Изобретение относится к электромашиностроению и применяется при изготовлении погружных электродвигателей, предназначенных для работы в качестве привода погружных насосов для откачки пластовой жидкости из нефтяных скважин.
Известен способ изготовления обмотки статора погружной электрической машины, включающий выкладку пазов полимерной пленкой, преимущественно в 2-3 слоя, при котором вставляют в пазы технологические спицы по количеству, равному числу проводов в пазу, затем обмоточным проводом выталкивают спицу из паза и протягивают провод, выполняя то же с последующей спицей с обратной стороны до полного заполнения паза обмоточным проводом (Патент РФ №1833704, Н02К 15/00, 1989 г.)
Недостатком такого способа укладки обмотки является:
- механическое повреждение изоляции провода;
- низкий коэффициент заполнения паза;
- низкая производительность и высокая трудоемкость обмоточно-изолировочных работ.
Другой способ укладки провода в пазы статора электрической машины состоит в том, что предварительно отмеряют провод длиной, кратной длине укладываемых витков, проталкивают его иглой в первый паз на место технологической спицы и наматывают на один из барабанов, ось которого перпендикулярна направлению укладываемого провода. После этого барабан поворачивают на 90° так, чтобы его ось была параллельна направлению провода, проталкивают иглу с проводом в следующий паз и закрепляют на другом барабане. Смотку провода с барабана ведут по витку и укладывают на другой барабан. При этом способе в паз статора устанавливают технологические спицы, диаметр которых больше диаметра провода (Патент РФ №1293795, Н02К 15/085, 1985 г.).
Недостатками этого способа укладки провода в пазы статора также являются низкий коэффициент заполнения паза статора, низкая производительность и высокая трудоемкость обмоточно-изолировочных работ.
Предлагаемый способ укладки провода протяжной обмотки статора погружного электродвигателя включает укладку в пазы статора набора технологических спиц, количество спиц определяется количеством проводов в пазу. Сущность предлагаемого способа заключается в том, что технологические спицы перед установкой в паз пропускают через фильеру, приставленную к пазу статора, которая обеспечивает прямолинейное направление и рядную укладку спиц в пазу, причем число отверстий в фильере равно числу проводов в пазу. С обоих концов технологическая спица заканчивается петлями, закрепленными в гильзах. К концу обмоточного провода каждой фазы с помощью гильзы подсоединяют концевую спицу с крючком, который надевают на петлю технологической спицы. Гильза обеспечивает надежность соединения спицы с проводом. Обмоточный провод вслед за концевой и технологической спицей протягивают через паз, технологическую спицу отцепляют, а провод перематывают на приемный барабан. Для укладывания очередного витка поворачивают приемный барабан, зацепляют провод за следующую технологическую спицу из другого паза, протягивают через паз, отцепляют спицу и перематывают провод на второй барабан. Процесс повторяется до полного формирования катушек.
На фиг.1 показана схема установки статора погружного электродвигателя и барабанов;
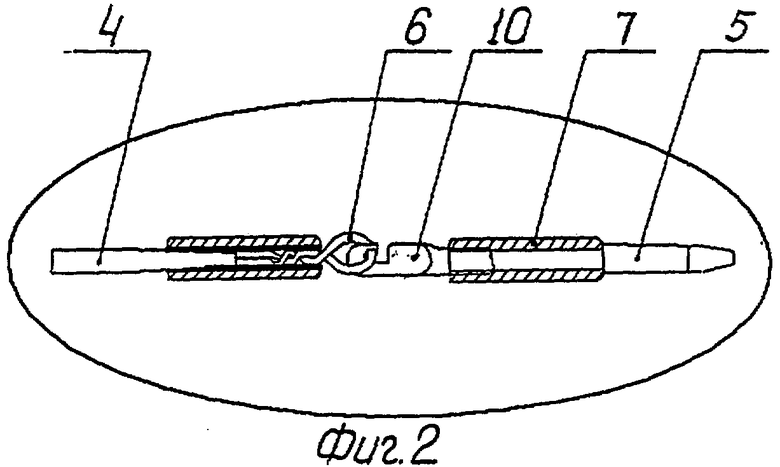
на фиг.2 - схема зацепления концевой и технологической спиц;
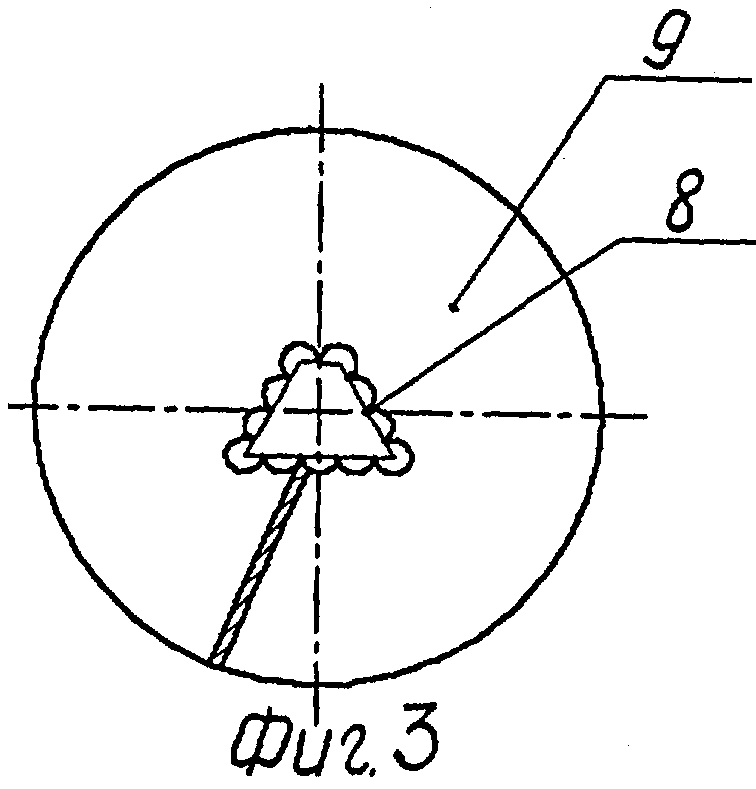
на фиг.3 - фильера с отверстиями.
Подготовленный к укладке обмоточного провода статор 1 устанавливают на стойках 2. С двух сторон статора 1 размещают барабаны 3. В пазах статора 1 расположены технологические спицы 4. Их количество соответствует числу обмоточных проводов 5 в пазу. С обоих концов технологическая спица 4 заканчивается петлями 6, закрепленными в гильзах 7. Перед установкой в паз технологические спицы 4 пропускают через фильеру 8. Число отверстий 9 в фильере 8 равно числу проводов 5 в пазу. К концам обмоточных проводов 5 каждой фазы с помощью гильзы 7 подсоединены концевые спицы 10 с крючками.
Способ укладки провода в пазы статора погружного электродвигателя осуществляется следующим образом.
Обмоточный провод 5 с присоединенной посредством гильзы 7 концевой спицей 10 с крючком надевают на петлю 6 технологической спицы 4.
С другой стороны статора 1 вытягивают технологическую спицу 4, а вслед за ней через паз протягивается концевая спица 10 с обмоточным проводом 5. Технологическую спицу 4 отцепляют, а провод 5 перематывают на приемный барабан 3. Затем барабан 3 поворачивают, провод 5 с концевой спицей 10 снова прицепляют к технологической спице 4 из другого паза и протягивают через паз, отцепляют спицу 4, перематывают провод 5 на другой приемный барабан 3 и так далее до полного формирования катушек.
Технический результат, достигаемый при использовании предлагаемого способа укладки протяжной обмотки статора, заключается в снижении вероятности повреждения изоляции проводов в процессе укладки обмотки, позволяет оптимально заполнить паз, а также снижает трудоемкость обмоточно-изолировочных работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ укладки провода в пазы статора электрической машины | 1985 |
|
SU1293795A1 |
| УСТРОЙСТВО для ПРОТЯГИВАНИЯ ПРОВОДА в СТАТОРНЫЕ ПАЗЫ ПОГРУЖНЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ | 1971 |
|
SU307465A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ СТАТОРА ПОГРУЖНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1989 |
|
SU1833704A3 |
| Способ перемотки статора электрической машины и устройство для его осуществления | 1990 |
|
SU1798862A1 |
| СПОСОБ СБОРКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ ВЕТОХИНА "ЭМВ" | 1992 |
|
RU2006140C1 |
| СПОСОБ СБОРКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2005 |
|
RU2320063C2 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ВЕТОХИНА ЭМВ | 1993 |
|
RU2106733C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ВЕТОХИНА "ЭМВ" | 1994 |
|
RU2065656C1 |
| Устройство для обмотки сердечников электрических машин | 1980 |
|
SU1029342A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ВЕТОХИНА "ЭМВ | 1992 |
|
RU2043691C1 |
Изобретение относится к электромашиностроению и применяется при изготовлении погружных электродвигателей. Способ укладки протяжной обмотки статора погружного электродвигателя включает укладку в пазы статора технологических спиц, протягивание обмоточного провода в паз статора, промежуточную намотку его на барабаны и укладку в следующий паз. Технологические спицы выполнены с петлями с обоих концов. Перед установкой в паз их пропускают через фильеру, приставленную к пазу статора. Число отверстий в фильере равно числу проводов в пазу. К концу обмоточного провода с помощью гильзы присоединяют концевую спицу с крючком, которым зацепляют петлю технологической спицы. Провод вслед за концевой и технологической спицей протягивают через паз, технологическую спицу отцепляют, а провод наматывают на приемный барабан. Затем барабан поворачивают, провод с концевой спицей снова прицепляют к технологической спице из другого паза и протягивают через паз. Спицу отцепляют, а провод перематывают на другой приемный барабан. Процесс повторяется до полного формирования катушек. Изобретение направлено на снижение вероятности повреждения изоляции проводов в процессе укладки обмотки, позволяет оптимально заполнить паз, снижает трудоемкость обмоточно-изолировочных работ. 1 з.п. ф-лы, 3 ил.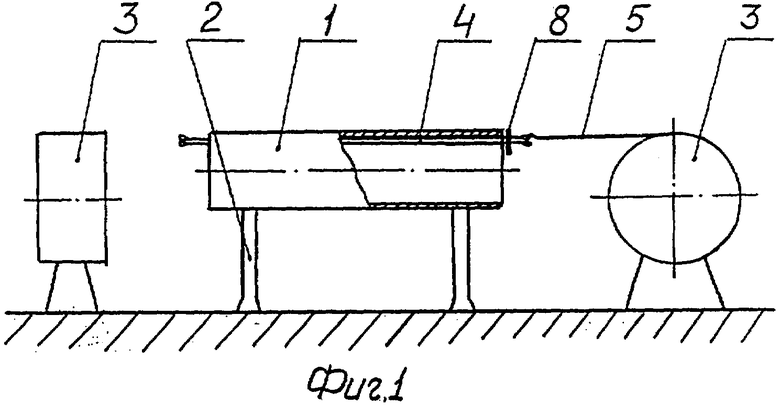
| Способ укладки провода в пазы статора электрической машины | 1985 |
|
SU1293795A1 |
| Способ обмотки сердечников электрических машин | 1973 |
|
SU604087A1 |
| RU 2208286 С1, 10.07.2003 | |||
| US 3913220 А, 21.10.1975. | |||

