом при массовом соотношении БИО/природный газ/O2=4/1/0,01 и газообразными побочными продуктами, получаемыми на стадии синтеза углеводородов, подают на стадию газификации, где в плазменном реакторе при температурах 1100-1300oС происходит 99%-ное разложение органических соединений до СО, СO2 и Н2. Полученный синтез-газ последовательно охлаждают с рекуперацией тепла, компримируют и очищают от механических примесей и соединений серы, азота, тяжелых металлов. Затем синтез-газ под давлением 30 атм направляют в реактор синтеза углеводородов, где при температуре 260-320oС происходит превращение водорода и оксидов углерода на бифункциональном катализаторе, содержащем оксиды железа в комбинации с кислотным компонентом - силикоалюмофосфатом. Полученные продукты охлаждают и разделяют в сепараторе на газ, воду и углеводородную фракцию. Суммарный выход бензиновой и дизельной фракций составляет 160 г/нм3 синтез-газа при конверсии оксидов углерода более 90%.
Пример 5. Осадки городских сточных вод обезвоживают до остаточной влажности 80 мас.%, нагревают вместе с тяжелыми нефтяными остатками до температуры 500-800oС и подают на газификацию. В плазмотрон также поступают природный газ и кислород при массовом соотношении БИО/природный газ/O2=1/1/0,2, где при температурах 1100-1300oС происходит 99%-ное разложение органических соединений до СО, СО2 и Н2. Полученный синтез-газ последовательно охлаждают с рекуперацией тепла, компримируют и очищают от механических примесей и соединений серы, азота, тяжелых металлов. Далее синтез-газ под давлением 10 атм направляют в реактор синтеза углеводородов, где при температуре 200-250oС происходит превращение водорода и оксидов углерода на бифункциональном катализаторе, содержащем оксиды кобальта и рутения в комбинации с цеолитом типа Beta. Полученные продукты охлаждают и разделяют в сепараторе на газ, воду и углеводородную фракцию. Суммарный выход компонентов бензиновой фракции, дизтоплива и базы масел составляет 90 г/нм3 синтез-газа при конверсии оксидов углерода более 70%. Газообразные побочные продукты, получаемые на стадии синтеза углеводородов, направляют в топливную сеть предприятия.
Пример 6. Осадки городских сточных вод обезвоживают до остаточной влажности 80 мас. %, нагревают вместе с тяжелыми нефтяными остатками до температуры 400-600oС и подают на газификацию. В реактор газификации трубчатого типа также поступают на конверсию природный газ и кислород при массовом соотношении БИО/природный газ/O2=1/1/0,5 и в газовые горелки - природный газ и воздух. В конверторе достигается максимальная температура 900-1000oС и степень превращения органических соединений до СО, СО2 и Н2 составляет около 80-85%. Полученный синтез-газ последовательно охлаждают с рекуперацией тепла, удаляют остатки органических соединений, компримируют и очищают от механических примесей и соединений серы, азота, тяжелых металлов. Далее синтез-газ под давлением 10 атм направляют в реактор синтеза углеводородов, где при температуре 200-250oС происходит превращение водорода и оксидов углерода на бифункциональном катализаторе, содержащем оксиды кобальта и рутения в комбинации с цеолитом типа морденит. Полученные продукты охлаждают и разделяют в сепараторе на газ, воду и углеводородную фракцию. Суммарный выход компонентов бензиновой фракции, дизтоплива и базы масел составляет 80 г/нм3 синтез-газа при конверсии оксидов углерода около 60%. Газообразные побочные продукты, получаемые на стадии синтеза углеводородов, направляют в топливную сеть предприятия.
Пример 7. Осадки городских сточных вод обезвоживают до остаточной влажности 50 мас. %, нагревают вместе с тяжелыми нефтяными остатками до температуры 400-600oС и подают на газификацию. В реактор газификации трубчатого типа также поступают на конверсию природный газ, диоксид углерода и кислород при массовом соотношении БИО/природный газ/СO2/O2=4/1/0,5/0,1 и в газовые горелки - природный газ и воздух. В конверторе достигается максимальная температура 900-1000oС и степень превращения органических соединений до СО, СO2 и H2 составляет около 80-85%. Полученный синтез-газ последовательно охлаждают с рекуперацией тепла, удаляют остатки органических соединений, компримируют и очищают от механических примесей и соединений серы, азота, тяжелых металлов. Далее синтез-газ под давлением 10 атм направляют в реактор синтеза углеводородов, где при температуре 220-240oС происходит превращение водорода и оксидов углерода на бифункциональном катализаторе, содержащем оксиды кобальта и рутения в комбинации с цеолитом типа Beta. Полученные продукты охлаждают и разделяют в сепараторе на газ, воду и углеводородную фракцию. Суммарный выход жидких моторных топлив (главным образом дизельной фракции) и компонентов базы масел составляет 130 г/нм3 синтез-газа при конверсии оксидов углерода около 70%. Газообразные побочные продукты, получаемые на стадии синтеза углеводородов, после отделения части СO2 направляют в топливную сеть предприятия.
Пример 8. Городской мусор и угольные шламы прессуют в брикеты и вместе с нагретым до температуры 400-600oС природным газом, водяным паром, диоксидом углерода и кислородом при массовом соотношении (мусор + угольные шламы)/природный газ/Н2O/СO2/O2=10/4/4/1/0,1 подают на стадию газификации, где в плазмотроне при температурах 1100-1300oС происходит 95%-ное разложение органических соединений до СО, СO2 и Н2. Полученный синтез-газ последовательно охлаждают с рекуперацией тепла, компримируют и после отделения части СO2 очищают от механических примесей и соединений серы, азота, тяжелых металлов. Далее синтез-газ под давлением 10 атм направляют в реактор синтеза углеводородов, где при температуре 220-240oС происходит превращение водорода и оксидов углерода на бифункциональном катализаторе, содержащем оксиды кобальта и рутения в комбинации с цеолитом типа ZSM-5. Полученные продукты охлаждают и разделяют в сепараторе на газ, воду и углеводородную фракцию. Суммарный выход жидких моторных топлив (главным образом дизельной фракции) и компонентов базы масел составляет 140 г/нм3 синтез-газа при конверсии оксидов углерода 70-75%. Газообразные побочные продукты, получаемые на стадии синтеза углеводородов, после отделения части СО2 направляют в топливную сеть предприятия.
Пример 9. Осадки городских сточных вод обезвоживают до остаточной влажности 50 мас.%, нагревают вместе с угольными шламами до температуры 400-600oС и подают на газификацию. В реактор газификации также поступают на конверсию природный газ, диоксид углерода и кислород при массовом соотношении БИО/природный газ/СО2/O2= 6/1/0,5/0,2 и в газовые горелки - природный газ и воздух. В конверторе достигается максимальная температура 900-1000oС и степень превращения органических соединений до СО, СO2 и Н2 составляет около 80-85%. Полученный синтез-газ последовательно охлаждают с рекуперацией тепла, удаляют остатки органических соединений, компримируют и после отделения части СО2 очищают от механических примесей и соединений серы, азота, тяжелых металлов. Далее синтез-газ под давлением 50 атм направляют в реактор синтеза углеводородов, где при температуре 260-280oС происходит превращение водорода и оксидов углерода на бифункциональном катализаторе, содержащем оксиды железа в комбинации с кислотным компонентом - цеолитом типа ZSM-5. Полученные продукты охлаждают и разделяют в сепараторе на газ, воду и углеводородную фракцию. Суммарный выход жидких моторных топлив (главным образом дизельной фракции) и компонентов базы масел составляет 140 г/нм3 синтез-газа при конверсии оксидов углерода около 80%. Газообразные побочные продукты, получаемые на стадии синтеза углеводородов, после отделения части СО2 направляют в топливную сеть предприятия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ОРГАНИЧЕСКИХ ОТХОДОВ (ВАРИАНТЫ) | 2006 |
|
RU2333238C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДНЫХ БЕНЗИНОВЫХ ФРАКЦИЙ ИЗ СИНТЕЗ-ГАЗА, РАЗБАВЛЕННОГО АЗОТОМ И ДИОКСИДОМ УГЛЕРОДА (ВАРИАНТЫ) | 2012 |
|
RU2510388C2 |
| СПОСОБ ПЕРЕРАБОТКИ ОРГАНИЧЕСКОГО СЫРЬЯ (ВАРИАНТЫ) | 2011 |
|
RU2458966C1 |
| Способ переработки сырья с получением компонентов моторного топлива | 2022 |
|
RU2796745C1 |
| СПОСОБ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ГАЗООБРАЗНОГО УГЛЕРОДСОДЕРЖАЩЕГО СЫРЬЯ (ВАРИАНТЫ) | 2011 |
|
RU2473663C2 |
| СПОСОБ ПЕРЕРАБОТКИ УГЛЕРОДОСОДЕРЖАЩЕГО СЫРЬЯ И КАТАЛИЗАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476583C1 |
| СПОСОБ ПЕРЕРАБОТКИ НЕФТИ И ГАЗОВОГО КОНДЕНСАТА | 2008 |
|
RU2395560C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДОВ ИЗ ОКСИДОВ УГЛЕРОДА И ВОДОРОДА | 2005 |
|
RU2284312C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАНОЛА И УГЛЕВОДОРОДОВ БЕНЗИНОВОГО РЯДА ИЗ СИНТЕЗ-ГАЗА | 2015 |
|
RU2610277C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОРГАНИЧЕСКИХ ОТХОДОВ | 2011 |
|
RU2489475C1 |
Изобретение относится к области утилизации органических отходов путем их газификации с последующим каталитическим превращением полученного синтез-газа в жидкие моторные топлива и/или ценные химические продукты. Предложен способ переработки органических отходов, включающий стадию газификации, путем обработки отходов газифицирующим агентом, в присутствии горючего газа с получением синтез-газа и твердых неорганических продуктов, каталитическую переработку синтез-газа, в котором газифицирующий агент содержит кислород и водяной пар и/или диоксид углерода, а в качестве горючего газа используют природный газ при объемном отношении кислород/природный газ, равном 0,01-0,5, полученный после газификации синтез-газ компримируют, подвергают глубокой очистке от механических примесей и соединений серы, азота, тяжелых металлов, затем компримированный очищенный синтез-газ или синтез-газ вместе с жидкими органическими отходами подают в реактор синтеза углеводородов и подвергают превращению на бифункциональном катализаторе, содержащем оксиды цинка и хрома или цинка, хрома и меди, или железа, или кобальта и рутения в комбинации с кислотным компонентом - цеолитом типа ZSM-5, Beta, морденит или силикоалюмофосфатом, в жидкие моторные топлива или жидкие моторные топлива и компоненты базы масел. Изобретение позволяет повысить качество получаемого синтез-газа путем увеличения содержания водорода и снижения содержания диоксида углерода, необходимое для увеличения выхода товарных продуктов на последующей каталитической стадии синтеза углеводородов. 5 з.п. ф-лы, 1 ил.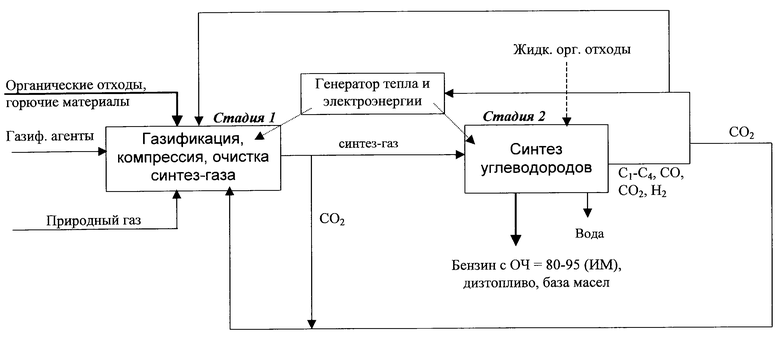
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ | 1990 |
|
RU2014346C1 |
| СПОСОБ ГЕНЕРИРОВАНИЯ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ ИЗ БИОМАТЕРИАЛОВ (ВАРИАНТЫ) | 1993 |
|
RU2107359C1 |
| УСТАНОВКА ДЛЯ ГАЗИФИКАЦИИ, СПОСОБ ПОЛУЧЕНИЯ ТВЕРДОГО ТОПЛИВА ИЗ ОРГАНИЧЕСКИХ ПРОМЫШЛЕННЫХ ОТХОДОВ, СРЕДСТВО ДЛЯ УСКОРЕНИЯ ГОРЕНИЯ, ПРИМЕНЕНИЕ СРЕДСТВА ДЛЯ УСКОРЕНИЯ ГОРЕНИЯ, ТВЕРДОЕ ТОПЛИВО ИЗ ОРГАНИЧЕСКИХ ПРОМЫШЛЕННЫХ ОТХОДОВ | 1993 |
|
RU2120468C1 |
| US 4971599 A1, 20.11.1990 | |||
| US 6120567 A1, 19.09.2000 | |||
| Электронный влагомер | 1959 |
|
SU125067A1 |

