Изобретение относится к области вооружения и экипировки, к разработкам средств защиты и может быть использовано для изготовления бронещитов для личного состава спецподразделений.
Известна бронеплита по патенту RU №2165583 от 12.04.1999 г., МПК F41H 5/04, содержащая слои полимерного композита и плитки из твердосплавного материала, например керамические.
Известна пулезащитная бронепанель по патенту RU №2190823 от 05.07.2001 г., МПК7 F41H 1/02, содержащая слои полимерного композита и плитки из твердосплавного материала, например керамические.
Известна бронепанель и способ ее изготовления по патенту США №3873998 от 26.03.74 г., НКИ 2-2.5, МПК F41H 1/02, содержащая слои полимерного композита и плитки из твердосплавного материала, например керамические.
Известна бронепанель и способ ее изготовления по заявке ЕР №0251395 опубл. 07.01.88 г., МПК F41H 5/04, содержащая слои полимерного композита и плитки из высокотвердого материала, например, керамические.
Также известен способ изготовления бронещита из полимерных композиционных материалов и бронещит из полимерных композиционных материалов по заявке ЕР №0337041, опубл. 18.10.89 г., МПК F41H 5/04.
Известный способ изготовления бронещита включает формирование пакета путем укладки на матрицу пропитанных синтетическим связующим облицовочных слоев, слоя керамических плиток и затем пропитанных синтетическим связующим баллистических слоев из арамидной ткани, отверждение полученного пакета под давлением.
Известный бронещит содержит пакет из пропитанных синтетическим связующим облицовочных слоев, слоя керамических плиток и уложенных на него пропитанных синтетическим связующим баллистических слоев из арамидной ткани.
Недостатком известного способа является его низкая технологичность при прессовании с использованием хрупкой керамики, предусматривающей повышенные требования к формированию пакета и узкий допуск величины усилия прессования, а также контактного давления по зонам пакета.
Недостатком известного устройства является низкая надежность работы бронещита из-за низких-защитных характеристик по зонам защитной поверхности, а также его высокая стоимость.
Известный способ изготовления и известный бронещит как наиболее близкие по технической сущности и достигаемому результату выбраны в качестве прототипа.
Технической задачей, на решение которой направлены заявляемые изобретения, является разработка более технологичного в изготовлении и дешевого бронещита повышенной надежности работы.
Технический результат, который может быть получен при решении технической задачи по реализации предлагаемого способа, заключается в повышении технологичности изготовления бронещита, в частности в повышении технологичности формирования пакета за счет снижения требований по его укладке, по усилию прессования и контактному давлению в слоях.
Технический результат устройства, который может быть получен при решении технической задачи, заключается в повышении надежности работы бронещита за счет повышения его защитных характеристик по зонам, когда основная зона бронещита выполнена по высокому классу защиты за счет наличия слоя с керамическими плитками, а периферийная - без керамики, по более низкому, где решающим фактором являются прочностные характеристики баллистических слоев при их преодолении высокоскоростными поражающими элементами, а в баллистических слоях, где скорость поражающих элементов значительно снижена преодолением керамики, решающим фактором являются упруго-пластичные свойства материала баллистических слоев, кроме того технический результат заключается в снижении стоимости бронещита за счет уменьшения расхода дорогостоящей керамики.
Поставленная задача с достижением технического результата решается за счет того, что способ изготовления бронещита включает формирование пакета путем укладки на матрицу пропитанных синтетическим связующим облицовочных слоев, слоя керамических плиток и затем пропитанных синтетическим связующим баллистических слоев из арамидной ткани, отверждение полученного пакета под давлением, при этом в соответствии с изобретением для укладки на слой керамических плиток используют баллистические слои из арамидной ткани, пропитанные связующим на основе уретанового форполимера с массовым содержанием связующего 35...50%, керамические плитки в слое укладывают рядами со смещением рядов друг относительно друга на половину плитки и с образованием ступенек в рядах плиток по периферии и периферийной зоны без плиток, при этом плитки склеивают между собой клеем на основе уретанового форполимера, ступеньки в рядах плиток по периферии заполняют посредством вклеивания треугольных керамических плиток, а периферийную зону без плиток заполняют посредством укладки пропитанных связующим на основе уретанового форполимера баллистических слоев из арамидной ткани суммарной толщиной, превышающей толщину керамической плитки на 0,4...0,8 мм, и с массовым содержанием связующего 30...45%, меньшим, чем в баллистических слоях из арамидной ткани, уложенной на слой керамических плиток. Используют уретановый форполимер СКУ ПФЛ-100. Периферийные зоны без плиток образуют в углах бронещита.
Поставленная задача с достижением технического результата для устройства решается за счет того, что бронещит содержит пакет из пропитанных синтетическим связующим облицовочных слоев, слоя керамических плиток и уложенных на него пропитанных синтетическим связующим баллистических слоев из арамидной ткани, а в соответствии с изобретением баллистические слои из арамидной ткани пропитаны связующим на основе уретанового форполимера с массовым содержанием связующего 35...50%, слой керамических плиток сформирован из склеенных клеем на основе уретанового форполимера плиток, уложенных рядами со смещением рядов друг относительно друга на половину плитки и с образованием ступенек в рядах плиток по периферии, в которые вклеены треугольные керамические плитки, и периферийной зоны без плиток, в которой размещены пропитанные связующим на основе уретанового форполимера баллистические слои из арамидной ткани суммарной толщиной, превышающей толщину керамической плитки на 0,4...0,8 мм, и с массовым содержанием связующего 30...45%, меньшим, чем в баллистичесих слоях из арамидной ткани, уложенных на слой керамических плиток. Уретановым форполимером является СКУ ПФЛ-100. Периферийные зоны без плиток расположены в углах бронещита.
Отличительными признаками способа являются следующие.
Для укладки на слой керамических плиток используют баллистические слои из арамидной ткани, пропитанные связующим на основе уретанового форполимера с массовым содержанием связующего 35...50%.
Керамические плитки в слое укладывают рядами со смещением рядов друг относительно друга на половину плитки и с образованием ступенек в рядах плиток по периферии и периферийной зоны без плиток.
При этом плитки склеивают между собой клеем на основе уретанового форполимера.
Ступеньки в рядах плиток по периферии заполняют посредством вклеивания треугольных керамических плиток.
Периферийную зону без плиток заполняют посредством укладки пропитанных связующим на основе уретанового форполимера баллистических слоев из арамидной ткани суммарной толщиной, превышающей толщину керамической плитки на 0,4...0,8 мм, и с массовым содержанием связующего 30...45%, меньшим, чем в баллистических слоях из арамидной ткани, уложенной на слой керамических плиток.
Используют уретановый форполимер СКУ ПФЛ-100.
Периферийные зоны без плиток образуют в углах бронещита.
Отличительными признаками устройства являются следующие.
Баллистические слои из арамидной ткани пропитаны связующим на основе уретанового форполимера с массовым содержанием связующего 35...50%.
Слой керамических плиток сформирован из склеенных клеем на основе уретанового форполимера плиток, уложенных рядами со смещением рядов друг относительно друга на половину плитки и с образованием ступенек в рядах плиток по периферии, в которые вклеены треугольные керамические пливски, и периферийной зоны без плиток, в которой размещены пропитанные связующим на основе уретанового форполимера баллистические слои из арамидной ткани суммарной толщиной, превышающей толщину керамической плитки на 0,4...0,8 мм, и с массовым содержанием связующего 30... 45%, меньшим, чем в баллистичесих слоях из арамидной ткани, уложенных на слой керамических плиток.
Уретановым форполимером является СКУ ПФЛ-100. Периферийные зоны без плиток расположены в углах бронещита.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенное техническое решение существенными отличиями по сравнению с известным уровнем техники и аналогами. Данное техническое решение является результатом научно-исследовательской и экспериментальной работы по повышению технологичности изготовления и надежности работы бронещита с его значительным удешевлением без использования известных проектировочных решений, рекомендаций, материалов и обладает неочевидностью, что свидетельствует о его соответствии критерию «изобретательский уровень».
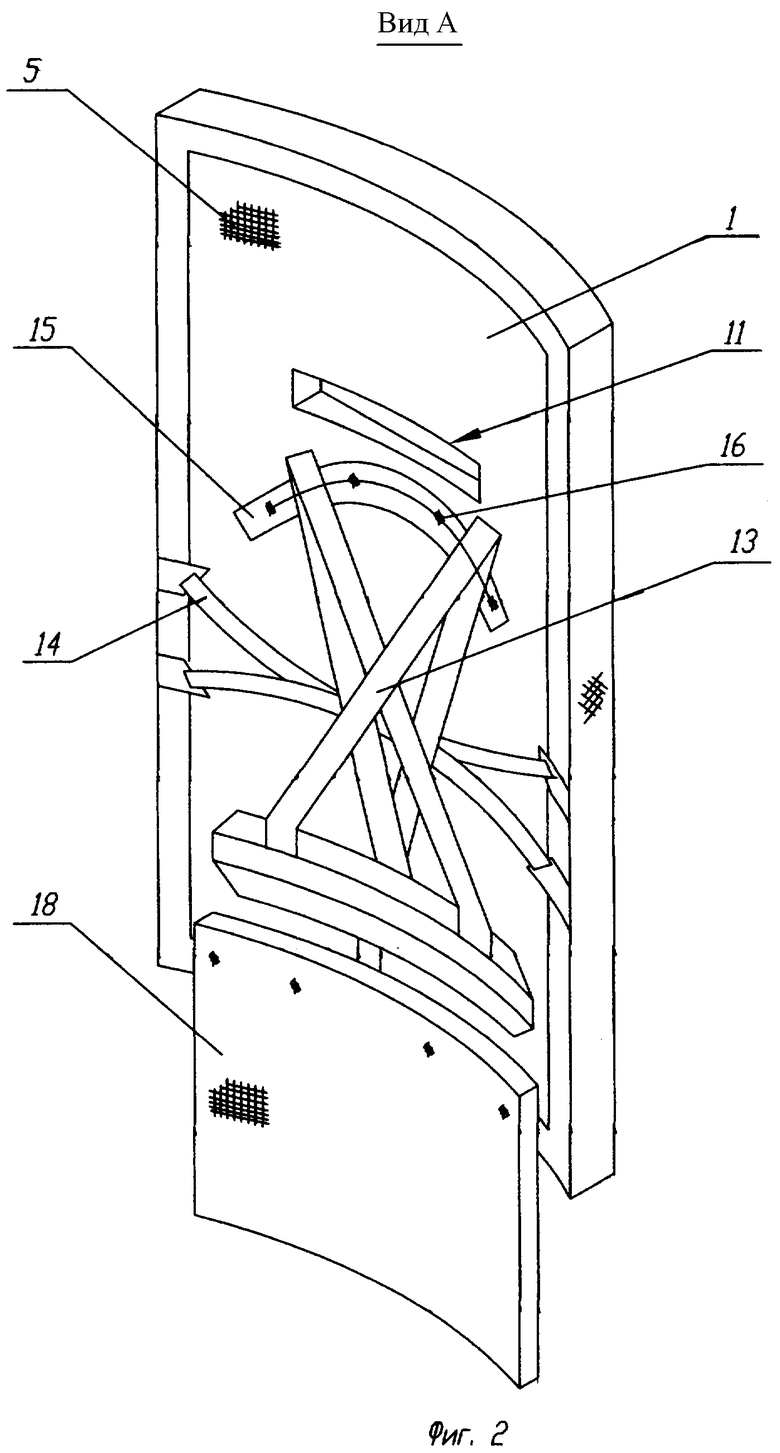
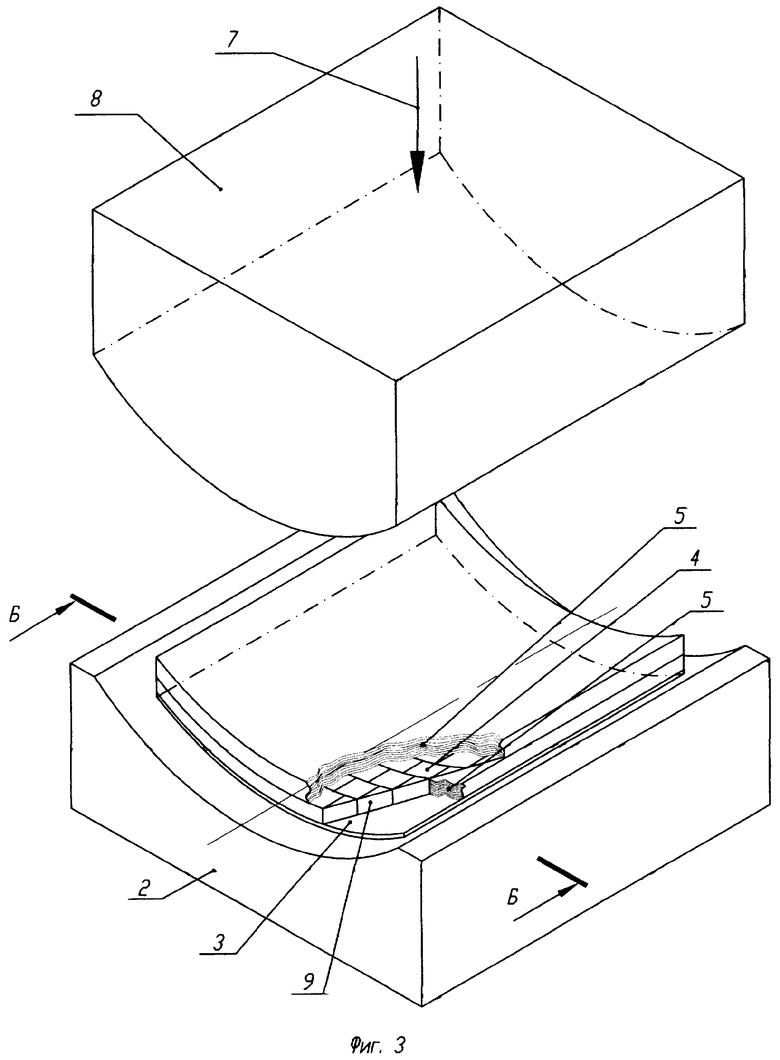
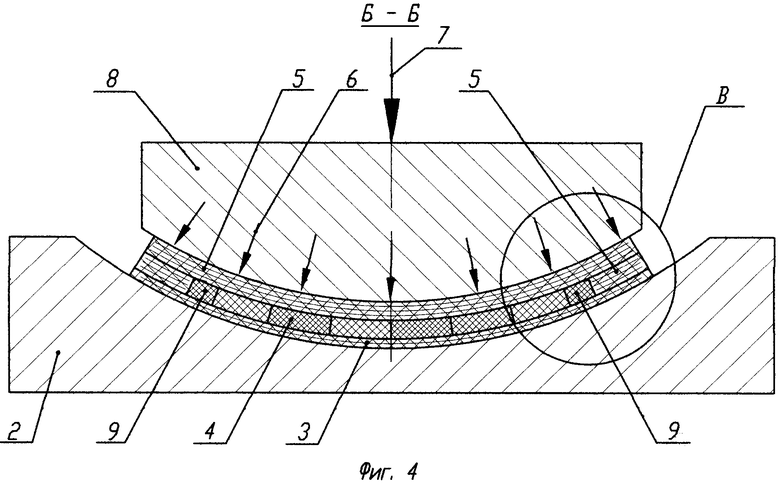
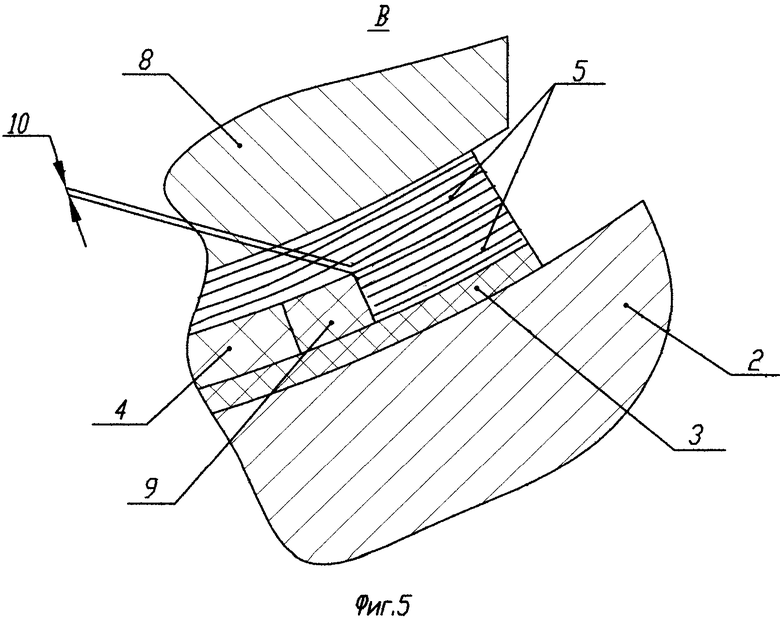
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид бронещита, на фиг.2 - общий вид бронещита с тыльной стороны, на фиг.3 - общий вид способа изготовления бронещита, на фиг.4 - поперечный разрез способа изготовления бронещита, на фиг.5 - поперечный разрез способа изготовления бронещита в угловой зоне.
Способ изготовления бронещита 1 включает формирование пакета путем укладки на матрицу 2 пропитанных синтетическим связующим облицовочных слоев 3, слоя керамических плиток 4 и затем пропитанных синтетическим связующим баллистических слоев 5 из арамидной ткани, отверждение полученного пакета под давлением.
Для укладки на слой керамических плиток 4 используют баллистические слои 5 из арамидной ткани, пропитанные связующим на основе уретанового форполимера с массовым содержанием связующего 35...50%, керамические плитки в слое укладывают рядами со смещением рядов друг относительно друга на половину плитки и с образованием ступенек в рядах плиток по периферии и периферийной зоны без плиток.
Плитки склеивают между собой клеем на основе уретанового форполимера, ступеньки в рядах плиток по периферии заполняют посредством вклеивания треугольных керамических плиток 9.
Периферийную зону без плиток заполняют посредством укладки пропитанных связующим на основе уретанового форполимера баллистических слоев из арамидной ткани суммарной толщиной, превышающей толщину керамической плитки на 0,4...0,8 мм - 10, и с массовым содержанием связующего 30...45%, меньшим, чем в баллистических слоях из арамидной ткани, уложенной на слой керамических плиток.
Для повышения эластичности связующего используют уретановый форполимер СКУ ПФЛ-100.
Периферийные зоны без плиток образуют в углах бронещита. Бронещит 1 содержит пакет из пропитанных синтетическим связующим облицовочных слоев 3, слоя керамических плиток 4 и уложенных на него пропитанных синтетическим связующим баллистических слоев 5 из арамидной ткани.
Баллистические слои 5 из арамидной ткани пропитаны связующим на основе уретанового форполимера с массовым содержанием связующего 35...50%.
Слой керамических плиток 4 сформирован из склеенных клеем на основе уретанового форполимера плиток 4, уложенных рядами со смещением рядов друг относительно друга на половину плитки и с образованием ступенек в рядах плиток 4 по периферии, в которые вклеены треугольные керамические плитки 9, и периферийной зоны без плиток, в которой размещены пропитанные связующим на основе уретанового форполимера баллистические слои 5 из арамидной ткани суммарной толщиной, превышающей толщину керамической плитки на 0,4...0,8 мм, и с массовым содержанием связующего 30...45%, меньшим, чем в баллистичесих слоях 5 из арамидной ткани, уложенных на слой керамических плиток.
Уретановым форполимером является СКУ ПФЛ-100. Периферийные зоны без плиток расположены в углах бронещита.
Вариант конкретного исполнения способа изготовления бронещита 1 заключается в том, что усилие прессования 7 прикладывают к пуансону 8, а благодаря превышению 10 толщины баллистических слоев 5 над толщиной плиток 4 и 9 контактное давление прессования в угловых зонах превышает давление прессования в основной зоне. Определенное экспериментально превышение 10 обеспечивает оптимальную плотность материала баллистических слоев 5 по зонам и оптимальное содержание эластичного связующего.
Вариант конкретного исполнения бронещита 1 заключается в том, что он снабжен смотровым окном 11 с бронестеклом 12. Для транспортировки бронещита личным составом имеются съемные лямки 13, которые крепятся с тыльной его стороны, там же закреплены гибкие 14 и жесткие 15 рукоятки. Крепежные детали 16 этих элементов расположены в сквозных отверстиях, закрытых бронеколпаками 17. В нижней части бронещита закреплен гибкий противоосколочный фартук 18.
Работает бронещит следующим образом. При взаимодействии поражающего элемента с основной зоной бронещита 1 поражающий элемент разбивается на осколки о керамические плитки 4 или 9 и преодолевает их со значительной потерей скорости. Энергия осколков поражающего элемента полностью теряется за счет того, что при малых скоростях взаимодействия к сопротивлению преодоления «успевает» подключиться значительный массив материала баллистических слоев 5, работающих в основном на изгиб, что достигается благодаря упруго-эластичным свойствам материала баллистических слоев 5 основной зоны с повышенным содержанием эластичного связующего. Осколки поражающего элемента останавливаются в баллистических слоях 5 основной зоны. Так как угловые зоны выполнены по более низкому классу защиты, они предназначены для защиты от поражающих элементов хотя и высокоскоростных, но меньшей поражающей способности. Динамика их взаимодействия с бронепреградой такова, что решающую роль в реализации ее защитных свойств играют прочностные характеристики, а это достигается пониженным содержанием связующего в материале баллистических слоев.
Таким образом, использование изобретений позволит создать высокотехнологичную конструкцию бронещита с повышенной надежностью работы, что и подтверждает использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний бронещитов, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бронещита из полимерных композиционных материалов и бронещит из полимерных композиционных материалов | 2018 |
|
RU2707160C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕПАНЕЛИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕПАНЕЛЬ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2008 |
|
RU2414670C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕПАНЕЛИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕПАНЕЛЬ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2008 |
|
RU2415367C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕПАНЕЛИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕПАНЕЛЬ ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2016 |
|
RU2632653C1 |
| ПУЛЕЗАЩИТНАЯ БРОНЕПАНЕЛЬ | 2001 |
|
RU2190823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕВСТАВКИ ДЛЯ ПОНОЖЕЙ ЗАЩИТЫ ГОЛЕНИ И БЕДРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕВСТАВКА ДЛЯ ПОНОЖЕЙ ЗАЩИТЫ ГОЛЕНИ И БЕДРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2499220C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСКОВОЙ ТРУБЫ МНОГОУГОЛЬНОГО СЕЧЕНИЯ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ПУСКОВАЯ ТРУБА МНОГОУГОЛЬНОГО СЕЧЕНИЯ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2334932C1 |
| БРОНЕПАНЕЛЬ ПУЛЕЗАЩИТНАЯ | 2012 |
|
RU2491494C1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ КОМПОЗИТНОЙ БРОНИ | 2019 |
|
RU2726701C1 |
| ПУЛЕЗАЩИТНАЯ ПАНЕЛЬ ДЛЯ СРЕДСТВ БРОНЕЗАЩИТЫ | 1997 |
|
RU2130159C1 |
Группа изобретений относится к бронещитам для личного состава. Предложен способ изготовления бронещита и бронещит. Способ включает формирование пакета путем укладки на матрицу пропитанных синтетическим связующим облицовочных слоев, слоя керамических плиток и затем пропитанных синтетическим связующим баллистических слоев из арамидной ткани, пропитанных связующим с массовым содержанием 35...50%, отверждение полученного пакета под давлением. Керамические плитки в слое укладывают рядами со смещением рядов друг относительно друга на половину плитки и с образованием ступенек в рядах плиток по периферии и периферийной зоны без плиток. Плитки склеивают между собой. Ступеньки в рядах плиток по периферии заполняют посредством вклеивания треугольных керамических плиток. Периферийную зону без плиток заполняют посредством укладки пропитанных связующим баллистических слоев из арамидной ткани суммарной толщиной, превышающей толщину керамической плитки на 0,4...0,8 мм, и с массовым содержанием связующего 30...45%, меньшим, чем в баллистических слоях из арамидной ткани, уложенных на слой керамических плиток. Изобретение направлено на повышение технологичности способа изготовления бронещита и надежности работы бронещита. 2 н. и 4 з.п. ф-лы, 5 ил.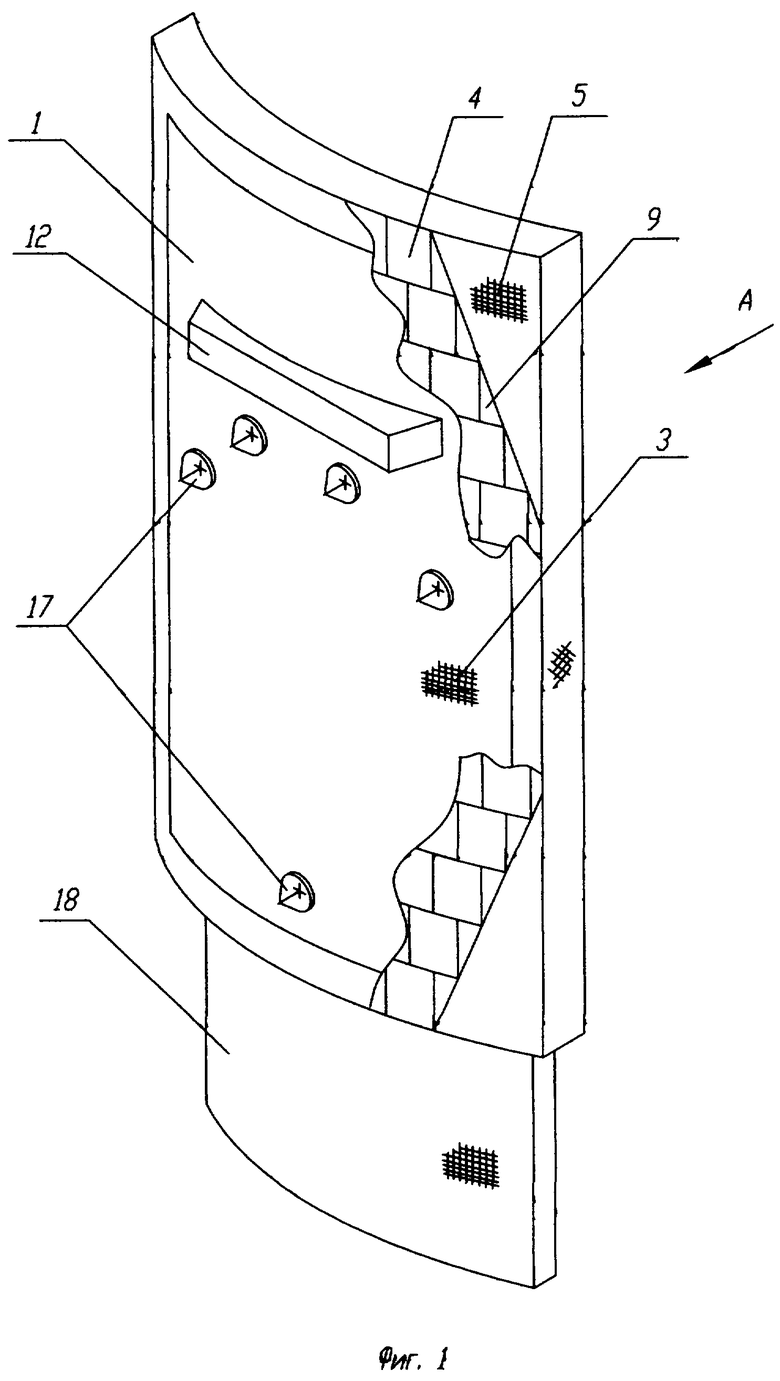
| Антивибрационная смазка для алмазного бурения | 1969 |
|
SU337041A1 |
| БРОНЕПЛИТА | 1999 |
|
RU2165583C2 |
| БРОНЕЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2080544C1 |
| СТРУКТУРА - КРЕМНИЙ НА ИЗОЛЯТОРЕ ДЛЯ СБИС (ВАРИАНТЫ) | 1998 |
|
RU2149482C1 |

