Настоящее изобретение относится к способу изготовления многослойной печатной платы. Способ, в частности, подходит для изготовления гибких многослойных элементов, содержащих, например, антенны радиочастотной идентификации РЧИ (RFID).
Предложенный в настоящей заявке способ подходит для изготовления печатных плат, например контактных площадок для клавиатур, гибких сенсорных ковриков и матриц, этикеток контроля продукции, антенных элементов для радиометок РЧИ, идентификационных и платежных карт, компонентов гибких и солнечных батарей, а также тепловых сопротивлений. Настоящее изобретение описано главным образом на примере способа изготовления антенных многослойных плат для устройств РЧИ. Такие платы, как правило, являются компонентами смарт-меток, либо входят в состав более толстых многослойных структур, размещаясь, например, внутри платежной карты, считываемой контактным способом или дистанционно.
Изделие, изготовленное упомянутым способом и поступившее к потребителю или предназначенное для дальнейшей обработки на этом же предприятии, обычно представляет собой рулон, в котором находятся антенны РЧИ, разнесенные с определенными промежутками по длине и ширине ленты тканеобразного материала подложки, подходящего для дальнейшей обработки и использования готового изделия. Материал подложки представляет собой непроводящий материал, предусматривающий возможность сматывания его в рулон, например бумагу или пластик, и обычно имеет толщину 20-100 мкм, как правило, порядка 50 мкм. Собственно антенны изготавливают из электропроводящего материала, например, из металла или типографской краски с проводящими частицами. Если применяемый электропроводящий материал представляет собой металлическую фольгу, то обычно это алюминиевая или медная фольга толщиной 5-30 мкм, часто порядка 10 мкм.
Площадь поверхности рисунка проводника по отношению к общей площади антенной ленты составляет обычно 10-50%, как правило 10-30%. Это обусловлено тем, что для осуществления дальнейшей обработки необходимо наличие свободного пространства между рисунками антенны, а также тем, что конструкция антенны сама по себе предусматривает наличие больших свободных участков или участков непроводящего материала. Причем, если речь идет об антенне, такие участки должны быть действительно непроводящими, а не просто электрически изолированными от антенны. Следовательно, если проводящий материал представляет собой металлическую фольгу, то в процессе изготовления антенны требуется тем или иным способом удалить большую его часть, оставив в готовом изделии лишь малую часть. Стоимость процесса удаления обычно определяется количеством подлежащего удалению металла.
При изготовлении изделий с повышенными требованиями к защищенности, таких как паспорта или кредитные карты, все чаще применяют идентификаторы РЧИ. Для получения высокой степени защиты необходимо обеспечить возможность объединения слоя, содержащего идентификатор РЧИ с другими слоями из того же основного материала таким образом, чтобы готовый узел нельзя было разъять, не повредив идентификатор. Следовательно, в процессе изготовления антенны на поверхности основного материала не должно оставаться клеящих или иных веществ, либо такие вещества могут оставаться только на минимальной доле общей площади.
Для многих антенн РЧИ характерна спиральная конструкция. В случае использования такой антенны в устройстве планарной конфигурации, верхний и нижний концы спирали неизбежно окажутся на микросхеме сравнительно далеко друг от друга. Следовательно, необходимо электрически соединить один конец спирали с ее другим концом либо с зоной присоединения микросхемы, так называемым мостом, без электрического соединения указанного моста с промежуточными витками спирали. С другой стороны, иногда для наиболее эффективного использования площади, отведенной под антенну идентификатора, необходимо разместить некоторые элементы антенны, например, половину спиральной конструкции, на одной стороне общей подложи, а остальные элементы на другой с обеспечением электрического соединения этих элементов друг с другом.
В производственном процессе после этапа изготовления антенны обычно следует этап присоединения микросхемы. Оборудование, используемое в серийном производстве для монтажа микросхем, предусматривают возможность обработки антенн именно в виде рулона, а технология предъявляет высокие требования к точности размещения антенн на подложке по длине и ширине ленты. Несмотря на то, что устройства РЧИ, о которых идет речь, на первый взгляд, имеют много общего с компонентами систем электронного наблюдения за товарами ЭНТ (EAS) или защитными этикетками, прикрепляемыми к изделию, требования к точности размещения последних существенно ниже, поскольку резонансные контуры этих устройств не оснащены микросхемами.
Изготовление антенн устройств РЧИ само по себе требует более высокой точности по сравнению с изготовлением резонансных контуров систем ЭНТ (EAS) или защитных этикеток.
Во-первых, в отличие от защитных этикеток, антенны РЧИ оснащены микросхемой, а для зоны присоединения микросхемы характерно, например, наличие пустых участков, т.е. межлинейных промежутков, ширина которых часто едва достигает 100-200 мкм. Во-вторых, после крепления микросхемы она совместно с антенной образует резонансный контур, собственная частота которого должна быть достаточно близка к частоте, на которой работает считывающее устройство, чтобы можно было дистанционно считать записанные в микросхеме данные, а для настройки резонансной частоты необходимо точно выдерживать размеры антенны. В-третьих, спираль защитной этикетки обычно имеет всего несколько витков, причем толщина линий проводника и промежутков между ними обычно измеряется миллиметрами. В то время как спираль антенны РЧИ имеет вдвое или втрое больше витков, которые зачастую необходимо разместить на очень ограниченной площади, ввиду чего толщина линий и межлинейных промежутков может быть на порядок меньше, чем в случае защитных этикеток.
ИЗВЕСТНЫЕ СПОСОБЫ ИЗГОТОВЛЕНИЯ АНТЕНН
При изготовлении антенн чаще всего применяется технология запечатывания серебряной пастой и травления, реже - способ металлического покрытия (электролитического или неэлектролитического). Однако применение вышеуказанных технологий связано, по меньшей мере, со следующими проблемами.
1. Запечатывание серебряной пастой является весьма дорогостоящей процедурой, что объясняется высокой стоимостью проводящей печатной краски. Антенна, отпечатанная серебряной пастой, не является твердым металлическим телом, а потому не отличается высокой прочностью и хорошими электрическими характеристиками. Помимо этого существуют проблемы неудобства крепления микросхемы к отпечатанному проводнику и низкой прочности участка крепления.
2. Травление выполняют с использованием многослойной заготовки, представляющей собой пластиковую подложку, по всей поверхности которой закреплена не содержащая покрытия металлическая фольга. Для обеспечения заданных свойств изделия необходимо удалить основную часть металлической фольги, в данном случае путем ее растворения травильным составом, в результате чего он имеет очень малую, либо даже отрицательную ценность, а в худшем случае представляет собой проблемные отходы. Также для обеспечения заданных свойств изделия необходимо удалять фольгу как на больших площадях сплошного материала, так и в очень узких межлинейных просветах, что осложняет получение изделий высокого качества, особенно учитывая высокие скорости серийного производства. После травления участки материала подложки, с которых была удалена металлическая фольга, полностью покрыты клеящим веществом, из-за чего продукт не подходит для изготовления таких изделий с высокой степенью защиты, как паспорта и кредитные карты. Кроме того, для повышения эффективности, каждый процесс травления, обычно направлен на "разъедание" только одного определенного металла, что исключает вариативность производства. В частности, эффективный процесс травления алюминия часто предусматривает применение резистивной краски на основе растворителя, а потому для удаления самой краски также требуются растворители, что очень неудобно как с точки зрения качества самого изделия, так и с точки зрения его производства. При больших объемах производства процесс травления представляет собой источник экологической опасности и требует согласования с компетентными органами.
3. Способ металлического покрытия представляет собой влажный процесс, и поэтому исключает возможность обработки изделий на основе бумаги. Данный способ требует наличия затравочного слоя, обычно выполняемого посредством печати, что предусматривает использования дорогостоящих красок. Кроме того, наращивание металлического слоя до нужной толщины обычно занимает довольно много времени. Обычно, к способу металлического покрытия прибегают только при изготовлении антенн из меди, а медь является дорогим и экологически вредным материалом. Способы металлического покрытия алюминием в промышленности не применяются.
4. Точные антенные рисунки можно получать посредством лазерного испарения, однако данный способ не подходит для быстрого удаления металла с поверхностей большой площади. Например, сложно осуществить испарение металла многослойного элемента большой площади, имеющего бумажную основу, избежав при этом слишком сильного нагрева бумаги.
УРОВЕНЬ ТЕХНИКИ
В публикации GB 869076 раскрыт способ, в соответствии с которым на поверхность листового материала сначала наносят клеевое покрытие в виде желаемого рисунка, затем к указанному листовому материалу прижимают многослойный элемент, покрытый металлической фольгой, после чего эти два элемента разъединяют. В результате указанных манипуляций металлическая фольга, имеющаяся на многослойном элементе, приклеивается к листовому материалу только в тех местах, на которые был нанесен клей. Такой процесс не подходит для изготовления многослойных элементов с антенной РЧИ, поскольку рисунок, получаемый обдиркой фольги, имеет слишком неточную геометрию.
В публикации WO 01/54226 раскрыт способ, очень схожий с описанным выше, при этом точность получаемого с помощью него результата недостаточна для изготовления, например, зоны присоединения микросхемы или спиральной антенны.
В публикации US 2005/0034995 раскрыт способ, согласно которому на теле подложки размещают металлическую фольгу или металлический порошок, либо посредством нанесения на тело подложки клеевого покрытия в виде рисунка, либо избирательным оплавлением тела подложки, после чего не приклеившиеся участки фольги или частицы порошка удаляют механическим способом, например щеткой.
В публикации ЕР 0790123 раскрыт способ, в котором сначала изготавливают многослойный элемент путем наклеивания металлической фольги по всей поверхности материала подложки, а затем в нужных местах удаляют фольгу лазерным испарением. Похожий способ представлен в публикации DE 4000372. Такой способ подходит для удаления фольги с небольшой части поверхности, однако, он малопригоден для серийного производства многослойных элементов антенн РЧИ, поскольку для обеспечения заданных свойств изделия необходимо удалить большую часть фольги, тогда как удаление лазерным испарением является трудоемкой, дорогостоящей и технически сложной операцией, что связано с недопустимостью повреждения материала подложки. Кроме того, при использовании данного способа на участках подложки, с которых была удалена металлическая фольга, остается клеевое покрытие, что делает конечный продукт непригодным для изготовления изделий с высокой степенью защиты, таких как паспорта и кредитные карты.
В той же публикации ЕР 0790123 раскрыт альтернативный способ, в соответствии с которым сначала изготавливают многослойный элемент, нанося между подложкой и фольгой требуемый рисунок клеящего вещества, затем обрезают фольгу по контуру клеевого рисунка и, наконец, удаляют отрезанные части фольги. Такой способ может быть приемлем в тех случаях, когда не требуется выполнение тонких линий и межлинейных промежутков, но едва ли применим для серийного производства многослойных элементов антенн РЧИ. В соответствии с данным способом требуется обрезать фольгу за пределами края клеевого рисунка, чтобы гарантировать отделение и удаление излишков фольги после выполнения реза. Кроме того, нанесение клея всегда связано с определенной размерной и позиционной неточностью, к тому же часто имеется вероятность размазывания клеевого рисунка при склеивании материалов, что дополнительно ухудшает точность позиционирования его контура. Учитывая также позиционные и размерные погрешности резки, становится очевидно, что данный способ не позволяет изготавливать антенны РЧИ с узкими межлинейными просветами. Кроме того, вышеописанные недостатки данного способа приводят к тому, что края остающейся фольги на практике неизбежно оказываются вне контакта с подложкой, что, как правило, недопустимо в пределах зоны крепления микросхемы.
В публикации US 2005/0183817 раскрыт способ, очень похожий на вышеописанный. Согласно данному способу на поверхность подложки наносят клеевое покрытие в виде рисунка, затем укладывают металлическую фольгу, приводя ее в контакт с поверхностью подложки, в результате чего фольга соединяется с клеевым рисунком. После этого осуществляют штамповку фольги по контуру клеевого рисунка и удаляют вырезанные части. Этот способ имеет точно такие же недостатки и ограничения, как и описанный в предыдущем абзаце.
Очень схожий с предшествующими способ описан в публикации WO 2007/087189. Его отличие заключается в том, что вместо одной металлической фольги согласно данному способу применяют многослойный элемент, содержащий помимо металлической фольги несущий слой. В силу указанных выше причин способ малопригоден для изготовления многослойных элементов антенн РЧИ, за исключением разве что антенн простейшей конструкции. Особенности конструкции подавляющего большинства антенн РЧИ не позволяют изготовить данным способом многослойный элемент с такой антенной. Кроме того, применение нескольких слоев вместо одного слоя металлической фольги повышает себестоимость производства.
Еще один схожий с предшествующими способ описан в публикации WO 03/024708. Он не имеет существенных отличий от вышеописанных способов, связан с теми же ограничениями и, следовательно, плохо подходит для серийного производства многослойных элементов антенн РЧИ.
В публикации JP 2001127410 А раскрыт способ, в котором сначала наносят клей на всю поверхность металлической фольги, а затем обрабатывают его таким образом, чтобы он утратил адгезивную способность на участках, с которых в дальнейшем предполагается удалять фольгу. Затем фольгу с обработанным клеевым слоем скрепляют с подложкой, после чего, например, штамповкой прорезают фольгу и клеевой слой до самой подложки по контуру неадгезивных участков и, наконец, при помощи клейкой ленты удаляют неприклеившиеся части фольги. В принципе способ идентичен описанному в публикации ЕР 0790123, за исключением технологии выполнения клеевого рисунка.
В публикации US 6161276 раскрыт способ, согласно которому рисунок проводников выполняют поверх покрытого клеем участка, для чего сначала осуществляют штамповку, прорезая фольгу до самой подложки, а затем изгибают лист, открывая полученные штамповкой разрезы, и заполняют открытые разрезы диэлектриком. Такой способ хорошо подходит для тех случаев, когда нет необходимости в выполнении тонких межлинейных промежутков и в тех случаях, когда микросхема может быть присоединена к антенне, а антенна с присоединенной к ней микросхемой - введена в многослойную негибкую структуру, в том же самом производственном процессе, который используется для изготовления антенны. Однако вышеуказанный способ малопригоден для серийного производства типичных многослойных элементов антенн РЧИ (RFID). Особенности штамповочного инструмента позволяют использовать штамповку только при изготовлении антенн с довольно широкими линиями и межлинейными промежутками. Кроме того, таким способом невозможно выполнить даже самую простую зону присоединения микросхемы антенны РЧИ, поскольку, во-первых, при изгибании листа и заполнении открывшихся разрезов диэлектриком указанная зона будет изгибаться, а во-вторых, на практике, невозможно нанести диэлектрик таким образом, чтобы он не попал на те участки фольги, к которым будет электрически присоединена микросхема. Более сложные зоны присоединения микросхемы, содержащие несколько электрически изолированных поверхностей, невозможно изготовить вообще. Кроме того, одна из главных особенностей раскрытого в цитируемой публикации способа, заключается в том, что для выполнения операции штамповки поверхность фольги необходимо покрыть синтетической пленкой, которую затем нужно удалить, по меньшей мере, с антенн РЧИ, перед дальнейшей их обработкой. В силу указанных причин данный способ является сложным и дорогостоящим.
В публикации WO 2007/121115 раскрыт способ, в котором металлическую фольгу с помощью клея целиком крепят к ткани-носителю с возможностью разъединения указанного клеевого соединения, производят штамповку фольги с помощью цилиндрического штампа, затем удаляют излишки фольги и переносят готовый рисунок на заданный участок конечного изделия, разрушая указанное клеевое соединение.
В публикации US 7256738 раскрыт способ, в соответствии с которым металлическую фольгу целиком покрывают термоплавким клеем, получают требуемый рисунок путем штамповки в прокатном устройстве, в котором один из цилиндров представляет собой штамповочный цилиндр, а другой - транспортный цилиндр, затем отштампованный рисунок через один или несколько транспортных цилиндров переносят на поверхность подложки, где окончательно закрепляют, расплавляя термоплавкий клей. Для этого способа характерны ограничения, схожие с ограничениями предшествующего способа, а потому он в целом неприменим для серийного производства многослойных элементов антенн РЧИ.
Таким образом, как следует из вышеизложенного, известные из уровня техники способы неприменимы для серийного производства меток РЧИ, содержащих микросхему.
ЗАДАЧИ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения заключается в том, чтобы предложить более управляемый и эффективный способ изготовления многослойных печатных плат с рисунком проводников, посредством которого можно получить рисунок имеющий межлинейные промежутки точно заданных размеров, включая очень тонкие промежутки, даже в тех случаях, когда рисунок предусматривает наличие больших участков, не содержащих проводника, а также избежать проблем, возникающих в процессе изготовления многослойных элементов защищенных изделий из-за остатков клеевого покрытия на непроводящих участках. Дополнительная задача настоящего изобретения заключается в том, чтобы предложить экономически рентабельный и надежный способ изготовления электрических контуров, размещаемых по обе стороны подложки. Еще одна задача изобретения состоит в уменьшении объема не подлежащих возвращению в оборот отходов производства, что будет способствовать возможности повторного использования материалов. Наконец, еще одна задача изобретения заключается в том, чтобы предложить способ, допускающий применение лазера при производстве печатных плат, в том числе и плат, содержащих термобумагу, со спиральной антенной, без ограничения при этом производительности,
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже настоящее изобретение описано со ссылками на прилагаемые чертежи, на которых:
на фиг.1а и фиг.1b показаны этапы предложенного способа в случае применения травления;
на фиг.2а и фиг.2b показаны этапы предложенного способа в случае применения испарения;
на фиг.3а, фиг.3b и фиг.3с проиллюстрировано изготовление электрического контура, расположенного по обе стороны подложки.
На всех чертежах для обозначения элементов применяются следующие номера позиций:
1 - подложка,
2 - рисунок, нанесенный клеем или другим связующим веществом,
3 - металлическая фольга,
3а - проводник на готовой печатной плате,
3b - участок металлической фольги, подлежащий удалению.
На фиг.1а показана заготовка, на которую в соответствии с настоящим изобретением перед травлением нанесен клей. Поверх металлической фольги 3 нанесен кислотоупорный материал. При травлении металл на участках, покрытых таким материалом, не разрушается. Между подложкой 1 и фольгой 3, под участками расположения кислотоупорных масок 4а, формирующих рисунок проводников в конечном изделии, нанесен клей 2, причем этот клей выступает за границы участков 4а. В правой части заготовки показаны несколько расположенных близко друг к другу кислотоупорных масок 4а, причем в пределах покрываемой ими зоны фольга 3 приклеена к подложке 1 сплошным слоем клея. В середине и в левой части заготовки имеются участки большей протяженности, с которых должен быть удален проводящий материал. На этих участках на фольгу нанесены кислотоупорные маски 4b, под которыми клеевой слой между фольгой 3 и подложкой 1 отсутствует.
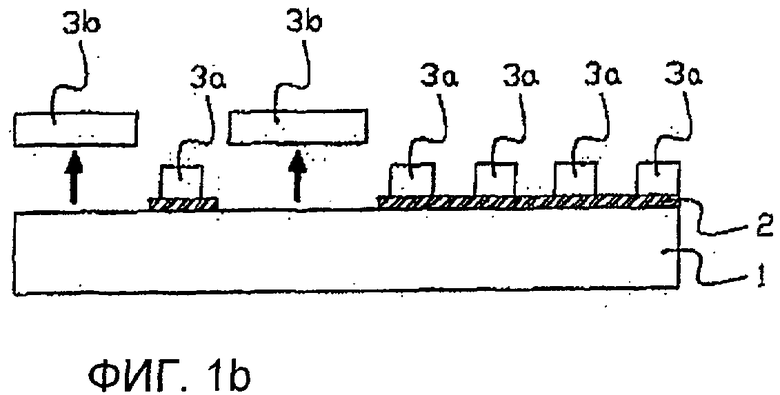
При травлении удаляются те участки металлической фольги, которые не были покрыты кислотоупорным материалом. Вид заготовки после завершения процесса травления представлен на фиг.1b. В правой части заготовки имеются несколько расположенных близко друг к другу линий 3а проводника, сформированные расположением кислотоупорных масок 4а. В результате травления образовались узкие промежутки между линиями проводника, покрытые клеевым слоем 2. В середине и левой части заготовки в результате травления высвободились участки 3b металлической фольги, которые были закрыты кислотоупорными масками 4b и которые теперь можно удалить в виде твердых металлических тел, не приклеенных к подложке 1. В данном способе не предъявляются жесткие требования к точности нанесения клеящего вещества в соответствии с линиями проводника, и к толщине линий, при этом процедуру травления можно оптимизировать под высокоточное удаление только тонких полос, благодаря чему достигается лучшее качество изделий. Кроме того, в травильном растворе растворяется меньше металла, что позволяет дольше использовать данный травильный раствор, минимизируя потребность в добавлении нового. При этом основная масса удаляемой фольги отделяется в виде твердого металла, в связи с чем появляется возможность ее повторного использования. Наконец, большая часть обнажаемой при удалении фольги поверхности не покрыта клеем, что снимает ограничения на дальнейшую обработку изделия.
Следует отметить, что на фиг.1b кислотоупорный материал не показан или удален. На самом деле, вероятно, нет необходимости удалять его перед повторным использованием участков 3b фольги, поскольку обычные кислотоупорные покрытия из органического материала сгорают при плавлении металла без каких-либо отрицательных последствий. Некоторые кислотоупорные материалы могут также использоваться на следующих стадиях производства в качестве флюса или изолирующего лака, и поэтому нет необходимости удалять их с изделия перед его дальнейшей обработкой.
На фиг.2 показано аналогичное исходное состояние заготовки в случае удаления участков 3с путем лазерного испарения, а на фиг.2b состояние заготовки после проведения испарения. В данном случае, достигаются те же преимущества относительно выполнения плотно расположенных проводников, что и при использовании травления, т.е. точность исполнения рисунка определяется только погрешностями работы лазера, но не погрешностями процесса склеивания. Поскольку участок 3b не приклеен к подложке, нет необходимости проводить его полное испарение - достаточно испарить окружающие его узкие участки 3с. Это существенно ускоряет процесс, причем основная масса удаляемой фольги отделяется в виде твердого металлического тела, что обеспечивает возможность ее повторного использования. Кроме того, основная часть поверхности, обнажаемой при удалении фольги, не покрыта клеем, что снимает ограничения на дальнейшую обработку изделия. Следует отметить, что хотя лазерный луч может проникать в слой клея или иного связующего вещества, или даже проходить его насквозь до самой подложки, это не сводит на нет обеспечиваемые предлагаемым способом преимущества, а потому должно рассматриваться как вариант его осуществления.
В цитировавшихся выше документах раскрыты различные способы, в которых проводящие дорожки печатной платы выполняют с использованием штамповки. Однако практические испытания показали, что штамповка не позволяет с высокой степенью надежности получать достаточно точный рисунок. Возникшие на практике проблемы аналогичны тем, которые были описаны выше применительно к цитируемым публикациям и связаны, в тот числе, с необходимостью удалять материал из узких непроводящих участков, либо заполнять эти участки диэлектриком. В противном случае неизбежны короткие замыкания, обусловленные пластической деформацией и неровностью поверхности. Если же в процессе штамповки удалять материал из непроводящих участков посредством обдирки или выполнением двух разрезов с последующим отделением полоски металлической фольги, то невозможно получить линию необходимо малой ширины, поскольку такое удаление требует отсутствия клеевого покрытия на участке, на котором оно производится, и выполнения двух операций штамповки с каждой стороны этого участка. Таким образом, штамповкой, или, во всяком случае, одной только штамповкой, невозможно получить требуемый рисунок проводника, поскольку в таком случае требуется отдельный процесс для удаления материала с клеевого слоя в узких межлинейных просветах.
Можно сочетать различные способы выполнения рисунка проводника. Например, отделение больших участков 3b можно осуществлять с применением лазера перед травлением или даже перед нанесением кислотоупорного покрытия. В этом случае удаление участков 3b можно выполнить даже до травления, а в ходе травления с высокой точностью соблюдения размеров удалить полностью или частично приклеенные участки фольги, примыкающие к краям удаляемых участков. С другой стороны, несмотря на то, что антенна в целом изготовлена способом травления, зоны крепления микросхемы можно обрабатывать посредством лазера.
Прикрепление металлической фольги 3 к подложке и выполнение рисунка крепления можно производить не только путем нанесения клея, например, трафаретным или струйным способом на подлежащие склеиванию участки, но также и с использованием клея, отверждаемого под воздействием ультрафиолетового излучения, который отверждают после нанесения на участках, которые должны оставаться неприклеенными. Затем фольгу 3 прижимают, приводя ее в плотный контакт с подложкой 1 и отверждают оставшийся клей освещением сквозь подложу с изнаночной по отношению к фольге стороны. Выполнение рисунка крепления можно производить также путем локального нагрева и расплавления в нужных местах пластического материала, например полиолефиновой пленки, помещенной в виде рисунка между фольгой и подложкой. Также можно применять клей, активируемый давлением. Такой клей может содержать разрушаемые при давлении микрокапсулы, благодаря чему клей активируется только в подвергаемых давлению областях. Наконец, для выполнения указанного рисунка можно применить деактивирующий слой, который может, например, представлять собой растворимый или плавкий слой, расположенный под металлическим или клеевым слоем, за счет чего клеевой слой или металлический слой не приклеивается к подложке в местах расположения деактивирующего слоя.
На фиг.3а показан этап изготовления многослойного элемента двусторонней печатной платы, осуществляемый в соответствии с предложенным способом, согласно которому в подложке 1 выполняют отверстия 5, которые в ходе производственного процесса полностью или частично покрывают проводниками 3а из металлической фольги. На этапе, показанном на фиг.3а, отверстия 5 проходят сквозь слой 2 нанесенного в виде рисунка клея или иного связующего. Это означает, что либо слой 2 в виде рисунка клея или иного связующего наносят еще перед выполнением отверстий и далее одновременно выполняют отверстия как в материале подложки 1, так и в слое клея или другого связующего либо отверстия 5 выполняют только в подложке 1, после чего слой 2 клея или другого связующего наносят на поверхность подложки 1 таким образом, чтобы не перекрыть отверстия 5. В этом случае слой 2 клея или другого связующего может присутствовать либо на одной стороне, либо на двух сторонах подложки. На фиг.3а он показан только на одной стороне.
На фиг.3b показан этап выполнения электрического контура на обеих сторонах подложки. На этом этапе на обе стороны подложки 1 наносят проводники 3а из металлической фольги. На фиг.3b видно, что отверстия 5 полностью покрыты проводниками 3а, однако также возможен вариант, при котором отверстия лишь частично покрыты проводниками. В любом случае, если рисунок на металлической фольге выполняют травлением, предпочтительно, чтобы отверстия 5 были полностью покрыты проводниками 3а, поскольку в этом случае отверстие 5 будет представлять собой закрытую область, внутрь которой не попадает травильный раствор. Также возможно выполнение проводников 3а из металлической фольги только с одной стороны подложки 1, с нанесением на другую сторону проводящего состава из другого материала, например проводящей печатной краски.
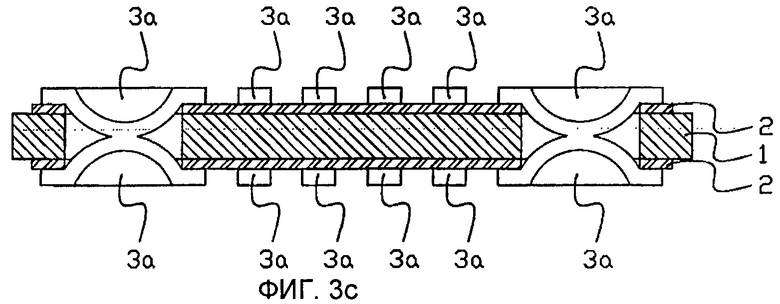
На фиг.3с показан готовый электрический контур, расположенный на двух сторонах подложки. Проводники 3а из металлической фольги, расположенные по обе стороны подложки 1 поверх отверстий 5 электрически соединены между собой через отверстия 5 точечной или ультразвуковой сваркой или иным подобным способом. Проводники 3а также можно электрически соединить между собой многими другими способами, например, заполнив отверстия 5, открытые с одной или обеих сторон или частично покрытые проводниками 3а, электропроводной печатной краской или иным материалом. Если проводники 3а изготовлены из металлической фольги только с одной стороны подложки 1, а на другой ее стороне они выполнены из иного материала, например из проводящей печатной краски, электрическое соединение последней с проводниками 3а из металлической фольги может выполняться через отверстия 5 в ходе производственного процесса без выполнения отдельного этапа соединения.
Следует отметить, что все чертежи лишь иллюстрируют принципы осуществления изобретения и выполнены без соблюдения масштаба. Это особенно относится к фиг.3с, на которой для обозначения электрического соединения проводников 3а из металлической фольги они имеют форму выпуклости очень маленького радиуса. В действительности диаметр отверстия 5 значительно превышает толщину подложки 1, а проводники 3а подвергаются значительно меньшему натяжению и изгибу, чем показано на фиг.3с.
Пропускание соединительного элемента через отверстие, которое необходимо выполнить в процессе избирательного клеевого соединения или в процессе крепления металлической фольги производят таким образом, что окружающая отверстие фольга остается свободной от клея или связующего по меньшей мере в некоторых направлениях. Таким образом, заводимая в отверстие фольга может лучше проходить через отверстие, чем фольга, закрепленная по всей своей периферии. Кроме того, путем избирательного клеевого соединения можно сформировать вблизи области соединения гибкий участок, не прикрепленный к материалу подложки. Вышеописанный способ пропускания соединительного элемента через отверстие может найти применение также в других областях, где рисунок проводника выполняют посредством избирательного нанесения клея или другого связующего.
По меньшей мере в случае выполнения рисунка проводника лазером несложно обеспечить наличие участков проводника, которые оставались бы свободными от адгезивной связи по меньшей мере в зоне окружающей отверстия и которые можно было бы затем соединить между собой сквозь печатную плату вышеописанным способом. В случае выполнения рисунка проводника травлением, можно осуществить покрытие обратной стороны фольги до выполнения ее крепления к подложке. Также для выполнения заводимых в отверстие элементов можно использовать штамповку или резание. То обстоятельство, что проводник в области соединения не прикреплен к подложке, может облегчить процесс пайки или склеивания элементов через отверстие, поскольку не заполненный клеем зазор между проводником и многослойным элементом печатной платы может работать как капиллярный элемент, притягивая соединяемые поверхности одна к другой. Благодаря тому, что фольга не приклеена в непосредственной близости от отверстия, удается осуществлять соединение даже сквозь очень толстый многослойный элемент, поскольку в этом случае фольга может проходить через отверстие без слишком сильного натяжения. В том случае, если не приклеенный участок фольги выполнен в виде соответствующих допускающих изгиб вырезных участков, которые жестко не соединены с подложкой, то для выполнения соединения фольгу можно пропустить через многослойный элемент почти любой толщины в ходе, например, ультразвуковой сварки. Фольга также может быть не закрепленной по трем направлениям или оставленной закрепленной слабым соединением, которое может быть нарушено в процессе соединения элементов.
Неприклеенные проводящие перемычки также могут служить в качестве плавких предохранителей, либо же конфигурация электрической схемы может предусматривать наличие разрушаемых перемычек, расположенных поверх отверстий печатной платы, причем разрушение может выполняться путем отламывания их в месте расположения отверстия. За пределами отверстия разрушение осуществляется путем соскабливания или разрезания. В этом случае перемычка имеет такую конструкцию, при которой без труда можно отломать ее на обоих концах и, таким образом, полностью удалить. Например, на обоих концах перемычки может быть выполнена перфорация, а удаляемая часть может быть снабжена уширением с отверстиями, за которые может зацепиться инструмент. Неприклеенные металлические перемычки также могут служить в качестве блокирующих или сигнальных соединений. Например, для выведения из строя метки РЧИ, не приклеенные к подложке участки рисунка проводника могут быть выполнены легко разрушаемыми, например, в месте соединения с адгезивной поверхностью метки РЧИ, надеваемой на запястье, вследствие чего разрушение адгезивной связи приведет к очень трудно восстанавливаемому разрушению проводников. Таким образом, появляется возможность выпускать более надежные пломбы РЧИ с возможностью адгезионного соединения. Можно также размещать разрушаемые проводники между двумя слоями многослойного элемента, обеспечивая, таким образом, их лучшую защиту, например, от коррозии, при этом отрывание метки приведет к разрушению проводников изнутри.
Можно также выполнять разрезание неприклеенной металлической фольги лазером так, чтобы ее можно было заводить с изгибом в отверстие или перегибать через край печатной платы. На практике для этого сначала выполняют отверстие, которое затем при нарезании печатных плат на окончательный размер превращается в выемку на кромке платы. В результате фольга не достигает печатной платы на величину указанной выемки, что защищает ее от повреждения. Это позволяет прокладывать соединительные линии по кромке платы. Такие линии могут служить соединительными элементами, либо могут быть закреплены на обратной стороне печатной платы, например, ультразвуковой сваркой или пайкой.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Отличительные признаки заявляемого способа изложены в независимом пункте формулы изобретения, а предпочтительные варианты осуществления раскрыты в ее зависимых пунктах.
Предложенный способ предназначен для изготовления проводников из металлической фольги для многослойного элемента антенны РЧИ и включает в себя следующие этапы:
1. Подложку 1 и металлическую фольгу 3 объединяют в многослойный элемент, в котором фольга 3 прикреплена к подложке 1 по существу на участках, соответствующих по размеру, форме и компоновке рисунку проводников, который требуется выполнить. Крепление может быть выполнено на участках, на которых чередуются тонкие линии и межлинейные промежутки, при этом границы зоны крепления соответствуют "основным очертаниям" подлежащих выполнению рисунков проводников, благодаря чему выполнение рисунка связующего средства упрощается по сравнению с известными способами. Например, в случае высокочастотной спиральной антенны крепление фольги к подложке может быть осуществлено не только на участках расположения проводников, но также и в промежутках между ними, в результате чего зона крепления имеет форму довольно широкой кольцеобразной фигуры, не имеющей узких промежутков.
2. На вышеописанном многослойном элементе выполняют рисунок проводников так, что он размещается на участках, скрепленных друг с другом на предыдущем этапе, например, посредством клея 2 и так, что рисунок проходит по меньшей мере сквозь металлическую фольгу 3. Выполнение рисунка осуществляют не путем простого обрезания фольги, а с использованием одного или более способов, предусматривающих возможность удаления металлической фольги в состоянии, отличном от твердого. Например, удаление металла можно осуществлять травлением, с помощью лазера, ионной бомбардировкой или струйной обработкой частицами. Такие способы используют как для выполнения внутреннего рисунка, например узких промежутков между витками высокочастотной антенны, на участках где фольга скреплена с подложкой, так и для выполнения внешних контуров рисунка как на участках, где фольга скреплена с подложкой, так и на участках, где такое крепление отсутствует. Положение и ширина рисунка контуров задаются таким образом, что края связующего средства, соединяющего подложку и металлическую фольгу, находятся либо в пределах участка, подлежащего удалению в ходе выполнения рисунка, либо рядом с этим участком, благодаря чему в процессе выполнения рисунка контуров незакрепленный участок фольги одновременно освобождается от остальной фольги. Если рисунок контуров выполнен так, что край связующего слоя находится в пределах подлежащего удалению участка, все края рисунка фольги, который необходимо выполнить, полностью соединены с подложкой. Возможно, после выполнения рисунка поверхность связующего вещества, останется обнаженной - как внутри, так и снаружи рисунка, но обнажаемая площадь настолько мала, что готовое изделие вполне пригодно для изготовления предметов с высокой степенью защиты, таких как паспорта и кредитные карты, даже если фольга была соединена с подложкой клеем.
3. Участки 3b фольги, отделенные в процессе выполнения рисунка, удаляют в виде твердого металлического тела, в результате чего получается готовый многослойный элемент с рисунком проводников 3а. Если обработка производилась травлением, то перед дальнейшим применением изделия может потребоваться удаление кислотоупорного покрытия.
То, какую часть металлической фольги в процессе выполнения рисунка проводников удаляют в твердом состоянии, а какую в ином состоянии с использованием, например, травления, лазерного испарения или иного способа зависит от способа, выбранного для формирования крепления и выполнения рисунка, от их разрешения и точности взаимной приводки. Например, если выполнение рисунка производится травлением, то желательно избегать попадания в травильный раствор мелких фрагментов фольги. По этой причине может быть целесообразно прибегать к травлению для удаления участков шириной даже несколько миллиметров. С другой стороны, если выполнение рисунка производится лазером, часто целесообразно удалять в твердом состоянии центральные участки областей, ширина которых в два и более раза превышает диаметр лазерного луча. Например, если диаметр луча составляет 100 мкм, может быть целесообразным удаление в твердом состоянии центрального участка любой области, ширина которой превышает 200 мкм.
На практике наименьшая ширина области, подлежащей удалению лазерным испарением, определяется необходимой точностью нанесения клеевого рисунка. Как правило, при использовании лазера целесообразно удалять в твердом состоянии участки шириной явно менее миллиметра, тогда как в случае травления это не дает сколько-нибудь заметных преимуществ, поскольку столь малые фрагменты в любом случае растворятся до того, как удастся извлечь их из травильного раствора.
Известен ряд способов для изготовления многослойного элемента, слои которого соединены связующим средством, нанесенным в виде некоторого заданного рисунка (основной этап 1), например:
Многослойный элемент может быть изготовлен с использованием избирательного нанесения клея, например, печатным способом, а именно методом гравюры или флексографии, либо способом вывода данных, например, струйной печатью.
Многослойный элемент может быть изготовлен с использованием нанесения клеящего вещества, например, если позволяет способ крепления микросхемы, плавкого клеящего вещества, по всей поверхности (не избирательно), например, на поверхность металлической фольги с его последующей активацией, например, нагреванием. Другой вариант заключается в деактивации клея на отделяемой части фольги перед ее приклеиванием к подложке. Например, клей, отверждаемый под действием ультрафиолетового излучения, может быть нанесен перед соединением частей многослойного элемента, а участок, который необходимо склеить с подложкой может быть отвержден после прижимания металлической фольги посредством облучения клея через подложку.
В отдельных случаях многослойный элемент может быть изготовлен без использования дополнительных связующих веществ, с применением в качестве подложки такого материала, который можно избирательно соединить с фольгой путем, например, нагрева тех областей, в которых требуется получить соединение.
Поскольку предлагаемый способ не требует выполнения клеевого рисунка в соответствии с маленькими межлинейными промежутками готового рисунка и допускает наличие связующего в таких промежутках, производство многослойного элемента в соответствии с данным способом представляет собой простой процесс.
Выполнение рисунка на металлической фольге 3, являющейся частью многослойного элемента, слои которого соединены по линиям некоторого заданного рисунка (основной этап 2), можно осуществить, например, с использованием одного из следующих способов, позволяющих удалять материал в состоянии, отличном от твердого металлического тела, например:
Рисунок выполняют травлением. В рамках предлагаемого способа основную часть поверхности фольги можно защитить кислотоупорным покрытием, при этом обнаженными должны остаться только межлинейные промежутки, соответствующие внутренним участкам подлежащего выполнению рисунка и узкие участки вокруг рисунка (фиг.1а). В процессе травления фольга будет разрушена именно на этих незащищенных участках. Соответственно, доля подлежащей растворению в травильном растворе фольги незначительна по сравнению с долей фольги, растворяемой в ходе операций травления в соответствии с вышеописанными известными способами. После завершения травления основная часть фольги отделена от подложки и может быть удалена в форме фольги (фиг.1b). Благодаря этому обеспечиваются значительные преимущества, в частности:
a) минимизируется расход травильного раствора и стоимость утилизации отработанного раствора, содержащего металл;
b) основная масса удаляемой фольги остается в форме фольги и может быть использована как металлолом;
c) выполнение травления только на узких участках позволяет оптимизировать процесс травления конкретно под данную задачу и тем повысить его производительность и качество изделий;
d) после процесса травления лишь малая часть поверхности подложки представляет собой открытую поверхность, на которой имеется связующее средство, благодаря чему изделие удовлетворяет требованиям, предъявляемым при изготовлении изделий с высокой степенью защиты, таких как паспорта и кредитные карты. Поскольку при травлении растворяют лишь малую часть фольги, то появляется возможность, даже в случае травления алюминия, задействовать процессы, не требующие применения растворителей. Можно также применять процессы, позволяющие проводить травление меди и алюминия на одном и том же оборудовании. Благодаря тому, что количество удаляемого металла минимально, становится возможным применить сухие травильные процессы, что позволяет использовать в качестве подложки для многослойного элемента антенны дешевую и экологичную бумагу. Поскольку в ходе травления материал удаляется, а не просто разрезается, как, например, в случае штамповки, полученный травлением рисунок не требуется заполнять каким-либо диэлектриком, а получаемый таким образом многослойный элемент сохраняет плоскую форму и размерную точность. Наконец, травление позволяет выполнять весьма сложные и требующие высокой точности изготовления участки, например, зоны присоединения микросхемы РЧИ. Поскольку выполнение рисунка травлением не приводит к образованию на многослойном элементе изгибов, на оборотной стороне той же самой подложки можно выполнить еще один электрический контур, тем же или иным способом. Ширина получаемых травлением межлинейных промежутков, как правило, значительно превышает толщину металлической фольги, что исключает угрозу электрического пробоя, при этом емкость между соседними проводниками невелика. Кроме того, при травлении можно достаточно свободно регулировать ширину межлинейных промежутков, добиваясь наилучших электрических характеристик и надежности электрического контура.
Рисунок выполняют лазерным лучом. Согласно предлагаемому способу основную часть поверхности фольги можно не обрабатывать, испаряя только узкие межлинейные промежутки, соответствующие внутренним участкам рисунка, который необходимо выполнить, и узкие участки вокруг рисунка (фиг.2а). Соответственно, доля испаряемой фольги составляет лишь малую часть той фольги, которую пришлось бы испарить в соответствии с известными способами. Благодаря этому обеспечивается ряд преимуществ, в частности:
a) максимизация скорости процесса;
b) минимизации необходимой мощности и потребляемой энергии;
c) минимизация риска повреждения подложки;
d) практически весь удаляемый металл остается в форме фольги и может быть использован как металлолом (фиг.2b);
e) после завершения лазерной обработки доля открытой поверхности покрытой связующим веществом, очень мала, благодаря чему изделие удовлетворяет требованиям, предъявляемым при изготовлении изделий с высокой степенью защиты, таких как паспорта и кредитные карты. Предлагаемый способ также имеет, по меньшей мере, следующие очевидные преимущества по сравнению с известными способами, в соответствии с которыми фольгу режут лазером по контуру клеевого рисунка:
a) обеспечивается возможность выполнять чрезвычайно тонкие линии и межлинейные просветы, поскольку выполнение рисунка производится поверх клеевого покрытия, а не по контурам клеевого покрытия;
b) поскольку требующая максимальной точности операция выполнения рисунка производится поверх клеевого покрытия, края фольги на этих участках приклеены к подложке, что часто абсолютно необходимо для присоединения микросхемы;
c) абсолютные и относительные требования по точности, относящиеся к клеевому покрытию и выполнению рисунка таковы, что нужная точность без труда достигается и поддерживается современными способами в рамках серийного производства многослойных элементов антенн. Лазерная обработка по определению является сухим процессом, что позволяет использовать в качестве материала подложки многослойного элемента антенны дешевую и экологичную бумагу. Поскольку в ходе лазерной обработки фольга удаляется, а не просто разрезается, как, например, в случае штамповки, полученный травлением рисунок не требуется заполнять каким-либо диэлектриком, а получаемый таким образом многослойный элемент сохраняет плоскую форму и размерную точность. Наконец, лазерным испарением можно выполнять весьма сложные и требующие высокой точности участки, такие как зона присоединения микросхемы РЧИ. Поскольку выполнение рисунка лазером не приводит к образованию на многослойном элементе изгибов, на оборотной стороне той же самой подложки можно выполнить еще один электрический контур, тем же или иным способом. Ширина получаемых посредством лазерной обработки межлинейных промежутков, как правило, значительно превышает толщину металлической фольги, что исключает угрозу электрического пробоя, при этом емкость между соседними проводниками невелика. Кроме того, при лазерной обработке можно достаточно свободно регулировать ширину межлинейных промежутков, добиваясь наилучших электрических характеристик и надежности электрического контура.
Удаление тех частей фольги, которые в ходе выполнения рисунка оказались отделенными от подложки, в твердом состоянии (основной этап 3) осуществляют одним из известных способов. Отделенные части можно удалять сухим способом, например, с использованием всасывающего сопла, вакуумного барабана или вакуумного мата. В процессе травления отделение фрагментов фольги можно облегчить, используя барботаж или отсос. Для сбора отделившихся фрагментов можно применить, например, донный скребок или ленточный транспортер, либо достаточно быстрый поток, который позволит собирать фрагменты процеживанием жидкости. Отсасывание жидкости для процеживания можно осуществлять вблизи подлежащего травлению многослойного элемента. В этом случае отделившиеся фрагменты металлической фольги проводят в растворе как можно меньше времени, и подвергающаяся коррозии часть металла остается незначительной. Для того чтобы очистку можно было производить непрерывно, сито сконструировано в виде ткани, которая одновременно служит транспортной лентой для отделившихся фрагментов. Обрезки материала могут быть выведены из жидкости простым известным способом, а именно с применением эжекторного насоса или процесса прокачки, работающей посредством возникновения газовых пузырьков. При необходимости размер отделяемых участков фольги можно уменьшить, отставив в кислотоупорном слое, размещаемом над удаляемыми участками узкие зазоры, благодаря чему в процессе травления указанные участки будут разделены на маленькие части. Лазерная обработка также позволяет разбить большие участки на маленькие фрагменты. Также клеевому слою или кислотоупорному рисунку может быть придана форма, исключающая выпадение отделяемых участков в процессе выполнения рисунка. Такие участки остаются на многослойном элементе до окончания этого процесса, а затем их отделяют, например, отсасыванием с помощью сопла, вакуумного барабана или вакуумного мата. После отделения фольгу можно, например, измельчить и брикетировать, что облегчит ее доставку в пункты приема металлолома.
В случае сборки многослойного элемента путем склеивания, нанесение клеящего средства и выполнение клеевого рисунка можно выполнять с помощью компьютера, без применения специальных инструментов, используемых для изготовления заданного антенного рисунка, таких как печатные формы, поскольку изготовление многослойного элемента проводится на основании подаваемых в устройство данных. Для этих целей можно применять пьезоэлектрическую или струйную печать, что дает следующие преимущества по сравнению с традиционными методами изготовления многослойного элемента с помощью печатных форм:
a) указанная технология изначально подразумевает управление процессом с помощью ЧПУ, при этом отсутствует необходимость в специальных инструментах для изготовления заданного рисунка антенны, таких как печатные формы;
b) указанная технология характеризуется высокой точностью вывода и воспроизведения данных, а также полным отсутствием износа, поскольку форма и расположение полученных элементов рисунка не изменяется даже после длительного производственного цикла;
c) данная технология позволяет точно задавать и стандартизировать толщину наносимого клеевого слоя, благодаря чему можно точно контролировать размазывание клея в процессе сжатия слоев листа и другие характеристики клеевого соединения, связанные с его толщиной;
d) описываемая система является по существу замкнутой, что позволяет применять совершенно отличные друг от друга клеящие вещества. Струйная печать весьма пригодна для производства с рулона на рулон.
В случае выполнения рисунка травлением струйную печать можно использовать для нанесения не только клея, но и кислотоупорного покрытия, что дает в этом отношении те же преимущества, что и при нанесении клея. В этом случае весь процесс можно осуществлять без применения специальных инструментов, необходимых для изготовления заданного антенного элемента, а полный цикл изготовления изделия управляется данными, подаваемыми в управляющие устройства.
При выполнении рисунка лазером, процесс изначально находится под управлением компьютера. Если, в этом случае, при изготовлении многослойного элемента нанесение клеевого покрытия также осуществляется под управлением компьютера, то весь цикл изготовления изделия управляется данными, подаваемыми в управляющие устройства.
Многослойный элемент, изготовленный способом, предлагаемым настоящим изобретением, отличается тем, что:
а) подложка и рисунок из металлической фольги соединены между собой рисунком клея или иным связующим средством, причем по размеру и форме рисунок клея или иного связующего средства, более или менее соответствуют основным очертаниям рисунка антенны;
b) указанный рисунок антенны имеет точно заданную внутреннюю конфигурацию (в виде тонких линий и межлинейных промежутков) и выполнен поверх клеевого слоя или иного связующего средства или с проникновением через клеевой слой или слой иного связующего средства;
c) за пределами основных очертаний рисунка антенны, на подложке практически полностью отсутствует клей или иное связующее средство. Таким образом, большие площади, на которых нет проводника, не покрыты также и связующим, а узкие межлинейные промежутки заполнены связующим или иным способом соединены в процессе выполнения рисунка проводника, так что контуры рисунка проводника находятся в контакте с многослойным элементом, а следы клея или иного связующего наблюдаются только в окрестностях проводников и в межлинейных промежутках.
В соответствии с предложенным способом изготовление электрического контура, расположенного на обеих сторонах подложки, производят следующим образом:
1. В подложке 1 выполняют отверстия 5, причем указанные отверстия выполняют в таких местах, что в ходе изготовления они частично или полностью накрываются проводниками 3а из металлической фольги. При креплении металлической фольги 3 к подложке 1 посредством клея отверстия 5 можно выполнять после нанесения клея, в случае чего отверстие выполняется также в клеевом слое, либо же клей можно наносить после выполнения отверстий 5 так, чтобы он не перекрывал и не закупоривал их. По меньшей мере на части окружающего отверстие участка клей может отсутствовать, что обеспечивает большую возможность деформации фольги при ее пропускании через многослойный элемент на этапе соединения. Если металлическая фольга 3 крепится к подложке 1 посредством клея, при этом проводники 3а по обе стороны подложки 1 изготовлены из металлической фольги, клей можно наносить на обе стороны подложки 1 одновременно или не одновременно.
2. Подложку 1 и металлическую фольгу 3 собирают в многослойный элемент, в котором фольга 3 прикреплена к подложке 1 по существу в областях, размеры, форма и расположение которых соответствует тому рисунку проводников, который необходимо выполнить. Предусмотрено, что связующее средство имеется как на участках расположения тонких линий, так и на участках межлинейных промежутков, и, таким образом, контуры связующего средства повторяют "основные очертания" выполняемого рисунка. Благодаря этому, выполнение рисунка связующего средства упрощается по сравнению с известными способами. Например, в случае спиральной высокочастотной антенны связующее средство наносят не только на участке расположения проводников, но и в промежутках между ними, в результате чего рисунок связующего средства имеет вид довольно широкого кольца, не содержащего узких промежутков. Рисунок связующего средства выполняют таким образом, чтобы в окрестностях отверстий 5 металлическая фольга 3 не была запачкана клеем или иным материалом, но наоборот, ее поверхность, обращенная к подложке, оставалась непокрытой и чистой в месте нахождения отверстий 5. В случае, если проводники 3а из фольги имеются на обеих сторонах подложки, фольгу 3 можно крепить к подложке одновременно или не одновременно.
3. На вышеописанном многослойном элементе выполняют рисунок, причем так, что он размещается на участках, соединенных друг с другом на предыдущем этапе, например, клеем 2, при этом рисунок проникает по меньшей мере на толщину металлической фольги 3. Выполнение рисунка осуществляют не путем простого обрезания фольги, а с использованием одного или более способов, предусматривающих возможность удаления металлической фольги в состоянии, отличном от твердого. Такой способ используют как для выполнения внутреннего рисунка, например узких промежутков между витками высокочастотной антенны, на участках, где фольга скреплена с подложкой, так и для выполнения внешних контуров рисунка как на участках, где фольга скреплена с подложкой, так и на участках, где такое крепление отсутствует. Положение и ширина рисунка контуров задаются таким образом, что край связующего средства, соединяющего подложку и металлическую фольгу, находится либо в пределах, либо рядом с участком, подлежащим удалению в ходе выполнения рисунка, благодаря чему при выполнении рисунка контуров одновременно происходит отделение незакрепленного участка фольги от остальной фольги. Если рисунок контуров выполнен так, что край связующего слоя находится в пределах подлежащего удалению участка, все края рисунка фольги, который необходимо выполнить, полностью соединены с подложкой. Возможно, после выполнения рисунка поверхность связующего вещества, останется обнаженной как внутри, так и снаружи рисунка, но обнажаемая площадь настолько мала, что готовое изделие вполне пригодно для изготовления предметов с высокой степенью защиты, таких как паспорта и кредитные карты, даже если фольга была соединена с подложкой клеем. В случае, если проводники 3а на обеих сторонах подложки 1 изготовлены из металлической фольги, при этом рисунок выполняют травлением, целесообразно выполнять травление фольги одновременно на обеих сторонах подложки 1. В случае травления также желательно подбирать такую геометрию проводников 3а, чтобы они полностью покрывали отверстия 5, поскольку в этом случае образуется замкнутое пространство, в которое не попадает травильный раствор. Если проводники 3а на обеих сторонах подложки 1 изготовлены из фольги, а рисунок выполняют лазером, его можно выполнять на обеих сторонах одновременно или не одновременно.
4. Удаляют в виде твердого металлического тела участки 3b фольги, отделившиеся от остальной фольги в результате выполнения рисунка. Если рисунок выполняют травлением, то перед дальнейшей обработкой изделия может потребоваться удалить кислотоупорное покрытие. Если проводники 3а на обеих сторонах подложки 1 изготовлены из металлической фольги, а рисунок выполняют лазером участки 3b можно удалять с обеих сторон подложки 1 одновременно или не одновременно.
5. В процессе изготовления электрического контура, расположенного на обеих сторонах подложки, существенным является обеспечение электрического соединения частей контура, расположенных по разные стороны подложки 1, через выполненные в ней отверстия 5. Если проводники 3а по обе стороны подложки 1 изготовлены из металлической фольги, то расположенные по разные стороны проводники 3а можно электрически соединить, например, точечной или ультразвуковой сваркой через отверстия 5. Проводники 3а из фольги также можно электрически соединить, заполнив отверстие 5 проводящим материалом, например печатной краской. Для этого либо сначала открывают отверстия полностью или частично с одной или обеих сторон, в процессе выполнения рисунка или после, либо используют такую геометрию рисунка, при которой отверстия 5 не полностью покрыты проводниками 3а с одной или другой стороны подложки 1. Если проводники 3а изготовлены из металлической фольги только с одной стороны подложки 1, а на другой ее стороне они выполнены из иного материала, например из проводящей печатной краски, электрическое соединение последней с проводниками 3а из металлической фольги может выполняться через отверстия 5 в ходе производственного процесса без выполнения отдельного этапа соединения.
Отверстия в подложке и клеевом слое, возможно присутствующем на ее поверхностях, могут выполняться одним из известных способов (основной этап 1). Предпочтительно выполнить такие отверстия лазером, что позволяет делать это под управлением компьютера и не требует подготовки каких-либо инструментов или механической настройки. Являясь бесконтактным инструментом, лазер очень хорошо подходит в том случае, если отверстия выполняют после нанесения клеевого рисунка. Также можно выполнять отверстия механическим способом, особенно если их выполняют до нанесения клеевого рисунка. Различные варианты осуществления основных этапов 2, 3 и 4, а также их преимущества описаны выше, а различные варианты выполнения основного этапа 5 представлены в описании самого этого этапа.
Предложенный способ изготовления электрического контура, размещенного по обе стороны подложки, в комбинации со способом изготовления проводников из металлической фольги по обе стороны подложки, представляет собой очень выгодное решение в тех случаях, когда от конечного изделия требуется высокая надежность, длительный срок службы или способность работать в весьма жестких условиях. Если проводники из металлической фольги, размещенные по обе стороны подложки, соединены между собой, например, точечной или ультразвуковой сваркой, между ними образуется металлическая связь, состоящая из одного материала и, следовательно, весьма прочная в механическом и химическом отношениях. Если к изделию не предъявляются столь жесткие требования, в частности в тех случаях, когда на одной из сторон подложки необходимо разместить лишь перемычку, электрически соединяющую различные компоненты спиральной антенны из фольги, размещенные на разных сторонах, предложенный способ предоставляет вполне очевидное и экономичное решение: отверстия полностью или частично заполняют проводящей печатной краской или иным подобным материалом, который также наносят на оборотную сторону подложки, чтобы электрически соединить заполненные отверстия. Таким образом, подложка работает как эффективный и надежный диэлектрик между участком перемычки, размещенным на ее оборотной стороне, и проводниками на лицевой стороне, находящимися между теми проводниками, которые соединены отверстиями. Ввиду сравнительно большой толщины подложки, емкость между участком перемычки на оборотной стороне и проводниками, проходящими на лицевой стороне между проводниками, соединенными посредством отверстий, невелика. Кроме того, полностью исключается из процесса оборудование и расходы, связанные с выполнением слоя диэлектрика, который требуется при размещении перемычки над проводниками. Предложенный способ приклеивания и выполнения рисунка позволяет разрабатывать рисунки проводников с повышенной гибкостью в отношении соединения проводников через отверстие, например, выполнение сетчатой перфорации в виде разрезов или меандра. Он позволяет выполнять соединение пропущенных через отверстие проводников, например, сваркой, даже сквозь многослойный элемент значительной толщины. Также можно выполнять соединения проводников между двумя соединенными между собой или склеенными печатными платами или другим проводящим материалом. Кроме того, это позволяет устанавливать электрическое соединение с установленными на многослойном элементе компонентами, даже если они установлены на обратной по отношению к рисунку проводников стороне многослойного элемента.
В отношении известных способов штамповки и резания разработчики пришли к выводу, что штамповка и обдирка при непостоянном клеевом соединении не позволяет изготовить надежную метку РЧИ с малым зазором между выводами микросхемы. На практике, даже при постоянном клеевом соединении не удалось добиться надежного воспроизведения рисунка. Более того, поскольку штамповка не удаляет материал за пределами рисунка, с ее помощью нельзя получить требуемую точность в условиях неразрушаемого клеевого соединения, поскольку штамповку необходимо осуществлять на участках, совершенно свободных от клеевого покрытия, иначе вокруг антенной спирали останутся нежелательные фрагменты проводника. Если же использовать разрушаемое клеевое соединение, обдирка удаляемых фрагментов, по всей видимости, лишь дополнительно осложняет получение достаточно точного рисунка и разделение проводящих участков перед нанесением диэлектрика.
Описанный в формуле изобретения способ сочетает точность и надежность, характерные для травления и лазерного испарения, но так, что при этом не требуется удалять травлением или испарением половину поверхности метки РЧИ. Ни в одной из цитировавшихся выше публикаций не описана комбинация, при которой рисунок выполняют удалением материала, а проводящий слой прикрепляют к подложке избирательно, в результате чего крупные участки фольги высвобождаются при удалении материала вокруг них.
Избирательное крепление проводящего слоя также позволяет выполнять, например, плавкие вставки, соединительные линии и разрушаемые проводники. Через отверстия можно надежно пропускать проводник на другую сторону подложки, причем механические напряжения, связанные с проталкиванием проводящего слоя в отверстие, можно регулировать путем изменения рисунков связующего средства и проводников. Это позволяет без труда пропускать проводники даже сквозь толстый многослойный элемент через отверстие малого диаметра.
Отделение крупных участков заметно экономит время при лазерном испарении и при этом позволяет использовать, например, бумагу в качестве подложки. В мокром же травильном процессе снижается потребление раствора, а также длительность производственного процесса и себестоимость.
Использование предложенного способа для изготовления изделий со спиральными антеннами путем лазерного испарения позволяет получить значительную выгоду по сравнению с известными способами. Поскольку лазером можно выполнить чрезвычайно точный рисунок проводников на бумаге, а клеевой слой можно весьма точно нанести согласно изобретению способом струйной печати, то появляется возможность выполнять такие же рисунки с пустой центральной областью, отделяемой в виде полоски при испарении лазером металла вдоль контура клеевого слоя. Это, в свою очередь, позволяет выполнять практически произвольные рисунки на подложке из произвольного материала. В частности, производственные и экономические преимущества, достигаемые посредством признаков п.7 формулы изобретения, недостижимы в рамках любой из вышеописанных известных технологий, и даже сочетанием операций, описанных в различных источниках.
Далее, в отличие от способов, описанных в цитировавшихся источниках, заявляемый способ основан на комбинации приемов, применяемых в промышленности в настоящее время. По этой причине начать его применение на практике можно быстрее, чем применение любого из описанных в цитируемых выше публикациях способов.
Испытания показали, что сложнее всего осуществить штамповку, а изгибание контура по двум осям для надежного нанесения диэлектрика в разрезы оказалось крайне сложным даже для одиночного изготовленного вручную изделия. Заявляемый способ позволяет также рентабельно изготавливать метки РЧИ с помощью лазера, поскольку количество подлежащего удалению материала многократно сокращается по сравнению с известными способами.
В свою очередь, при использовании лазера появляется возможность применять в качестве материала подложки бумагу. В этом случае отдельные компоненты клея также могут испаряться через подложку, либо же схватывание клея может происходить от контакта с воздухом. По этой причине связующие вещества могут содержать множество испаряемых или отверждаемых воздухом материалов и клеев на основе растворителя, которые малопригодны для быстрого и высокоточного соединения газонепроницаемых пластиков и металлов. Это облегчает, например, применение струйной печати, поскольку нет необходимости проводить окончательное застывание жидкого клея в газонепроницаемом объеме. Равным образом не требуется и дожидаться испарения растворителей до прижатия фольги к подложке. Это также позволяет применять водорастворимые клеи без существенной потери производительности. Готовый многослойный элемент на бумажной основе можно пропитать, например, пластиком либо поместить между слоями пластика, что придаст конечному изделию механическую и химическую стойкость. Использование нерастяжимой ткани наподобие шелка, например стекловолоконной ткани, также позволяет осуществлять склеивание продавливанием через ткань.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ ПЕРЕМЫЧЕК, ПРИГОДНЫЙ ДЛЯ МАССОВОГО ПРОИЗВОДСТВА ПО РУЛОННОЙ ТЕХНОЛОГИИ | 2012 |
|
RU2519062C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОДЯЩЕЙ СХЕМЫ НА ПОДЛОЖКЕ, ПРОВОДЯЩАЯ СХЕМА НА ПОДЛОЖКЕ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОЙ ПРОВОДЯЩЕЙ СХЕМЫ | 1993 |
|
RU2138930C1 |
| Способ изготовления гибких печатных плат в непрерывной рулонной форме | 2021 |
|
RU2791713C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОЙ ПЕЧАТНОЙ ОБМОТКИ | 1994 |
|
RU2054783C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОПОЛОСКОВЫХ СВЧ-ПЛАТ | 2009 |
|
RU2406280C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОВОДЯЩИХ ДОРОЖЕК В ПОРИСТОЙ ПОЛИМЕРНОЙ ПЛЕНКЕ | 2008 |
|
RU2390978C1 |
| Способ изготовления печатных плат и устройство для изготовления проводящей схемы | 2018 |
|
RU2697508C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ | 2006 |
|
RU2323554C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ТРАНСФОРМАТОРА НА ОСНОВЕ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2007 |
|
RU2345510C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕЙ ПЕЧАТНОЙ ПЛАТЫ | 2013 |
|
RU2543518C1 |



Изобретение относится к способу изготовления многослойной печатной платы. Способ, в частности, подходит для изготовления гибких многослойных элементов, содержащих, например, антенны радиочастотной идентификации РЧИ (RFID). Технический результат - предложение более управляемого и эффективного способа изготовления многослойных печатных плат, посредством которого можно получить рисунок, имеющий межлинейные промежутки точно заданных размеров, включая очень тонкие промежутки, даже в тех случаях, когда рисунок предусматривает наличие больших участков, не содержащих проводника, а также избежать проблем, возникающих в процессе изготовления многослойных элементов защищенных изделий из-за остатков клеевого покрытия на непроводящих участках, предложение экономически рентабельного и надежного способа изготовления электрических контуров, размещаемых по обе стороны подложки, допускающего применение лазера при производстве печатных плат, в том числе и плат, содержащих термобумагу, со спиральной антенной, без ограничения при этом производительности. Достигается тем, что способ изготовления печатной платы с рисунком проводников включает в себя следующие этапы: i) на подложке (1) избирательно крепят проводящий слой, например металлическую фольгу (3), так, что часть указанного проводящего слоя, содержащая заданные участки (3а), образующие в конечном изделии проводники, и узкие участки (3с), расположенные между указанными проводящими участками конечного изделия, закреплена на подложке (1) посредством связующего (2) средства, при этом более крупные, подлежащие удалению участки (3b) проводящего слоя, по существу не закреплены на подложке и соединены с подложкой (1) не более чем своим краевым участком, подлежащим обработке на следующем этапе ii) и, возможно, участками, предотвращающими отделение подлежащих удалению участков до выполнения этапа iii); ii) на указанном проводящем слое выполняют рисунок проводников, путем удаления материала, например металлической фольги (3), из узких промежутков между заданными проводящими участками (3а) и с внешней периферии участка (3b), удаляемого в твердом состоянии; iii) удаляют в твердом состоянии подлежащие удалению участки (3b) проводящего слоя, не закрепленные на подложке (1), поскольку указанные подлежащие удалению участки (3b), ранее соединенные с подложкой своими краевыми участками, более не удерживаются краевыми участками проводящего слоя, которые были удалены с внешней периферии подлежащих удалению участков на этапе ii). 3 н. и 10 з.п. ф-лы, 3 ил.
1. Способ изготовления печатной платы с рисунком проводников, отличающийся тем, что включает в себя следующие этапы:
i) на подложке (1) избирательно крепят проводящий слой, например, металлическую фольгу (3), так, что часть указанного проводящего слоя, например, металлической фольги (3), содержащая заданные участки (3а), образующие в конечном изделии проводники, и узкие участки (3с), расположенные между указанными проводящими участками конечного изделия, закреплена на подложке (1) посредством связующего средства (2), при этом более крупные подлежащие удалению участки (3b) проводящего слоя, например, металлической фольги (3), по существу, не закреплены на подложке, при этом подлежащий удалению участок (3b) соединен с подложкой (1) не более чем своим краевым участком, подлежащим обработке на следующем этапе ii), и, возможно, участками, предотвращающими отделение подлежащих удалению участков до выполнения этапа iii);
ii) на указанном проводящем слое выполняют рисунок проводников путем удаления материала, например, металлической фольги (3), из узких промежутков между заданными проводящими участками (3а) и с внешней периферии участка (3b), удаляемого в твердом состоянии, причем удаление материала осуществляют по меньшей мере одним способом группы: травление, лазерная обработка, ионная бомбардировка, струйная обработка частицами,
iii) удаляют в твердом состоянии подлежащие удалению участки (3b) проводящего слоя, например, металлической фольги (3), не закрепленные на подложке (1), поскольку указанные подлежащие удалению участки (3b), ранее соединенные с подложкой своими краевыми участками, более не удерживаются краевыми участками проводящего слоя, которые были удалены с внешней периферии подлежащих удалению участков на этапе ii).
2. Способ по п. 1, отличающийся тем, что подложка (1) является гибкой, а изготовление печатной платы осуществляют способом с рулона-на-рулон.
3. Способ по п.1 или 2, отличающийся тем, что крепление проводящего слоя (3) к многослойному элементу подложки на этапе i) выполняют посредством клея.
4. Способ по п.3, отличающийся тем, что клеевой рисунок наносят печатным способом или способом струйной печати.
5. Способ по п.3, отличающийся тем, что проводящий слой (3) крепят к подложке путем избирательной активации или деактивации части клея, проводящего слоя или подложки (1) до или после крепления проводящего слоя (3), например, посредством ультрафиолетового излучения, барьерного слоя или нагревания.
6. Способ по любому из пп.1, 2, 4 и 5, отличающийся тем, что рисунок на проводящем слое (3) выполняют по меньшей мере травлением или испарением металла из промежутков между проводящими участками, а также с краевых участков подлежащих удалению участков.
7. Способ по любому из пп.1, 2, 4 и 5, отличающийся тем, что используют подложку (1) выполненную из бумаги, а рисунок на проводящем материале выполняют по меньшей мере лазером.
8. Способ по любому из пп.1, 2, 4 и 5, отличающийся тем, что в подложке (1) выполняют сквозные отверстия (5) или проводящие участки, проходящие через краевой участок, причем в местах, соответствующих этим участкам, проводящий слой не покрыт диэлектрическим клеящим веществом, посредством которых обеспечено электрическое соединение проводящих слоев, имеющихся на разных сторонах подложки.
9. Способ по любому из пп.1, 2, 4 и 5, отличающийся тем, что по меньшей мере один участок рисунка проводников оставляют не прикрепленным к подложке так, что при этом указанный участок тем не менее соединен с подложкой по меньшей мере одной своей стороной, с формированием таким образом проводящих участков, не соединенных с подложкой, для использования их в качестве по меньшей мере одного элемента из группы: проводящая перемычка, предохранитель, разрушаемый элемент электрического контура, соединительный проводник, соединение элементов, расположенных на разных сторонах подложки.
10. Применение способа по любому из пп.1-9 для изготовления печатной платы, используемой в спиральной антенне с открытой серединой, спиральной антенне, микрополосковой антенне, многослойном элементе РЧИ или метке, встроенной внутрь многослойного элемента.
11. Многослойный элемент с рисунком проводящего контура либо участок многослойного элемента, в котором:
i) каждый рисунок (3а) проводящего контура соединен с подложкой (1) клеящим веществом или другим связующим средством, рисунок (2) которого по форме и размеру, по существу, совпадает с основными очертаниями рисунка проводящего контура, отличающийся тем, что
ii) указанный рисунок проводящего контура имеет свою внутреннюю точную конфигурацию, в частности, в виде тонких линий и межлинейных промежутков, выполненных поверх клеящего слоя или другого связующего средства путем удаления проводящего материала, причем в тонких межлинейных промежутках рисунка контура могут содержаться остатки связующего средства, причем удаление материала выполнено по меньшей мере одним способом из группы: травление, лазерная обработка, ионная бомбардировка, струйная обработка частицами, и
iii) за пределами основных очертаний рисунка проводящего контура, на подложке, по существу, отсутствует клеящее вещество или другое связующее средство, соединяющее рисунок проводящего контура с подложкой, за исключением краевых участков основных очертаний.
12. Многослойный элемент по п.11, отличающийся тем, что он содержит дополнительный слой, являющийся частью указанного многослойного элемента и закрепленный таким образом, что при соединении указанного дополнительного слоя с подложкой (1) и проводящими участками (3а), по существу, отсутствуют остатки клеевого слоя (2), соединяющего рисунок проводящего контура с подложкой, за исключением возможного наличия таких остатков в узких областях вокруг проводящих участков (3а) или между ними.
13. Многослойный элемент по п.11, отличающийся тем, что в подложке выполнено по меньшей мере одно отверстие или имеется участок, расположенный на краевом участке многослойного элемента, причем посредством указанного отверстия и указанного участка обеспечено электрическое соединение по меньшей мере двух проводящих слоев.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШКИ ИНДУКТИВНОСТИ ТРАНСПОНДЕРА И ТРАНСПОНДЕР, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 1998 |
|
RU2214015C2 |
| ЭЛЕКТРОННАЯ СХЕМА С ПРОВОДЯЩИМИ ПЕРЕМЫЧКАМИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКИХ ПЕРЕМЫЧЕК | 2002 |
|
RU2296440C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРТ ИЛИ ЭЛЕКТРОННЫХ ЭТИКЕТОК | 2002 |
|
RU2300159C2 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| US 5800724 A, 01.09.1998. | |||

