Область техники, к которой относится изобретение
Настоящее изобретение относится к платиновому материалу, упрочненному дисперсными оксидными частицами, в котором в платине или в платиновом сплаве диспергированы оксидные частицы и, в частности, который может длительное время сохранять прочность при высокой температуре (т.е. является жаропрочным) и обладает подходящей свариваемостью.
Уровень техники
Платиновый материал с дисперсными оксидами, в котором оксиды металлов, такие как, например, оксид циркония (диоксид циркония), присутствуют в форме тонкой дисперсии в платине или платиновом сплаве, обладает превосходными высокотемпературными прочностными свойствами, в частности сопротивлением ползучести, и поэтому нашел применение в качестве конструкционного материала в устройствах по производству стекольной продукции, которые используют в обычной окружающей среде.
В качестве способа получения платинового материала с дисперсными оксидами обычно применялась технология порошковой металлургии. Согласно данному способу платиновый материал получают в следующем порядке: приготавливали порошок сплава платины и циркония, подвергали этот порошок сплава окислительной обработке для внутреннего окисления циркония в порошке сплава до оксида циркония с получением тем самым платинового порошка, в котором тонко диспергированы оксиды циркония, спекали данный порошок и подвергали его деформационной обработке.
Кроме того, заявитель по настоящей заявке разнообразным образом усовершенствовал платиновый материал с дисперсными оксидами для дополнительного повышения высокотемпературной прочности и, например, описал платиновый материал с дисперсными оксидами, в котором оптимизированы размеры кристаллических зерен и соотношения размеров кристаллов в платине или платиновом сплаве, которая(ый) составляет матрицу, в дополнение к обеспечению тонкодисперсности дисперсных частиц. Такой платиновый материал получают с помощью следующих этапов: в качестве исходного материала используют смешанный раствор раствора с суспендированной платиной и раствора нитрата циркония; подвергают его заданной обработке для получения платинового порошка с содержащимся в нем гидроксидом циркония; прессуют полученный платиновый порошок; а затем его нагревают и обрабатывают его давлением для получения дисперсных частиц, содержащих оксид циркония, и одновременно для регулирования размеров кристаллических зерен матрицы [см. патентный документ 1: выложенная заявка на патент Японии №2002-12926].
Как описано выше, диспергирование оксидов в платиновом материале повышает высокотемпературную прочность (сопротивление ползучести) платинового материала, причем оказывает заметное действие в этом отношении. Однако авторами настоящего изобретения было установлено, что такие платиновые материалы с дисперсными оксидами нуждаются в некоторых улучшениях, несмотря на их очень высокие показатели прочности.
Во-первых, существует потребность в повышении стабильности платинового материала с дисперсными оксидами при долговременном использовании в условиях окружающей среды с высокой температурой. В устройствах по производству стекольной продукции, в которых используется данный платиновый материал, температура атмосферы иногда достигает 1500°C или выше. Авторы настоящего изобретения выяснили, что такой платиновый материал с дисперсными оксидами склонен к образованию в нем раковин (полостей) или пузырей (вспучиванию) при нахождении под воздействием столь высокой температуры в течение длительного периода времени. Проблема образования пузырей имеет тенденцию проявляться чаще, в частности, в тонколистовом материале. Раковина, существующая в материале, может стать фактором снижения прочности всего материала.
Кроме того, существует также потребность в улучшении свариваемости платинового материала с дисперсными оксидами. Ванную стекловарочную печь и подобные устройства изготавливают с применением сварочной технологии и при этом платиновый материал с дисперсными оксидами обладает высокой вероятностью возникновения дефекта сварки, такого как, например, газовая раковина в сварном соединении после выполнения сваривания. Такой дефект сварки приводит к разрушению устройства в том случае, если он не обнаружен, и создает проблему производительности, даже если он был выявлен при контроле заранее.
По указанной причине целью настоящего изобретения является создание платинового материала с дисперсными оксидами, который может стабильно использоваться при высоких температурах, а также обладает повышенной свариваемостью.
Раскрытие изобретения
Авторы настоящего изобретения исследовали факторы, влияющие на вышеописанные проблемы, и в результате сосредоточили внимание на поведении в материале кислорода, являющегося причиной образования пузырей при высокой температуре и внутренних газовых раковин при сварке.
Кислород является элементом, который входит в состав дисперсной частицы, и представляет собой составляющий элемент, обязательный для сплава с дисперсными оксидами. Однако количество кислорода в платиновом материале с дисперсными оксидами обычно превышает то количество, которое необходимо для образования дисперсных частиц, в результате чего кислород, который не связан с присадочным металлом, существует в материале в атомарной или молекулярной форме. Причиной этого, как полагают, по существу является необходимость в проведении этапа обработки на воздухе при высокой температуре в ходе процесса его получения и, вероятно, на данном этапе в материал может попадать избыточный кислород.
В этом случае находящийся в атомарной или молекулярной форме кислород, который не связан с присадочным металлом, диффундирует и скапливается в материале в виде газообразного кислорода в условиях высокотемпературной окружающей среды и образует раковины и пузыри. Кроме того, находящийся в атомарной и молекулярной форме кислород увеличивается в объеме, когда материал расплавляют во время сварки, и образует внутреннюю газовую раковину, которая, вероятнее всего, останется в данном материале.
С учетом вышеприведенных соображений авторы настоящего изобретения исследовали подходящий диапазон концентрации кислорода в платиновом материале с дисперсными оксидами и создали настоящее изобретение.
В частности, в настоящем изобретении предлагается упрочненный дисперсными оксидными частицами платиновый материал, в котором в матрице, состоящей из платины или платинового сплава, диспергированы дисперсные частицы, состоящие из металлического оксида присадочного металла, отличающийся тем, что концентрация кислорода в этом материале, помимо кислорода, связанного с присадочным металлом, составляет 100 ч/млн или менее.
Причина, по которой концентрация кислорода, который не входит в состав дисперсных частиц (далее по тексту иногда именуемая концентрацией избыточного кислорода), установлена в настоящем изобретении на уровне 100 ч/млн или менее, состоит в том, что, когда в матрице присутствует свыше 100 ч/млн кислорода, то он в заметном количестве превращается в газообразный кислород при высокой температуре или во время плавления материала и имеет тенденцию образовывать пузыри или внутренние газовые раковины. В более предпочтительном варианте концентрация кислорода составляет 50 ч/млн или менее и при этом чем ближе концентрация кислорода к 0 ч/млн, тем выше оказываются эксплуатационные характеристики. Для сведения, концентрация избыточного кислорода в имеющемся на рынке обычном платиновом материале с дисперсными оксидами составляет 150 ч/млн или более.
Что касается способа вычисления концентрации избыточного кислорода в настоящем изобретении, то она может быть вычислена путем определения разности между концентрацией кислорода во всем платиновом материале и результирующей концентрацией кислорода, теоретически найденной умножением концентрации присадочного металла на нижеописанную степень окисления присадочного металла. Концентрацию кислорода во всем платиновом материале можно измерить нагреванием платинового материала до температуры примерно 3000°C в углеродном тигле посредством пропускания электрического тока через этот платиновый металл для его расплавления и анализом количества газообразного диоксида углерода, образовавшегося в результате этого, посредством анализа концентрации кислорода путем количественного анализа или посредством приборного анализа, например, GD-MS.
Концентрацию избыточного кислорода можно также вычислить вычитанием концентрации кислорода, связанного с присадочным металлом, из концентрации кислорода во всем платиновом материале. В данном случае концентрацию связанного с присадочным металлом кислорода можно вычислить с помощью следующих этапов: медленно нагревают платиновый материал до примерно 3000°C, когда анализируют концентрацию кислорода во всем вышеописанном платиновом материале; по ходу дела определяют количество образовавшегося кислорода при каждой температуре; отделяют пик, обнаруживаемый вблизи температуры плавления платины, от пика кислорода, порождаемого оксидом присадочного металла, который обнаруживается при 2500°C или выше; определяют количество кислорода, соответствующее последнему пику кислорода.
Пока что это является наиболее эффективным средством в настоящем изобретении для контроля концентрации кислорода в платиновом материале, однако согласно авторам настоящего изобретения в дополнение ко всему это является также эффективным средством для установления состояния дисперсных частиц. На механизм упрочнения в сплаве с дисперсными частицами не влияет количество (объемная доля) дисперсных частиц, но влияет дисперсность (степень мелкозернистости) дисперсных частиц, даже несмотря на то, что их количество очень мало. Как сообщается в вышеприведенном патентном документе 1, в частности, прочность платинового материала с дисперсными частицами возрастает с увеличением соотношения размеров кристаллических зерен, а на соотношении размеров зерен сказывается средняя величина расстояний между дисперсными частицами. В частности, для обеспечения свариваемости при одновременном обеспечении достаточного развития механизма упрочнения в сплаве с дисперсными частицами целесообразно добиваться равномерного диспергирования тонкодисперсных частиц до высокодисперсного состояния.
С этой точки зрения платиновый материал в соответствии с настоящим изобретением предпочтительно характеризуется средним диаметром дисперсных частиц 0,2 мкм или менее и средней величиной расстояний между частицами от 0,01 до 2,7 мкм. Причина, по которой средний диаметр дисперсных частиц установлен на уровне 0,2 мкм или менее, состоит в том, что платиновый материал нуждается в диспергировании столь мелких частиц с дисперсностью 0,2 мкм или мельче для достаточного самоупрочнения, принимая во внимание диаметр технологично получаемых дисперсных частиц. Кроме того, причиной, по которой задан упомянутый диапазон средней величины расстояний между частицами, является улучшение соотношения размеров кристаллических зерен в платиновой матрице и гарантирование эффекта повышения прочности.
С другой стороны, платиновый материал предпочтительно содержит дисперсные частицы в количестве (концентрации) от 0,01 до 0,5 мас.%. Количество дисперсных частиц не влияет на свариваемость сплава, но имеет минимальное значение для развития эффекта повышения прочности благодаря дисперсным частицам и влияет на обрабатываемость (способность к глубокой вытяжке и пластичность) сплава. Причина, по которой концентрация дисперсных частиц в настоящем изобретении установлена в диапазоне от 0,01 до 0,5 мас.%, состоит в том, что минимальная концентрация, необходимая для того, чтобы дисперсные частицы создавали эффект усиления прочности, составляет 0,01 мас.%, и в том, что количество более 0,5 мас.% оказывается неблагоприятным с точки зрения предотвращения ухудшения обрабатываемости. При этом, когда сплав используют в такой области применения, где нет нужды в повышенных способности к глубокой вытяжке и пластичности, например в случае обработки давлением для изготовления фильерной пластины и т.п., концентрация дисперсных частиц предпочтительно находится в вышеприведенном диапазоне и может составлять 0,3 и 0,4 мас.%, поскольку она находится в пределах данного диапазона. С другой стороны, когда сплав используют в такой области применения, которая требует повышенных способности к глубокой вытяжке и пластичности, например в случае обработки давлением крупногабаритного устройства из платины, то концентрация дисперсных частиц предпочтительно составляет от 0,01 до 0,14 мас.% для дополнительного повышения обрабатываемости и, таким образом, в предпочтительном варианте верхнее предельное значение снижают еще больше.
Кроме того, когда дисперсное состояние и количество дисперсных частиц находятся в вышеприведенном диапазоне, все присадочные металлы в платиновом материале не всегда должны пребывать в оксидном состоянии. Например, согласно вышеприведенному описанию существует способ изготовления платинового материала с дисперсными частицами посредством окисления порошка платинового сплава с окислением присадочного металла и образованием дисперсной частицы, и в данном случае при такой окислительной обработке не все присадочные металлы следует обязательно превращать в оксид, а надлежит лишь обеспечить высокодисперсное состояние необходимого количества дисперсных частиц.
Тогда степень окисления присадочного металла предпочтительно составляет от 50 до 100%. Степень окисления показывает отношение числа атомов (числа молей) присадочного металла, который был превращен в оксид, к общему числу атомов (числу молей) присадочного металла в платиновом материале. Причина, по которой степень окисления задают в диапазоне от 50 до 100%, состоит в том, что, когда упрочненный платиновый материал применяют при высокой температуре, атмосферный кислород диффундирует в платиновый материал, что способствует так называемому внутреннему окислению. Диффузия кислорода в данном случае происходит преимущественно по границе кристаллического зерна и присадочный металл диффундирует и выделяется (в виде вторичных фаз) на границе кристаллического зерна, к которой преимущественно диффундирует кислород. Причина, по которой нижний предел степени окисления следует задавать равным 50%, состоит в том, что, если на вышеупомянутой стадии на границе кристаллического зерна выделяется большое количество присадочного металла, то материал охрупчивается. Степень окисления может быть вычислена по формуле: (количество присадочного металла, образовавшего оксид)/(количество присадочного металла) x100. Количество присадочного металла, образовавшего оксид, может быть определено растворением платинового материала в царской водке или растворе хлористоводородной кислоты и хлора, отделением нерастворившегося остатка путем фильтрации раствора, взвешиванием этого остатка и измерением количества оксида присадочного металла.
В платиновом материале с дисперсными оксидами в соответствии с настоящим изобретением в число предпочтительных присадочных металлов в дополнение к цирконию входят кальций, иттрий и самарий. Оксиды данных металлов стабильно существуют в платиновом материале и могут создавать эффект повышения прочности при их диспергировании в этом материале в виде частиц.
Кроме того, матрица (основа) может представлять собой в дополнение к (чистой) платине платиновый сплав. В число предпочтительных платиновых сплавов входят сплав платина-родий, сплав платина-золото, сплав платина-родий-золото и сплав платина-иридий.
Ниже приведено описание способа изготовления платинового материала в соответствии с настоящим изобретением. Платиновый материал с дисперсными оксидами в соответствии с настоящим изобретением в сущности характеризуется признаком ограничения концентрации кислорода, содержащегося в этом материале, так что для его изготовления может быть приспособлен традиционный способ изготовления при условии, что данный способ способен снижать концентрацию кислорода. В частности, например, способ внутреннего окисления порошка платинового сплава с последующим его прессованием и уплотнением не дает избыточному кислороду проникнуть в материал при надлежащем регулировании условий внутреннего окисления. Кроме того, аналогично способу в соответствии с патентным документом 1 способ прессования и уплотнения платинового порошка, несущего в себе гидроксид присадочного металла, и его термообработки с образованием дисперсных частиц также не дает избыточному кислороду проникнуть в материал при надлежащем управлении условиями термообработки.
Однако, даже несмотря на применение способа с регулированием упомянутых условий внутреннего окисления и термообработки, возможны случаи, когда сложно четко задать эти условия. Кроме того, обработку внутренним окислением и термообработку необходимо выполнять при высоких температурах и поэтому есть основания опасаться роста оксида из-за выполнения операции в высокотемпературной атмосфере и, соответственно, трудно обеспечить идеальное дисперсное состояние образовавшихся дисперсных частиц.
По указанной причине авторы настоящего изобретения пришли к выводу, что для изготовления платинового материала с дисперсными оксидами согласно настоящему изобретению предпочтителен сравнительно низкотемпературный технологический процесс, и нашли специальный способ с перемешиванием порошка платинного сплава или легированного проволочного материала (который далее по тексту иногда может сокращенно именоваться просто порошком) в воде, помещенной в высокоэнергетическую диспергирующую мельницу, такую как, например, аттритор, и окислением присадочного металла в сплаве водой (кислородом, входящим в состав воды).
В ходе данного процесса порошок, который был подвергнут перемешиванию в высокоэнергетической диспергирующей мельнице, повторно измельчается, сжимается и склеивается за счет оказания на него ударного высокоэнергетического воздействия. В ходе данного процесса порошок при измельчении обнажает для воздействия все новую поверхность и эта новая поверхность является активной и находится в легкоокисляемом состоянии. Соответственно, когда перемешиваемый сплав окружен водой в качестве окружающей среды, то эта новая вскрытая поверхность сплава окисляется водой и при этом реакция окисления в высокоэнергетической диспергирующей мельнице может протекать даже при не очень высоких температурах. Соответственно, данный способ почти не вызывает проблемы роста зерен, поскольку он обеспечивает возможность окисления сплава даже при обычных температурах и обеспечивает возможность диспергирования оксидных частиц до идеального состояния.
Данный способ изготовления начинается с получения порошка сплава или легированного проволочного материала, состоящего из платины и присадочного металла. Предпочтительный способ получения порошка сплава включает в себя способ распыления (распыления газом или распыления водой) с использованием расплавленного сплава заданного состава в качестве исходного материала. Это обусловлено тем, что способ распыления допускает несложную регулировку атмосферы расплавления и обеспечивает предпочтительный порошок с одновременным предотвращением окисления присадочного металла. Порошок сплава, который требуется получить в данном случае, предпочтительно характеризуется диаметром частиц 300 мкм или менее. Это объясняется тем, что, если используется порошок сплава с диаметром частиц свыше 300 мкм, то последующая обработка такого порошка сплава в высокоэнергетической диспергирующей мельнице занимает много времени. Если используют легированный проволочный материал, то его изготавливают, подвергая литую заготовку из сплава волочению проволоки, протяжке и т.п. При этом она может быть нарезана надлежащим образом для введения в устройство.
После того как порошок сплава был получен, этот порошок сплава вводят в высокоэнергетическую шаровую мельницу вместе с водой и перемешивают для окисления присадочного металла в порошке сплава. Высокоэнергетическая шаровая мельница представляет собой устройство, имеющее емкость, наполненную стальными шариками или керамическими шариками, выполняющими функцию измельчающей среды, и содержащее лопастную мешалку, дополнительно размещенную в упомянутой емкости, и такая мельница, в дополнение к аттритору, являющемуся широко известным устройством, представляет собой, например, мельницу Dynor и мельницу Ultra Visco.
Материал конструктивных элементов высокоэнергетической шаровой мельницы следует подбирать с учетом загрязнения, вызываемого этим материалом конструктивных элементов устройства во время высокоэнергетического перемешивания. В настоящем изобретении предпочтительным материалом является керамика и, в частности, диоксид циркония. Это объясняется тем, что данный конструкционный материал почти не загрязняет порошок и оказывает наименьшее влияние на свойства материала даже при загрязнении порошка. Кроме того, измельчающая среда предпочтительно имеет диаметр от 1 до 10 мм. Это объясняется тем, что, если диаметр измельчающей среды меньше 1 мм, то устройство должно вращать лопастную мешалку с высокой скоростью для компенсации снижения измельчающей способности и при этом порошок трудно отделить от измельчающей среды по окончании окислительной обработки. В дополнение, причина установления именно такого верхнего предела заключается в том, что, если диаметр измельчающей среды больше 10 мм, то вращательный момент, необходимый для вращения лопастной мешалки, излишне возрастает, что создает дополнительный риск повреждения емкости и лопасти мешалки. Объем наполнения измельчающей средой целесообразно устанавливать на уровне 50% от вместимости емкости в качестве ориентировочного показателя, но данная величина вряд ли оказывает отрицательное действие, если только не слишком превысить приведенное значение.
Вода, которую следует подавать в высокоэнергетическую шаровую мельницу вместе со сплавом, предпочтительно является водой с высокой степенью очистки, а особенно предпочтительно - ультрачистой водой. Это объясняется тем, что, если в используемой при окислительной обработке воде содержатся примеси, то эти примеси сопутствуют порошку, соответственно, входят в состав получаемого сплава с дисперсными оксидами, вызывают газообразование, когда содержащий эти примеси сплав применяют при высокой температуре, и создают угрозу ухудшения прочности. Кроме того, воду предпочтительно заливают до такого уровня, чтобы порошок оказывался погруженным в нее. Это обусловлено тем, что в этом случае новая активная поверхность, образуемая при высокоэнергетическом перемешивании в аттриторе, может с уверенностью находиться в контакте с водой. Газом, образующим атмосферу в емкости, может быть воздух, но предпочтительно им является кислород. Это обусловлено тем, что тогда предотвращается попадание в материал присутствующего в воздухе азота.
Кроме того, в рассматриваемом способе присадочный металл окисляют путем перемешиванием в высокоэнергетической шаровой мельнице, но допускается также последующее дополнительное окисление порошка сплава путем нагревания данного порошка в окислительной атмосфере при условии, что окончательная концентрация избыточного кислорода ограничивается 100 ч/млн или менее. Этап нагревания выполняют с тем, чтобы дополнительно окислить присадочный металл в ходе последующей термообработки и повысить количество оксида в том случае, когда не все присадочные металлы в порошке сплава были окислены (когда степень окисления составила менее 100%) в ходе окислительной обработки в высокоэнергетической шаровой мельнице. Однако даже в том случае, когда присадочный металл окислен в высокоэнергетической шаровой мельнице лишь частично, окислительная обработка нагреванием не всегда обязательна, поскольку сплав может надежно приобрести прочность при условии, что обеспечивается необходимое количество дисперсных частиц. Кроме того, если такую дополнительную окислительную обработку используют, то давление кислорода предпочтительно устанавливают на высоком уровне примерно 7-9 атмосфер и порошок сплава нагревают до температуры в диапазоне от 700 до 900°C, поскольку дисперсные частицы могут укрупняться в процессе дополнительной окислительной обработки.
Кроме того, если порошок подвергали обработке в высокоэнергетической шаровой мельнице в течение долгого времени, то этот порошок демонстрирует явление растворения кислорода в платине, но тогда избыточный кислород может высвобождаться при термообработке порошка в атмосфере со сниженным давлением и при температуре в диапазоне от 700 до 900°C.
Порошок сплава, который был окислен в высокоэнергетической шаровой мельнице вышеописанным образом, может быть сформован в виде заготовки из сплава посредством обработки прессованием с уплотнением. Обработку прессованием с уплотнением предпочтительно выполняют таким способом спекания порошка сплава при одновременном воздействии на него давлением, который аналогичен способу обработки в горячем прессе. В предпочтительном варианте устанавливают следующие условия в горячем прессе: температура от 700 до 1300°C и давление прессования 10 МПа или выше. Кроме того, предпочтительной атмосферой, создаваемой в горячем прессе, является разреженная атмосфера во избежание окисления сплава. Вдобавок к этому является предпочтительным предварительно и «условно» спекать порошок сплава перед обработкой прессованием с уплотнением.
Сплошность сплава после того, как он был спрессован и уплотнен, можно улучшить с помощью процесса ковки. Сплав можно также подвергнуть обработке давлением, такой как, например, прокатка, штамповка и вытяжка, для придания ему заданной формы, а перед перечисленными обработками давлением может быть выполнена термообработка. На этапе прокатки степень обжатия материала важна для увеличения соотношения размеров (зерен) в структуре и, следовательно, она может изменить существующую плотность дисперсных частиц оксида в направлении прокатки и направлении толщины листа. В частности, когда сплав прокатывают, расстояние между дисперсными частицами оксида уменьшается в направлении толщины листа материала, тогда как это же расстояние увеличивается в направлении прокатки. Вдобавок, когда материал подвергают термообработке после того, как он был прокатан, в нем легко образуются рекристаллизованные зерна, имеющие форму, которая вытянута в направлении прокатки за счет роста и характеризуется высоким соотношением размеров. Степень обжатия предпочтительно составляет 70% или выше, и чем выше степень обжатия, тем более высокое соотношение размеров приобретает полученная структура.
Краткое описание чертежей
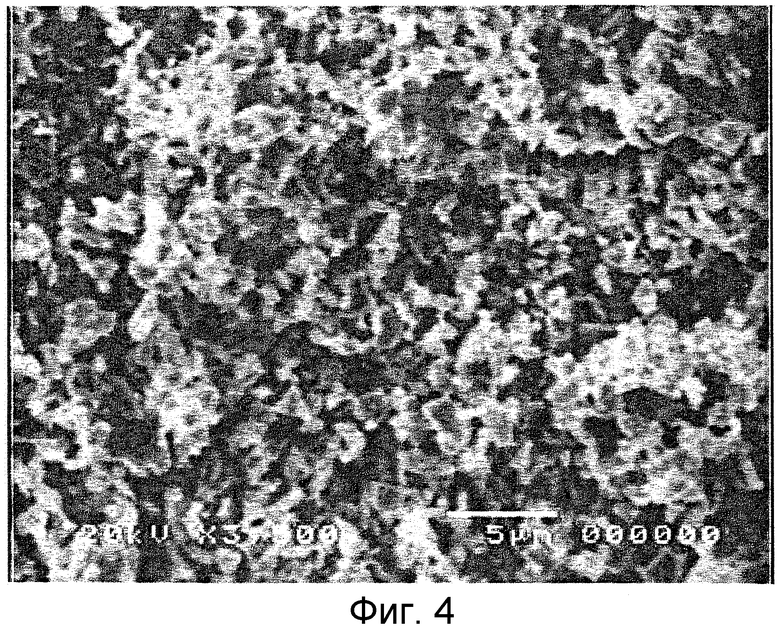
Фиг.1 представляет собой изображение в сканирующем электронном микроскопе (СЭМ) порошка сплава платины и диоксида циркония, полученного способом распыления по первому варианту осуществления;
Фиг.2 представляет собой СЭМ-изображение порошка сплава после обработки в аттриторе по первому варианту осуществления;
Фиг.3 представляет собой СЭМ-изображение легированной проволоки после двухчасовой обработки в аттриторе по третьему варианту осуществления;
Фиг.4 представляет собой СЭМ-изображение легированной проволоки после 30-часовой обработки в аттриторе по третьему варианту осуществления; и
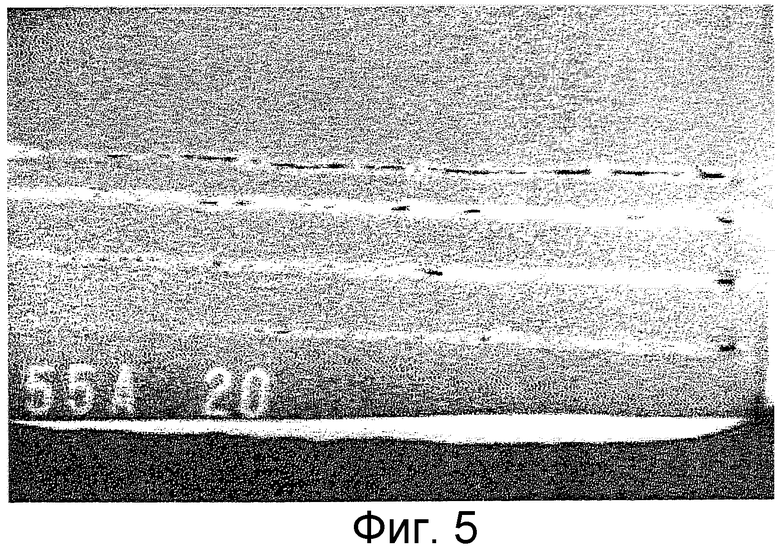
Фиг.5 представляет собой фотографию, показывающую состояние внутренних газовых раковин после сварки в сравнительном примере.
Наилучший вариант осуществления изобретения
Ниже следует описание предпочтительного варианта осуществления настоящего изобретения. В соответствии с данным вариантом был получен платиновый материал с дисперсными оксидными частицами, в котором частицы оксида циркония (диоксида циркония) диспергированы в платине.
Первый вариант осуществления: порошок платиново-циркониевого сплава получали приготовлением сплава платины с 0,05 мас.% циркония посредством вакуумной плавки и распылением расплавленного металлического сплава газом в атмосфере аргона. Что касается условий распыления, то температуру распыления выдерживали на уровне 2000°C, а давление газа - на уровне 40 кПа. Полученный таким образом порошок сплава имел диаметр частиц 40 мкм. На фиг.1 показано СЭМ-изображение этого порошка сплава. Как видно из фиг.1, полученный в данном случае порошок сплава представлял собой порошок с приблизительно сферическими частицами.
Затем 1500 г порошка сплава поместили в аттритор (имевший следующие размеры: внутренний диаметр ⊘200 мм Ч высота 185 мм, с использованием материала диоксида циркония, и состоявший из емкости, изготовленной из диоксида циркония, и лопастной мешалки из нержавеющей стали с покрытием из диоксида циркония). На вышеупомянутом этапе одновременно вводили 7 кг шаров из диоксида циркония диаметром 5 мм и 1,0 л ультрачистой воды. Затем аттритор перемешивал порошок сплава с частотой вращения 340 об/мин в течение 11 часов мешалкой для окисления порошка сплава. На фиг.2 представлена форма частиц порошка сплава после того, как он был обработан в аттриторе. После обработки порошка сплава со сферическими частицами в аттриторе они имели неопределенную форму из-за ее изменения вследствие многократной деформации и адгезии.
После окисления порошок сплава извлекли, загрузили в пресс-форму и предварительно спекли нагреванием в атмосфере с давлением 1,5Ч10-2 Па при 1200°C в течение одного часа. Спеченный сплав имел размеры 40 мм x 40 мм x 135 мм, плотность 7,42 г/см3 и сплошность 34,6%.
Затем предварительно спеченный сплав спрессовали и уплотнили в горячем прессе. На вышеупомянутом этапе температуру пресса устанавливали на уровне 1200°C, а давление пресса - на уровне 20 МПа. Кроме того, поддерживаемая атмосфера была разреженной атмосферой с давлением 1,5Ч10-2 Па и период времени прессования выдерживали равным одному часу. В результате полученная прессовка сплава имела размеры 40,34 мм x 40,45 мм x 60,53 мм, плотность 16,23 г/см3 и сплошность 75,6%.
Затем прессовку подвергали горячей ковке при температуре 1300°C для дополнительного повышения сплошности. Кованный сплав имел размеры 65 мм Ч 65 мм Ч 18 мм и сплошность примерно 100%. И, наконец, получили три сорта листового материала, изготовленного из платиново-циркониевого сплава с дисперсными оксидными частицами, посредством выполнения следующих этапов: холодной прокатки сплава в лист толщиной 4 мм; его термообработки листа (при 1250°C в течение 30 мин) для его отжига и его дополнительной холодной прокатки в лист с толщинами 1,0 мм, 0,8 мм и 0,3 мм.
Сначала с помощью анализатора кислорода количественно определили общее количество кислорода в платиново-циркониевом сплаве с дисперсными оксидными частицами, полученном согласно данному варианту осуществления. Кроме того, количественно определили количество диоксида циркония (количество оксида присадочного металла) расплавлением платинового материала в царской водке, отделением нерастворившегося остатка фильтрацией и взвешиванием этого остатка. В результате вычисления концентрации избыточного кислорода и степени окисления платинового материала согласно данному варианту осуществления исходя из значений, измеренных вышеописанным образом, оказалось, что концентрация избыточного кислорода составляла 0 ч/млн, а степень окисления составляла 50%. Кроме того, диаметр частиц и дисперсионное состояние дисперсных частиц в полученном сплаве подтверждали погружением полученного сплава в царскую водку (при 80°C) для растворения платины и наблюдением дисперсных частиц. В результате диаметр частиц диоксида циркония в платиновом сплаве согласно данному варианту осуществления оценили в 0,02 мкм. Вдобавок в результате вычисления среднего значения расстояний между частицами на основе модели правильного тетраэдра (которая предполагает, что дисперсные частицы размещены в вершинах правильного тетраэдра) его оценили в 0,19 мкм.
Второй вариант осуществления: платиновый материал приготовили посредством выполнения следующих этапов: приготовили порошок платинового сплава обработкой в аттриторе таким же образом, как и в случае с первым вариантом осуществления; дополнительно окислили порошок платинового сплава в тигле для окисления и спрессовали и уплотнили порошок при тех же условиях, как и в первом варианте осуществления. На вышеупомянутом этапе окисления устанавливали условия окислительной обработки с давлением кислорода 9 атмосфер, температурой 800°C и периодом времени нагревания 10 часов.
В результате вычисления степени окисления и концентрации избыточного кислорода в платиново-циркониевом сплаве с дисперсными оксидными частицами, полученном согласно данному варианту осуществления, таким же образом, как и в случае с первым вариантом осуществления, концентрация избыточного кислорода оказалась равной 95 ч/млн, а степень окисления - 100%. Кроме того, в результате подтверждения диаметра частиц и дисперсионного состояния дисперсных частиц в полученном сплаве таким же образом, как и в случае с первым вариантом осуществления, диаметр частиц диоксида циркония оценили в 0,02 мкм, а среднее значение расстояний между частицами - в 0,34 мкм.
Третий вариант осуществления: резанную легированную проволоку приготовили путем выполнения следующих этапов: приготовили металлический расплав платинового сплава вакуумным плавлением этого сплава таким же образом, как и в случае с первым вариантом осуществления; разлили металлический расплав с получением слитка; слиток подвергли операции волочения проволоки с получением легированной проволоки диаметром 0,1 мм и затем разрезали ее на куски длиной 3 мм. Затем эту резанную легированную проволоку обработали в аттриторе с частотой вращения 340 об/мин в течение 30 часов. На фиг.3 показано состояние порошка после 2 часов обработки в аттриторе, а на фиг.4 показано состояние порошка после 30 часов. Обработанный вышеупомянутый образом порошок подвергли термообработке в атмосфере при 800°C с пониженным давлением 1,5Ч10-2 Па в течение 10 часов. Затем порошок прессовали и уплотнили в платиновый материал в таких же условиях, как и в первом варианте осуществления.
В результате вычисления степени окисления и концентрации избыточного кислорода в платиново-циркониевом сплаве с дисперсными оксидными частицами, полученном согласно данному варианту осуществления, таким же образом, как и в случае с первым вариантом осуществления, концентрация избыточного кислорода оказалась равной 60 ч/млн, а степень окисления - 100%. Кроме того, в результате подтверждения диаметра частиц и дисперсионного состояния дисперсных частиц в полученном сплаве таким же образом, как и в случае с первым вариантом осуществления, диаметр частиц диоксида циркония оценили в 0,02 мкм, а среднее значение расстояний между частицами - в 0,34 мкм.
Сравнительный пример: в этом случае платиновый материал готовили так, чтобы концентрация избыточного кислорода была выше, чем в вышеописанных первом, втором и третьем вариантах осуществления. Платиновый материал приготовили посредством выполнения следующих этапов: приготовили порошок платинового сплава обработкой в аттриторе таким же образом, как и в случае с первым вариантом осуществления; дополнительно окисляли порошок платинового сплава в тигле для окисления и спрессовали и уплотнили порошок в таких же условиях, как и в первом варианте осуществления. На вышеупомянутом этапе окисления устанавливали условия окислительной обработки с давлением кислорода 9 атмосфер, температурой 800°C и периодом времени нагревания 15 часов. В результате вычисления степени окисления и концентрации избыточного кислорода в платиново-циркониевом сплаве с дисперсными оксидными частицами, полученном в данном сравнительном примере, таким же образом, как и в случае с первым вариантом осуществления, концентрация избыточного кислорода оказалась равной 115 ч./млн, а степень окисления - 100%.
Платиновый материал, полученный в каждом варианте осуществления и вышеописанном сравнительном примере, подвергли испытанию на длительную прочность (ползучесть до разрыва) и дополнительным исследованиям для выявления того, образовались ли или нет внутренние газовые раковины, когда материал сваривали, и образовались или нет пузыри, когда материал нагревали до высокой температуры. Длительную прочность (сопротивление ползучести) определяли измерением периода времени до момента, когда лист толщиной 0,8 мм разрушался, с момента помещения в атмосферу с температурой 1400°C и приложения напряжения 20 МПа. В испытании на свариваемость поверхность листа толщиной 1,0 мм просканировали автоматическим сварочным аппаратом и затем визуально контролировали присутствие или отсутствие внутренних газовых раковин в зоне проплавления. Кроме того, в испытании на нагрев лист толщиной 0,3 мм нагревали до 1700°C и выдерживали в течение 3 часов, а затем визуально обследовали на предмет появления или отсутствия пузырей на поверхности. Результаты описанных обследований представлены в нижеследующей таблице.
Из таблицы 1 очевидно, что время до разрушения при ползучести всех платиновых материалов, полученных в вариантах осуществления настоящего изобретения, превышало 200 часов. Что касается времени до разрушения при ползучести, то платина демонстрирует сопротивление ползучести в 1,7 МПа по разрушающему усилию в случае испытания при 1400°C в течение 100 часов и немедленно разрывается, когда это усилие равно 20 МПа. Кроме того, даже имеющаяся в настоящее время в продаже традиционная упрочненная платина демонстрирует время до разрушения при ползучести примерно 100 часов в случае испытания при 1400°C и 20 МПа. Соответственно, очевидно, что платиновые материалы в соответствии с вариантами осуществления настоящего изобретения являются достаточно упрочненными.
Кроме того, платиновые материалы в соответствии с вариантами осуществления настоящего изобретения обнаружили подходящий внешний вид без образования внутренних газовых раковин после сварки и без пузырей после нагревания до высокой температуры. С другой стороны, у платинового материала согласно сравнительному примеру обнаружены внутренние газовые раковины и пузыри, хотя и немного. На фиг.5 изображено состояние внутренних газовых раковин, образовавшихся при сваривании образца из сравнительного примера. Такие внутренние газовые раковины и пузыри развиваются в полость, когда этот материал применяют при высокой температуре в течение длительного периода времени, и вызывают снижение прочности материала.
Промышленная применимость
Как описано выше, платиновый материал с дисперсными оксидными частицами в соответствии с настоящим изобретением не претерпевает такого явления, сказывающегося на прочности материала, как образование пузырей, даже при длительном применении в условиях высокотемпературной окружающей среды, и допускает стабильное применение. Кроме того, платиновый материал обладает подходящей свариваемостью и может обеспечивать получение качественного сварного шва, в котором не обнаруживается такой дефект сварки, как внутренние газовые раковины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВА С ДИСПЕРСНЫМИ ОКСИДАМИ | 2005 |
|
RU2333269C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНО-УПРОЧНЕННЫХ СПЛАВОВ НА ОСНОВЕ ПЛАТИНЫ | 1991 |
|
RU2017584C1 |
| Способ изготовления структурно-градиентных и дисперсно-упрочненных порошковых материалов (варианты) | 2019 |
|
RU2725457C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ЖЕЛЕЗА | 2014 |
|
RU2560484C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ НИКЕЛЯ | 2014 |
|
RU2563084C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО АРМИРОВАННОГО ПОРОШКОВОГО МАТЕРИАЛА | 2014 |
|
RU2573309C1 |
| КАТАЛИЗАТОР ДЛЯ НЕЙТРАЛИЗАЦИИ ОТРАБОТАВШИХ ГАЗОВ ДИЗЕЛЬНЫХ ДВИГАТЕЛЕЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2259228C2 |
| КОНСТРУКЦИЯ КАТАЛИЗАТОРА С ЦЕЛЬНЫМИ ТЕПЛООБМЕННЫМИ ПОВЕРХНОСТЯМИ | 1991 |
|
RU2065766C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНО-УПРОЧНЕННЫХ МЕТАЛЛОВ И СПЛАВОВ ПЛАТИНОВОЙ ГРУППЫ | 1996 |
|
RU2096136C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ПЛАТИНЫ ИЛИ ПЛАТИНОРОДИЕВЫХ СПЛАВОВ | 2013 |
|
RU2563913C1 |


Изобретение относится к порошковой металлургии, в частности к получению дисперсно-упрочненного оксидами платинового материала. Может использоваться в качестве конструкционного материала. Упрочненный дисперсными оксидными частицами платиновый материал содержит матрицу из платины или платинового сплава и дисперсные частицы металлического оксида присадочного металла. Концентрация кислорода в материале, помимо кислорода, связанного с присадочным металлом, - 100 ч/млн или менее. Средний диаметр дисперсных частиц - 0,2 мкм или менее, среднее значение расстояний между частицами - 0,01-2,7 мкм, концентрация дисперсных частиц - 0,01-0,5 мас.%. Материал может стабильно использоваться при высоких температурах и обладает высокой свариваемостью. 7 з.п. ф-лы, 5 ил., 1 табл.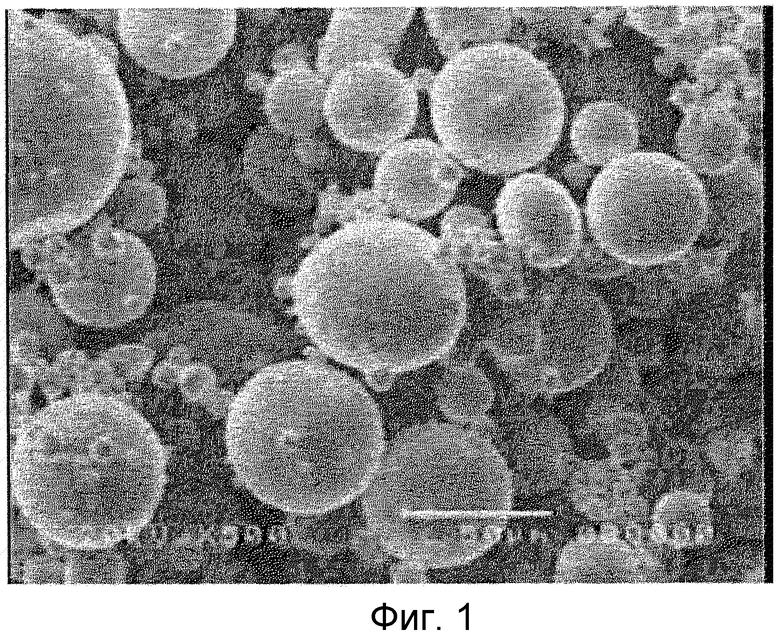
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНО-УПРОЧНЕННОГО МАТЕРИАЛА НА ОСНОВЕ ПЛАТИНЫ | 1987 |
|
SU1499952A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНО-УПРОЧНЕННЫХ СПЛАВОВ НА ОСНОВЕ ПЛАТИНЫ | 1991 |
|
RU2017584C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1986 |
|
SU1455547A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

